Содержание
1. Сушка пиломатериалов. Сушильные камеры
2. Раской плитных и листовых материалов
3. Состав вспомогательных и обслуживающих производств
Список литературы
1. Сушка пиломатериалов. Сушильные камеры
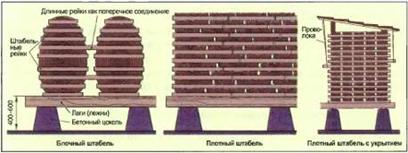
Сушка пиломатериалов – это процесс удаления влаги из древесины до определённого процента влажности. Сушка защищает дерево от поражения грибками, разрушающими древесину, а также предотвращает её деформацию при хранении. Различают воздушную и искусственную сушку. При воздушной сушке древесину укладывают под навес либо на открытом месте, обеспечивают естественную циркуляцию воздуха. Искусственную сушку проводят в печах различной конструкции и принципа действия: конвективная, кондуктивная сушка, вакуумная, прессвакуумная, СВЧ и др.
Атмосферная сушка пиломатериалов по технико-экономическим причинам наиболее целесообразна в следующих случаях: для экспортных пиломатериалов; в южных климатических зонах СССР для пиломатериалов хвойных пород, предназначенных к эксплуатации вне отапливаемых помещений, а также перед досушкой в камерах; при сезонной отгрузке пиломатериалов водным транспортом; при необходимости небольшого понижения влажности тонких пиломатериалов, особенно низкого качества; на временных небольших лесопильных заводах. Конвективно-тепловую сушку следует применять для высушивания: пиломатериалов, которые растрескиваются при атмосферной сушке, например крупных ведений особенно твердых пород; пиломатериалов, дальнейшая переработка которых проводится круглогодично на этих же комбинатах или на кооперированных с лесопильными заводами деревообрабатывающих предприятиях и цехах; пиломатериалов до низкой конечной влажности, недостижимой при атмосферной сушке в данных климатических условиях. В других случаях при выборе способа сушки надо учитывать местные условия, в первую очередь производственную необходимость. Основной промышленный способ высушивания пиломатериалов — конвективно-тепловая сушка. Значение этого способа будет непрерывно возрастать по мере удорожания древесины, технического развития деревообработки и выпуска с лесопильного завода более качественной продукции. Строятся лесокомбинаты, которые в зимнее время должны высушивать основное количество пилопродукции. При этом изменяется как профиль, так и технологическая схема предприятия. Допускается последовательно двойная конвективно-тепловая сушка пиломатериалов: первый этап (до влажности 12—15%)— на лесопильном заводе, второй — при необходимости у потребителя. Однако это целесообразно лишь в условиях выпуска лесозаводом обезличенных товарных пиломатериалов, поступающих не известным заранее потребителям. Желательно кооперирование крупных предприятий потребителей с лесопильным заводом для выработки прирезных пиломатериалов и заготовок целевого назначения, высушенных однократно до требуемой конечной влажности. Практически установлено, что высушенные заготовки и детали можно длительно транспортировать в крытых железнодорожных вагонах без заметного, изменения влажности древесины. Можно считать, что доски, высушенные до требуемой потребителем конечной влажности (например, строительные пиломатериалы), в весенне-летнее и зимнее время можно транспортировать также на открытых платформах, если верхние ряды их будут уложены так, чтобы они выполняли роль временной крыши. При этом, как правило, не возникает необходимости во вторичной сушке доставленных потребителю пиломатериалов. При атмосферном подсушивании пиломатериалов и досушке их в камерах качество изделий повышается. Такая комбинированная сушка желательна во многих производствах, в первую очередь при изготовлении мебели, моделей и аналогичной ответственной продукции. Для строителей предварительная подсушка древесины на лесопильных заводах также желательна, если она выполняется способом атмосферной сушки. Однако лучше, если этот основной потребитель, забирающий около половины всех пиломатериалов, вырабатываемых в стране, будет получать с лесопильных заводов древесину, окончательно высушенную тем или другим способом до нужной конечной влажности [1].
Современные тенденции совершенствования сушильного оборудования имеют эволюционный характер и не могут принципиальным образом устранить эти недостатки. Возможно лишь улучшение характеристик действующего оборудования на единицы или десятки процентов. Причина в том, что неизменным остается физический принцип сушки — испарение содержащейся в древесине влаги. В этом случае можно говорить только об увеличении коэффициента полезного действия всего сушильного комплекса за счет улучшения конструкции сушильной камеры, использования новых теплоизоляционных материалов, оптимизации режимов сушки и т.п.
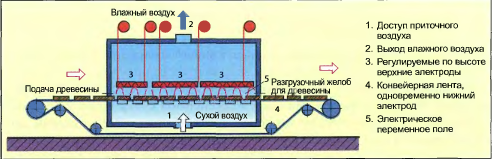
Уникальные свойства древесины как естественного полимера, имеющего сложную капиллярную структуру, позволяют создать технологию сушки пиломатериалов без изменения агрегатного состояния содержащейся в ней влаги. При сушке ультразвуком содержащаяся в древесине влага удаляется в виде жидкости. Это в несколько раз снижает удельные энергозатраты и увеличивает производительность оборудования на 50-70%.
По результатам исследований (воздействие УЗ на свойства древесины) отмечено следующее:
• повышение качества пиломатериала (исключение коробления, растрескивания и т.п.);
• уничтожение сапрофитов и гифов, высокая стойкость к последним после сушки;
• низкое влагопоглощение после сушки;
• повышение резонансных характеристик древесины;
• повышение стойкости к гниению. Другими важными преимуществами новой технологии являются:
• повышение производительности оборудования, резкое уменьшение его габаритов, веса и потребляемой мощности;
• улучшение экологических показателей (отсутствие выбросов вредных веществ в атмосферу и легкий сбор выделенной из пиломатериалов жидкости);
• возможность создания совмещенной производственной линии сушка-обработка пиломатериала и, как следствие, повышение экономических показателей процесса деревопереработки.
Выведение содержащейся в древесине влаги в виде жидкости может составить самостоятельный коммерческий интерес в отношении получении сырья для химической и парфюмерной промышленности. В настоящее время обогащенная полезными веществами и микроэлементами влага, содержащаяся в древесине, извлекается выпариванием с последующей конденсацией. Это обусловливает высокое энергопотребление и низкую производительность процесса, а также неизбежно приводит к частичной потере ценных веществ и микроэлементов (известно, что при любом фазовом переходе происходит очистка от примесей, что составляет основу многих методов получения чистых материалов). В установке используется конвейерный принцип подачи пиломатериала, что диктуется и физическим принципом воздействия на последний, и открывает возможность совмещения данного оборудования с деревообрабатывающим, например, со строгальным станком. Это обстоятельство позволит исключить такие операции, как штабелевание пиломатериала, его загрузка и выгрузка из сушильной камеры.
Виды сушильных камер:
1) Аэродинамическая сушильная камера - представляет собой теплоизолированную камеру с вентилятором. Нагрев воздуха происходит за счет трения о лопатки вентилятора. В такой камере сложно регулировать температуру и скорость потока. Затраты на энергию таковы, что экономически выгоднее возить материал на давальческую сушку(600-800 руб./куб.м. только за электричество). Как плюс такой сушилки можно отметить её сравнительно небольшую стоимость, хотя здесь дешевизна как в мышеловке, которая будет медленно захлопываться, когда Вы начнете сушить в этих камерах.
2) СВЧ-сушильные камеры - действуют по принципу СВЧ-печки. Электромагнитное излучение высокой частоты заставляет быстрее колебаться молекулы и древесина нагревается. Применение таких сушилок позволяет значительно сократить сроки сушки, однако стоит такамера очень дорого, сушить можно только малыми объёмами, потребляет электроэнергии ещё больше чем аэродинамическая и плюс ко всему быстро выходят из строя излучатели волн СВЧ.
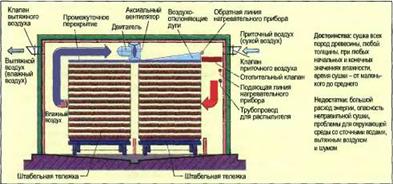
3) Конвективные сушильные камеры - самый распространенный вид сушильных камер. Передача тепла происходит через воздух, проходящий через теплообменники, по которым проходит горячая вода или перегретый пар. Сушильный агент (воздух) циркулирует по камере, проходя через пакеты с доской и передавая ей энергию. В зависимости от технологии и стадии сушки можно менять параметры сушильного агента: увлажнить с помощью влагообрабатывающих форсунок в камере; понизить влажность путем выброса перенасыщенного водой агента и заменой его на сухой; изменить температуру просто понизив её в теплообменном калорифере; изменить скорость и направление агента за счет настроек инверторных двигателей.
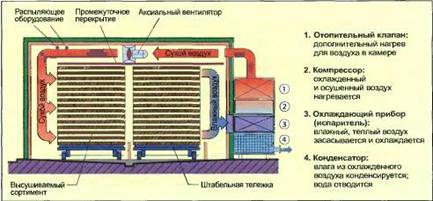
4) Конденсационные сушильные камеры - схожи по принципу теплопередачи с конвективными - воздух циркулирует по камере, проходя через калориферы и затем через пакеты с доской, а затем попадает в конденсационную установку, которая избавляет полученный сушильный агент от влаги и снова отправляет его на калориферы для нагревания. Как основной плюс перед конвективной отмечают её меньшее энергопотребление (имеется в виду тепло, но не электричество!), но есть и минусы - о минусах чуть позже. Для решения этого вопроса давайте залезем внутрь доски и посмотрим, что же там происходит во время процесса сушки в различных типах камер[2].
Требования к сушильным камерам
Выбирая сушильные камеры, следует учитывать требования, предъявляемые к качеству сушки древесины, предполагаемые объемы сушки, климатические условия, квалификацию и уровень подготовки персонала, а также множество других факторов. Не любое оборудование способно обеспечить качественную сушку древесины. Основные требования: Вентиляция сушильных камер. Необходима равномерная скорость движения воздуха по пиломатериалу. Скорость циркуляции воздуха в сушильных камерах зависит от толщины досок и породы древесины. Должна быть возможность регулирования скорости двухскоростным двигателем. Ограждения камеры должны быть герметичны и иметь эффективную тепловую защиту. Тепловое оборудование. Сушильные камеры должны обладать достаточной тепловой мощностью, способной обеспечить поддержание заданной температуры. Должны быть обеспечены зимой и летом стабильные параметры приточного воздуха (воздух в сушильные камеры поступает с положительной температурой). Для этого используется система восстановления нужных параметров воздуха. Большинство современных сушильных камер отвечают самым высоким техническим требованиям, соответствуют мировым стандартам и нормам ГОСТ. Они отличаются высокой производительностью, минимальным энергопотреблением и высоким качеством конечного продукта[3].
Таким образом хорошо просушенная в сушильных камерах древесина имеет чистый распил, такая древесина отлично поддается шлифованию и фрезерованию.
2. Раской плитных и листовых материалов
В производстве изделий из древесины широко используют плитные, листовые и рулонные полуфабрикаты из древесных материалов, изготавливаемые в соответствии с требованиями стандартов на них. Получаемые предприятиями стандартные форматы этих материалов раскраивают на заготовки нужных размеров. Основными ограничениями при осуществлении раскроя плитных и листовых материалов являются количество и размеры заготовок. Количество типоразмеров заготовок должно соответствовать их комплектности на выпуск изделий, предусмотренных программой. Раскрой плитных и листовых материалов в отношении организации по назначению получаемых заготовок принято делить на три вида: индивидуальный, комбинированный и смешанный. При индивидуальном раскрое каждый формат полуфабриката раскраивается на один типоразмер заготовки. При комбинированном виде раскроя из одного формата можно выкраивать по нескольку различных типоразмеров заготовок. При смешанном раскрое возможно использование вариантов индивидуального и комбинированного раскроя для различных случаев. Эффективность раскроя по рациональности использования материалов оценивается коэффициентом выхода заготовок.
В производстве изделий из древесины широко используются древесностружечные и древесноволокнистые плиты. Организация рационального раскроя их является важнейшей задачей современного производства. Повышение коэффициента выхода заготовок из древесностружечных плит на 1% в общем итоге их потребления выражается экономией миллионов кубометров плит, эффективность в денежном выражении составит миллионы рублей.
Эффективность раскроя зависит от применяемого оборудования и организации процесса раскроя плит и листовых материалов. По технологическим особенностям применяемое при раскрое плит оборудование можно разделить на три группы.
К первой группе относятся станки, имеющие несколько суппортов продольного пиления и один - поперечного. Раскраиваемый материал укладывают на стол-каретку. При движении стола в прямом направлении суппорты продольного пиления раскраивают материал на продольные полосы. На каретке имеются переставные упоры, воздействие которых на конечный выключатель вызывает автоматическую остановку каретки и привод в движение поперечного суппорта пиления.
Ко второй группе относятся станки, имеющие также несколько суппортов продольного пиления и один поперечного, но стол каретки состоит из двух частей. При продольном пилением обе части стола составляют одно целое, а при обратном движении каждая часть движется отдельно до стопорной позиции, определяющей положение поперечного реза. Таким образом достигается совмещение поперечных резов отдельных полос.
К третьей группе относятся станки, имеющие один суппорт продольного пиления и несколько суппортов - поперечного. После каждого хода суппорта продольного пиления полоса на подвижной каретке подается для поперечного раскроя. При этом срабатывают те суппорты, которые настроены на раскрой данной полосы. Суппорт продольного пиления может выполнять несквозной рез (подрезание). Кроме этого, имеются однопильные форматно-раскроечные станки.
1. Первая группа оборудования ориентируется на выполнение простейших индивидуальных раскроев. Это дает низкий коэффициент использования материала. При реализации более сложных схем после продольного раскроя возникает необходимость в съеме отдельных полос со стола с дальнейшим их накоплением для последующего индивидуального раскроя. При этом резко возрастают трудозатраты, падает производительность.
2. Вторая группа позволяет выполнять схемы раскроя с разнотипностью полос, равной двум. При большой разнотипности возникают те же трудности, что и в первом случае.
3. Третья группа позволяет выполнить раскрой более сложных схем с разнотипностью полос до пяти. Эта группа оборудования имеет высокую производительность и наиболее перспективна.
Линия раскроя листовых и плитных материалов МРП предназначена для раскроя древесных листовых и плитных материалов на заготовки в мебельном и других производствах.
Раскрой выполняется одной продольной и десятью поперечными пилами. Оригинальное подающее устройство позволяет снимать со штабеля и одновременно подавать к режущему инструменту пачку из нескольких листов материала. В процессе подачи и обработки раскраиваемая пачка находится в зажатом состоянии. Пачки подаются с повышенной скоростью, резко уменьшающейся при подходе к рабочей позиции. Все это обеспечивает высокую производительность и повышенную точность раскроя материала. Специальные электрические блокировки делают работу на линии безопасной и защищают механизмы линии от повреждения. При отключении линии происходит электротермодинамическое торможение шпинделей режущего инструмента. На мебельных предприятиях используют станки с автоматической подачей, имеющие одну продольную и десять поперечных пил. На таком станке можно вести раскрой по пяти программам. Поперечные пилы устанавливают на программу вручную. Минимальное расстояние между первой и второй поперечными пилами (левой по ходу подачи) 240 мм. Между остальными пилами минимальное расстояние 220 мм. Станок может раскраивать одновременно две плиты по высоте толщиной 19 мм или три плиты толщиной 16 мм каждая. Резы продольной пилы по программам должны производиться с последовательным уменьшением оптимальных полос. Например, первый рез 800 мм, второй - 600, третий - 350 и т. д.
Плиты укладывают на загрузочный стол поперек и выравнивают по перемещаемой упорной линейке. Нажатием рукоятки, расположенной под рабочим столом, продольную пилу приводят в рабочее положение, и она отрезает первую полосу пакета плит. В период рабочего хода отрезанная полоса укладывается на рычаг и зажимается пневматическими прижимами, что делает невозможным смещение пропила. После произведенного продольного реза пила уходит под стол и возвращается в исходное положение. Во время опускания продольной пилы расположенный за ней перемещаемый стол приподнимается над уровнем рычага и принимает на себя отрезанные полосы. Затем стол движется в поперечном направлении. Левая крайняя пила, установленная стационарно, обрезает кромку плиты (10 мм) для создания базы. Остальные поперечные резы выполняются согласно выбранной программе. Раскроенные заготовки по наклонной плоскости подают на стол и укладывают в стопы. Затем цикл раскроя повторяется согласно выбранным программам. На автоматическом станке можно производить поперечную и продольную распиловку древесностружечных плит в стопе высотой до 80 мм по заранее установленной программе. Станок оснащен раздельными опорными столами. Каждая из частей стола может отдельно приводиться в движение, что необходимо при смешанном раскрое. Поперечные распиловки выполняются после того, как части стола совмещены по поперечным резам. Поперечный рез сквозной на всю ширину плиты. При раскрое плит со сквозными поперечными резами все части стола соединяются и работают синхронно. Стол загружают с помощью загрузочного устройства. Пакеты, уложенные загрузчиком, выравнивают по длине и. ширине автоматически. Выровненный пакет зажимается на тележке стола автоматически закрывающимися зажимными цилиндрами и подается на продольные пилы или поперечную пилу в зависимости от установленной программы. Пилы вращаются в противоположных направлениях таким образом, что подрезающая работает при попутной, а основная пила при встречной подаче. Подрезающая пила имеет настроечное перемещение в осевом направлении для точной установки относительно диска основной пилы. При обрезке плит на этом станке получается точный рез без выкрашивания даже очень чувствительного к нему материала на кромках. Имеются полуавтоматические станки, у которых также используются подрезающие пилы, но поступательное перемещение при раскрое совершает пильный агрегат при неподвижной плите. Заготовки перемещаются или вручную до упора в ограничительную линейку, или кареткой, позиции которой устанавливаются посредством настраиваемых упоров (в соответствии с шириной продольных пазов) и конечных выключателей. Такой станок используется для форматного раскроя панельных ламинированных материалов и облицованных пластиком. Точность раскроя выполняется до 0,1 мм. Производительность станка при обрезке древесностружечных плит на требуемый формат равна 5,85 м3/ч. На станке вместо органов ручного управления подачей материала при продольном раскрое можно установить автоматический толкатель, который контролируется электронным устройством. Последнее программируется на выполнение определенных пропилов с применением пильного полотна необходимой толщины. При раскрое древесностружечных плит применяют пилы дисковые диаметром 350-400 мм с пластинками из твердого сплава. Скорость резания при этом равна 50-80 м/с, подача на зуб пилы зависит от обрабатываемого материала, мм: древесностружечных плит 0,05-0,12, древесноволокнистых плит 0,08-0,12, фанеры при продольном резе 0,04-0,08, фанеры при поперечном резе до 0,06. Раскройные карты. Для организации рационального раскроя плитных, листовых и рулонных материалов технологами разрабатываются карты раскроя. Карты раскроя представляют собой графическое представление расположения заготовок на стандартном формате раскраиваемого материала. Для составления карт раскроя необходимо знать размеры заготовок, форматов подлежащего раскрою материала, ширину пропилов и возможности оборудования. Поступающие на предприятие древесностружечные плиты обычно имеют поврежденные кромки. Поэтому при разработке карт раскроя необходимо предусмотреть предварительную опиловку плит для получения базовой поверхности по кромке. Если выкраивают заготовки с припуском, предусматривающим их опиливание по периметру на дальнейших операциях, то такое опиливание кромок плит можно исключить. При разработке карт раскроя необходимо учесть конкретно все особенности поступаемых материалов. В масштабе на формате раскраиваемого материала располагают все выкраиваемые из него заготовки. Если раскраивают облицованный материал, ламинированные плиты, фанеру и подобные древесные материалы, то при составлении карт раскроя необходимо располагать заготовки на формате с учетом направления волокон на облицовке. В таком случае заготовки имеют определенность размера вдоль и поперек волокон. Составление карт раскроя для крупного предприятия является важной, сложной и трудоемкой задачей. В настоящее время разработаны методики составления карт раскроя плитных, листовых и рулонных материалов с одновременной оптимизацией плана раскроя. Оптимальный план раскроя - это совокупность различных схем раскроя и интенсивность их применения с обеспечением комплектности и минимума потерь на определенный период работы предприятия. При составлении карт раскроя оставляют только те приемлемые варианты, которые обеспечивают выход заготовок не менее установленного предела (для древесных плит 92%). Процедура оптимизации процесса раскроя сложная и решается с помощью ЭВМ[4].
Следовательно, процесс раскроя плитных листовых и рулонных материалов проще, чем досок, поскольку при их раскрое нет ограничений по качеству, цвету, дефектам и др., они стабильны по качеству и формату.
3. Состав вспомогательных и обслуживающих производств
Вспомогательное производство, часть производственной деятельности предприятия, необходимая для обслуживания основного производства и обеспечения бесперебойного изготовления и выпуска его продукции. Важнейшие задачи Вспомогательное производство: изготовление и ремонт технологической оснастки, тары и специальные инструмента и снабжение ими основных цехов; обеспечение предприятия всеми видами энергии, ремонт энергетического, транспортного и механического оборудования, контрольно-измерительной аппаратуры, уход и надзор за ними; ремонт зданий и сооружений и хозяйственного инвентаря; приёмка, хранение и выдача в цеха предприятия сырья, материалов, полуфабрикатов и др. К вспомогательному производство может быть отнесена деятельность транспортного и складского хозяйства предприятия. Вспомогательное производство определяется особенностями основного производства, размерами предприятия и его производственными связями. Вспомогательное производство в основном осуществляется во вспомогательных цехах. В составе крупных комбинатов и объединений (например, металлургический, химический и др.) создаются специализированные цеха и предприятия по обслуживанию основного производства. Перспективное направление совершенствования Вспомогательное производство — передача наиболее ответственной и трудоёмкой части вспомогательных работ специализированным предприятиям, обслуживающим промышленность данного района. Это позволяет применять во Вспомогательное производство высокопроизводительную технологию и передовые методы производства, удешевлять выполнение соответствующих работ на предприятиях, обслуживаемых специализированными ремонтными, инструментальными и другими базами, обеспечивать рост производительности труда. По мере технического совершенствования основного производства необходимо параллельное развитие Вспомогательное производство и повышение его технического и организационного уровня. На крупных предприятиях и объединениях Вспомогательное производство следует развивать на основе централизации и специализации работ, обеспечивающих его наибольшую эффективность. Себестоимость распределяемой древесины, полуфабрикатов записывается со знаком плюс в другие строки, в строки основных, вспомогательных производств, комплексных статей расходов, где эта продукция используется. Сумма положительных значений распределяемых расходов должна быть равна их исключаемой отрицательной величине. В Отчете о прибылях и убытках общехозяйственные расходы отражаются в составе себестоимости продукции (работ, услуг) по строке. К обслуживающим производствам относятся: жилищно-коммунальное хозяйство, мастерские бытового обслуживания, столовые и буфеты; детские дошкольные учреждения, дома отдыха, санатории и другие учреждений оздоровительного и культурно-просветительного назначения, находящиеся на балансе организации. Прямые расходы непосредственно связаны с деятельностью обслуживающего производства. Они списываются в дебет счета 29 «Обслуживающие производства и хозяйства» с кредита счетов учета производственных запасов, расчетов с работниками по оплате труда и др. Косвенные расходы связаны с управлением обслуживающим производством. Они списываются в дебет счета 29 со счетов 23 «Вспомогательные производства», 25 «Общепроизводственные расходы» и 26 «Общехозяйственные расходы». Обслуживающие производства и хозяйства предназначены для выполнения работ (оказания услуг) для нужд основного (или вспомогательного) производства, для непроизводственных нужд организации (общежития, столовые) или для сторонних организаций.
В тех случаях, когда на предприятии помимо структурных подразделений, непосредственно выпускающих продукцию, имеются также подразделения, выполняющие функции вспомогательных, занятых обслуживанием основного производства, затраты этих производств учитываются обособленно на счете 23 «Вспомогательные производства».
В частности, вспомогательными могут считаться производства, выполняющие следующие функции:
· обслуживание различными видами энергии (электроэнергией, паром, газом, воздухом и др.);
· транспортное обслуживание;
· ремонт основных средств;
· изготовление инструментов, штампов, запасных частей, строительных деталей, конструкций или обогащение строительных материалов (в основном в строительных организациях);
· возведение временных (нетитульных) сооружений;
· добыча камня, гравия, песка и других нерудных материалов;
· лесозаготовки, лесопиление;
· засолка, сушка и консервирование сельскохозяйственных продуктов и т.д.
Эти производства относятся к вспомогательным только в том случае, если данный вид деятельности не является основным.
Учет затрат вспомогательных производств осуществляется по аналогии с учетом затрат основного производства на счете 20.
По Дебету счета 23 «Вспомогательные производства» отражаются прямые расходы, связанные непосредственно с выпуском продукции вспомогательного производства, выполнением работ и оказанием услуг, а также косвенные расходы, связанные с управлением и обслуживанием вспомогательных производств, и потери от брака.
Прямые расходы, связанные непосредственно с выпуском продукции, выполнением работ и оказанием услуг, списываются в Дебет счета 23 «Вспомогательные производства» с кредита счетов учета производственных запасов, расчетов с работниками по оплате труда и др. Данные операции оформляются бухгалтерскими проводками:
Дебет счета 23 «Вспомогательные производства» Кредит счета 10 «Материалы» — списание себестоимости материалов, переданных во вспомогательное производство для изготовления продукции, выполнения работ, оказания услуг;
Дебет счета 23 «Вспомогательные производства» Кредит счета 70 «Расчеты с персоналом по оплате труда» — начисление оплаты труда работников вспомогательного производства;
Дебет счета 23 «Вспомогательные производства» Кредит счета 69 «Расчеты по социальному страхованию и обеспечению» — начисление единого социального налога и взносов по страхованию от несчастных случаев на суммы оплаты труда работников вспомогательного производства.
Косвенные расходы, связанные с управлением и обслуживанием вспомогательного производства, собираются по Дебету счетов 25 «Общепроизводственные расходы» и 26 «Общехозяйственные расходы» и списываются в Дебет счета 23.
Расходы, связанные с потерями от брака во вспомогательном производстве, списываются на счет 23 с Кредита счета 28 «Брак в производстве».
Суммы фактической себестоимости готовой продукции вспомогательного производства могут списываться с Кредита счета 23 в Дебет счетов:
20 «Основное производство» или 40 «Выпуск продукции (работ, услуг)» — если продукция вспомогательного производства передается подразделениям основного производства;
29 «Обслуживающие производства и хозяйства» — если продукция вспомогательного производства передается обслуживающим производствам и хозяйствам;
90 «Продажи» — если продукция вспомогательного производства реализуется на сторону или работы или услуги выполнялись для сторонних организаций.
Следует отметить, что в себестоимость продукции вспомогательных производств могут включаться только общепроизводственные расходы, а общехозяйственные расходы — не включаться, а распределяться непосредственно по видам продукции основного производства.
В тех случаях, когда нет возможности точно установить, для каких именно подразделений выпущена продукция, выполнены работы или оказаны услуги вспомогательного производства, эти расходы распределяются между указанными подразделениями пропорционально сумме прямых расходов, заработной плате работников, объему выпущенной продукции и т.д. При необходимости расходы распределяются также по видам выпускаемой продукции[5].
Итак, вспомогательное производство определяется особенностями основного производства, размерами предприятия и его производственными связями, а обслуживающие производства включаются в себестоимость готовой продукции (работ, услуг).
Список литературы
1. Гороховский А.Г. Повышение эффективности управления процессом сушки пиломатериалов: Монография. - Екатеринбург: УГЛТУ (Уральский государственный лесотехнический университет) 2007. – 128 с.
2. Расев А.И. Сушка древесины. Учебник для профессиональных - технических училищ -2-е издание допол., и перер., - М.: изд-во «Высшая школа» 2009 - 181 с.
3. Рыкунин С.Н., Тюкина Ю.П., Шалаев В.С. Технология лесопильно-деревообрабатывающих производств: Учебное пособие. - М.: МГУЛ (Московский государственный университет леса) – 2005. – 225 с.
4. «Kami» искусство технологий http://www.stanki.ru/dry/cat_1
5. Справочник экономиста №10 http://www.profiz.ru/se/10_2004/936/ http://www.profiz.ru/se/10_2004/936/
[1] Гороховский А. Г. Повышение эффективности управления процессом сушки пиломатериалов: Монография. - Екатеринбург: УГЛТУ (Уральский государственный лесотехнический университет) 2007. – с. 10
[2] «Kami» искусство технологий http://www.stanki.ru/dry/cat_1
[3] Расев А. И. Сушка древесины. Учебник для профессиональных - технических училищ -2-е издание допол., и перер., - М.: изд-во «Высшая школа» 2009 - с. 51
[4] Рыкунин С. Н., Тюкина Ю. П., Шалаев В. С. Технология лесопильно-деревообрабатывающих производств: Учебное пособие. - М.: МГУЛ (Московский государственный университет леса) – 2005 – с. 198
[5] Справочник экономиста №10 http://www.profiz.ru/se/10_2004/936/
Похожие работы
... интерьер любого помещения и даже дверные блоки. На изделия, в которые входит ручная резка, повышается спрос, а также цена. 1. Место расположение предприятия и краткая история его развития. Деревообрабатывающая мастерская РАТК находится в Республике Казахстан, в северо-восточной части Восточно-Казахстанской области. Деревообрабатывающая мастерская РАТК была основана, как и сам ...
... . 100 мм < 0,68×416,5 мм 100 мм < 283,2 мм Следовательно, средняя ширина пиломатериалов соответствует среднему диаметру бревен. Предложенная спецификация выполнима, так как проверки сошлись. 3. Составление плана раскроя пиловочного сырья Таблица 3.1 – Ведомость расчёта поставов к плану раскроя сырья Номер постава Постав, запись от центра Расход ширины полу ...
... на отдельных предприятиях и их подразделениях, т.е. это процесс производства однородной продукции или выполнения отдельных технологических операций. Специализация производства представляет собой одну из форм разделения общественного труда и организации производства. В промышленности частное разделение труда означает деление промышленности на отрасли и дальнейшую их дифференциацию, с одной стороны ...

... древесина становится деформированной. Заключение В ходе данной работы было разобрано понятие геометрической формы пиломатериалов и понятие деформации или коробления древесины. Так же были подробно разобраны процессы первичной обработки пиломатериалов на лесопильных предприятиях и установлены возможные причины изменения геометрической формы пиломатериалов. У меня данная работа вызвала большой ...
0 комментариев