БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра менеджмента
РЕФЕРАТ
На тему:
«Особенности организации предметно-замкнутых участков»
МИНСК, 2008
На предметно-замкнутых участках (ПЗУ) производится полная обработка деталей (или почти полная, без отдельных операций), в результате которой получается законченная продукция.
На практике различают следующие разновидности ПЗУ обработки деталей: 1) участки с одинаковыми или однородными технологическими процессами или маршрутами движения (например, обработка корпусов одного типа, но разных размеров); 2) участки разнообразных деталей, сходных по конфигурации и операциям обработки (например, детали плоские, детали типа тел вращения и др.); 3) участки деталей, сходных по габаритам и операциям обработки (например, детали крупные, мелкие и т.д.); 4) участки деталей из материалов и заготовок определенного вида (ковок, штамповок, сплавов, пластмасс, керамики и т.д.).
Для организации работы таких ПЗУ необходимо рассчитывать следующие календарно-плановые нормативы: размер партии деталей j-го наименования; периодичность (ритмичность) чередования партии деталей j-го наименования; количество партий по каждому j-му наименованию деталей; количество единиц оборудования по каждой i-й операции производственного процесса и коэффициент его загрузки; пооперационно-подетальный стандарт-план; длительность производственного цикла обработки партии деталей j-го наименования; нормативы заделов и незавершенного производства.
В основу расчета календарно-плановых нормативов закладываются: программа выпуска (запуска) деталей j-го наименования на плановый период; технологический процесс и нормы времени обработки деталей j-го наименования по каждой i-й операции; нормы подготовительно-заключительного времени на каждую i-ю операцию j-го наименования деталей; допустимый процент потерь рабочего времени на переналадку и плановые ремонты оборудования; количество рабочих дней в плановом периоде, продолжительность рабочей смены и режим работы.
Предположим, что на ПЗУ будет обрабатываться три вида деталей: А,Б и В. Технологический процесс, нормы штучного времени, нормы подготовительно-заключительного времени и время на переналадку оборудования приведены в табл.1.
Месячная программа выпуска: NA=1400 шт; NБ =2100 шт; NВ =1750 шт. Количество рабочих дней в месяце- Др=21 день. Режим работы ПЗУ- Ксм =2-х сменный. Потери времени на подналадку оборудования aоб =2% от номинального фонда времени.
Таблица 1
Технология обработки деталей, нормы времени на выполнение операций, подготовительно-заключительное время и нормы времени на переналадку оборудования.
| Наименование операции | Нормы времени по деталям, мин | ||||||||
| А | Б | В | |||||||
| tшт. | Tп.з | tн.о | tшт. | tп.з | tн.о | tшт. | tп.з | tн.о | |
| 1.Токарная | 3,53 | 15,0 | 20,0 | 3,95 | 15,0 | 20,0 | 2,82 | 15,0 | 20,0 |
| 2.Фрезерная | 2,33 | 15,0 | 20,0 | 4,75 | 15,0 | 20,0 | 3,78 | 15,0 | 20,0 |
| 3.Шлифовальная | 5,95 | 10,0 | 20,0 | 5,57 | 10,0 | 20,0 | 7,64 | 10,0 | 20,0 |
| Итого Тто | 11,81 | 40,0 | 60,0 | 14,27 | 40,0 | 60,0 | 14,24 | 40,0 | 60,0 |
Расчет размера партии деталей j-го наименования. Величина размера партии деталей зависит от многих экономических и организационно-производственных факторов, поэтому определение нормального (оптимального) размера партии по каждому j-му наименованию деталей осуществляется, как правило, в два этапа.
На первом этапе устанавливается расчетная (минимальная) величина размера партии деталей j-го наименования. Расчет ведется по формуле
nmin.j= (1)
(1)
где aоб – допустимый процент потерь времени на переналадку оборудования;
t п.з.i.j– подготовительно-заключительное время на i-й операции j-го наименования изделия, мин;
ti.j– норма штучного времени на i-й операции j-го наименования изделия, мин;
m – количество операций j-го наименования изделий. По рассматриваемому примеру минимальный размер партии деталей j-го наименования составляет
nmin.A=![]() шт; nmin.Б=
шт; nmin.Б=![]() шт; nmin.В=
шт; nmin.В=![]() шт.
шт.
За максимальный размер партии деталей j-го наименования может быть принята месячная программа выпуска. По рассматриваемому примеру
nmax.А = NА = 1400 шт; nmax.Б = NБ = 2100 шт; nmax.В = NВ = 1750 шт.
Второй этап определения размера партии деталей j-го наименования заключается в корректировке полученных размеров партии деталей, т.е. nmin.i.jи nmaxi.j . Предел нормального (оптимального) размера партии ограничен неравенством
nmin.j£ nн.j. £ nmax.j(2)
Корректировка предельных размеров партии деталей j-го наименования начинается с установления удобопланируемых ритмов. Ряды удобопланируемых ритмов зависят от количества рабочих дней в месяце. Для рассматриваемого примера удобопланируемыми ритмами могут быть 21; 7; 3; 1. день.
Расчет ритма (периода чередования) партии деталей j-го наименования производится по формуле ![]()
Если по расчету получилось не целое число, то из ряда удобопланируемых ритмов выбирается ближайшее целое число.
По рассматриваемому примеру размер ритма партий деталей j-го наименования составляет:
Rp.A = 2,49, а Rпp.A = 3 дня; Rp.Б = 1,37, а Rпp.Б=1 день; Rp.В = 1,67, а Rпp.В = 3 дня.
Далее для всех наименований деталей ПЗУ применяется общий (максимальный из всех принятых) период чередования. Для рассматриваемого примера Rпp.=3 дня. После чего корректируются размеры партий деталей каждого j-го наименования. Расчет ведется по формуле ![]() .
.
Размер партии и период чередования должны быть выбраны такими, чтобы обеспечивалась пропорциональность, соответствующий уровень производительности труда на каждом рабочем месте. По рассматриваемому примеру:
nн.А=![]() шт;
nн.Б.=
шт;
nн.Б.=![]() шт; nн.В.=
шт; nн.В.=![]() шт.
шт.
Количество партий по каждому j-му наименованию деталей (Хj) определяется по формуле ![]() .
.
По рассматриваемому примеру количество партий по каждому j-ому наименованию деталей составляет:
ХА=![]() ; ХБ=
; ХБ=![]() ; ХВ=
; ХВ=![]() ;
;
Расчет количества единиц оборудования по каждой i-ой операции производится по формуле:
Ср.i= (3)
(3)
где j=1,2...н - номенклатура обрабатываемых деталей, закрепленных за ПЗУ;
tн.о ij– время затрачиваемое на переналадку оборудования на каждой i-й операции j-го наименования детали, мин;
Fэ - эффективный фонд времени работы оборудования за плановый период времени с учетом режима работы участка, мин;
КВ - коэффициент выполнения норм времени.
Для рассматриваемого примера по первой (токарной) операции количество рабочих мест составляет
Ср.1=![]() =0,96 ст.
=0,96 ст.
принимаем Ср.1=1 станок
Коэффициент загрузки оборудования определяется по формуле и составляет
КЗ. I=![]() =
=![]() =0,96.
=0,96.
Для остальных операций расчет потребности в оборудовании и коэффициент его загрузки производится аналогично. В частности Ср.2 = 1,05; Спр.2 = 1; Кз.2 = 1; Ср.3 = 1,75; Спр.3=2; Кз.3 = 0,88.
Построение стандарт-плана ПЗУ. Пооперационный подетальный стандарт-план устанавливает повторяющиеся стандартные сроки запуска и выпуска партий деталей каждого j-го наименования по каждой i-й операции. Стандарт план строится на определенный период времени ( ритм чередования партий деталей Rпр) и работа по нему повторяется из периода в период без изменений до тех пор, пока действует данная производственная программа.
Для всех наименований деталей ПЗУ принимается общий ритм (наибольший из всех принятых). Для рассматриваемого примера Rпр=3 дн.
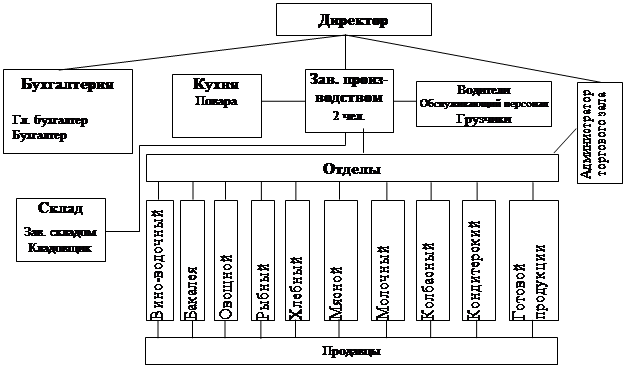
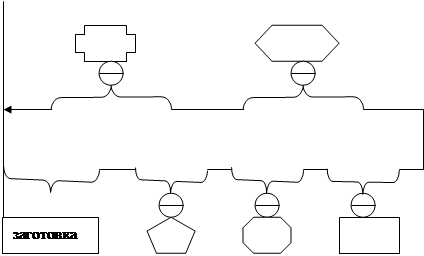
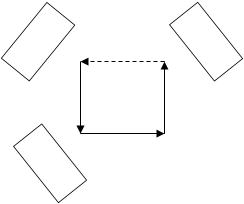
При построении стандарт-плана разрабатываются три календарных графика (рис.1).
Порядок построения первого графика следующий. Исходя из установленного срока изготовления партии деталей j-го наименования на календарный план наносятся длительности циклов обработки каждой партии деталей j-го наименования по операциям производственного процесса, начиная с последней и кончая первой (в порядке обратном ходу технологического процесса) без учета загрузки рабочих мест. Расчет длительности операционного цикла производится по формуле
![]() , час (4)
, час (4)
По рассматриваемому примеру длительность операционного цикла по детали А на первой операции составляет величину
![]() смены
смены
Расчет длительности операционных циклов по всем деталям и операциям производится в табличной форме (табл. 2).
Таблица 2
Расчет длительности операционных циклов
| Наименование операции | Длительность цикла обработки партии деталей по операциям и деталям, смен | ||
| А | Б | В | |
| Размер партии, шт | 200 | 300 | 250 |
| 1.Токарная | 1,50 | 2,50 | 1,50 |
| 2. Фрезерная | 1,00 | 3,00 | 2,00 |
| 3. Шлифовальная | 2,50 | 3,50 | 4,00 |
| Итого Тто | 5,00 | 9,00 | 7,50 |
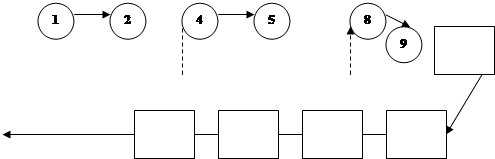
График 1 (рис. 1, а) один не рационален, так как он построен без учета загрузки рабочих мест. Так, на 12 рабочий день, согласно графика, должна обрабатываться вся номенклатура деталей на шлифовальных станках, а станков всего два, изделия Б и В должны обрабатываться одновременно на токарных станках на 9-й день и на фрезерных станках на 10-й день, но в наличии имеется по одному станку данных моделей. Исходя из этого необходимо закрепить операции за рабочими местами и установить очередность обработки партий деталей j-го наименования, а затем построить график 2 – загрузки рабочих мест (см. рис. 1, б). При этом график загрузки рабочих мест должен быть построен таким образом, чтобы обеспечить наиболее полное и непрерывное использование оборудования и полную занятость рабочих.
Календарное сочетание операций по каждой данной партии деталей j-го наименования следует строить, приближаясь по возможности к параллельно-последовательному виду движений.
На этом же графике строится собственно стандарт-план, где представлены стандартные повторяющиеся сроки выполнения всех операций обработки партий деталей j-го наименования.
После построения графика 2 строится уточненный график 3 технологического цикла обработки партий деталей j-го наименования с учетом загрузки рабочих мест (рис. 1, в). При построении графика 3 необходимо стремиться к тому, чтобы длительности циклов отдельных операций графика 2 являлись проекциями на графике 3. По этому графику определяется длительность технологического цикла партий j-го наименования, опережение запуска, выпуска, время пролеживания партий деталей в ожидании высвобождения оборудования от обработки предыдущей партии и совокупная длительность производственного цикла комплекта партий деталей Тц.к, изготавливаемых на ПЗУ.
Расчет длительности производственного цикла. Расчет производится по каждой партии деталей j-го наименования по стандарт-плану (графический метод) и по формулам (аналитический метод).
Графически с учетом загрузки рабочих мест и с учетом пролеживания деталей, длительность производственного цикла составляет соответственно: Тц.А=7,5 смены, Тц.Б=9 смен, Тц.В =9 смен, а совокупная длительность производственного цикла комплекта партий деталей составляет: Тц.к=11,5 смен. Опережения запуска-выпуска с учетом пролеживания составляет величину (см. рис. 1, в).
Аналитическим методом длительность производственного цикла определяется по формуле (приблизительное значение, так как в формуле не учитывается время пролеживания деталей и принимается среднеарифметическое значение количества единиц оборудования).
![]() , час (5)
, час (5)
где tзах - время на одну заходку деталей в другие цехи, мин;
wЗ - число заходов партии деталей в другие ехи;
tе - время затрачиваемое на естественные процессы (сушка, остывание и др.),мин
Определение среднего размера заделов и незавершенного производства. Размер задела по каждому j-му наименованию деталей определяется по формуле:
![]() (6)
(6)
По рассматриваемому примеру размер по каждому j-ому наименованию деталей составляет:
![]() шт;
шт; ![]() шт;
шт; ![]() шт;
шт;
Величина незавершенного производства, без учета затрат труда на предыдущих стадиях обработки деталей, определяется по формуле:
 , н/ч (7)
, н/ч (7)
По рассматриваемому примеру величина незавершённого производства по каждому j-ому наименованию деталей составляет:
Нср.В.А = 1501,25 мин или 25 ч; Нср.В.Б = 3240 мин или 54 ч; Нср.В.В = 2700 мин или 45 ч;
| Усл. обозн. деталей | Тц.оп.j, см | Опер. Выпуска | Опер. Запу ска | Период чередования, дни, смены | |||||||||||
| Rчер=3 | Rчер=3 | Rчер=3 | Rчер=3 | ||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | ||||
| 1 2 | 1 2 | 1 2 | 1 2 | 1 2 | 1 2 | 1 2 | 1 2 | 1 2 | 1 2 | 1 2 | 1 2 | ||||
|
| 5,00 | 0,00 | 5,0 | 1,5 т | 1,0 ф | 2,5 ш | |||||||||
|
| 9,00 | 0,0 | 9,0 | 1) | 2,5 т | 3,0 ф | 3,5 ш | ||||||||
|
| 7,50 | 0,0 | 7,5 | 1,5 т | 2,0 ф | 4,0 ш | |||||||||
|
Обозн. дет. | Тц.оп.j, см | № оп. | № раб.м | tц=9,0 | |||||||||||
|
| 4,0 | 3 | IV ш | В | В | В | 4,0 | ||||||||
|
| 3,5;2,5 | 3 | III ш | Б | А | Б | А | Б3,5 | А2,5 | ||||||
|
| 3;2;1 | 2 | II ф | 2) | Б | В | А | Б3,0 | В2,0 | А1,0 | |||||
|
| 2,5;1,5; А 1,5 | 1 | I т | Б | В А | Б2,5 Ст- | В1,5 план | А1,5 | |||||||
| Усл. Обозн. Дет. | Тц.оп.j, см | Опер. Выпус-ка, см | Опер. Запу-ска, см | ||||||||||||
|
| 5,0 | 0,0 | 7,5 | Т.1,5 | 2,0 | ф1,0 0,5 | ш2,5 | ||||||||
|
| 9,0 | 2,5 | 11,5 | 3) | Т2,5 | Ф3 | Ш3,5 | ||||||||
|
| 7,5 | 0,0 | 9,0 | Т1,5 1,5 | Ф2 | Ш4,0 | |||||||||
![]() Условные обозначения Tц=11,5
Условные обозначения Tц=11,5
![]()
![]() Обработка деталей ; зависимость между смежными опер.
Обработка деталей ; зависимость между смежными опер.
![]() Пролеживание деталей в ожидании высвобождения стан;
Пролеживание деталей в ожидании высвобождения стан;
Рис. 1. Стандарт-план ПЗУ
ЛИТЕРАТУРА
1. Организация производства и управление предприятием. Учебное пособие / Под ред. О.Г.Туровца. – М.: ИНФРА-М, 2002. – 350 с.
2. Организация, планирование и управление предприятием машиностроения.. И.М.Разумов, Л.А.Глаголева, М.И.Ипатов и др. – М.: Машиностроение, 2002. – 544 с.
3. Организация и планирование радиотехнического производства. Управление предприятием радиопромышленности/ Под ред. А.И.Кноля, Г.М.Лапшина. – М.: Высшая школа, 2003. – 352 с.
Похожие работы
... и наладки. При применении автоматов и полуавтоматов для выполнения отдельных операций, т. е. при частичной автоматизации производственного процесса, как правило, применяются непоточные методы организации производства, организуется многостаночное обслуживание. Второй этап развития автоматизации характеризуется появлением автоматической линии, т. е. автоматической системы машин, расположенных по ...
... работы в системе общепита. Глава 3 Пути совершенствования индивидуального производства в ЗАО«Оверо» 3.1 Направления совершенствования организации индивидуального производства ЗАО «Оверо» Применение индивидуального метода организации производства ЗАО «Оверо» приносит прибыль, поскольку является фактически безубыточным, так как изготавливается на заказ. Однако эта прибыль могла бы быть ...
... построения подразделений, их число определяется такими формами организации производства, как специализация, концентрация, кооперирование, комбинирование [6, с.114]. Производственная структура предприятия выражает пространственную сторону организации производства и границы в этот процесс протекает, а также определяет хозяйственные связи между его основными элементами и подразделениями (цехами и ...

... , если операционный цикл предшествующей операции больше, чем у последующей, то для обеспечения непрерывной работы ориентируются на последнюю транспортную партию. № операции Кол-во рабочих мест График организации производства 1 2 2 1 Тпц Длительность цикла при параллельно-последовательном движении предметов труда: Тцп.п = Тцп - = n / wi) - (n-1) * ; = ...
0 комментариев