Реферат
на тему:
«Гальванопластика»
Приблизно 100 років тому у середині минулого століття російський академік Б. С. Якоби відкрив спосіб виготовлення виробів і зняття копій із предметів за допомогою електролітичного осадження металу з водяному розчину його солі. Спосіб був названий гальванопластикою. У наш час це видатне відкриття широко використається в машинобудуванні, авіації, космонавтиці, радіоелектроніці, електротехніку й багатьох інших областях техніки.
Гальванопластика – це процес осадження товстого, масивного шару металу на поверхні якого-небудь предмета, форму якого хочуть відтворити, скопіювати. Гальванопластику використають у тих випадках, коли в металевої деталі дуже складна форма й звичайні способи (литтям або механічною обробкою) її важко або неможливо виготовити. Так відтворюють іноді скульптури по моделях (колісниця Аполлона на фронтоні Великого театру зроблена гальванопластикою); так само кодують із запису-еталона металеві форми, у яких пресують грамплатівки, у точності відтворюючи найтонший рельєф борозенок.
 Фото 1 - Агатовий медальйон. Торець агатової пластини металізований міддю, до нього припаяна ажурна оправа з мідного дроту. Потім усе покрито загальним шаром гальванічної
Фото 1 - Агатовий медальйон. Торець агатової пластини металізований міддю, до нього припаяна ажурна оправа з мідного дроту. Потім усе покрито загальним шаром гальванічної  міді. Остаточна обробка - сріблення.
міді. Остаточна обробка - сріблення.
Фото 2 - Керамічний флакончик, вставлений полірованою міддю.
Разом з тим гальванопластика - доступна, захоплююча й вдячна область аматорської творчості. Користуючись її технологією, моделіст одержує можливість робити найскладніші деталі своїх конструкцій з металу. Для цього досить виготовити деталь із пластиліну, металізувати її й після видалення основи мати цю деталь уже в металі. У художній творчості металізовані предмети із пластмаси, дерева, мережив можуть виступати в якості закінчених художніх творів або складових частин виробів. Скульптуру із пластиліну або гіпсу ви зможете перевести в метал і надовго зберегти, прикрасити металевою оправою або накладним орнаментом керамічні й скляні предмети, оправити металом камінь, янтар, дерево. Зовсім надзвичайні можливості відкриває металізація рослин, квіток, комах. Важко навіть перелічити все, що можна зробити за допомогою гальванопластики.
Для того, щоб зайнятися цією цікавою справою, треба насамперед зібрати гальванічну установку й освоїти техніку роботи з нею. Матеріали, необхідні для цього, широко доступні, процес електролізу не супроводжується шкідливими виділеннями, і при дотриманні елементарної обережності робота з установкою безпечна.
Далі буде розказано про нанесення мідного покриття як найпростішого й доступного в аматорських (домашніх) умовах. У принципі можна осаджувати й інші метали - срібло, нікель, хром і т.д. Але в цьому випадку будуть потрібні більше дорогі речовини, причому багато хто з них не нешкідливі, ускладнюється технологія.
Аматорська гальванічна установка складається з ванни з електролітом, анодної пластини, катодної штанги, джерела постійного струму на 6 - 12 вольт, амперметра й реостата.
Гальванічне осадження металу на поверхні предмета можливо лише тоді, коли поверхня ця або весь предмет є провідниками електричного струму, Тому для виготовлення моделей або форм бажано використати метали. Найбільше підходять для цієї мети легкоплавкі метали: свинець, олово, припої, сплав Вуда. Ці метали м'які, легко обробляються слюсарним інструментом, добре гравіруються й відливаються. Після нарощування гальванічного шару й обробки метал форми виплавляють із готового виробу.
Фото 3 - Стародавні мережива, покриті шаром металу.
Однак найбільші можливості для виготовлення моделей все-таки представляють діелектричні матеріали. Щоб металізувати такі моделі, потрібно додати їхньої поверхні електропровідність. Успіх або невдача в остаточному підсумку залежать в основному від якості струмопровідного шару. Шар цей може бути нанесений одним із трьох способів. Найпоширеніший спосіб - графитирование, він придатний для моделей із пластиліну й інших матеріалів, що допускають розтирання графіту по поверхні. Наступний прийом - бронзування, спосіб гарний для моделей щодо складної форми, для різних матеріалів, однак за рахунок товщини бронзового шару трохи спотворюється передача дрібних деталей. І, нарешті, сріблення, придатне у всіх випадках, але особливо незамінне для тендітних моделей з дуже складною формою - рослин, комах і т.п..
Вибір струмопровідного шару залежить від матеріалу, з якого зроблений предмет, його конфігурації, фактури поверхні й, звичайно, від наявних у розпорядженні речовин.
Підготовка поверхні. Перш ніж нанести струмопровідний шар, модель потрібно підготувати: усунути гігроскопичность поверхні, забезпечити міцне зчеплення струмопровідного шару з основою. Дерево, мережива, гіпс і всі інші гігроскопичные матеріали просочуються гарячою натуральною оліфою або розплавленим парафіном (воском). При срібленні предметів із гладкою поверхнею, а також просочених оліфою або парафіном необхідний підшар, що міцно тримається на основі й добре утримуючий двухлористое олово (SnCl2), необхідне для створення струмопровідного шару. Підшар може бути з нітролаку, краще матового, клея БФ, коллодия й т.п. Для предметів з тонкими деталями лак або клей треба робити більше рідкими. Гарний підшар дає алюмінієва пудра (фарба "під срібло"), що замішують на нітролаку або клеї БФ-2 (красять пензликом або зануренням). Можна нанести алюмінієву пудру й на сиру лакову плівку. Корисно фарбовану або лаковану поверхню заматировать, обливши її кілька разів 50% розчином ацетону у воді. При срібленні без підшару поверхня предмета знежирюється розчином будь-якого мийного засобу, бензином або ацетоном.
Нанесення струмопровідного шару.
Графитирование. Якщо у вашому розпорядженні немає готового порошку графіту, його можна приготувати із грифелів простих м'яких олівців. Грифелі потрібно ретельно стовкти й просіяти через учетверо складену капронову панчоху. Шар починають наносити густим опудриванием предмета графітом, що потім розтирають кистю, тим більше твердої, чим прочнее поверхня, або матер'яним тампоном, злегка змоченим машинним маслом. Графитируют до одержання чорної блискучої плівки. Для прискорення роботи можна використати графіт, растертый із клеєм БФ-2 (для зменшення в'язкості його трохи розбавляють спиртом). Клей наносять на модель кистю. Але поверхня в цьому випадку виходить більше груба й зерниста.
Графіт має більший електричний опір, тому осадження міді починається в місці приєднання контактного провідника, і тільки через якийсь час (іноді тривале) весь предмет виявляється покритий шаром металу. Трапляється, що по різних причинах деякі місця не затягуються міддю. Тоді модель із ванни виймають, промивають, сушать, додатково покривають графітом нетривалі місця й знову поміщають у ванну. Осадження ведуть при мінімальній для даної площі щільності струму.
Бронзування. Виконують за допомогою бронзового порошку (продається в комплекті "Фарба бронзова") і двухлористого олова. Невеликі предмети занурюють у рідкий нітролак (НЦ-222, НЦ-218) або клей БФ-2. Потім, швидко стряхнувши краплі лаку, густо обсипають бронзовим порошком. Надлишки його видаляють. На більші предмети наносять кистю клей БФ-2 (тут заміна іншим клеєм або лаком не допускається) і по висохлій клейовій плівці кистю же наносять бронзовий порошок, змішаний з ацетоном до напіврідкої консистенції. Дуже важливо, щоб клейовий шар був без пропусків і міхурів, а порошок накладений рівним шаром. Після просушки й наступного промивання бронзовану поверхню змочують розчином двухлористого олова (5 м на 20 мол води) протягом однієї хвилини, а потім промивають у проточній воді. Якщо поверхня не повністю змочується водою, обробку оловом повторюють.
Після промивання модель поміщають у ванну. Електропровідність шару, що вийшов, гарна, осадження міді ведеться струмом середньої щільності. Нетривалі місця бронзують знову, починаючи із клею БФ.
Сріблення. Одержати струмопровідну плівку з мінімальним перекручуванням фактури поверхні можна способом сріблення. Сріблення - процес "мокрий", він протікає у водяному розчині азотнокислого срібла - ляпісу (AgNO3). В аптеках продається "Ляпісний олівець", у складі якого втримується приблизно 0,3 м AgNO3.
Дрібно стовчений ляпісний олівець розчиняють у воді. Підготовлений предмет попередньо поміщають у розчин двухлористого олова (2,5 м на 100 мол води). Гарний результат дає тільки свіжоприготовлений розчин. Час обробки від 5 до 60 хвилин. Поверхня повинна повністю змочуватися водою. Після ретельного промивання в проточній воді (важлива операція!) протягом 1-2 хвилин предмет активується в розчині ляпісу (0,6 м на 100 мол води). Після розчинення ляпісу в склянку доливають 3-6 мол аптечного 10% нашатирного спирту до розчинення осаду й зникнення каламуть. Активують зануренням протягом 2-20 хвилин (у міру виснаження розчину аміачного срібла час активації збільшується). Активована поверхня на світлі темніє, що може служити ознакою придатності розчинів й якості активації. Двухлористое олово відновлює іони срібла до металу, і поверхня предмета здобуває задовільну електропровідність. Активований предмет сушать без промивання й сухим поміщають у ванну. Осадження міді ведуть струмом середньої щільності. Шар срібла надзвичайно тонкий і неміцний, тому вимагає самого обережного обігу.
Є й ще один спосіб одержання срібної струмопровідної плівки, що зовсім не спотворює фактуру поверхні предмета. Оброблену двухлористым оловом поверхню змочують (пензликом або обливанням) розчином ляпісу (1 м ляпісу на 10 мол дистильованої води) і виставляють на пряме сонячне світло, забезпечивши рівномірне висвітлення з усіх боків. Через якийсь час поверхня стемніє, тоді її знову змочують розчином і поміщають на сонце й т.д.. Зрештою вона придбає чорний блискуче колір і високу електропровідність.
При такому способі сріблення можна обійтися й без двухлористого олова. Якщо ж поверхня погано змочується водяним розчином ляпісу, замість води варто взяти спирт або горілку. Цей спосіб дає гарний результат, але вимагає часу й терпіння. Зберігати розчини срібла треба в темному місці.
Технологічне оснащення. Відповідальною операцією є електричне з'єднання струмопровідного шару з мінусом джерела струму. Для з'єднання використається відпалене й очищене мідне проведення діаметром 0,2 - 0,5 мм або шинку - смужка м'якої фольги, до якого припаяний кінець контактного проведення. До моделі шинку прикріплюють гумовими колечками або нитками. Положення її треба періодично міняти, щоб мідь осіла й під нею й щоб шинку не приросла до мідного шару. Зачищеним кінцем контактного проведення можна обмотати предмет. Проведення іноді прикріплюють до моделі ще до нанесення струмопровідного шару.
Для більше швидкого осадження первісного шару міді корисно збільшити кількість контактних провідників: від основного провідника зробити відгалуження, кінці яких прикріпити в різних місцях, переважно в поглибленнях, де відкладення міді йде в меншій кількості. Моделі із пластиліну або гіпсу ще при виготовленні забезпечуються дротовим стрижнем, що служить підвіскою й основним провідником. Однобічні моделі із пластиліну варто робити на плоскій підставі з тонкого ізоляційного матеріалу. Струмопровідний шар наноситься не тільки на модель, але й. на ділянки, що примикають до неї, підстави у вигляді полів шириною 10 - 15 мм. На них закріплюються основний контактний провідник (він же підвіска) і всі відгалуження. Після нарощування шаруючи міді й видалення пластиліну поля обрізають.
Якщо потрібно металізувати не весь предмет, то частини його, на яких металу бути не повинне, закривають шаром парафіну або воску. Ці речовини розчиняють у бензині й наносять пензликом.
Устаткування аматорської гальванічної установки.
Електролітична ванна. Анод. Катодна штанга. Ванною може служити міцна посудина зі скла, оргскла, вініпласту прямокутної форми ємністю 15-20 літрів. Можна використати скляний акваріум для риб, але всі його металеві частини варто ретельно ізолювати эпоксидной смолою. Під ванною непогано мати піддон, наприклад, з фотокювети.
Загальний вид електролітичної ванни з оргскла з анодною пластиною й катодною штангою представлений на малюнку 1.
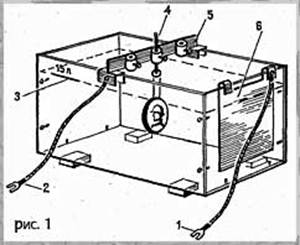 Ємність - 15 літрів, розміри - 300 x 200 x 300 мм, товщина стінок 8 мм.
Ємність - 15 літрів, розміри - 300 x 200 x 300 мм, товщина стінок 8 мм.
1 - "плюс" джерела струму (до реостата), 2 - "мінус" джерела струму, 3 - оцінка рівня електроліту, 4 - підвіс, 5 - катодна штанга, 6 - анодна пластина.
Особливістю гальванопластичного процесу є відносно нерівномірне осадження металу на виступаючих і поглиблених місцях металлизируемых предметів: на виступах товщина осаду більше. Ця нерівномірність згладжується зі збільшенням відстані від анода до катода (катодом є металлизируемый предмет). Тому, чим вище рельєф поверхні предмета, тим далі від анода треба його розміщати. Корисно мати кілька анодів, причому сумарна площа їх повинна в 2-3 рази перевищувати площа катода. Це також сприяє одержанню рівномірних по товщині опадів міді.
Катодна штанга - це пристосування, на якому підвішується предмет і здійснюється його контакт із мінусом джерела постійного струму. Конструкція цього вузла може бути самої різної. При невеликих предметах можна обійтися просто шматком проведення діаметром 0,5-1 мм.
Готування електроліту. У гальванічній установці відбувається електроліз розчину сірчанокислої міді (мідного купоросу), у результаті на катоді осаджується чиста мідь. Простий електроліт меднения складається з 720 м сірчанокислої міді, 27 мол сарною кислоти. І все доливається водою до 1 літра. Концентрація розчиненої речовини виражається в грамах на один літр розчину, а не на літр води, тому що обсяг розчину буде більше обсягу взятої води. Тому спочатку беруть 2/3 норми води, розчиняють у ній розрахункова кількість солі міді. Розчин остуджують і фільтрують. Потім обережно, тонким струменем при помішуванні доливають сірчану кислоту. Розчин сильно розігрівається, і його варто прохолоджувати. Увага! Не можна лити воду в кислоту - кислота при цьому розприскується й може викликати важкі опіки шкіри й око. В остиглий електроліт доливають воду до заданого обсягу.
Для електроліту годиться мідний купорос й акумуляторна кислота, що продаються в магазинах хозтоваров. Приготовлений електроліт заливають у ванну й відзначають на її стінці верхній рівень рідини. Справа в тому, що за рахунок випару води відбувається поступовий збиток електроліту, що заповнює долівкою води до первісного рівня. Кількість сірчанокислої міді в електроліті практично не міняється, а кількість сірчаної кислоти згодом знижується. Щоб не допустити надмірного зниження кислотності, що погано впливає на якість осаду міді, корисно виміряти ареометром питома вага (щільність) свіжоприготовленого електроліту й надалі при необхідності коректувати сірчаною кислотою його склад до досягнення вихідної щільності. Ареометри для контролю автомобільних акумуляторів є в продажі. З коректуванням електроліт може працювати протягом багатьох лет. Робоча температура електроліту 18 - 24°С. На 1 кв. дм металлизируемой поверхні повинне бути 3-4 літра електроліту. У процесі роботи електроліт забруднюється, і його варто можливо частіше фільтрувати через щільну тканину, наприклад, сукно.
Джерело постійного струму. Реостат. Для електроживлення гальванічної ванни можна використати кожної з наявних у продажі випрямлячів для зарядки автомобільних акумуляторів: вони дають струм до 4-7 амперів при напрузі 6 й 12 вольтів і мають убудований амперметр. Випрямляч можна зібрати й самостійно.
По міркуваннях безпеки струм в 10 ампер є гранично припустимим для аматорської гальванічної установки. Для регулювання струму, що протікає через ванну, необхідний реостат - дротовий, ламповий або рідинний. Для аматорів найбільш доступні два останніх - їх нескладно зробити самим.
У ламповому реостаті використається опір нитки розжарення освітлювальної лампи. Чим більше потужність лампи - тим менше її опір. Лампи на 127 У мають менший опір, чим такі ж на 220 У, наприклад, 200-ватні лампи мають "холодне" опір відповідно 6,5 й 17 Ом. При паралельному включенні декількох ламп загальний опір реостата буде зменшуватися, а струм, що протікає через нього, зростати. Спочатку включають одну лампу, скажемо, 100 Вт, і по амперметрі спостерігають сталу величину струму. Потім, змінюючи кількість включених ламп й їхня потужність, регулюють струм у ванні відповідно до розрахунку. Застосовувати ламповий реостат доцільно при струмі, що не перевищує 2,5 А.
Похожие работы
... который установил, что лишь два из них: №1 – дицианоаурат калия – KAuCN2 и №2,– дают осадки золота хорошего качества. Вывод Эльснера, по существу, задал направление дальнейших исследований в области электрохимического золочения. Проведенный нами анализ работ де Рюольса показал, что его основная заслуга состоит в том, что он впервые осуществил чисто гальванический процесс. Иными словами, именно ...
... развития гальванотехники в XIX – XX вв. в значительной степени остаётся открытым. Представляется, что его можно решить на основании реконструкции процесса создания гальванического производства; прослеживания, каким областям науки и техники, их конкретным достижениям обязано оно своим становлением; рассмотрения социально-экономических предпосылок возникновения и становления гальванотехники. ...
... тока ниже, чем в гальваностегии; в железных гальванопластических ваннах она не превышает 10—30 а/м2, в то время как при железнении (гальваностегия) плотность тока достигает 2000—4000 а/м2. Гальванические покрытия должны иметь мелкокристаллическую структуру и равномерную толщину на различных участках покрываемых изделий — выступах и углублениях. Это требование имеет в гальваностегии особенно важное ...

... нейтрализации сбрасываются на городские очистные сооружения на дополнительную очистку. Выводы На основе изученного нами обширного материала и собственных исследований можно сделать вывод, что электрический ток в жидких проводниках – важнейшее открытие в истории человечества, которое находит свое применение в разных средах: биологии, медицине, химии, промышленном производстве и т. д. Без ...
0 комментариев