Содержание
Введение
Сварка взрывом
Сварка трением
Ручная дуговая сварка
Лазерная сварка
Техника безопасности
Заключение
Список использованной литературы
Введение
Прогресс никогда не стоит на месте. Реалии конкурентной борьбы постоянно ставят перед промышленностью все новые и новые задачи, выдвигают все новые и новые требования. То, что вчера называлось передовым, сегодня стало современным, а завтра уже устареет. Это относится и к сварочному оборудованию, поэтому сварщикам нужно следить за его развитием, осваивать передовые технологии. Это обуславливает актуальность анализа перспективных методов сварки, что и является целью данной работы.
Перспективность метода – это наличие в нем потенциала для дальнейшего развития, после которого этот метод станет лучшим среди других по ряду критериев. В данной работе в качестве критериев были выбраны:
1) Качество сварного шва
2) Экономичность
3) Безопасность работы
4) Сфера применения и условия эксплуатации
5) Возможность автоматизации
6) Набор материалов, которые можно сваривать
Сварка взрывом
Сварка взрывом относится к разновидности сварки давлением и является одним из перспективных способов получения композиционных материалов различного назначения. Неподвижную пластину и метаемую пластину располагают на заданном расстоянии. На метаемую пластину укладывают заряд взрывчатого вещества с детонатором. Сварка производится на опоре (металлическая плита, бетон, песок и т.д.). При инициировании по заряду взрывчатого вещества распространяется фронт детонации. Под действием высокого давления расширяющихся продуктов взрыва метаемая пластина приобретает скорость порядка нескольких сотен метров в секунду и соударяется с неподвижной пластиной, в результате чего образуется сварное соединение.
Разработаны технологии сварки взрывом изделий плоской и цилиндрической геометрии, а также сварки целых конструкций.
Высокопроизводительный и экономичный процесс сварки взрывом позволяет получать соединения практически любых разнородных металлов и сплавов с прочностью на уровне прочности основных металлов. Так, получение крупногабаритных заготовок биметаллов титан-сталь, алюминий сталь, цирконий-сталь, и многих других возможно только с помощью сварки взрывом.
Сварка взрывом – уникальный метод, позволяющий получить зону сплошного соединения по поверхностям двух и более металлов или сплавов площадью до десятков квадратных метров. При этом наносимый слой может иметь толщину от 0,1 мм до 30 мм, а толщина металла- основы не ограничена.
Методом сварки взрывом можно получать разнообразные биметаллические, многослойные и композиционные материалы с улучшенными прочностными, коррозионно-стойкими, жаропрочными и другими свойствами для нужд химического машиностроения, нефтегазовой, алюминиевой, электротехнической и других отраслей промышленности. Номенклатура материалов, сваренных взрывом, достаточно велика и постоянно расширяется. Из вышеприведенного следует, что сварка взрывом прочно занимает свою нишу, но для других, наиболее распространенных и востребованных областей не перспективна.
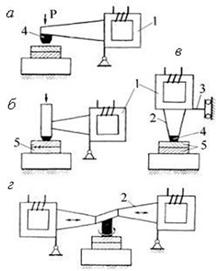
Сварка трениемСварка трением это разновидность сварки давлением, при которой нагрев осуществляется трением, вызванным перемещением (вращением) одной из соединяемых частей свариваемого изделия.
Процесс образования сварного соединения:
Вследствие действия сил трения сдираются оксидные плёнки;
Наступает разогрев кромок свариваемого металла до пластичного состояния, возникает временный контакт, происходит его разрушение и высокопластичный металл (металл шва) выдавливается из стыка;
Прекращение вращения с образованием сварного соединения.
Сварка трением является разновидностью сварки давлением, при которой механическая энергия, подводимая к одной из свариваемых деталей, преобразуется в тепловую; при этом генерирование теплоты происходит непосредственно в месте будущего соединения.
Теплота может выделяться при вращении одной детали относительно другой или вставки между деталями, при возвратно-поступательном движении деталей в плоскости стыка с относительно малыми амплитудами Д и при звуковой частоте Детали при этом прижимаются постоянным или возрастающим во времени давлением Р. Сварка завершается осадкой и быстрым прекращением вращения.
В зоне стыка при сварке протекают следующие процессы. По мере увеличения частоты вращения свариваемых заготовок при наличии сжимающего давления происходит притирка контактных поверхностей и разрушение жировых пленок, присутствующих на них в исходном состоянии. Граничное трение уступает место сухому. В контакт вступают отдельные микровыступы, происходит их деформация и образование ювенильных участков с ненасыщенными связями поверхностных атомов, между которыми мгновенно формируются металлические связи и немедленно разрушаются вследствие относительного движения поверхностей.
Этот процесс происходит непрерывно и сопровождается увеличением фактической площади контакта и быстрым повышением температуры в стыке.
При этом снижается сопротивление металла деформации, и трение распространяется на всю поверхность контакта. В зоне стыка появляется тонкий слой пластифицированного металла, выполняющего роль смазочного материала, и трение из сухого становится граничным.
Под действием сжимающего усилия происходит вытеснение металла из стыка и сближение свариваемых поверхностей (осадка). Контактные поверхности оказываются подготовленными к образованию сварного соединения: металл в зоне стыка обладает низким сопротивлением высокотемпературной деформации, оксидные пленки утонены, частично разрушены и удалены в грат, соединяемые поверхности активированы. После торможения, когда частота вращения приближается к нулю, наблюдается некоторое понижение температуры металла в стыке за счет теплоотвода. Осадка сопровождается образованием металлических связей по всей поверхности.
Сваривать стержни диаметром более 200 мм нецелесообразно, потому что для реализации этого процесса потребовались бы машины с двигателями мощностью ~ 500 кВт при скорости вращения ~2 с-1 и с осевым усилием более 3 * 10б Н. Сооружение такой машины и ее эксплуатация были бы настолько дорогими, что не окупили бы выгоды, которую может дать сварка трением.
Не удается сварить даже в лабораторных условиях и стержни диаметром менее 3,5 мм, для которых нужна установка со скоростью вращения шпинделя ~ 200 с-1 и сложным устройством для осуществления мгновенного его торможения.
Расчеты и опыт практического применения сварки трением показывают, что ее пока целесообразно применять для сварки деталей диаметром от 6 до 100 мм. Наиболее эффективно применение сварки трением для изготовления режущего инструмента при производстве составных сварно-кованых, сварно-литых или сварно-штампованных деталей. Она оказывается незаменимой при соединении трудно свариваемых или вовсе не сваривающихся другими способами разнородных материалов, например стали с алюминием, аустенитных сталей с перлитными. Эффективно применение сварки трением и для соединения пластмассовых заготовок.
Исходя из вышеприведенного, видно, что сварка трением, так же прочно занимает свою нишу. Она более перспективна, чем сварка взрывом. Сварка деталей таким способом не требует расходных материалов.
При сварке трением получаются высококачественные соединения. Но есть у этого метода и несколько существенных минусов, не позволяющих считать его перспективным. Во-первых – можно сваривать лишь трубы и цилиндрические изделия. Во-вторых, автоматизация этого процесса затруднена, поскольку для сварки совершаются манипуляции с самой деталью, причем манипуляции, требующие четкой и жесткой фиксации обоих деталей. А поскольку даже при конвейерном, не говоря уже о штучном, никогда не бывает одинаковых деталей, сварной автомат придется оборудовать сложной системой датчиков и подвижными манипуляторами. Вся эта система требует написания сложной программы и компьютерного управления, если нужно получить автомат способный обрабатывать разные детали. Это очень дорого, довольно громоздко и обеспечивает невысокую производительность производственной линии. Конечно, она производительней ручного труда, но все же не перспективна. Неперспективность этого вида сварки еще больше усиливают сильные ограничение на габариты и форму свариваемых деталей.
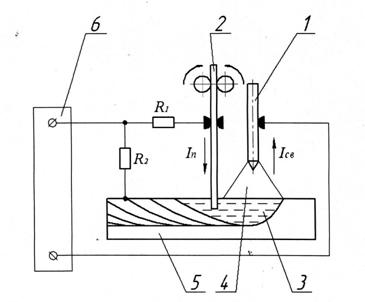
Ручная дуговая сваркаНаибольший объём среди других видов сварки занимает ручная дуговая сварка - сварка плавлением штучными электродами, при которой подача электрода и перемещение дуги вдоль свариваемых кромок производится вручную. Дуга горит между стержнем электрода и основным металлом. Под действием теплоты дуги электрод и основной металл плавятся, образуя металлическую сварочную ванну. Капли жидкого металла с расплавляемого электродного стержня переносятся в ванну через дуговой промежуток. Вместе со стержнем плавится покрытие электрода, образуя газовую защиту 3 вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла.
Металлическая и шлаковая ванны вместе образуют сварочную ванну. По мере движения дуги металл сварочной ванны затвердевает и образует сварной шов 6. Жидкий шлак по мере остывания образует на поверхности шва твёрдую шлаковую корку, которая удаляется после остывания шва.
Для обеспечения заданного состава и свойств шва сварку выполняют покрытыми электродами, к которым предъявляют специальные требования (стальные покрытые электроды для ручной дуговой сварки и наплавки изготовляют в соответствии с ГОСТ 9467-75).
Сварочный пост для ручной дуговой сварки оснащается источником питания, токоподводом, необходимыми инструментами, принадлежностями и приспособлениями.
Сварочные посты могут быть стационарными и передвижными. К стационарным относят посты, расположенные в цехе, преимущественно в отдельных сварочных кабинах, в которых сваривают изделия небольших размеров. Передвижные сварочные посты, как правило, применяют при монтаже крупногабаритных изделий (трубопроводов, металлоконструкций, и т.д.) и ремонтных работах. При этом часто используют переносные источники питания. В зависимости от свариваемых материалов и применяемых электродов для ручной дуговой сварки применяют источники переменного или постоянного тока с крутопадающей характеристикой.
Основным рабочим инструментом сварщика при ручной сварке служит электрододержатель, который предназначен для зажима электрода и провода сварочного тока. Применяют электрододержатели пружинного, пластинчатого и винтового типов.
Согласно ГОСТ 14651-78 электрододержатели выпускаю трёх типов в зависимости от силы сварочного тока: 1 типа - для тока 125 А; 2- 125-315 А; 3-315-500 А.
Для подвода тока от источника питания к электрододержателю и изделию используют сварочные провода. Сечения проводов выбирают по установленным нормативам для электротехнических установок (5-7 А/мм2).
Этот вид сварки очень привлекателен для ремонтных работ, штучных работ и работ в полевых условиях. Организация сварочного поста не требует значительных материальных затрат. Однако этот вид сварки не может считаться перспективным по нескольким причинам. Во-первых, качество сварного шва зависит от мастерства сварщика. Во-вторых, что главное, у этого вида сварки очень небольшой потенциал для развития. Тут сложно что либо капитально усовершенствовать.
Лазерная сварка
При облучении поверхности тела светом энергия квантов (порций) света поглощается этой поверхностью. Образуется теплота, температура поверхности повышается. Если световую энергию сконцентрировать на малом участке поверхности, можно получить высокую температуру. На этом основана сварка световым лучом оптического квантового генератора - лазера. Термин "лазер" происходит от первых букв английской фразы: "Light amplification by the stimulated emission of radiation", что означает в переводе: "Усиление света посредством индуцирования эмиссии излучения". Академик Н.Г. Басов, удостоенный в 1964 г. совместно с академиком А.М.Прохоровым и американским ученым Ч.Таунсом Нобелевской премии за теоретическое обоснование и разработку лазеров, так характеризует лазер: "Это устройство, в котором энергия, например тепловая, химическая, электрическая, преобразуется в энергию электромагнитного поля - лазерный луч. При таком преобразовании часть энергии неизбежно теряется, но важно то, что полученная в результате лазерная энергия обладает несравненно более высоким качеством. Качество лазерной энергии определяется ее высокой концентрацией и возможностью передачи на значительное расстояние". Основные элементы лазера - это генератор накачки и активная среда. По активным средам различают твердотельные, газовые и полупроводниковые лазеры. В твердотельных лазерах (рис. 1) в качестве активной среды чаще всего применяют стержни из розового рубина - окиси алюминия А12О3 с примесью ионов хрома Сг3+ (до 0,05 %). При облучении ионы хрома переходят в другое энергетическое состояние -возбуждаются и затем отдают запасенную энергию в виде света. На торцах рубинового стержня нанесен слой отражающего вещества (например, серебра) так, что с одного конца образовано непрозрачное, а с другого - полупрозрачное зеркало. Излучение ионов хрома, отражаясь от этих зеркал, циркулирует параллельно оптической оси стержня, возбуждая новые ионы, - идет лавинообразный процесс
Происходит бурное выделение лучистой энергии, которая излучается параллельным пучком через полупрозрачное зеркало и фокусируется линзой в месте сварки. Выходная мощность твердотельных лазеров достигает 107 Вт при сечении луча менее 1 см2. В фокусе достигается громадная концентрация энергии, позволяющая получать температуру до миллиона градусов. Лазерный луч обеспечивает высокую концентрацию энергии (до 10^8 Вт/см2), благодаря возможности его фокусировки в точку диаметром в несколько микрометров. Такая концентрация значительно выше чем, к примеру, у дуги. Сравнимой концентрацией энергии обладает электронный луч (до 10^б Вт/см2). Однако электронно-лучевая сварка осуществляется лишь в вакуумных камерах - это необходимо для устойчивого проведения процесса, лазерная же сварка не требует вакуума, что упрощает и убыстряет тех. процессы. Процесс лазерной сварки осуществляется либо на воздухе, либо в среде защитных газов: Аr, Не, СО2 и др. Лазерный луч, так же как и электронный легко отклоняется, транспортируется с помощью оптической системы. Для сварки металлов используются твердотельные и газовые лазеры как периодического, так и непрерывного действия. Благодаря высокой концентрации энергии лазерного излучения в процессе сварки обеспечивается малый объем расплавленного металла, незначительные размеры пятна нагрева, высокие скорости нагрева и охлаждения металла шва и околошовной зоны. Эти особенности теплового воздействия предопределяют минимальные деформации сварных конструкций, специфику физико-химических и металлургических процессов в металле шва, высокую технологическую и конструкционную прочность сварных соединений. Лазерная сварка осуществляется в широком диапазоне режимов, обеспечивающих высокопроизводительный процесс соединения различных материалов толщиной от нескольких микрометров до десятков миллиметров. Разнообразие методов и приемов лазерной сварки затрудняет разработку конкретного технологического процесса. Процесс сварки лазерным излучением весьма сложен и в настоящее время нет теоретической расчетной модели, описывающей его во всей полноте. Как правило, расчеты касаются какой-либо одной из физических характеристик процесса воздействия лазерного излучения на обрабатываемый материал
Точечная сварка получила распространение с первых дней появления импульсных твердотельных лазеров для выполнения неразъемных соединений в электронике и приборостроении. Точечной сваркой соединяются тонколистовые материалы (при толщине 0,5...2,0 мм), проволока диаметром от 10 до 500 мкм, проволока к подложке, тонкие листы к массивным элементам Размеры сварочной ванны, определяющие прочность сварного соединения, зависят прежде всего от длительности лазерного импульса и его энергии. Кроме того, размеры сварочной ванны зависят от коэффициента теплопроводности материала (для более теплопроводной меди размер сварочной ванны меньше, чем у сталей). При точечной сварке импульсным излучением в зависимости от вида свариваемых материалов используется диапазон плотности мощности излучения q = 1О5...1О6 Вт/см2 и диапазон длительностей импульсов tau и = 2...10 мс. При этом диаметр сварных точек составляет D = 0,1..1,2 мм, а глубина проплавления h = 0,0З...1,3 мм. Производительность точечной сварки определяется частотой генерации импульсов f, скоростью перемещения детали (луча), в хорошо налаженном процессе достигается скорость до 200 сварных точек в секунду. Шовная сварка обеспечивает надежное механическое соединение, высокую герметичность сварочного шва. Шовную сварку выполняют как с помощью импульсного излучения с высокой частотой генерации импульсов, так и с помощью непрерывного излучения. Последнее позволяет сваривать толстостенные детали. Основными параметрами процесса шовной импульсной и непрерывной сварки, определяющими качество сварного соединения, считаются: энергия импульса Е, длительность воздействия лазерного излучения на обрабатываемый материал tauи, диаметр сфокусированного излучения d, частота следования импульсов (для ИПР) f и положение фокальной плоскости лазерного луча относительно поверхности свариваемых деталей F. Все параметры обычно определяются экспериментально, в зависимости от требований технического процесса. Приблизительно, tи =10-4...10-2 d = 0.05... 1 мм, средняя скорость сварки - до 5 мм/с, f - до 20 Гц.Качество металла сварных соединений, выполненных непрерывным лазерным излучением, по сравнению с традиционными видами сварки очень высокое.
Как правило, в этом случае механические свойства металла шва превосходят свойства основного металла в исходном состоянии. Повышение механических свойств связано с получением мелкозернистой структуры переплавленного металла и металлургической очисткой и дегазацией расплава сварочной ванны при лазерном воздействии. Принципиально отличается от сварки с неглубоким проплавлением, тем, что при образовании сварного соединения образуется газовый канал, по которому поднимается испаренный металл. Зона провара имеет вытянутую форму, шов не широкий, глубокий. Для защиты шва применяются газы аргон и гелий, помимо защиты они обеспечивают более эффективное проплавление, меняя параметры образующейся плазмы, ускоряют вывод газов, испаренного металла. Можно добиться значительного увеличения глубины проплавления, но качество шва, при высоком расходе газа, ухудшается, появляются поры. Повышения эффективности сварки можно добиться и применением дополнительного источника нагрева. В качестве такого источника может быть использована, например, электрическая дуга, подведенная с любой стороны шва. Увеличивается глубина проплавления, скорость резки. При подведении дуги, сопоставимой по мощности с лазером скорость проплавления увеличивается в четыре раза.
Достоинства лазерной сварки:
1) В отличие от сварки электронным лучом, не требует вакуумной камеры, отсутствует рентгеновское излучение, на луч не влияют магнитные поля, возможна сварка магнитных материалов, так же, сварка лазером дешевле, чем сварка электронным лучом.
2) Пятно нагрева очень мало, при большой глубине проплавления, как следствие малы деформации свариваемых деталей, высокая точность, высокое качество сварного шва.
3) Процесс бесконтактен - возможна сварка в труднодоступных местах, проведение сварки через прозрачные материалы, в жидких прозрачных средах.
4) Гибкая, широкая настройка процесса, без необходимости смены оснастки, легкое перемещение луча по поверхности детали по любой траектории
Что же мешает повсеместному внедрению лазерной сварки? Прежде всего, это высокая стоимость приобретения и эксплуатации оборудования, потребность в специалистах для его обслуживания, невозможность применения при полевых работах, подводных работах, и других.
Однако эти проблемы решаемы, поэтому именно лазерная сварка и является наиболее перспективной, поскольку обладает значительным потенциалом для совершенствования.
Техника безопасностиПри дуговой сварке используют источники тока с напряжением холостого хода от 45 до 80 В, при постоянном токе от 55 до 75 В, при переменном токе от 180 до 200 В при плазменной резке и сварке. Поэтому источники питания оборудуются автоматическими системами отключения тока в течение 0,5 ... 0,9 с при обрыве дуги. Человеческое тело обладает собственным сопротивлением и поэтому безопасным напряжением считают напряжение не выше 12 В.
При работе в непосредственном контакте с металлическими поверхностями следует соблюдать следующие правила техники безопасности:
· Надежная изоляция всех токоподводящих проводов от источника тока и сварочной дуги.
· Надежное заземление корпусов источников питания сварочной дуги
· Применение автоматических систем прерывания подачи высокого напряжения при холостом ходе.
· Надежная изоляция электрододержателя для предотвращения случайного контакта с токоведущими частями электрододержателя с изделием.
При работе в замкнутых помещениях (сосудах) кроме спецодежды следует применять резиновые коврики (калоши) и источники дополни тельного освещения.
· Не допускается контакт рабочего с клеммами и зажимами цепи высокого напряжения.
· Каждый сварочный пост должен быть огорожен негорючими ма териалами по бокам, а вход - асбестовой или другой негорючей тканью во избежание случайных повреждений других рабочих.
· Краска, применяемая для окрашивания стен и потолков постовых кабин, должна быть матовой, чтобы уменьшить эффект отражения светового луча от них.
· Сварочная дуга является источником световых лучей, яркость которых может вызывать ожоги незащищенных глаз при облучении их всего в течение 10 ... 15 с. Более длительное воздействие излучения дуги может привести к повреждению хрусталика глаза и полной потере зрения. Ультрафиолетовое излучение вызывает ожоги глаз и кожи (подобно воздействию прямых солнечных лучей), инфракрасное излучение может вызвать помутнение хрусталика глаза. Стены кабины должны быть окрашены в светлые тона для ослабления контраста с яркостью дуги. При работе вне кабины применяются специальные ширмы и защитные щиты.
· При использовании сварочных аппаратов с применением электронного луча техника безопасности указывается в сопровождающей документации на это оборудование.
· При дуговой электросварке и особенно резке брызги расплавленного металла разлетаются на значительные расстояния, что вызывает опасность пожара. Поэтому сварочные цеха (посты) должны сооружаться из негорючих материалов, в местах проведения сварочных работ не допускается скопление смазочных материалов, ветоши и других легковоспламеняющихся материалов.
При газовой сварке и резке возможность взрывов и пожаров обусловлена применением горючих газов и паров горючих жидкостей, которые в смеси с воздухом могут взрываться при повышении температуры или давления.
Ацетилен образует соединения с медью, серебром и ртутью, которые могут взрываться при температуре выше 120 °С от ударов и толчков.
· При воспламенении карбида при хранении или транспортировке и ацетиленового генератора для тушения необходимо использовать сжатый азот или углекислотный огнетушитель. Для быстрой ликвидации очагов пожаров вблизи места сварки всегда должны быть емкости с водой или песком, лопата, а также ручной огнетушитель.
· Пожарные рукава, краны, стволы, огнетушители должны находиться в легкодоступном месте.
· Пожар может начаться не сразу, поэтому по окончании сварки следует внимательно осмотреть место проведения работ, не тлеет ли что-нибудь, не пахнет ли дымом и гарью.
Заключение
Вышеприведенный анализ показал, что наиболее перспективной с точки зрения качества сварного шва, экономичности, безопасности работы, сферы применения и условий эксплуатации, возможности автоматизации и набора материалов, которые можно сваривать, наиболее перспективна лазерная сварка.
Этот вид сварки позволяет получить очень высокое качество сварного шва в любых пространственных положениях. Причем число видов свариваемых металлов очень велико. Процесс сварки легко поддается автоматизации, участие человека непосредственно в процессе сведено к минимуму, а значит влияние человеческого факта на качество изделия очень невелико.
Очень важным фактором, говорящим в пользу перспективности этого вида сварки является то, что процесс не требует манипуляций с деталью. А осуществляется с помощью изменения направления лазерного луча. Вкупе с возможностью полной автоматизации процесса в перспективе такой вид сварки позволяет создавать высокопроизводительные производственные линии.
И, главное, у лазерной сварки большой простор для развития и совершенствования, что и делает ее самой перспективной.
Список использованной литературы
1) Ю.В. Казаков «Сварка и резка материалов» М. 2003.
2) www.websvarka.ru
3) www.svarkainfo.ru
4) www.laserrezerv.ru
Похожие работы

... отсеке космического корабля «Союз», а пульт управления — в спускаемом аппарате. Вес установки — не превышал 50 кг. В соответствии с общей программой космических исследований первый в мире эксперимент по сварке в космосе был выполнен 16 октября 1969 г.на космическом корабле, «Союз-6». летчиками-космонавтами Г. С. Шониным и В. Н. Кубасовым. После разгерметизации бытового отсека космонавт-оператор ...
... о снижении силы давления дуги на сварочную ванну остается актуальным. 1.4 Цель и задачи исследования Целью настоящей работы является исследование процесса сварки вольфрамовым электродом в аргоне с присадочной проволокой титанового сплава ОТ4 применительно к проблеме повышения качества формирования швов при сварке с повышенной скоростью. Для достижения поставленной цели решались следующие ...
... к деталям толщина последних практически не ограничивается. Особые преимущества этот процесс имеет при соединении разнородных и термочувствительных элементов. Областями использования ультразвуковой сварки являются: производство полупроводников, микроприборов и микроэлементов для электроники, конденсаторов, предохранителей, реле, трансформаторов, нагревателей бытовых холодильников, приборов ...
... полного затвердевания металла. 3. Состав оборудования В состав технологического оборудования, необходимого для выполнения сварочных работ при дуговой механизированной сварке в защитных газах входят: · источник питания; · сборочно-сварочные приспособления; · газовая аппаратура; · приборы газовой магистрали; · сварочный аппарат ( ...
0 комментариев