Реферат
«Крупнейшие месторождение нефти. Месторождение Аль-Гавар»
2010 г.
Введение
Нефтяное месторождение — совокупность залежей нефти на определенной территории. Обычно занимает несколько сотен километров, для добычи используются нефтяные скважины, которые строятся в процессе бурения.
Классификация нефтяных месторождений по запасам нефти
Нефтяные месторождении классифицируется на:
· мелкие - до 10 млн. тонн нефти;
· средние - 10 - 100 млн. тонн нефти (Кумколь, Верх-Тарское);
· крупное - 100 - 1000 млн. тонн нефти (Каламкас, Пенглай, Правдинское, Статфьорд);
· крупнейшие (гигантские) - 1 - 5 млрд. тонн нефти (Тенгиз, Самотлор, Ромашкино);
· Уникальные (супергигантские) - 5 млрд. тонн нефти и более (Аль-Гавар, Большой Бурган, Эр-Румайла).
Крупнейшие нефтяные месторождения мира| номер | государство | месторождение | год открытия | запасы (млрд т) |
| 1 | Саудовская Аравия | Аль-Гавар | 1948 | 12 |
| 2 | Кувейт | Бурган | 1938 | 10 |
| 3 | Саудовская Аравия, Кувейт | Сафания-Хафджи | 1951 | 6,5 |
| 4 | Ирак, Саудовская Аравия | Эр-Румайла с Западной Курной | 1953 | 6,4 |
| 5 | Казахстан | Кашаган | 2000 | 4,8 |
Аль-Гавар (Гхавар, Гоар) — крупнейшее по запасам нефти нефтегазовое месторождение-гигант в Саудовской Аравии, одно из месторождений бассейна Персидского залива. Доказанные и извлекаемые запасы нефти 8,1 — 9,6 млрд т., а по некоторым данным до 12 млрд. т, газа 1,01 млрд. м³. Расположено примерно в 100 км к юго востоку от г. Дахран в провинции Эш-Шаркийя. Размерами 280 км на 30 км, является крупнейшим разрабатываемым месторождением нефти в мире. Месторождение в полной собственности государства и управляется госкомпанией Saudi Aramco. О месторождении известно очень мало, детальные и общие текущие показатели производства скрываются компанией и правительством. Сведения в основном исторические, по случайным техническим публикациям и слухам.
ИсторияМесторождение нефти Ghawar - безусловно наибольшее месторождение нефти в мире и составляет больше чем половину совокупной добычи нефти Саудовской Аравии. Оно разделено на шесть продуктивных областей. С севера на юг, они - Fazran, Ain Dar, Shedgum, Uthmaniyah, Haradh и Hawiyah. Месторождение Ghawar было обнаружено в 1948. Производство началось в 1951 и достигло пика 5.7 миллионов баррелей в день в 1981. Это - самая высокая длительная норма добычи нефти не достигнутая ни одним другим месторождением нефти в мировой истории. В то время, когда этот порог добычи был достигнут, южные области Hawiyah и Haradh еще не были полностью развиты. Производство было ограничено после 1981 по причинам рынка, но Ghawar оставался самым важным месторождением нефти в мире. Лишь в середине восьмидесятых годов количества нефти добываемые на месторождении Самотлор в России превышали добычу на месторождении Гавар, но это было связано с тем, что производство там было ограничено. Развитие южного Hawiyah и областей Haradh в течение 1994 - 1996 позволило добывать свыше пяти миллионов баррелей в день.Такая замечательная история производства обуславливается огромной площадью нефтяного бассейна в Области Ghawar. Alsharhan и Kendall обеспечивают 693 000 акров производительной области Ghawar. Это месторождение представляет единственный в мире столь длительно фонтанирующий бассейн нефти. Совокупное производство к 2000 на конец года было приблизительно 51 миллиард баррелей нефти.
Характеристики
Залежи на глубине 1,5 — 3 км. Геологические запасы нефти оценивается 20 млрд. тонн. Начальные запасы нефти оценивается 14,33 млрд. тонн, газа 1,01 млрд. м³. Плотность нефти 0,85 г/см³, содержание серы 1,66%. В Саудовской Аравии нефтяной горизонт Гавара называют свита Араб.
Геология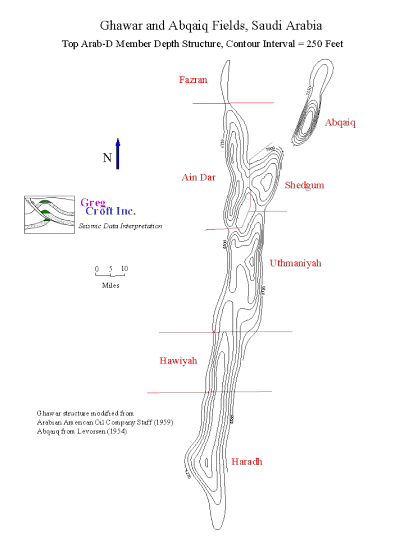
Схема профиля месторождения
Гавар расположился в антиклинали на основном разломе пласта относящегося к карбону, около 320 млн. лет назад. Породы бассейна: юрские арабские D-известняки с исключительной пористостью (доходящей до 35%), шельфовые отложения глин и известняков с пятипроцентным содержанием органики (1 — 2% считается хорошими нефтематеринскими породами), и подложка из коры выветривания содержащей непроницаемые ангидриты. Во время тектонических движений мелового периода северо-восточная граница Африки, надвигаясь на юго-западную Азию, развила структуру.
Перспективы запасовКомпания Saudi Aramco заявила, что доказанные запасы нефти месторождения составляют более 9,6 млрд т. Некоторые исследователи, в том числе Мэтью Симмонс в своей публикации Twilight in the Desert, предположили достижение пика добычи в самое ближайшее время. Однако работа Симмонса подверглась жёсткой критике со стороны Нансена Салери, представителя Saudi Aramco. Около 60 — 65% всей произведённой Саудовской нефти с 1948 по 2009 добыто из Гавара. К концу 2005 года совокупная добыча на месторождении составила около 8,1 млрд т.. По тем же источникам, на 2006 год, в Гаваре добывалось более 680 тыс. т. нефти в день (6,25% мировой добычи). Кроме того, на Гаваре добывается приблизительно 56,6 млн. м³ в день природного газа.
Нефтяные запасы и производство
Восстанавливаемая сырая нефть и конденсат 259.9 миллиардов баррелей
Производство сырой нефти (составляет в среднем в день) 8.9 миллионов баррелей
Производство сырой нефти (ежегодные) 3.25 миллиардов баррелей
Газовые запасы и производства 248.5 триллионов кубических футов
Газовая промышленность (составляет в среднем в день) 8.22 миллиарда кубических футов(сырой газ на газовые заводы)
Газовая промышленность (ежегодные) 3.00 триллионов кубических футов(сырой газ на газовые заводы)
Характеристика сырья
Область Ghawar, Ain Dar
Начальное содержание легких фракций (SCF/Bbl).550
Нефтяная плотность (в градусах API)34
Нефтяная Вязкость в Условиях Бассейна (сантипуаз)0.62
Содержание Серы, (% вес.)1.66 %
Обводненность (% вес.) 11 %
Область Ghawar, Область ShedgumНачальное содержание легких фракций(SCF/Bbl).540
Нефтяная плотность (в градусах API) 34
Нефтяная Вязкость в Условиях Бассейна (сантипуаз) 0.62
Содержание Серы, (% вес.)1.75 %
Обводненность (% вес.)11 %
Область Ghawar, Область UthmaniyahНачальное содержание легких фракций(SCF/Bbl).515
Нефтяная плотность (в градусах API)33
Нефтяная Вязкость в Условиях Бассейна (сантипуаз) 0.73
Содержание Серы, (% вес.)1.91 %
Обводненность (% вес.)11 %
Область Ghawar, Область HawiyahНачальное содержание легких фракций(SCF/Bbl).485
Нефтяная плотность (в градусах API)32
Нефтяная Вязкость в Условиях Бассейна (сантипуаз)0.85
Содержание Серы, (% вес.)2.13 %
Обводненность (% вес.)11 %
Область Ghawar, Область HaradhНачальное содержание легких фракций(SCF/Bbl).470
Нефтяная плотность (в градусах API)32
Нефтяная Вязкость в Условиях Бассейна (сантипуаз)0.89
Содержание Серы (% вес.) 2.15 %
Обводненность (% вес.)11 %
В общем сырье представляет собой легкую нефть с средней плотностью 0,85 г/см³, среднесернистая, с содержанием серы 1,66%, с высоким выходом светлых нефтепродуктов около 45% мас., индекс вязкости базовых масел более 85, парафинистая.
Получаемая продукция Из данной нефти получают широкий спектр нефтепродуктов. В последнее время ставится задача углубления переработки нефти и повышения качества нефтепродуктов. Эта задача на установках АВТ решается организацией мероприятий, направленных на увеличение отбора дистиллятных фракций как в атмосферной, так и в вакуумной колоннах и обеспечение их четкого выделения. При первичной перегонке нефти получают широкий ассортимент фракций и нефтепродуктов, различающихся по температурным границам кипения, углеводородному и химическому составу, вязкости, температурам вспышки, застывания и другим свойствам, связанным с областью их применения и использования. Углеводородный газ состоит преимущественно из пропана и бутанов, которые в растворенном виде содержатся в поступающих на переработку нефтях. В зависимости от технологии первичной перегонки нефти пропан-бутановую фракцию получают в сжиженном или газообразном состоянии. Ее используют в качестве сырья на газофракционирующих установках с целью производства индивидуальных углеводородов, бытового топлива, компонента автомобильного бензина. Фракцию именуют нефтепродуктом, если ее свойства отвечают нормам стандарта или техническим условиям на товарный продукт, не требуя дополнительного передела. Бензиновая фракция с пределами выкипания 28—180°С преимущественно подвергается вторичной перегонке (четкой ректификации) для получения узких фракций (28—62, 62—85, 85—105, 105—140, 85—140, 85—180 °С), служащих сырьем для процессов изомеризации, каталитического риформинга с целью производства индивидуальных ароматических углеводородов (бензола, толуола, ксилолов), высокооктановых компонентов автомобильных и авиационных бензинов; применяется в качестве сырья пиролиза при получении этилена, реже — как компонент товарных бензинов. Керосиновая фракция с температурами выкипания 120—230 (240) °С используется как топливо для реактивных двигателей, при необходимости подвергается демеркаптанизации, гидроочистке; фракцию 150—280 или 150—315 °С из малосернистых нефтей используют как осветительные керосины, фракцию 140—200 °С — как растворитель для лакокрасочной промышленности. Дизельная фракция, выкипающая при температурах 140—320 (340) °С, используется в качестве дизельного топлива зимнего, фракция 180—360 (380) °С — в качестве летнего. При получении из сернистых и высокосернистых нефтей требуется предварительное обессеривание фракций. Фракции 200—320 °С и 200—340 °С из высокопарафинистых нефтей используют как сырье для получения жидких парафинов депарафинизацией. Мазут — остаток атмосферной перегонки нефти — применяется как котельное топливо или в качестве сырья установок вакуумной перегонки, а также термического, каталитического крекинга и гидрокрекинга. Широкая масляная фракция с температурами выкипания 350—500 и 350—540 (580) °С — вакуумный газойль — используется в качестве сырья каталитического крекинга и гидрокрекинга. Узкие масляные фракции с пределами выкипания 320 (350) — 400, 350—420, 400—450, 420—490, 450—500 °С используют как сырье для установок производства минеральных масел различного назначения и твердых парафинов. Гудрон — остаток вакуумной перегонки мазута — подвергают деасфальтизации, коксованию с целью углубления переработки нефти, используют в производстве битума, остаточных базовых масел. Основные технологические процессы Нефть из скважины перед поступлением ее на переработку предварительно подвергается трехступенчатой сепарации, для отделения ее от попутных газов, обезвоживанию с разрушением эмульсий и отстою от механических примесей. Обезвоженная и обессоленная нефть далее поступает на первичную переработку. Подготовка нефти на промыслеСырая нефть I из пласта проходит дроссельный вентиль 1 и поступает в сепаратор первой ступени 2, давление в сепараторе поддерживается на уровне 0,6—0,7 МПа, которое достаточно для бескомпрессорной подачи газа II на ГПЗ. Далее из сепаратора первой ступени 2 через дроссельный вентиль нефть подается в сепаратор второй ступени 3, где за счет дальнейшего снижения давления выделяется оставшийся газ III. Далее нефть перетекает в отстойник 4, где от нее отделяется пластовая вода V и оставшийся газ. Давление в сепараторе второй ступени 0,2—0,3 МПа. В отстойнике давление близко к атмосферному. Газы из сепаратора второй ступени и отстойника сжимаются компрессором 6 и подаются на газоперерабатывающий завод.
Нефть IV из отстойника поступает на установку стабилизации, работа которой описана далее.
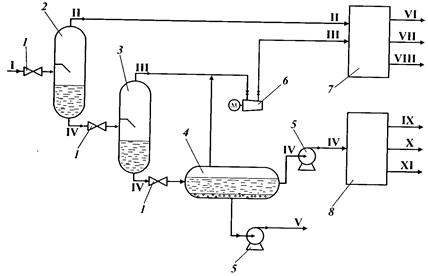 Подготовка нефти на промыслах: 1 — вентиль; 2, 3 — сепараторы 1-й и 2-й ступеней; 4— отстойник; 5— насос; 6— компрессор; 7 — газоперерабаты-вающий завод; 8— нефтестабилизационная установка; I — пластовая нефть; II, III — газы первой и второй сепарации; IV — нестабильная нефть; V — вода для закачивания в пласт; VI — метан; VII — этан; VIII — нестабильный бензин; IX — метан и этан; X — стабильная нефть; XI — фракция легких углеводородов
Подготовка нефти на промыслах: 1 — вентиль; 2, 3 — сепараторы 1-й и 2-й ступеней; 4— отстойник; 5— насос; 6— компрессор; 7 — газоперерабаты-вающий завод; 8— нефтестабилизационная установка; I — пластовая нефть; II, III — газы первой и второй сепарации; IV — нестабильная нефть; V — вода для закачивания в пласт; VI — метан; VII — этан; VIII — нестабильный бензин; IX — метан и этан; X — стабильная нефть; XI — фракция легких углеводородов Нестабильная (сырая) нефть I подогревается вначале в теплообменнике 1 потоком уходящей с установки стабильной нефти II, затем в печи 2 и поступает в ректификационную колонну 3 (стабилизатор). Легкие углеводороды, выходящие с верха колонны, конденсируются в холодильнике 4 и собираются в емкости 6, откуда они передаются-потребителям как ШФЛУ (VII). Часть ШФЛУ поступает в верхнюю часть колонны как орошение для снижения потерь легких углеводородов. Стабильная нефть П из куба колонны 3 проходит теплообменник 1, где отдает тепло поступающей на установку сырой нефти I, и направляется потребителям.
Газ стабилизации VI может использоваться как топливный, передаваться на ГПЗ или закачиваться в пласт.
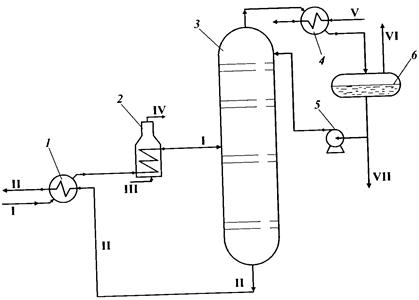
Стабилизация нефти на промыслах: 1 — теплообменник; 2 — печь; 3 —ректификационная колонна; 4 — холодильник; 5 — насос; 6 — емкость; I —нефть сырая; II — стабильная нефть; III — топливный газ; IV — дымовые газы;V — вода; VI — газ стабилизации; VII — ШФЛУ
Подготовка нефти на нефтеперерабатывающем заводеГлубокое обессоливание нефти обеспечивает снижение коррозии и уменьшение отложений в аппаратуре, увеличение межремонтных пробегов установок, улучшение качества сырья для каталитических процессов, а также товарных продуктов — топлив, битума и электродного кокса.
В блоке электрообессоливания можно выделить четыре зоны обессоливания. В первой зоне нефть смешивается со свежей промывной водой и деэмульгатором. Интенсивность смешения должна быть такой, чтобы промывная вода диспергировалась до такого же распределения капель, как и пластовая, иначе промывная вода будет осаждаться в первую очередь, и эффект разбавления пластовой воды не будет достигнут. В качестве промывной воды используется речная вода или технологические конденсаты; содержание солей в промывной воде не должно быть более мг/л. Во второй зоне происходит отстой наиболее крупных капель вновь образовавшейся эмульсии, а в третьей зоне под действием электрического поля интенсифицируются столкновение и слияние мелких капель. Укрупненные капли опускаются в третью зону. В четвертой зоне происходит дополнительный отстой капель, выведенных из второй зоны поднимающимся потоком нефти.
В поток нефти I насосом-дозатором 1 подается деэмульгатор. Насосом 2 нефть прокачивается через теплообменники 3, где подогревается дистиллятами с установки атмосферно-вакуумной перегонки нефти до температуры 80—120 0С. После теплообменников в нефть добавляется раствор щелочи V, чтобы довести рН воды до 7,0—7,5. Подача раствора щелочи необходима для подавления сероводородной коррозии и нейтрализации неорганических кислот, попадающих в нефть при обработке скважин кислотными растворами. Расход щелочи для повышения рН воды на единицу составляет 10 г/т.
В инжекторном смесителе 4 нефть перемешивается с раствором щелочи и циркулирующей водой VII, и смесь подается в нижнюю часть электродегидратора 5 через трубчатый распределитель с перфорированными горизонтальными отводами. Обессоленная нефть VI выводится из электродегидратора сверху через коллектор, конструкция которого аналогична распределителю. Благодаря такому расположению устройств ввода и вывода нефти обеспечивается равномерность потока по всему сечению аппарата. Отстоявшаяся вода отводится через дренажные коллекторы или отстойник 7 (из отстойника вода возвращается в процесс). Часть воды из отстойника сбрасывается в заводскую канализацию, что необходимо для снижения концентрации солей. Убыль воды восполняется подачей воды со второй ступени.
Из электродегидратора 5 сверху не полностью обезвоженная нефть поступает под давлением в электродегидратор второй ступени 10. Перед этим электродегидратором нефть смешивается со свежей водой IV в диафрагмовом смесителе 9. Вода для промывки предварительно подогревается до температуры 65—70 0С. Обессоленная и обезвоженная нефть III из верхней части электродегидратора II второй ступени отводится с установки.

Принципиальная схема электрообессоливающей установки: / — насос-дозатор; 2,6— насосы: 3 — теплообменник; 4— инжекторный смеситель; 5, II — электродегитраторы; 7— отстойник; 8 — автоматический клапан; 9 — диа-фрагмовый смеситель; 10— электрод; 1 — сырая нефть; II — деэмульгатор; 111 — обессоленная нефть; IV — чистая вода; V — раствор щелочи; VI — частично обессоленная нефть; VII — циркулирующая вода; VIII — эмульсия нефти в воде; IX — вода в заводскую канализацию
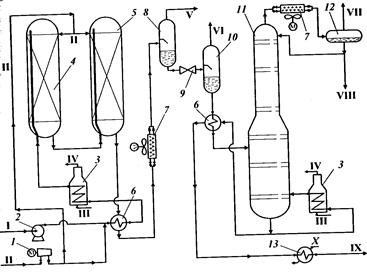
Технологическая схема установки первичной перегонки нефти Нефть I проходит теплообменники 1 и 2, где подогревается за счет тепла отходящих продуктов, после чего поступает в отбензинивающую колонну 3. В колонне 3 из нефти выделяется легкая бензиновая фракция, которая охлаждается в воздушном холодильнике 5, конденсируется в холодильнике 4 и собирается в емкости орошения 6, откуда через отстойник 8 подается в стабилизатор бензина 11. В емкости орошения выделяется также газ IV, направляемый на компримирование.Полуотбензиненная нефть из нижней части колонны 3 направляется через трубчатую печь 9 в атмосферную колонну 10. Часть потока полуотбензиненной нефти подогревается в печи 9 и возвращается в отбензинивающую колонну 3, сообщая дополнительное количество тепла, необходимое для ректификации. В колонне 10 нефть разделяется на несколько фракций. Из верхней части колонны 10 в паровой фазе уходит тяжелый бензин, который конденсируется в холодильнике 4, а затем поступает в стабилизатор 11. Кубовый остаток стабилизатора подогревается в печи 13. В качестве боковых погонов из колонны 10 выво дятся керосиновая X и дизельная VIII фракции, которые первоначально подаются в секции отпарных колонн 11, в которых в присутствии водяного пара удаляются легкие фракции. Затем керосиновая и дизельная фракции выводятся с установки. Из нижней части колонны 10 выходит мазут XVI, который через печь 15 подается в колонну вакуумной перегонки 16, где разделяется на вакуумные дистилляты XI и гудрон II. Из верхней части колонны 16 с помощью пароэжекторного насоса 14 отсасываются водяные пары, газы термической деструкции, воздух и некоторое количество легких нефтепродуктов (дизельная фракция). Вакуумный дистиллят XI и гудрон II через теплообменники подогрева нефти 1, 2 уходят с установки.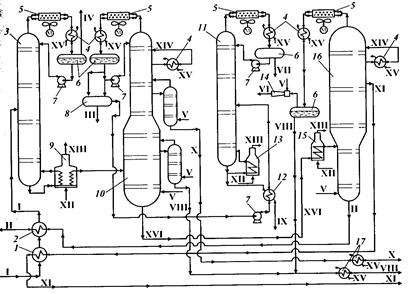 Схема установки атмосферно-вакуумной перегонки нефти: /, 2, 12 — теплообменники; 3 — отбензиниваюшая колонна; 4 — холодильник; 5 — воздушный холодильник; 6— емкость орошения; 7 — насос; 8— отстойник; 9, 13, 15 — печи нагрева сырья; 10 — атмосферная колонна с отпарными колоннами; // — стабилизатор бензина; 14 — пароэжекторный насос; 16 — вакуумная колонна; 17— концевые холодильники; I — нефть; II — гудрон; III — сброс воды в канализацию; IV — газ на газофракционирующую установку; V — пар водяной; VI — газы эжекции на утилизацию; VII — головная фракция стабилизации на газофракционирующую установку; VIII — дизельная фракция; IX — бензин; X — керосин; XI — вакуумный дистиллят; XII — топливный газ; XIII — дымовые газы; XIV — циркуляционное орошение; XV — вода; XVI — мазут
Схема установки атмосферно-вакуумной перегонки нефти: /, 2, 12 — теплообменники; 3 — отбензиниваюшая колонна; 4 — холодильник; 5 — воздушный холодильник; 6— емкость орошения; 7 — насос; 8— отстойник; 9, 13, 15 — печи нагрева сырья; 10 — атмосферная колонна с отпарными колоннами; // — стабилизатор бензина; 14 — пароэжекторный насос; 16 — вакуумная колонна; 17— концевые холодильники; I — нефть; II — гудрон; III — сброс воды в канализацию; IV — газ на газофракционирующую установку; V — пар водяной; VI — газы эжекции на утилизацию; VII — головная фракция стабилизации на газофракционирующую установку; VIII — дизельная фракция; IX — бензин; X — керосин; XI — вакуумный дистиллят; XII — топливный газ; XIII — дымовые газы; XIV — циркуляционное орошение; XV — вода; XVI — мазут Для снижения температуры в кубе и более полного извлечения дистиллятных фракций в колонны 10 и 16 подается водяной пар V. Избыточное тепло в них снимается циркуляционными орошениями XIV.В стабилизаторе 11 из верхней части отбирают «головку стабилизации» — сжиженный углеводородный газ VII, а из куба — стабильный бензин IX, не содержащий газообразных углеводородов. При работе по этой схеме следует нагревать нефть в печи до более высокой температуры, чем при однократном испарении вследствие раздельного испарения легких и тяжелых фракций. Кроме того, установка оборудована дополнительной аппаратурой — колонной, насосами печными и для подачи орошения, конденсаторами-холодильниками.
Технологическая схема гидроочистки топливСырьем служат прямогонные фракции с содержанием серы до 2,4 % мае., полученные из х нефтей, а также смеси прямогонных фракций и соответствующих дистиллятов вторичного происхождения. Установка имеет два блока, позволяющих перерабатывать два вида сырья раздельно, но имеющих некоторые общие элементы, в частности, узел регенерации моноэтаноламина, используемого для очистки циркулирующего газа от сероводорода.
Сырье I насосом 2 подают через теплообменник в трубчатую печь 3. В линию насоса врезана линия водородсодержащего газа II от компрессора 1. Нагретая до температуры 360—380 °С смесь сырья и циркулирующего газа проходит последовательно два реактора 4 и 5. Реакторы заполнены катализатором (алюмоникельмолибденовым или алюмокобальтмолиб-деновым). Предусмотрена возможность съема избыточного тепла реакции путем подачи в реакторы части холодного водородсодержащего газа. Продукты реакции в виде парогазовой смеси выходят из реактора 5, отдают часть тепла газосырьевой смеси, проходя через межтрубное пространство теплообменника 6, охлаждаются в воздушном холодильнике 7. Смесь поступает в сепаратор высокого давления 8, где от продуктов реакции отделяется водородсодержащий газ V, обогащенный сероводородом. Затем смесь из 8 попадает в сепаратор низкого давления 10, где вновь происходит выделение сероводорода и части углеводородных газов VI. Газы из сепараторов 8 и 10 уходят сверху и направляются на очистку моноэтаноламином и выделение сероводорода. Блок очистки газов от сероводрода моноэтаноламином описан в главе 2. В очищенный водородсодержащий газ добавляют водород для восполнения его расхода на гидроочистку.
В продуктовой смеси, выходящей снизу из сепаратора 10, помимо целевой фракции дизельного топлива, содержится некоторое количество легких продуктов — тяжелые газовые компоненты и бензиновые фракции VIII. Чтобы отделить эти фракции, жидкие продукты направляют через теплообменник в стабилизационную колонну 11. Отпаривание легких фракций проводят, возвращая часть дизельного топлива из колонны 11 в печь. Балансовое количество гидроочищенного дизельного то плива IX проходит теплообменник 13 и уходит с установки. Углеводородные газы VII направляются на газофракционирующую установку.
Гидроочистку тяжелых дистиллятов деструктивных процессов (коксования, висбрекинга) обычно проводят в смеси с прямогонными дистиллятами в количестве до 30 % мас.
Гидроочистка масляных фракций применяется для осветления и улучшения их стабильности против окисления. Одновременно уменьшается их коксуемость и содержание серы (глубина обессеривания 30—40 %); температура застывания масла повышается на I —3 °С. Выход дистиллятных и остаточных рафинатов составляет более 97 % мас.
Технологическая схема установки гидроочистки топлив: / — компрессор; 2— насос; 3— печь; 4, 5— реакторы; 6— теплообменник; 7— аппарат воздушного охлаждения; 8 — сепаратор высокого давления; 9 — дроссельный вентиль; 10 — сепаратор низкого давления; // — стабилизационная колонна; 12 — сепаратор; 13 — холодильник; 1 — сырье; II — свежий водородсодержащий газ; III — топливный газ; IV — дымовые газы; V — водородсодержащий газ на очистку; VI — углеводородный газ; VII — газ стабилизации; VIII — бензин; IX — дизельное топливо; X — вода
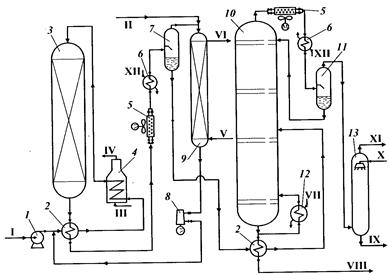
Технологическая схема каталитического риформингаОсновное назначение процесса риформинга – получение высококтанового компонента товарных автомобильных топлив из низкооктановых тяжелых бензинов за счет их ароматизации. Сырьем установки является бензин 85-1800С, мощность установки 1 млн. т в год. Катализатор – биметаллический, шариковый.
Сырье I смешивается с циркулирующим водородсодержащим газом IV. Далее реакционная смесь нагревается в теплообменнике 4 и печи 5 и поступает в верхнюю секцию реактора 2. Переменный диаметр реактора позволяет неравномерно распределять катализатор между секциями в соответствии с протекающими реакциями. Продукты из нижней части реактора 2 проходят теплообменники 4. Первое разделение жидкой и газовой фаз происходит в газовом сепараторе низкого давления 8(при 1 МПа). Газ из этого газового сепаратора компримируют компрессором 6 до давления 1,5 МПа, вновь смешивают с жидкой фазой, подаваемой из газового сепаратора 8, и разделяют смесь в газовом сепараторе высокого давления 7. Подобное решение узла сепарации, вызванное низким давлением в реакционной зоне, снижает унос бензина с водородсодержащим газом и повышает содержание в нем водорода. В колонне 9 осуществляют стабилизацию катали-зата при давлении 0,8—0,9 МПа. Из верхней части колонны уходят углеводородный газ VII и головная фракция VIII, которые передаются на газофракционирующую установку, а стабильный катализат отбирается снизу колонны.
Регенератор 1 представляет собой аппарат с радиальным потоком реакционных газов, разделенный на три технологические зоны. В верхней зоне при мольном содержании кислорода 1 % об. в газе-окислителе происходит выжиг кокса. В средней зоне при содержании кислорода 10—20 % об. и подаче хлорорганических соединений происходит окислительное хлорирование катализатора. В третьей нижней зоне катализатор дополнительно прокаливают в токе сухого воздуха.
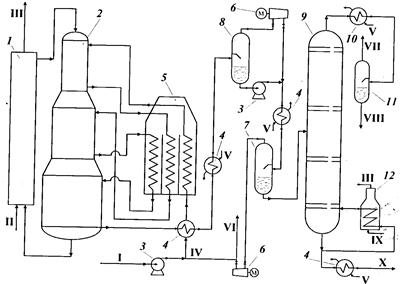
Схема установки риформинга с движущимся слоем катализатора: 1 — секция регенерации; 2 — реактор; 3 — насос; 4 — теплообменник; 5 — многосекционная печь; 6— компрессор; 7— газосепаратор высокого давления; 8— газосепаратор низкого давления; 9 — колонна стабилизации; 10 — холодильник; 11 — сепаратор; 12— трубчатая печь; I — сырье; II—воздух; III — дымовые газы; IV — циркулирующий газ; V — вода; VI — водород заводским потребителям; VII — газообразные углеводороды; VIII — нестабильная головная фракция; IX — топливный газ; X — стабильный катализат
Технологическая схема изомеризации бензиновых фракций
Процесс изомеризации служит для получения высокооктановых компонентов автомобильных топлив на бифункциональном катализаторе, содержащем платину на оксиде алюминия. Процесс проходит при температурах 350—400 °С и давлении 3—3,5 МПа, объемная скорость подачи сырья составляет 1,5—2,0 ч-1. Для подавления побочных реакций расщепления осуществляют циркуляцию водородсодержащего газа в объеме 900 нм3 на 1 м3 жидкого сырья.
Исходная пентановая фракция поступает на изомеризацию с центральной газофракционирующей установки (ЦГФУ), схема которой рассмотрена в главе 2. Сырье I, подаваемое насосом 1, смешивается с водородсодержащим газом, нагревается в теплообменнике 2 и далее через змеевик трубчатой печи 4 поступает в реактор 3, заполненный катализатором. В начале работы температура в реакторе около 380 0С, а в конце вследствие некоторого дезактивиро-вания катализатора она поднимается до температуры 430—450 0С.
Технологическая схема установки изомеризации: / — насос; 2 — теплообменник; 3 — реактор; 4 — печь; 5 — аппарат воздушного охлаждения; 6 — холодильник; 7— сепаратор водородсодержащего газа; 8— компрессор водородсодержащего газа; 9 — адсорбер-осушитель газа; 10 — стабилизационная колонна; // — сепаратор углеводородного газа; 12 — кипятильник; 13 — абсорбер изопен-тана; I — сырье; II — водород; III — топливный газ; IV — дымовые газы; V — сухой воздух для регенерации адсорбента; VI — влажный воздух; VII — пар; VIII — стабильный изомеризат; IX — насыщенный абсорбент; X — гексановая фракция (абсорбент); XI — жирный газ; XII — вода
Парогазовая смесь продуктов реакции охлаждается и конденсируется в аппаратах воздушного охлаждения 5 и водяном холодильнике 6. В газовом сепараторе 7 отделяется водородсодержащий газ, который, смешиваясь со свежим водородсодержащим газом II, проходит адсорбер 9, заполненный цеолитом для удаления влаги. Осушенный газ поступает на прием компрессора 8. Нестабильный изомеризат забирается из нижней части сепаратора 7, подогревается в теплообменнике 2 и подвергается стабилизации в колонне 10, из верхней секции которой уходит углеводородный газ XI, а из нижней — стабильный изомеризат VIII, направляемый на разделение на ЦГФУ.
Изопентан дополнительно извлекается из углеводородного газа гексановой фракцией X, поступающей с ЦГФУ, в абсорбере 13. Насыщенный абсорбент IX возвращается для переработки на центральную газофракционирующую установку.
Технологическая схема каталитического крекинга
Целевым назначением процесса является получение высококачественного бензина с октановым числом, определенным исследовательским методом (ОЧИ), 90—92. При каталитическом крекинге образуется значительное количество газа, богатого бутан-бутиленовой фракцией (сырье для производства высокооктанового компонента бензина). Установки каталитического крекинга являются также поставщиком сырья для химической промышленности: из газойлей каталитического крекинга получают сажевое сырье и нафталин; тяжелый газойль может служить сырьем для производства высококачественного «игольчатого» кокса. установки каталитического крекинга с шариковым катализатором и с микросферическим катализатором. Установки с шариковым катализатором производительно-тью 750 тыс. т в год в настоящее время выводятся из эксплуатации. Установки с микросферическим катализатором производительностью 2 млн т в год.
Сырье I после гидроочистки подогревается в печи 11 и поступает к основа-нию лифта-реактора 9. Температура в реакторе 515—545 °С, время контакта сырья с катализатором несколько секунд. Сюда же из регенератора 7 ссыпается регенерированный катализатор и в низ реактора подается водяной пар VI. Катализатор, взвешенный в смеси паров сырья и водяного пара, через решетку на конце лифта-реактора 9 попадает в отпарную секцию 10. Там пары продуктов крекинга отделяются от катализатора, который ссыпается вниз отпарной секции. Для повышения эффективности отпаривания нижняя часть отпарной секции снабжена перегородками. Отпаренный катализатор самотеком поступает в регенератор 7. Воздух II на регенерацию подают компрессором 1; температура регенерации 700 °С, давление 2,5 МПа, интенсивность выжигания кокса примерно 80 кг/ч, скорость газов над слоем катализатора 0,9—1,0 м/с. В регенераторе отсутствуют паровые змеевики для отвода избыточного тепла, и тепловой баланс реакторного блока регулируют, изменяя количество воздуха II, подаваемого через распределительное устройство 6. Дымовые газы и воздух подаются в регенератор раздельно, что позволяет регулировать скорость регенерации катализатора.
Продукты сгорания IV проходят котел-утилизатор 5 и электрофильтр 4. Конечное пылесодержание газов не превышает 80 мг/нм3. Пары продуктов крекинга поступают в нижнюю часть ректификационной колонны 13.
Из верхней части этой колонны уходят пары бензина XI, углеводородный газ XII и водяной пар. Нижняя часть колонны 13 является отстойником катализаторного шлама XIII, который возвращается в отпарную секцию 10. Отстоявшийся от шлама жидкий остаток VIII выводят из колонны. Этот остаток состоит в основном из тяжелых полициклических ароматических углеводородов, склонных к коксообразованию. Он нежелателен как компонент сырья для крекинга, но является идеальным сырьем для получения «игольчатого» кокса (если крекингу подвергать сырье с умеренным содержанием серы). Избыточное тепло в колонне снимают цир- кулирующим внизу колонны крекинг-остатком, это тепло используют для получения водяного пара. На установке предусмотрены две отпарные колонны 15 и 16 соответственно для легкого X и тяжелого IX каталитических газойлей.
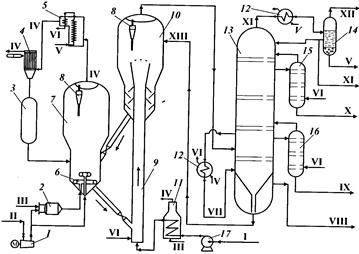
Схема установки каталитического крекинга: / — компрессор; 2 — топка под давлением; 3 — катализаторная емкость; 4 — электрофильтр; 5 — котел-утилизатор; 6 — распределительное устройство; 7 — регенератор; 8 — циклон; 9 — лифт-реактор; 10— отпарная секция; // — печь; 12— теплообменник; 13 — ректификационная колонна; 14— сепаратор; 15, 16— отпарные колонны; 17— насос; I — сырье; II — воздух; III — топливный газ; IV — дымовые газы; V — вода; VI — пар; VII — циркулирующий остаток; VIII — остаток >420 °С; IX — тяжелый газойль; X — легкий газойль; XI — бензин; XII — газ; XIII — катализаторный шлам
Для увеличения глубины крекинга установка может работать с рециркуляцией промежуточных фракций. Их отводят из колонны к основанию лифта-реактора. На установке широко используется воздушное охлаждение, что сокращает объем оборотной воды на заводе.
Рынок сбытаЭкспортом нефти данного месторождения, а так же ее переработкой занимается компания Saudi Aramco — национальная нефтяная компания Саудовской Аравии. Крупнейшая нефтяная компания мира по показателю добычи нефти и размеру нефтяных запасов. Также, по оценке газеты «Financial Times», является крупнейшей компанией в мире по стоимости бизнеса ($781 млрд). Штаб-квартира — в Дахране. «Saudi Aramco» контролирует месторождения с запасами нефти примерно 260 млрд баррелей (99 % запасов Саудовской Аравии), что составляет около четверти мировых разведанных запасов нефти. Имеет большое влияние в ОПЕК. Компания контролирует добычу природного газа на территории страны, владеет современными нефте- и газоперерабатывающими заводами. Компания имеет филиалы, совместные предприятия и дочерние компании в Китае, Японии, на Филиппинах, Республике Корея, Сингапуре, Объединенных Арабских Эмиратах, США и Великобритании. Компании принадлежит флот современных супертанкеров. У «Saudi Aramco» имеется совместное предприятие с российской нефтяной компанией «ЛУКОЙЛ» — «Lukoil Saudi Arabia Energy Ltd.» (LUKSAR). В начале 2007 года это СП обнаружило коммерческие залежи природного газа на блоке А, расположенном в восточной части нефтегазоносного бассейна Руб аль-Хали (к югу от крупнейшего в мире нефтяного месторождения Аль-Гавар). Между правительством Саудовской Аравии и «LUKSAR» подписан договор о разработке этого блока на срок до 40 лет (общий объём инвестиций в проект, как ожидается, составит около $2 млрд.). По данным компании в 2006 году ее добыча составляла 8,9 млн баррелей нефти в день, что соответствует 443,1 млн тонн нефти в год.
Заключение
В заключении следует сравнить месторождение Гавар с Астраханским газоконденсатным месторождением.
Краткая характеристика Астраханского газоконденсатного месторождения
Астраханское газоконденсатное месторождение расположено в юго-западной прибортовой зоне Прикаспийской впадины, в 60 км к северо-востоку г. Астрахани. Открыто в 1976 году разведочной скважиной № 5-А. Залежь приурочена к сложному по строению карбонатному массиву, представленному известняками башкирского яруса среднего 40 км, тип массивно — пластовый. Глубина залегания карбона. Астраханское газоконденсатное месторождение — крупнейшее в Европе. Его запасы оцениваются в 2,5 трлн м3 газа и 400 млн т конденсата (с высоким содержанием сероводорода). Размеры залежи 100х40 км, кровли продуктивного пласта 3827-3990 м. Этаж газоносности до 250 м. Газо-водяной контакт — на глубине минус 4073 м. Добыча ведется с глубины около 4000 м. Начальное пластовое давление — 61,2 МПа. Начальная пластовая температура — 107 0С. Фильтрационно-емкостные свойства пород — коллекторов (ФЕС) — низкие (пористость — 10 %). Продуктивная толща месторождения резко неоднородна по площади и разрезу и представляет собой совокупность макрозон с повышенной продуктивностью (дебит газа 300—600 и более тыс. м3/сут.) и зон с неактивными запасами (дебит скважин ниже 50 тыс. м3/сут.) Состав пластовой смеси АГКМ Пластовая смесь АГКМ характеризуется как высокосернистая, со сложным составом. Из соединений серы, кроме H2S, среднее содержание которого по состоянию на 1.01.99 г. составляет 26,0 %об., в газе содержится аномально большое количество сероокиси углерода (около 1000 мг/м3). Содержание серы меркаптановой составляет около 2000 мг/м3, сероуглерода менее 10 мг/м3, углекислоты 12,6 %об., азота — не превышает 0,5 %об. В соответствии с "Комплексным проектом разработки Астраханского месторождения (утвержден 28.06.96r) на 1.01.99г принято удельное потенциальное содержание С5+ в пластовом газе 259 г/м3 газа сепарации. Пластовая система АГКМ находится в однофазном газообразном состоянии и недонасыщена тяжелыми углеводородами. Давление начала конденсации оценивается в 40,0 — 44,0 МПа. Состояние и основные направления освоения Астраханского газоконденсатного месторождения Разработка Астраханского месторождения начата 31 декабря 1986 году в соответствии с «Проектом опытно — промышленной эксплуатации», составленным ВНИИГАЗом в 1985 году на объем годовой добычи газа 12 млрд м3 (протокол ЦКР 45/85 от 10.06.85r). В 1996 году «Комплексный проект разработки Астраханского месторождения» выполнен ВНИИГАЗом с участием ВолгоградНИПИнефти, АНИПИгаза, ВНИПИгаздобычи, НВНИИГГ. Максимально достигнутая добыча по газу сепарации с начала ввода АГКМ в эксплуатацию приходится в 1999 году 8,7 и минимальная добыча на 1990 г. — 2,9 млрд м3. Добыча газа на АГКМ обусловлена работоспособностью перерабатывающих мощностей АГПЗ, из-за невозможности транспортировки агрессивного сырья на другие перерабатывающие заводы по магистральным трубопроводам без предварительной подготовки. Средний рабочий дебит скважин в 1998 году составил 300 тыс. м3/сут. Среднее рабочее устьевое давление и депрессия равны соответственно 26,4 и 12,7 МПа (по проекту — 24,3 и 14,6 МПа). Пластовое давление в зоне отбора АГКМ составило 53,5 МПа. Принятый вариант разработки АГКМ В качестве рекомендованного на период до 2010 года принят вариант с годовым отбором добычи газа сепарации 12 млрд.м3 (с 2002 года), предусматривающий эксплуатацию месторождения на режиме истощения при минимизации пластовых потерь конденсата путем подключения в эксплуатацию зон с высоким давлением (УППГ — 6 и 3) и максимальное использование методов воздействия на призабойные зоны скважин с целью повышения их продуктивности. Тактика разработки месторождения основывается на использовании запаса пластовой энергии до величины давления начала ретроградной конденсации. Равномерное и минимальное снижения пластового давления по площади обеспечивается за счет создания условий внутрипластовых перетоков газа из пойменной, охранной, периферийных и малопродуктивных зон. Такая тактика позволяет сохранить стабильность КГФ, снизить потери конденсата, а также отодвинуть сроки строительства ДКС.
Бурение эксплуатационных скважин. На Астраханском ГКМ для бурения эксплуатационных скважин используются буровые установки класса БУ-5000 ДГУ-1 Уралмаш БУ ЗД-76 и Уралмаш БУ 4Э-76 с вышками башенного типа ВБ-53-320 М, оборудованные подъемниками типа У2-5-5, КП-2-3. Буровая установка включает в себя: а) насосный блок, отнесенный в целях безопасности на 30 м от устья скважины; б) узел приготовления и утяжеления бурового раствора, состоящий из: 1. Блока приготовления раствора БПР. 2. Глиномешалки ГМ-1 3. Гидромешалки типа ГДМ-1 4. 9-ти запасных емкостей для раствора (У=360 мЗ), снабженных каждая гидроперемешивателями типа 4УПГ. Типовая конструкция скважины— направление шахтное — 720 мм 0-11 м — направление удлиненное — 630 мм 11-50 м — кондуктор — 426 мм 350 м — 1 промежуточная колонна — 324 мм 2000 м — 2 промежуточная колонна — 244,5 мм 3850 м — эксплуатационная колонна — 177,8 мм 4050 м Испытание скважины. После окончания бурения скважины заключительных промыслово-геофизических работ, спуска эксплуатационной колонны и ее цементирования производится опробование в интервале 4050-3950 м. Вскрытие продуктивного пласта в колонне производится перфоратором 3ПКО из расчета 12 отверстий на 1 п.м. Исследование скважины на приток производится через сепарационную установку «Порта-Тест» на шести режимах путем смены стационарных режимов фильтрации на штуцерах от 8 до 22 мм. Освоение скважины. Освоение скважин производится с целью получения промышленных притоков газа и газоконденсата и является составной частью испытания скважин перед сдачей их в эксплуатацию, включает в себя работы по вызову притока пластовых флюидов, очистки призабойной зоны от фильтратов промывочной жидкости, искусственному воздействию на призабойную зону и отработке скважины. Все виды по освоению скважин осуществляются в соответствии с действующими РД и «Временным технологическим регламентом на освоение скважин Астраханского ГКМ» согласно индивидуальным планам на каждую скважину, утверждаемым главным инженером и главным геологом предприятия. Планами предусматривается выполнение работ по: — подготовке скважины к освоению; — инициированию (возбуждению) притока; — отработке скважины (очистке призабойной зоны); — установке подземного скважинного оборудования. При получении притока газа ниже проектного: — проведение дополнительной соляно-кислотной обработки призабойной зоны по отдельному плану. Технология освоения скважины: 1. Освоение скважины при Рпл > Ргидр. заменой бурового раствора на техническую воду и метанол по завершении монтажа и опрессовки фонтанной арматуры и отводов. 2. Распакеровка пакера производится путем сброса шара и создания избыточного давления согласно инструкции службы поставщика. 3. Осуществляется отработка скважины отдувкой в земляной амбар со сжиганием пластовой продукции, продолжительность отдувки — до получения чистого газа. 4. При отсутствии притока (слабом притоке) в зоне перфорации закачивается 10-15м3 солярки(нефти) и 60-100мЗ ингибированной соляной кислоты с обеспечением гидроразрыва пласта. Через 2-6 часов по завершении цродавки кислоты в пласт приступают к отдувке скважины. 5. После отработки скважины в амбар производится переключение потока на технологическую линию (на установку Порта-Тест) для выполнения газодинамических и газоконденсатных исследований. 6. В процессе отработки скважины и проведения исследований осуществляется подача в затрубное пространство ингибитора коррозии 5-10 % раствора Додиген 4482-1 сопс, Sepacorr CE 5479 AM, TYPE 932. 7. При получении притока ниже проектного проводится дополнительная обработка скважины по отдельному плану.
Добыча, сбор и транспорт продукции скважин на ГПЗ По состоянию на 1.10.99 года, на Астраханском промысле находится 178 скважины, в том числе: — эксплуатационных — 130 — наблюдательных — 26 — специальных технологических — 20, действуют 5 УППГ (1, 2, 4, 6, 9), УППГ — 3А находится в стадии строительства. Дебиты эксплуатационных скважин составляют от 100 до 500 тыс. м3/сутки. Пластовая газожидкостная смесь (ГЖС) по колонне насосно-компрессорных труб поднимается к устью скважины. Отсюда с давлением 16 ÷ 32 МПа она поступает на первую ступень подогрева. После подогрева до температуры 60 ÷ 70 °C ГЖС проходит автоматический дросселирующий клапан — регулятор, на котором давление снижается до 7.9 ÷ 10.3 МПа, и поступает на вторую ступень подогрева. Со второй ступени подогрева с температурой 60 ÷ 70 °C ГЖС через замерную диафрагму подаётся в шлейф (шлейфы длиной до 2-х км имеют диаметр 114 х 8.6 мм, а длиной свыше 2-х км — 168 х 10.97 мм) и по нему поступает на блок входных манифольдов (БВМ) на площадке установки предварительной подготовки газа (УППГ). БВМ позволяет направить продукцию скважины или в сборный коллектор, или на контрольный сепаратор для замера её дебита, или через факельный сепаратор на факел. На площадке УППГ расположена установка приготовления раствора ингибитора коррозии и технологическая насосная для его подачи в затруб скважин и газоконденсатопроводы. С УППГ продукция скважин по газоконденсатопроводу Dy = 400 подаётся на газоперерабатывающий завод. На I очереди промысла с каждого УППГ проложены две нитки газоконденсатопроводов, а с УППГ II очереди — по одной. Расчётное давление газоконденсатопроводов 12 МПа. Расход скважин регулируется ЭВМ по системе ТМ/ТУ таким образом, чтобы на входе на ГПЗ давление ГЖС находилось в пределах 6.8 ÷ 7.0 МПа, а температура в пределах 30 ÷ 35 °C. Система ТМ/ТУ позволяет осуществлять оперативный контроль и управление технологическим процессом добычи, сбора и транспорта ГЖС, а также отключать промысловые объекты при достижении критических параметров. Система автоматики питается очищенным газом, подаваемым на промысел с ГПЗ под давлением 5.5 МПа. Для снижения вредных выбросов в атмосферу отдувка скважин после КРС, интенсификации и периодического ингибирования НКТ производится в подземные ёмкости. Контроль за содержанием сероводорода в воздухе осуществляется стационарными датчиками, установленными на площадке скважины, площадке УППГ и по периметру промысла. Сигналы от них поступают как на центральную ЭВМ так и в операторную УППГ. В работе находятся пять УППГ суммарной производительностью (проектной) до 10.5 млрд м3 отсепарированного газа в год.
Переработка газа и газового конденсата. Астраханский газоперерабатывающий завод предназначен для подготовки и переработки пластового газа с получением товарных продуктов, в состав которого входят:• установки сепарации пластового газа высокого давления (1-4 У-171, 1-2 У-271); • установки сероочистки газа раствором диэтаноламина (1-4 У-172, 1-2 У-272); • установки осушки и отбензинивания очищенного газа (У-174, 274); • установок по производству и хранению серы и доочистки отходящих газов (1-4 У-151, 1-2 У251); • установки очистки и компримирования газов выветривания конденсата (У-141, 241); • установки стабилизации конденсата и обработки пластовой воды (У-120, 220); • комбинированная установка, включающая блок электрообезвоживания и электрообессоливания (ЭЛОУ), блок атмосферной перегонки (АТ) мощностью 3 млн тонн в год, блок вторичной перегонки (ВП) и блок очистки и получения сжиженного газа (250 тыс. тонн); • установка гидроочистки мощностью 2 млн тонн/год; • установка каталитического риформинга мощностью 1 млн тонн в год; • установка сжигания производственных отходов (У-165,265); • факельное склад светлых нефтепродуктов хозяйство; • объекты складской зоны, включающие: склад сжиженных газов (40 буллитов по 200 м3) •(16 резервуаров по 10000 м3) три наливные эстакады светлых нефтепродуктов на 150 стояков; • установка автоматического налива жидкой серы (производительностью 1200 т/час); • установка механизированной погрузки твердой серы — 600 т/час.; • установки грануляции серы; • подземные хранилища нестабильного конденсата и нефтепродуктов; • объекты вспомогательного производственного и обслуживающего назначения; • предзаводская зона; • азотно-кислородная станция, цех наполнения и хранения кислородных баллонов, склады хим. реагентов и масел, склад оборудования, ремонтно-механический цех, центральная заводская лаборатория, инженерно-лабораторный корпус, заводоуправление, пож. депо, база военизированной службы, противофонтанной и газовой безопасности, административно — бытовые корпуса, столовая, объекты энерговодоснабжения с водозабором на р. Бузан, внешние и внутренние железнодорожные и автомобильные дороги с сооружениями на них, причал на реке Бузан, объекты связи и канализации и др.
Для переработки на АГПЗ поступает пластовая смесь, представляющая собой углеводороды предельного ряда Бутлерова (газообразные и жидкие). Кроме того, в этой смеси содержатся неорганические газы, основным представителем, которые являются H2S, CO2 и в меньших концентрациях N2, H2, Ar, He. В пластовую смесь входят также сероорганические соединения СОS, СS2, RSН (жидкие и газообразные), сульфиды, дисульфиды, тиофаны, тиофены, а также углеводороды пиридинового ряда и в небольших количествах кислородсодержащие нафтеновые кислоты и пластовая вода с растворимыми в ней соединениями.
Первой установкой завода является установка сепарации пластового газа У-171/271, где пластовая смесь разделяется на:— отсепарированный газ; — нестабильный конденсат; — пластовую воду; a) Отсепарированный газ на установке сероочистки У-172/272 проходит очистку от кислых компонентов (H2S, CO2), где получают обессеренный и кислый газы. Обессеренный газ направляется на осушку и отбензинивание (У-174/274), откуда выходит как товарный газ потребителю по ГОСТ 5542 — 87. b) Нестабильный конденсат с У-171/271 поступает на стабилизацию на установку стабилизации конденсата У-121/221, откуда уходит как стабильный конденсат на комбинированную установку У-1.731 для получения нефтепродуктов. c) Пластовая вода с установки сепарации направляется на установку нейтрализации пластовых вод У-122/222, откуда откачивается на полигон для закачки в пласт. d) Кислые газы с установки У-172/272, У-141/241, У-1.731 направляются на установку производства серы (У-151/251), где получают серу техническую жидкую и комовую по ГОСТ 127 — 93. Далее жидкая сера поступает на установку грануляции серы, на которой получают серу газовую гранулированную по ТУ 51-31323949 — 41 — 98; e) Газы среднего давления (газ стабилизации У-120/220 и газы расширения амина У-172/272) поступают на предварительную очистку установки У-141/241, где получают углеводородный обессеренный газ, который направляется на У-172/272 на дополнительную очистку. f) Из стабильного конденсата на установках У-731, У-732 бензины автомобильные и У-734 получают нефтепродукты и сжиженные газы: дизельные топлива марок Нормаль-80, Регуляр—92, Премиум-95 по ГОСТ 2084 — 77. котельные топлива —Л — 02 — 62, Л — 05 — 62, Л — 05 — 40 по ГОСТ 305-82; смесь пропана — бутана мазут марки 40 и марки 100 по ГОСТ 10585 — 76; технических по ГОСТ 20448 — 90. На У-1.731 получают промежуточную фракцию НК-350 и на блоке АТ -товарное топливо — мазут. Фр. НК-350 с блока АТ (У-1.731) направляется на гидроочистку У-1.732 от S-, N2-, O2-содержащих соединений и возвращается на блок ВП У-1.731. На блоке ВП из гидроочищенной фр. НК-350 получают товарное дизельное топливо (класса 2, с присадкой повышаюшей смазывающую способность), промежуточные фракции (НК-62, 62-180). НК-62 на блоке вторичной перегонки проходит аминовую очистку и используется как компонент автомобильного бензина, а фр. 62-180 направляется на установку риформинга У-1.734 для получения высокооктанового компонента автомобильного бензина. На блоке ОПСГ У-1.731 получают сжиженные газы (СПБТ и БТ), которые отправляются в товарный парк сжиженных газов У-500. На установке каталитического риформинга У-1.731 получают стабильный катализат с октановым числом по моторному методу не менее 76 и по исследовательскому методу не более 98. В настоящее время ООО «Газпром Добыча Астрахань» представляет собой комплекс, объединяющий в единую технологическую и финансовую структуру 24 подразделения. Среди них: Астраханский газоперерабатывающий завод (АГПЗ), осуществляющий переработку пластового газа и газового конденсата с получением широкого ассортимента товарной продукции; Газопромысловое управление (ГПУ) обеспечивает разработку Астраханского газоконденсатного месторождения, добычу и транспорт газожидкостной смеси на Астраханский газоперерабатывающий завод. В общем состав Астраханского газоконденсата во многом отличен от нефти и газа месторождения Гавар и во многом уступает ему. Содержание серы в Астраханском газоконденсате во много раз выше, что делает предварительную подготовку более затратной и неблагоприятно сказывается на качестве конечной продукции – бензинов, дизельного топлива и мазута, и вызывает быстрый износ оборудования в следствии коррозии, но в тоже время это дает возможность производить газовую серу, в больших количествах.
Список литературы
1.Alsharhan, Abdulrahman S. and Kendall, Christopher G. St. C., Precambrian to Jurassic Rocks of Arabian Gulf and Adjacent Areas: Their Facies, Depositional Setting, and Hydrocarbon Habitat, Bulletin of the American Association of Petroleum Geologists, volume 70, #8, 1986
2.Arabian American Oil Company Staff, Ghawar Oil Field, Saudi Arabia, Bulletin of the American Association of Petroleum Geologists, Volume 43, #2, 1959
3.Bramkamp, R. A., Sander, N. J., and Steinecke, M., Stratigraphic Relations of Arabian Jurassic Oil, Habitat of Oil, American Association of Petroleum Geologists, 1958
4.Levorsen, A.I., Geology of Petroleum, W.H. Freeman, San Francisco, 1954
5.Mitchell, J.C., Lehmann, P.J., Cantrell, D.L., Al-Jallal, I.A. and Al-Thagfay, M.A.R., Lithofacies, Diagenesis and Depositional Sequence; Arab-D ember, Ghawar Field, Saudi Arabia,SEPM Core Workshop #12, Houston, 1988
6.Saudi Arabian Oil Company, Impact of 3-D Seismic on Reservoir Characterization and Development, Ghawar Field, Saudi Arabia, AAPG Studies in Geology #42 and SEG Geophysical Developments Series #5, AAPG/SEG, Tulsa, 1996
7.Saudi Aramco, Oil Reservoirs, Table of Basic Data, Year-End 1980
8.United States Energy Information Administration, The Petroleum Resources of the Middle East, 1982
9.«Тайное богатство». «Ведомости», № 238 (1765), 18 декабря 2006
11. «Газ из сердца ОПЕК». «Ведомости», № 25 (1799), 13 февраля 2007Похожие работы
ой работе определены следующие задачи: - рассмотреть структуру мирового рынка нефти; - рассмотреть проблемы истощения нефтяных ресурсов; - просмотреть какие могут быть последствия; - рассмотреть энергетическую безопасность национальных экономик; - выявить альтернативные источники. Основными источниками при написании курсовой работы послужили: Глава 1. Формирование мирового рынка нефтяных ...
... в экономику частных, в том числе иностранных инвестиций. В планах диверсификации своей экономики Саудовская Аравия уделяет большое значение ускорению темпов развития газодобычи. Это обусловлено многими факторами, включая устойчиво и быстро растущий спрос на углеводородное сырье для производства электроэнергии, нефтехимической продукции и опреснения морской воды, увеличения объемов газодобычи и ...
... степени подверглись три основных НПЗ. В результате мощности нефтепереработки снизились до 6,5 млн. тонн в год, то есть более, чем в 6 раз. Объединенные Арабские эмираты Объединенные Арабские Эмираты - государство в западной Азии на северо-востоке Аравийского полуострова у берегов Персидского и Оманского заливов. Площадь - 83,6 тыс. кв.км. ОАЭ - федерация в составе семи княжеств ( ...
... Как я уже сказал выше, для рассмотрения я взял Саудовскую Аравию, это монархическое исламское государство на юго-западе Азии. Особенности экономического развития Саудовской Аравии. За 25 лет коренных социально-экономических реформ, к концу ХХ века страна и общество пережили радикальную трансформацию, совершив скачок в своем развитии и приблизившись по многим показателям к уровню промышленно ...
0 комментариев