Текущий контроль и регулирование производства. Диспетчирование
Диспетчирование (регулирование) производства является заключительным этапом оперативного планирования.
Под диспетчированием производства понимается централизованное руководство работой всех органов предприятия на основе плана - графика, а также систематического учета и контроля текущего хода производства. Для осуществления функции диспетчирования в составе ПДО предприятия создается диспетчерская служба, основной задачей которой служит поддержание бесперебойного и ритмичного хода производства в соответствии с заданным планом запуска-выпуска продукции на всех стадиях ее изготовления.
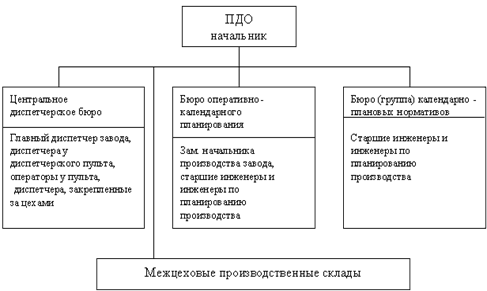
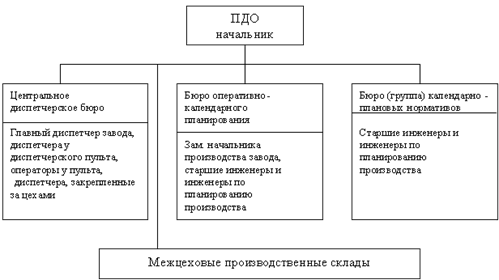
Оперативное регулирование хода производства осуществляется диспетчированием путем систематического учета и контроля за выполнением сменно-суточных заданий и применением профилактических мероприятий, устраняющих причины, нарушающие ритм производства и срывы выполнения планов. ОПП по месту его выполнения подразделяется на межцеховое и внутрицеховое. Межцеховое осуществляется ПДО - производственно-диспетчерским отделом предприятия (рисунок 1).
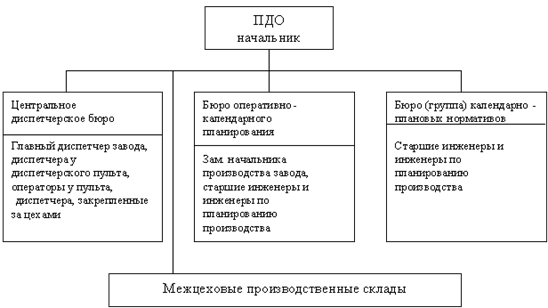
Рисунок 1. Структура производственно-диспетчерского отдела предприятия
В функции его входят разработка оперативно-календарных нормативов, взаимная увязка содержания и сроков календарных графиков работы цехов, составление и выдача цехам календарных планов по месяцам, оперативный учет и диспетчирование выполнения календарного плана.
Внутрицеховое планирование направлено на ритмичное выполнение участками и их рабочими местами заданной месячной программы и выполняется производственно-диспетчерскими бюро (ПДБ).
Основными принципами диспетчирования являются централизация, плановость, оперативность, профилактика отклонений от заданного графика работ.
Централизация диспетчерской деятельности означает осуществление её из единого центра - ПДО и обязательных распоряжений главного или сменного диспетчера для всех начальников цехов и отделов.
Плановость выражается в ведении диспетчирования на основе месячных сменно-суточных планов, в соблюдении сроков запуска-выпуска, поддержании хода производственного процесса в заданном ритме и в соответствии с заданным сменным планом.
Оперативность диспетчерской службы основывается на конкретности руководства, широкой осведомленности о состоянии работы в любом звене предприятия, систематическом контроле за ходом производственного процесса по графику и принятие незамедлительных мер по устранению возникающих отклонений.
Профилактика отклонений заключается в контроле качества сменно-суточных планов, их обеспеченности, знании пропускной способности каждого участка, его слабых сторон.
Оперативный контроль охватывает ежесменный учет сдачи цехами по графику деталей, сборочных единиц и изделий, состояния межцеховых передач и заделов в производстве, равномерность хода производства, выявление отклонений и их устранение.
Контроль равномерности хода производства в течение смены осуществляется централизованно из ПДО, где дежурят диспетчера и операторы, поддерживающие постоянную связь с диспетчерами.
В журнале диспетчерской службы регистрируются все отклонения от плана за смену, новые срочные задания, сообщения поставщиков о задержке в отправке грузов и разные поручения, которые необходимо выполнить диспетчерскому аппарату.
Исходной информацией, необходимой для облегчения бесперебойности работы, является: сменно-суточный план и данные оперативного учета о выполнении плана, об обеспеченности сменных заданий всем необходимым, перечень позиций плана, идущих с опережением или отставанием, данные журнала диспетчерской службы.
В журнале дежурный диспетчер делает отметки о принятых мерах. Кроме того, диспетчерская служба ведет картотеку, в которую входят мероприятия, осуществление которых требует более длительного периода.
Оперативность контроля усиливается ежедневными диспетчированными совещаниями, которые дают отправные данные всей работы диспетчерского отдела в течение текущих суток.
Для работы диспетчерских органов используют устройства, позволяющие руководителям быстро связываться с любым подразделением, получать информацию, давать указания с помощью телефонной, телеграфной, электронной связи.
Для непрерывного диспетчерского контроля и регулирования используется диспетчерский пульт с телевизионным устройством. В центральной части пульта помещена станция диспетчерской связи, которая обеспечивает связь проведения диспетчерских совещаний. Пульт имеет световую поисковую антенну, блоки автоматического счета и учета выпуска изделий, аппаратуру аудио- и видеозаписи и звукоусилительную станцию.
Профилактика отклонений заключается в контроле качества сменно-суточных планов, их обеспеченности необходимыми материальными ресурсами, технологической оснасткой и оборудованием, хорошим знанием пропускной способности каждого производственного участка и их слабых сторон, в разработке совокупности профилактических мероприятий, позволяющих знать все факторы, ведущие к отклонению производства от плана, и не допускать появления таких отклонений.
Оперативный контроль выполнения планов цехами осуществляется ведущими инженерами ПДО, закреплёнными за определёнными цехами, и сменными диспетчерами ПДО с диспетчерского пульта предприятия.
Оперативный контроль охватывает:
- ежесменный учёт сдачи цехами по графику деталей, сборочных единиц и изделий;
- состояние межцеховых передач и состояние заделов в производстве;
- равномерность хода производства;
- выявление отклонений и их своевременное устранение.
Контроль равномерности хода производства в течение смены в цехах осуществляется централизованно из ПДО, где круглосуточно дежурят диспетчеры и операторы, поддерживающие постоянную связь с планово-диспетчерскими бюро (ПДБ) цехов.
Особенности диспетчерского контроля в зависимости от типа производства приведены в таблице 1. Он отличается, прежде всего, составом объектов наблюдений.
В единичном производстве основным объектом диспетчерского контроля за ходом производства являются сроки выполнения важнейших работ по отдельным заказам. Диспетчерский контроль осуществляется в этих условиях применительно к разработанным цикловым планам-графикам выполнения заказов. Он предусматривает систематическую проверку своевременности запуска-выпуска заготовок, деталей и узлов по отдельным этапам их изготовления, а также своевременности комплектования деталей и узлов для окончательного монтажа и выпуска готовой машины в установленные планом сроки.
Таблица 1. Особенности общепроизводственного диспетчерского контроля в зависимости от типа производства
| Вид контроля | Производство (тип) | ||||
| Массовое | Крупносерийное | Серийное | Мелкосерийное | Единичное | |
| Контроль выполнения номенклатурного плана предприятия и плана отгрузки продукции | Контроль выпуска изделий со сборки и после испытания, контроль выпуска узлов и ведущих деталей | Контроль выполнения заказов в соответствии с календарным позаказным графиком | |||
| Посменно и по часам суток в соответствии с установленным ритмом | В соответствии с календарным планом-графиком | ||||
| В реальном масштабе времени | |||||
| Контроль межцеховых передач узлов, деталей заготовок | Контроль за соблюдением установленных стандартных сроков подач | Проверка соответствия месячному календарному плану подач | |||
| Контроль за состоянием заделов на межцеховых складах | Подетальный | В комплектах на узел, в групповых комплектах | В комплектах на заказ, на узел | ||
| Контроль оперативной подготовки производства | Контроль за подготовкой по особо важным позициям (изготовление инструмента, приспособлений, аварийный ремонт оборудования и т. п.) | ||||
| Наблюдение за работой отстающих цехов | Контроль за изготовлением отстающих деталей | ||||
| Почасовой | Ежедневный | Поэтапный (в отдельных случаях пооперационный) | |||
| В реальном масштабе времени | |||||
Важнейшим условием бесперебойного выполнения производственных заданий в этих условиях является своевременная и комплектная техническая подготовка, а также сопровождающая ее оперативная подготовка всего необходимого для выполнения заказа. Диспетчерское руководство производством должно осуществлять текущую увязку работы органов технической подготовки, участвующих в последовательных стадиях разработки заказов, а также руководить комплектованием технологического оснащения и необходимых материалов.
В условиях серийного производства главными объектами диспетчерского наблюдения и контроля являются установленные по плану сроки запуска-выпуска партий заготовок и деталей на всех участках производства, состояние складских заделов деталей и заготовок и степень комплектной обеспеченности сборочных единиц в соответствии с графиком. В зависимости от характера серийного производства диспетчерский контроль может осуществляться либо применительно к стандартным графикам межцеховых подач по отдельным цехам и планам-графикам работ производственных участков, либо применительно к установленным на очередной месяц срокам комплектования узлов, обработки деталей и производства заготовок. Так, при использовании системы планирования по заделам основными объектами диспетчерского контроля являются степень укомплектованности изделий, которая устанавливается на основании данных картотеки пропорциональности, и показатель отставания в сутко-позициях, определяемый из графика пропорциональности.
В условиях массового производства диспетчерское наблюдение и контроль осуществляются с помощью суточных и часовых графиков работы над соблюдением установленного такта и нормы заделов на всех стадиях производственного процесса.
Использование комплекса современных технических средств в сочетании с ЭВМ значительно повысили эффективность оперативного управления производством.
В зависимости от специализации, производственной структуры предприятий, масштабов выпуска продукции, принятых систем планирования и других причин состав работ и расчетов в АСУП на каждом предприятии может быть различным.
Независимо от этого некоторые из них по форме, содержанию и методике решения выполняются на всех машиностроительных предприятиях, то есть являются стандартными, другие - только на ряде предприятий. Имеют место и оригинальные решения задач планирования и управления. Конкретное выражение перечисленных выше признаков для одних и тех же задач, но выполняемых на разных предприятиях позволяет выявить степень типизации их решения и тем самым определить по каждой функциональной подсистеме перечень типовых задач, то есть используемых при определенных условиях организации, планирования производства и управления предприятием, и стандартных, для которых эти условия одинаковы на всех предприятиях.
Как конечные, так и промежуточные результаты выполненных работ и расчетов несут свою «функциональную нагрузку», то есть используются для принятия решений по управлению тем или иным объектом, для целей учета, контроля, анализа или служат дополнительной исходной информацией при решении других задач.
Многие из работ и расчетов АСУП, особенно из числа комплексных и сложных задач планирования и управления, включают отдельные элементы, которые многократно используются при решении других задач.
Каждый расчет, как и непосредственно блок, имеет четкое и однозначное определение (название), которое по существу выражает какую-то цель. Например, расчет нормативного размера партии запуска деталей в обработку, формирование программы запуска деталей и т. д. Однако, несмотря на однозначность в названии работ, выполняемых для аналогичных или одинаковых объектов, их методическое решение может быть осуществлено различными способами. Это объясняется многообразием типов производства, разновидностью организации производственных процессов, систем планирования, методов решения задач и т. д.
Система блоков, из которых должны компоноваться АСУП или отдельные подсистемы для различных условий применения, представляет собой по существу набор методик решения задач управления производственно-хозяйственной деятельностью предприятия с программами их реализации на ЭВМ.
В оперативно-производственном планировании особое внимание уделяется автоматизированной системе управления сборочным производством.
Основная задача управления сборкой состоит в определении оптимальной очередности запуска на сборку изделий различных модификаций в условиях различных производственных ситуаций, а также в обеспечении сборки этих модификаций в установленной очередности деталями, узлами, которые должны быть поданы в определенный момент в требуемое место.
Для решения этих задач автоматизированная система управления сборочным производством обеспечивает:
- составление графиков сборки изделия и подборки главных узлов;
- непрерывный учет хода производства по всем этапам главной сборки;
- управление системой подвесных толкающих конвейеров;
- контроль за наличием деталей и узлов на складах;
- своевременную регистрацию отклонений от запланированного ходa производства;
- запрос и выдачу справок о текущем состоянии производства;
- обработку данных и выдачу сопроводительной документации на изделие.
Автоматизированная система управления сборочным производством как самостоятельная система взаимодействует с АСУП. Ежедневно она выдает в АСУП сменно-суточные графики подачи главных узлов, информацию о дефиците узлов и деталей, подаваемых на главный конвейер, и о фактическом выпуске изделий.
Непрерывный учет в процессе сборки изделий ведется по отдельным технологическим переходам, таким, как запуск на сборку, выход со сборочной линии и т. п. Данные по учету вводятся с терминальных устройств. Оперативный учет ведется в разрезе зон, на которые разделены производственные подразделения, в реальном масштабе времени. Управление системой позволяет осуществлять синхронизированную подачу главных узлов в определенные зоны сборочных линий в соответствии с очередностью сборки изделий конкретных наименований.
Система автоматически осуществляет транспортировку, хранение и сортировку всех главных узлов.
Контроль за наличием деталей и узлов на складах и регулирование и подачи в цех ведутся по дефициту. Система составляет и обновляет учетные списки состояния складов, контролирует заделы по минимальному и максимальному уровням.
Контроль за отклонениями, такими, как сборка незапланированных изделий, отклонение от минимального уровня заделов и др., в ходе производства осуществляется системой в реальном масштабе времени. В случае возникновения сбоев информация автоматически выводится оператору системы на телетайп отклонений для принятия экстренных мер по их ликвидации.
Запрос и выдача справок о ходе производства осуществляется в процессе сборки. Выдачу справок о ходе производства система осуществляет в реальном масштабе времени автоматически. Системой предусмотрены локальная обработка данных по управлению главной сборкой и выдача отчетных документов о состоянии:
- производства по технологическим переходам по окончании смены, суток, месяца;
- запасов мелких узлов, деталей и главных узлов.
Значительно упростить работу с информационными ресурсами позволяют возникшие и развивающиеся в результате эволюции гиперсети Интернет-технологии. Для оперативно-производственного планирования и регулирования хода производства особо важное значение имеет осуществляющийся перенос этих технологий на корпоративные сети и сети предприятий и учреждений. Так возникли интрасети и сети по технологии Интернет. В отличие от Интернет, по самой своей природе являющегося средой передачи данных для массового использования, интрасети - системы с ограниченным кругом пользователей (как правило, их пользователи - работники одного предприятия или организации). Позаимствованные у Интернет технологии, их простой и удобный интерфейс делают интрасети весьма перспективными для предприятий, в том числе для целей оперативно-производственного планирования и регулирования производством. Открывающиеся возможности структуризации корпоративных информационных ресурсов и предоставление доступа к ним нужным сотрудникам может привести к существенному росту эффективности работы с информацией. Это в свою очередь повысит эффективность принимаемых решений и эффективность предприятия в целом. Важно, что в пределах предприятия, корпорации, учреждения возникает возможность унификации программного инструментария, что в масштабах глобальной информационной системы практически невозможно.
Список использованных источников
1. Золотогоров В.Г. Организация и планирование производства. Практическое пособие. - Мн.: ФУАинформ, 2001. – 528 с.
2. Кобец Е.А. Планирование на предприятии: учебное пособие. - Таганрог: Изд-во ТРТУ, 2006.
3. Оперативное регулирование производства: учебно-методическое пособие / Шинкевич Н. В., Карпилович Ю.В. – Мн.: Изд-во МИУ, 2003 г.
4. Организация производства. Учебно-практическое пособие/ М. Ю. Пасюк, Т.Н. Долинина, А.А. Шабуня. – Мн.: ООО ФУАинформ, 2002. – 76 с.
5. Организация производства на предприятии; Учеб.-метод. Комплекс. Н. В. Шинукевич, Е.А. Зубелик, Ю.В. Карпилович. Мн.; Издательство МИУ, 2004. – 151 с.
6. Сачко Н.С. Организация и оперативное управление машиностроительным производством. – М.: Новое знание, 2006. – 636 с.
7. Синица Л.М. Организация производства: Учеб. пособие для студентов вузов. – 2- изд., перераб и доп. – Мн.: УП «ИВЦ Минфина», 2004. – 521 с.
Похожие работы
... запуска изделий в производство и т.д. Общезаводскую диспетчерскую службу возглавляет главный диспетчер завода, являющийся первым заместителем начальника производства предприятия. Работу по непосредственному диспетчированию производства по заводу осуществляют сменные дежурные диспетчеры. Работу по производственному диспетчированию в цехе возглавляет старший диспетчер, являющийся заместителем ...
... -диспетчерский отдел имеет право: · Получать производственную информацию от структурных подразделений предприятия. · Выдавать указания по вопросам выполнения плана производства. · Вносить оперативные изменения в планы и графики деятельности структурных подразделений предприятия. · Требовать от руководителей производственных подразделений: - качественного и ...
... их справедливыми, в какой мере соблюдается неотвратимость поощрения (наказания) и результатов работы, их тесная связь во времени. 2. Оперативное планирование в управлении производством 2.1 Сущность и виды оперативно-производственного планирования Оперативно-производственное планирование является составной частью внутризаводского планирования, его завершающей стадией и заключается в ...
... , их бесперебойного снабжения ресурсами и услугами вспомогательных цехов и служб предприятия. Предмет планирования - производственно-хозяйственные связи между цехами основного производства. Исходные данные - показатели плана производства и реализации продукции предприятия. Осуществляется планово-производственным (ППО) и планово-диспетчерским (ПДО) отделами предприятия. Задачи: расчеты величины и ...
0 комментариев