РЕФЕРАТ
ПО ПРОИЗВОДСТВУ
НА ТЕМУ: ![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() ПЕРВИЧНОЕ ДРОБЛЕНИЕ ГЛИНЯНОЙ МАССЫ И ВЫДЕЛЕНИЕ КАМНЕЙ.
ПЕРВИЧНОЕ ДРОБЛЕНИЕ ГЛИНЯНОЙ МАССЫ И ВЫДЕЛЕНИЕ КАМНЕЙ. ![]()
![]()
![]()
![]()
![]() СМЕШИВАНИЕ СЫРЬЕВЫХ КОМПОНЕНТОВ
СМЕШИВАНИЕ СЫРЬЕВЫХ КОМПОНЕНТОВ
Содержание
Первичное дробление глиняной массы и выделение камней
Смешивание сырьевых компонентов
Увлажнение глиняной массы и разувлажнение глины
Использованная литература
Для первичного дробления глины и выделения из нее крупных твердых включений применяют камневыделительные дезинтеграторные и винтовые вальцы.
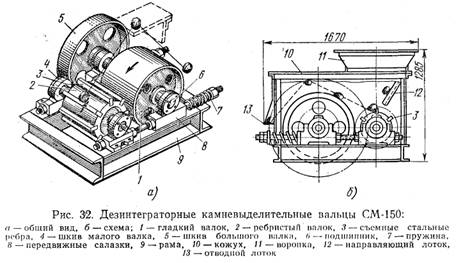
Дезинтеграторные камневыделительные вальцы СМ-150 (рис.32) служат для предварительного дробления пластичных глин и частичного удаления каменистых включений. Вальцы состоят из двух валков 1 и 2 различного диаметра π с различной скоростью вращения, из которых валок большего диаметра гладкий, а меньшего диаметра - ребристый.
Гладкий валок - тихоходный, ребристый - быстроходный. Стальные съемные ребра 3 прямоугольного сечения выступают над поверхностью валка. Валки вращаются в шарикоподшипниках 6, установленных на раме 9. Одна пара подшипников смонтирована в передвижных салазках 8, по которым они могут перемещаться параллельно основанию рамы. Салазки подшипников упираются в амортизатор - пружину 7. На валу каждого валка установлены приводные шкивы 4 и 5.
Оба валка помещены в закрытый металлический кожух 10 с воронкой для загрузки материала.
Дезинтеграторные вальцы работают следующим образом. Глина, поступающая через загрузочную воронку 11 по направляющему лотку 12, попадает на быстроходный ребристый валок 2. Под ударами ребер этого валка она отбрасывается на гладкий тихоходный валок, который затягивает ее в зазор между валками. Каменистые включения при ударе ребер отбрасываются в сторону гладкого вал* ка, ударяются о верхнюю крышку кожуха 10 и выбрасываются через отводной лоток 13.
Ребра меньшего валка выступают над его поверхностью на 10 мм, зазор между валками-12 мм. Дезинтеграторные вальцы практически выделяют камни величиной лишь более 10 мм, а часть крупных камней дробят. Эти вальцы применяют преимущественно в качестве машины для грубого дробления плотных и пластичных комкующихся глин. Ими оснащены многие заводы.
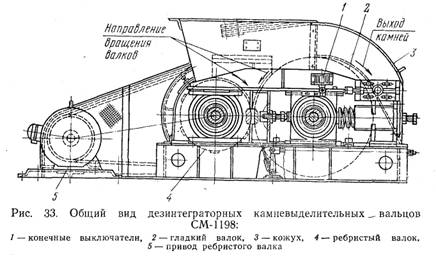
Вальцы СМ-1198 с ребристым валком (рис.33) отличаются от вальцов СМ-150 увеличенным диаметром гладкого валка, большим числом оборотов валков, повышенной мощностью электродвигателя и более высокой производительностью; электродвигатель автоматически отключается с помощью конечных выключателей 1. При эксплуатации дезинтеграторных вальцов необходимо следить, чтобы ребра малого валка были острыми, а величина зазора по всей длине валков была одинаковой.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() Натяжение амортизатора должно соответствовать плотности обрабатываемой глины.
Натяжение амортизатора должно соответствовать плотности обрабатываемой глины.
Винтовые камневыделительные вальцы СМ-416А служат для первичного дробления рыхлых глин и одновременного выделения из них каменистых включений. Винтовые вальцы этого типа имеют винтовую спираль на одном валке, другой валок гладкий. Спираль в виде выступающих ребер отводит поступающие с глиной камни в лоток, находящийся у конца валка.
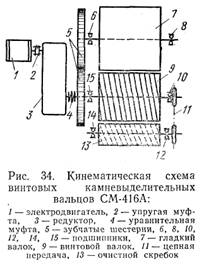
На рис.34 приведена кинематическая схема вальцов СМ-416А. От электродвигателя 1 через редуктор 3 вращение передается шестерням 5, за счет зацепления которых вращение передается гладкому 7 и винтовому 9 валкам, а с помощью цепной передачи 11 - скребку 13.
Электродвигатель соединен с редуктором через упругую муфту 2, снабженную предохранительным пальцем. В случае заклинивания валков при попадании между ними - крупных твердых включений палец срезается, вращение валков прекращается и этим предупреждается возможная авария машины.
К валкам прикреплены очистные скребки. Неподвижный скребок очищает гладкий валок, а подвижный скребок 13 - винтовой валок. Валки устанавливают на специальных пластинах, прикрепленных к раме. Зазор между валками по мере их износа регулируют за счет передвижения винтового валка. Валки цапфами опираются на подшипники в, 8, 10 и 15, установленные в корпусах. Камни выходят с противоположной от привода стороны.
Все рабочие органы вальцов закрыты кожухом, в верху кожуха над валками сделано отверстие для приемки глины. Винтовая спираль не должна быть изношена, а выступающие ребра спирали - притуплены. В противном случае отделения камней не происходит. Также затрудняется отделение камней, если на гладком палке появляются выработки. Поэтому периодически при образование выработок следует наваривать их сталинитом с последующей обработкой.
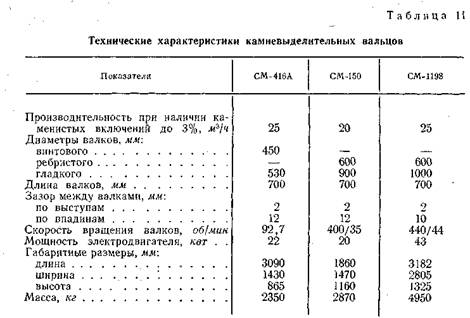
Данные о камневыделительных вальцах приведены в табл.11.
Перед пуском камневыделительных вальцов проверяют: надежность крепежных деталей, съемных ребер и очистных скребков; зазор между очистными скребками и валками (должен быть в пределах 0,5-1,5 мм); параллельность осей валков (допускаемая непараллельность 0,3 мм); зазор между валками (для винтовых вальцов _ должен быть по выступам канавок не более 2 мм, а по впадинам – не более 12 мм, для дезинтеграторных вальцов с ребрами зазор между ребрами и гладким валком - не более 2 мм, между валками - не более 10 мм); количество смазки в подшипниках, редукторе и других трущихся частях; состояние сигнализации и предохранительных устройств.
При пуске вальцов в работу необходимо соблюдать следующий порядок.
Вначале включать машины, расположенные после вальцов, затем электродвигатель привода вальцов.
После того как валки разовьют требуемое число оборотов, включать ящичный питатель и другое оборудование, подающее в вальцы глину.
Во время работы вальцов следует наблюдать за тем, чтобы они равномерно загружались, проверять степень нагрева подшипников, контролировать величину выходящих из вальцов кусков глины и степень измельчения глины.
При работе вальцов запрещается регулировать ширину зазора между валками, проталкивать вручную и удалять застрявшие куски глины.
При заклинивании валков следует немедленно подавать звуковой сигнал, выключать подачу глины и электродвигатель вальцов, затем уже изымать застрявшие предметы.
Отходы в виде камней и мерзлой глины, выделяемые вальцами, удаляют за пределы помещения с помощью ленточных конвейеров, лотков, установки кюбелей (емкостей) и других приспособлений в зависимости от расположения камневыделительных вальцов и удобства удаления отходов из помещения.
Смешивание сырьевых компонентов
После первичного дробления и частичного удаления крупных включений необходимо смешать глину с добавками.
Для этой цели служат лопастные горизонтальные смесители. Применяют одновальные и двухвальные смесители. Чаще используют двухвальные смесители как более производительные.
Кирпичные заводы оснащены двухвальными смесителями СМК-18 (СМ-246) с пароувлажнением и СМ-447А без пароувлажнения.
Лопастный двухвальный смеситель с пароувлажнением СМК-18 (СМ-246) (рис.35) представляет собой корпус в виде корыта, в котором помещены два вала с лопастями 6. Со стороны выгрузочного отверстия 3 конец вала вращается, в опорном подшипнике 4. Смеситель снабжен трубой 7 для подачи пара и трубой 8 для подачи воды. Труба 8 укреплена в верхней части корпуса и снабжена вентилем, которым регулируют подачу воды.
В днище корпуса устроены щели для распределения пара и люк для выгрузки массы. К нижней части корпуса приварены пять конденсационных цилиндров 2. Эта часть закрыта теплоизоляционным кожухом, заполненным минеральной ватой.
Верх корпуса закрыт корытообразной крышкой 5, которая является его продолжением и служит для сохранения тепла и уменьшения утечки пара; на крышке сделан загрузочный люк.
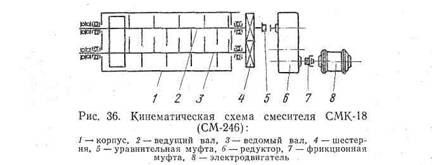
Смеситель работает по следующей кинематической схеме (рис.36). Электродвигатель 8, соединенный через фрикционную муфту 7 с редуктором 6 и уравнительной муфтой 5, приводит в движение ведущий вал 2 с лопастями, от которого через шестерни 4 передается вращение валу 3 в противоположную сторону.
Двухвальный смеситель без пароувлажнения СМ-447А отличается от описанного отсутствием корытообразной крышки, щелей для подачи пара, конденсационных цилиндров, уменьшенными размерами и производительностью.
Глина и добавки в заданной пропорции непрерывно загружаются в смесители и смешиваются насаженными на валы вращающимися лопастями, которые одновременно продвигают смесь к разгрузочному отверстию. Скорость смешивания и обработку массы регулируют, изменяя угол наклона лопастей.
Если производительность смесителя превышает производительность последующих за ней глинообрабатывающих и формующих машин, то для устранения частых остановок сокращают число оборотов вала.

Лучшее смешивание и обработка пластичных масс получаются, когда масса, заполняющая корпус смесителя, покрывает валы, но не выше чем на 1/3 высоты лопастей, находящихся в порхнем положении. Расстояние между концом лопасти и стенкой корыта смесителя не должно быть больше 2-3 см.
При работе смесителя необходимо следить за тем, чтобы равномерно подавались компоненты шихты. Нельзя допускать перегрузки смесителя.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() Корпус смесителя должен бытъ накрыт металлической решеткой. Становиться на нее, а также проталкивать массу сквозь решетку каким-либо предметом запрещается. Брать пробу глины из смесителя во время его работы можно только специальным совком. В процессе работы не допускается открывать крышку и снимать решетку.
Корпус смесителя должен бытъ накрыт металлической решеткой. Становиться на нее, а также проталкивать массу сквозь решетку каким-либо предметом запрещается. Брать пробу глины из смесителя во время его работы можно только специальным совком. В процессе работы не допускается открывать крышку и снимать решетку.
Перед прекращением работы сначала выключают машины, подающие материал в· смеситель, и после выработки всей массы - электродвигатель и устройство, транспортирующее обработанный материал.
В конце смены вал с ножами и корпус смесителя нужно очищать от налипшей смеси с внутренней и наружной сторон. При износе лопасти смесителя необходимо заменять или наплавлять износостойкими сплавами ОИ-15 и ОИ-7. Применение этих сплавов увеличивает срок службы лопастей более чем в 5 раз.
При засоренности глины корнями растений или древесными отходами в технологическую линию рекомендуется устанавливать глиносмеситель СМК-1238 с фильтрующей решеткой. Особенности этого смесителя заключаются в том, что лопастные валы у выходного конца сделаны шнековыми, глина выходит через перфорированную решетку, установленную в торце смесителя.
Засоренная часть решетки выдвигается для очистки, а на ее месте оказывается чистая часть решетки.
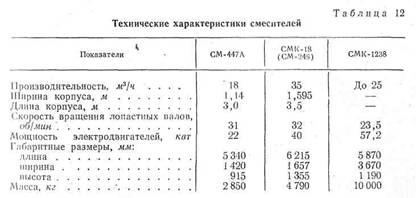
Данные о смесителях приведены в табл.12.
Увлажнение глиняной массы и разувлажнение глиныВлажность глины в карьере бывает часто недостаточна для прессования из нее кирпича и керамических, камней.
Влагу добавляют в глину в виде воды или пара.
В зависимости от свойств глины ее формовочная влажность колеблется в широких пределах - от 16 до 24% относительной влажности и 19-31,5% абсолютной.
Относительная влажность равна
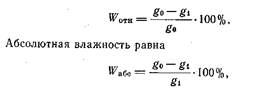
где go - масса влажной глины или изделия, кг; gi - масса абсолютно сухой глины или, изделия, кг.
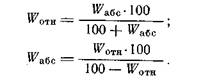
Абсолютную влажность переводят в относительную по формулам
Нормальной влажностью глины, называют влажность, при которой глина легко мнется в руках, но не прилипает к пальцам. Для. этого необходимо, чтобы добавляемая вода впитывалась в глину и она равномерно набухала по всей массе. ·
Увлажнение водой.
Увлажнение может быть однократным или ступенчатым.
Однократное увлажнение глиняной м ассы при ее механической обработке осуществляют в смесителе, подавая распыленную воду. Время пребывания глиняной массы в смесителе составляет всего несколько минут, тогда как длительность набухания многих глин составляет от 0,5 до 4 ч, а для некоторых глин и более.
Поэтому однократное увлажнение в смесителе часто сводится лишь к поверхностному орошению отдельных кусочков глины, а не к полному поглощению глиной введенной воды. Влажностная неоднородность глиняной массы, выходящей из смесителя, возрастает.
Чтобы обеспечить равномерную, влажность массы по всему ее объему, увлажнение следует производить в начале технологической линии. В процессе обработки предварительно увлажненной глины непрерывно обнажаются новые поверхности глинистых частиц, взаимодействующие с водой, что ускоряет впитывание воды и набухание глины.
Смеситель устанавливают в начале технологической линии, одновременно производят увлажнение водой и паром. Вода должна быть направлена в первую половину смесителя (считая от загрузки), для того чтобы по всей его 'длине перемешивалась увлажненная масса.
При ступенчатом увлажнении добавляют некоторое количество воды в процессе переработки глиняной массы на бегунах и во втором смесителе, установленном непосредственно перед формующим агрегатом. Глину следует увлажнять горячей водой.
Паровое увлажнение.
Паровое увлажнение глиняной массы по сравнению с водяным существенно улучшает ее технологические свойства. Водяной пар частично конденсируется на поверхности кусков глины и одновременно проникает в их мельчайшие поры.
При паровом увлажнении достигается более равномерное, чем при увлажнении водой, распределение влаги в глиняной массе, улучшаются ее формовочные и сушильные свойства. Масса прогревается до 45-50C, что снижает вязкость содержащейся в ней воды и облегчает ее продвижение из центра сырца к периферии. Кроме того, в первый период сушки поверхность сырца несколько охлаждается, а центральная часть, остается более теплой. В силу этого используется свойство влаги ' перемещаться от мест более нагретых к более холодным. Таким образом, совпадение теплового потока и движения влаги способствует более быстрому продвижению ее от центра к поверхности кирпича.
По этой же причине уменьшаются усадочные напряжения присушке, так как снижается перепад влажности между наружной и внутренней частью сырца, не образуется „наружная пересушенная корочка.
Сырец поступает в сушилку уже теплый, не требующий предварительного прогрева.
Вследствие более равномерного увлажнения и набухания глины улучшаются ее пластические свойства, что повышает производительность прессов примерно на 10% и сокращает расход электроэнергии на 15-20%.
Пар требуемого давления получают с помощью парового котла.
На 1000 шт. сырца расходуется 100-200 кг. пара, подсчитать расход пара, учитывая температуру карьерной глины и степень подогрева обрабатываемой массы, можно по формуле
![]()
где Q - теоретический расход пара на 1000 шт. сырца, кг; gT - масса сухой глины в одном сырце, кг; ![]() - масса воды в одном сырце, кг;
- масса воды в одном сырце, кг; ![]() - температура глины и воды до подогрева;
- температура глины и воды до подогрева; ![]() - температура глины и воды после прогрева паром; 0,22 - теплоемкость глины, кал/кг на Г; 640 - теплосодержание пара, кал/кг.
- температура глины и воды после прогрева паром; 0,22 - теплоемкость глины, кал/кг на Г; 640 - теплосодержание пара, кал/кг.
Учитывая потери тепла в окружающую среду, теоретический расход пара увеличивают на 20%
Ориентировочно можно принять, что расход пара, кг, на 100 шт. сырца![]() в зависимости от температуры, °С, глины равен:
в зависимости от температуры, °С, глины равен:
Разувлажнение глины
Часто из карьеров глина поступает в переувлажненном состоянии. В этом случае глину д| обработки намашинах разувлажняют сухими добавками до такой степени, чтобы можно было ее подвергать паропрогреву и прессовать изделия с заданными температурой и влажностью.
Требуемое количество сухого разувлажнителя![]() на 1 т κарьерной глины (в пересчете на сухое вещество) можно определить по формуле
на 1 т κарьерной глины (в пересчете на сухое вещество) можно определить по формуле
![]()
где![]() -абсолютная влажность формовочной массы, %;
-абсолютная влажность формовочной массы, %; ![]() -абсолютная влажность карьерной глины, %;
-абсолютная влажность карьерной глины, %; ![]() -абсолютная влаж ность сухой добавки,%;
-абсолютная влаж ность сухой добавки,%; ![]() - увеличение влажности массы при конденсации пара, %.
- увеличение влажности массы при конденсации пара, %.
В качестве примера приводим расчет.
Принимая![]() при относительной формовочной влажности массы, равной 19%;
при относительной формовочной влажности массы, равной 19%; ![]() при относительной влажности карьерной глины 22%; ·
при относительной влажности карьерной глины 22%; ·![]() для дегидратированной глины;
для дегидратированной глины;
![]() , получим требуемый расход добавки на 1 τ глины:
, получим требуемый расход добавки на 1 τ глины:
![]()
или на 1 м3 глины![]() добавки, где 1,6 т - масса 1 мъ глины; 1,1 г - масса 1 л3 сухой добавки. Как видно из расчета, для разувлажнения глины и доведения ее до нормальной формовочной влажности требуется значительное количество сухих добавок.
добавки, где 1,6 т - масса 1 мъ глины; 1,1 г - масса 1 л3 сухой добавки. Как видно из расчета, для разувлажнения глины и доведения ее до нормальной формовочной влажности требуется значительное количество сухих добавок.
Приготовление таких добавок, как например сухого глиняного порошка, не являющегося одновременно отощителем, усложняет технологический процесс.
Для глин с влажностью от 24-30% и более наиболее целесообразно подсушивать глину до формовочной влажности 18-20% в сушильных барабанах, описание которых приведено ниже, в главе IX,
При прохождении глины с начальной влажностью 30% через сушильный барабан влажность ее снижается до (%): при размере кусков 125 мм - 20,7; 70 мм - 16,9; 20-40 мм - 15,2 - 16,0; 10-20 мм - 13,1 - 14,2; 0-10 мм - 9,3-10,6.
Усредненная влажность глиняной массы после обработки ее на глинообрабатывающем оборудований составляет 18,5-19,0%, что обеспечивает возможность прессования кирпича на вакуумных прессах.
Внутри барабана устанавливают различные насадки-лопасти или ячейки, способствующие перемешиванию и перемещению материала вдоль барабана, а также интенсифицирующие теплообмен между газами и материалом.
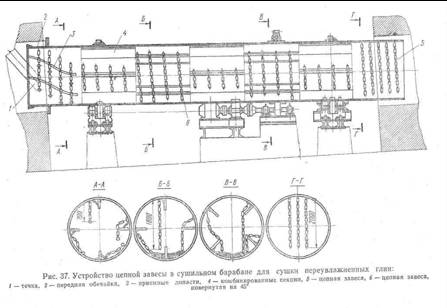
Для подсушки переувлажненной глины до формовочной влажности внутри барабана укрепляют цепную, завесу с продольными полками для ворошения глины (рис.37).
Цепные завесы делают из 180 корабельных цепей в 3 ряда в шахматном порядке. Общая масса их составляет 5-6 т.
Для устранения деформации при высоких температурах и прилипания глины течку, по которой поступает влажный материал, устраивают с двойной стенкой и водяным охлаждением.
Использованная литература
1. Кашкаев И.Я., Шейнман Е.Ш. Производство глиняного кирпича. Изд. 2-е, испр. и доп. М., "Высш. школа", 1974.288 с, с ил.
Похожие работы
... 4280 tОБЖ=1000оС СО, NО2, СН4 5 Повышение уровня шума оказывает вредное воздействие на организм человека. Производственные процессы на предприятии в разрабатываемом проекте сопровождаются шумом, непревышающим установленные нормы. Контроль шумового воздействия на производстве осуществляется в соответствии с ГОСТ 12.1.003-83 «Шум. Общие требования безопасности» и СН 3223-85 «Санитарные нормы ...
... спеканию керамического черепка. В производстве используют также добавки для повышения дисперсности, пластичности и связности глиняных масс, так как осуществлять «вылеживание» глин в современных условиях (высокие темпы, ограниченные производственные площади) весьма сложно. Основное оборудование для мастерской Стеки; проволоки длиной около 40-50 см с деревянными ручками на концах для ...
... кварца 575 °С, связанного со скачкообразным изменением объема материала.. Толстостенные изделия, такие как фарфоровая посуда для общественного питания, можно обжигать однократно, минуя первый обжиг. На Минском фарфоровом заводе утильный обжиг производится в следующих печах: полые изделия обжигаются в печи ЛЕР, а плоские изделия в печи типа ПОК. Температурные режимы печей приведены в приложении. ...


... породу - гипсовый камень. Ангидрит - CaSО4 - имеет среднюю плотность 2,9-3 г/см3, твердость - 3-3,5, строение - кристаллическое. При насыщении водой переходит в гипс. 7. Классификация горных пород по происхождению Каменные строительные материалы включают широкую номенклатуру изделий, получаемых из горных пород: рваный камень в виде кусков неправильной формы (бут, щебень и др.), изделия ...
0 комментариев