Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
«СИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ИДУСТРИАЛЬНЫЙ УНИВЕРСИТЕТ»
Кафедра автоматизации информационных систем
ОТЧЕТ
о прохождении практики
на ОАО ЗСМК
Новокузнецк 2010 г.
Оглавление
Введение
Прокатное производство
Структура прокатного производства
Технологический процесс производства
Информационные потоки на участках прокатных цехов
Структура и назначение отделов АСУ ПП4
Структура и назначение АС АДУОМ
Введение
Тяжелая промышленность, а особенно черная металлургия, занимает одно из первых мест в производственной сфере России. С производством черных металлов связано огромное количество экономических, материальных, физических и умственных затрат, что приводит к повышению стоимости производимой продукции.
ОАО ЗСМК имеет замкнутый металлургический цикл и является крупнейшим предприятием отрасли в сибирском регионе страны, предназначенным для обеспечения внутреннего и внешних рынков строительными, машиностроительными профилями металлопроката (катанка, уголок, швеллер, балка арматурная сталь, круглая сталь, проволока).
Строительство комбината было начато в 1957 году, а 27 июля 1964 года был получен первый чугун на доменной печи № 1 объёмом 2000 кубических метров. Эта дата и считается датой вступления комбината в строй.
Развитие комбината в дальнейшем шло с отступлениями от классической схемы строительства предприятий, когда последовательно вводятся объекты всего металлургического цикла. Здесь было принято решение об опережающем вводе прокатных станов в связи с имевшимся дефицитом мелкосортного проката и проволоки для регионов Сибири и Дальнего Востока.
Западно-Сибирский металлургический комбинат по праву считается лидером на внутреннем и внешнем рынках стального строительного проката.
Все цеха комбината можно сгруппировать по основным производствам:
· коксохимическое производство;
· агломерационно-известковое производство;
· доменное производство;
· сталеплавильное производство;
· прокатное производство;
· сталепрокатное производство;
· вспомогательные цехи.
Коксохимическое производство - имеет в своем составе центральную обогатительную фабрику (ЦОФ) по переработке рядовых углей с производительностью 5 млн. тонн угольного концентрата в год, коксовые цехи первый и второй, состоящие из семи батарей и имеющие производительность 5,4 млн. тонн в год; газы и смола, образующиеся в период коксования, поступают в химические цехи, где из них вырабатывают нафталин, бензол, толуол и другие продукты.
Агломерационно-известковое производство - это комплекс, в состав которого входят дробильно-сортировочная фабрика, агломерационный цех с тремя аглолентами, имеющий производительность 7,75 млн. тонн агломерата в год, цех насосно-шламового хозяйства, цех обжига известняка с двенадцатью обжиговыми печами, имеющий производительность 950 тыс. тонн в год.
Доменное производство имеет три доменных печи, две из них имеют полезный объем три тысячи кубических метра, одна - 2 тыс. кубических метра. Первая печь имеет производительность 1,45 млн. тонн в год, третья – 1,9 млн. тонн в год. Каждая печь имеет по четыре воздухонагревателя. Давление газа под колошником составляет от 1,8 до 2,5 атмосфер; в дутье содержится 35% кислорода, расход дутья составляет от 3800 до 3900 кубических метров, минимальная температура достигает 1300 градусов.
Сталеплавильное производство самое крупное подразделение, объединяет пять самостоятельных цехов:
· кислородно-конвертерный цех №1, оснащенный тремя конвертерами емкостью по 160 тонн;
· кислородно-конвертерный цех №2 с двумя конвертерами емкостью по 350 тонн, установкой «печь-ковш», сортовой и слябовой МНЛЗ;
· цех подготовки составов;
· копровый цех;
· цех смоломагнезитовый.
Прокатное производство.
Обжимной цех.
Обжимной цех является основным звеном завода в цепи по производству сорто-вого проката. Основное его назначение – изготовление из слитков конвертерной стали заготовок для сортовых прокатных станов.
Состоит из 4 основных технологических участков:
· нагревательных колодцев с пролетами;
· слиткоподачи;
· технологического(нагревательных колодцев);
· КИПиА.
Нагревательные колодцы разделены на 12 групп по 4 и имеют 4 дымовые трубы. Отапливаются смесью природного, коксового и доменных газов. Подача слитков производится по 3 ж/д путям. После нагрева слитки клещевыми кранами выдаются на слитковозные тележки кольцевой слиткоподачи и подаются на приемные рольганги стана 1250.
Среднесортный цех.
Непрерывный среднесортный стан включает: участок печей, участок собствен-ного стана и холодильника, участок отделки и отгрузки готового проката. 3 нагре-вательные печи – методические, с шагающий подом, оборудованы машиной безударной выдачи. Собственно стан состоит из 16 клетей, разделенных на 4 группы – 3 черновые (по 3 клети) и одну чистовую(7 клетей). Холодильник реечный, двухсекционный, длиной 120м. Участок отделки представляет собой самостоя-тельные технологические линии, включающие оборудование для правки, порезки, проката на заданные длины, контроля качества и т.д.
Сортопрокатный цех.
Имеет 3 прокатных стана:
· мелкосортный стан “250-2”
· проволочный стан “250-1”
· мелкосортный стан “250-1”
На мелкосортных станах “250-1” “250-2” прокат круглый и арматурный произво-дится как горячекатаный так и термически упрочненный.
Вальцетокарный цехВальцетокарный цех является структурным подразделением прокатного произ-водства. Предназначен для обеспечения прокатных станов комбината калиброван-ными валками, деталями привалковой арматуры, шаблонами для контроля разме-ров профилей прокатной продукции. Также осуществляет Сталепрокатное производство в следующем составе:
· цех по производству проволоки и метизов;
· цех по производству сварных труб;
· цех по производству сварочных электродов;
· цех товаров народного потребления.
Вспомогательные цехи - к ним относятся цехи сетей и подстанций, теплосиловой, кислородный, газовый, которые снабжают комбинат электроэнергией, топливом, паром, газом, сжатым воздухом, питьевой и промышленной водой. На комбинате шесть железнодорожных станций Северная, Западная, Долинная, Химическая, Стальная, и Восточная.
Структура прокатного производства
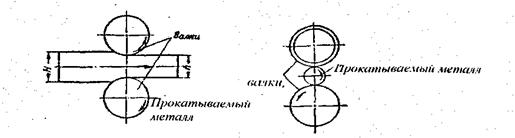
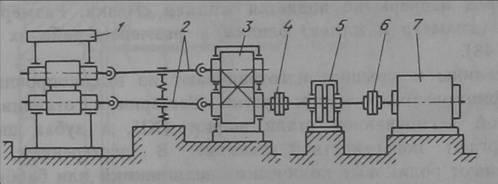
Прокатным станом называют комплекс машин и агрегатов, предназначенных для пластической деформации металла в валах (собственно прокатки), дальнейшей ее обработки (плавки, резки и др.) и транспортирования. Кроме того, в прокатных цехах установлены нагревательные печи и колодцы, печи для обжига и нормализации, устройства для очистки поверхности, лужения и оцинковыванная полосы, станки для шлифования и нарезки калибров валков. Все это, а также подъемные краны и другое оборудование не входят в понятие “прокатный стан “, однако они необходимы для обеспечения работы прокатного цеха и выпуска готовой продукции требуемого качества
Прокатное производство представляет собой комплекс взаимосвязанных технологических переделов, определяющих качество прокатной продукции и технико-экономические показатели работы прокатных цехов. Развитие современного прокатного производства базируется на использовании нового, более совершенного нагревательного, прокатного и отделочного оборудования, характеризующегося точностью ряда технологических процессов и операций, более высокими скоростями и интенсивными режимами работы, всевозрастающими массами исходного продукта, повышением качества исходного слитка и непрерывно литой заготовки.
Чугун, получаемый в доменных цехах, перерабатывают в конвертерах или электрических печах в сталь. Запас жидкого чугуна, обеспечивающий бесперебойную работу сталеплавильных цехов, содержится в отопительных хранилищах (миксерах).
Чугун из доменного производства поступает в сталеплавильное производство, где в конвекторах варится сталь. Производительность одного конвектора в первом конверторном цехе 120 тонн, а во втором цехе 370 тонн. После разливки в изложницы и взвешивания сталь направляют в прокатные цеха, где в стрипперном отделении их извлекают из изложниц и направляют на прокат.
Технологический процесс производства проката состоит из двух стадий: прокатки слитка в полу прокат и прокатки полу проката в готовое изделие.
Охлажденные слитки из конверторного цеха поступают в обжимной цех, где в нагревательных колодцах их нагревают до необходимой температуры (около 1300-1500 С). Преимущество нагревательных колодцев для нагрева слитков заключается в следующем:
1. Нагрев слитков в колодцах производится быстрее и равномернее, т.к. вертикальное положение слитков позволяет пламени охватывать их со всех сторон.
2. Не требуется кантовка нагреваемых слитков.
3. Допускается посадка в колодцы горячих слитков с не застывшей сердцевиной, т.к. их вертикальное положение исключает возможность смещения усадочной раковины.
Нагретые до заданной температуры слитки подаются клещевым краном на слитковоз (тележку - опрокидыватель). Слитковоз подвозит слиток к приемному рольгангу и опрокидывает на него слиток. Слиток подается к стану всегда узким концом вперед, что облегчает условие его захвата валками. Если слиток необходимо повернуть, то используют поворотный стол. В валках происходит прокатка слитка до требуемого размера. После проката получается полупродукт, который называется блюмы, слябы или заготовки. Блюмы представляют собой раскаты квадратного сечения с закругленными углами и слегка вогнутыми сторонами размером 140 - 450 мм. Слябы имеют прямоугольное сечение, их толщина 100-250 мм. Радиус закругления углов допускается до 30 мм. Получившейся полупродукт отправляют на склад или заказчику. Заказчиком может являться среднесортный, мелкосортный стан или сторонние передельные металлургические производства. Отгрузка этого продукта производится из обжимного цеха.
Для дальнейшего передела заготовки по рольгангам автоматически, без участия человека, доставляются к месту назначения, т.е. среднесортный или мелкосортный станы. Это осуществляет НЗС (Непрерывно - заготовочный стан).
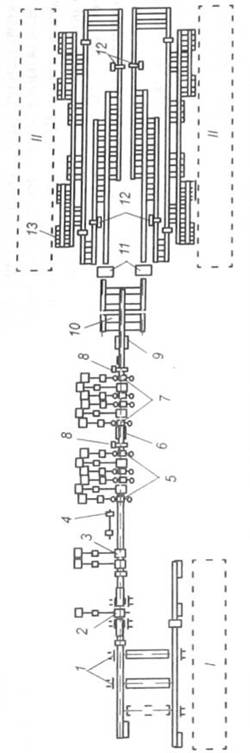
Непрерывный среднесортный стан 450 имеет в своем составе: 3 нагревательных печи (2 из которых постоянно работают, а 1 в ремонте), 16 прокатных клетей, установленных на одной линии, 4 ножниц, 2 холодильника.
Технологический процесс прокатки осуществляется следующим образом:
подготовленные заготовки подают на приемные механизированные стеллажи, с которых поштучно передают на рольганг и транспортируют к печи. Нагревательная печь, работающая на газовом топливе, обеспечивает нагрев заготовки до 1180-1230 градусов. Из печи заготовки выталкивают через боковое окно выдачи. При необходимости нагретая заготовка ножницами может быть разрезана на две части. Далее ее транспортируют к первой клети непрерывной черновой группы. В последующих клетях осуществляют деформацию раската в соответствующих калибрах. При нормальном процессе прокатки осуществляют резку переднего конца каждого раската ротационными ножницами и далее раскат прокатывают в последующих клетях. На выходе раската готового профиля из последней клети при помощи постоянно включенных ротационных ножниц осуществляют резку его на длины, не превышающие длину холодильника. Раскаты с рольганга сбрасывают на один из холодильников реечного типа с помощью распределительного устройства. После этого полосы раската поступают на адьюстаж, где их сортируют, увязывают, взвешивают и складируют в штабеля или отправляют потребителю.
На мелкосортном стане 250 происходят аналогичные с 450 станом технологические процессы, но прокат осуществляется в две нити (линии), что увеличивает количество клетей до 24.
Информационные потоки на участках прокатных цеховРассмотрим информационные потоки прокатных цехов на примере среднесортного цеха. На станах сортопрокатного цеха информационные потоки являются идентичными.
Заготовка заказывается ПРБ среднесортного цеха обжимному цеху в соответствии с месячным объёмом заказов стана. Спецификации на заготовку составляются на каждый из прокатываемых в данном месяце профилей и передаются в обжимной цех.
В спецификациях на заготовку указывается :
· дата начала и окончания прокатки данного профиля;
· на какой профиль заказывается заготовка;
· сечение заказываемой заготовки;
· длина заказываемой заготовки;
· ГОСТ и ТУ на химический состав заготовки;
· марка стали;
· количество тонн заказываемой заготовки по каждой марке стали.
В случае необходимости указывается дополнительно назначение заготовки: «экспорт», «мостосталь», «судосталь», ограничение по химическому составу заготовки, термоупрочнение.
Посадка заготовок в печь осуществляется в соответствии с заданием на посадку, выданным ПРБ.
В задании на посадку заготовки указывается :
· на какое число месяца и где выписано данное задание;
· прокатываемый профиль;
· сечение заготовки;
· длина заготовки;
· количество тонн заготовки по каждой выписанной марке стали, имеющейся на складе обжимного цеха на начало суток;
· марка стали;
· ГОСТ и ТУ на хим.состав заготовки;
· количество тонн, выписанных в посадку, по каждой марке стали;
· в случае необходимости дополнительные требования к химическому составу и назначению заготовки ( экспорт, мостосталь, судосталь и т.д.).
Участок приемных решеток
Подача заготовок в печи осуществляется через приемные решетки стана или транзитом, по тракту подачи горячей заготовки.
Перед подачей заготовок на загрузочные решетки сдатчик металла обжимного цеха на плавку, назначенную в посадку, предъявляет карточку плавки, выписанную контролером ОТК 11 поста обжимного цеха.
Посадчик металла стана сверяет с заданием на посадку соответствие данной плавки условиям заказа и определяет необходимое количество металла для выполнения заказа.
В случае подачи плавки с разрывом на каждую партию заготовок на основании карточки выписывается паспорт :
· контролер ОТК обжимного цеха на заготовку для переката на экспорт, конструкционный металл и переназначенный металл в обжимном цехе;
· контролер ОТК ССЦ на весь остальной металл.
В паспорте указывается :
· номер плавки;
· марка стали;
· прокатываемый профиль;
· количество заготовок.
После передачи каждой партии заготовок в карточке плавки отмечается количество оставшихся заготовок данной плавки. С последней партией заготовок вместе с паспортом передаётся карточка плавки.
Карточка плавки или паспорт после согласования с посадчиком подписывается контролером ОТК среднесортного цеха. Для посадчика металла разрешением на посадку является карточка плавки или паспорт плавки.
Контролер ОТК ССЦ принимает карточку плавки или паспорт плавки, проверяет соответствие плавки условиям заказа и передает карточку или паспорт контрольному мастеру ОТК для организации контроля и дальнейшего сведения баланса плавки после ее прокатки на готовый профиль.
Посадка горячей заготовки транзитом производится по тем же документам, что и посадка холодной заготовки через приемные решетки. Предварительная информация о плавке передается с ПУ-11 НЗС контролером ОТК обжимного цеха контролеру ОТК среднесортного цеха по телефону.
С загрузочных решеток карточку плавки старший контролер ОТК уносит на участок ОТК в СГП, где они хранятся.
Участок стана
При прокатке связь между постами управления происходит при помощи селекторной связи, по телефону. В журналах на постах делаются соответствующие отметки о номере плавки, марки стали, сечении заготовки и прокатываемый профиль.
Участок СГП
На весовых СГП контролером ОТК производится приём металла.
Принятая и аттестованная ОТК в соответствии с заказами продукция, отгружается по фактическому весу. Аттестация плавок конструкционного металла и металла с ручной маркировкой производится только контрольным мастером или старшим контролером.
Основанием для отгрузки является счет-фактура, выдаваемая отделом сбыта и штабельная карточка. Внутрицеховая накладная ( штабельная карточка ) заполняется клеймовщиком-весовщиком и подписывается клеймовщиком-весовщиком, контролером приёмки, бригадиром отделки передаётся бригадиру по приёмке и сдаче готовой продукции и хранится в диспетчерской адьюстажа.
Контролер ОТК по представлению готовых вагонных норм бригадиром по приёмке и сдаче готовой продукции проверяет годность в соответствии с заказом, после чего передаёт накладную ( штабельную карточку ) бригадиру по сдаче готовой продукции.
После погрузки металла бригадир проставляет на накладную дату отгрузки, грузополучателя, станцию назначения, номер вагона, номер бригады, отгрузившей металл, фамилию машиниста крана, грузившего вагон, ставит подпись и вместе со счет - фактурой передаёт в ОТК сертификатчику.
Сертификат выписывается в трёх экземплярах на каждый вагон и подписывается мастером или старшим контролером ОТК. Один экземпляр сертификата отправляется с железнодорожной накладной, один со счетом, один в архив.
Поля и графы сертификата заполняются данными в соответствии с технологической инструкцией по оформлению документов в ОТК.
Сертификат должен содержать следующие данные :
· наименование или товарный знак изготовителя;
· наименование потребителя;
· марку стали;
· номер плавки и номер партии;
· профиль продукции, букву, обозначающую точность прокатки, вес, размеры;
· химический состав стали;
· номер соответствующего стандарта или ТУ;
· заключение ОТК о полном соответствии всем требованиям стандарта;
· результаты всех испытаний, предусмотренные стандартами, в том числе и факультативные;
· данные о группах и категориях стали по свойствам, качеству поверхности, назначению и т.д., предусмотренные стандартом.
Дирекция комбината необходима для управления всеми процессами производств, для сбора и упорядочивания данных, обеспечивающих слежение за бесперебойной работой производства.
Прокатное производство занимается соответствующим выпуском разновидной продукции, управляет процессом прокатки, занимается организацией работ, их координированием с поставщиками и заказчиками, а также улучшением технологии производства, внедрением новых процессов производства и повышением их рентабельности.
ОАСУ (отдел автоматизированной системы управления) - занимается координацией всех подразделений, отделов АСУ во всех цехах производств между собой, следит за исключением дублирования в работе между подразделениями АСУ, осуществляет заказ новой техники, следит за рейтингами компаний, занимающихся программным и аппаратным обеспечением (для приобретения более рентабельных средств).
АСУ прокатного производства обеспечивает полную автоматизацию технологических процессов, занимается составлением отчетов и бухгалтерских учетов. Подразделяется на информационную и технологическую системы. Информационная система производит сбор информации с нижнего уровня для дальнейшей обработки. Технологическая система производит сбор информации о технологическом процессе и управляет отгрузкой готовой продукции. Технологическая и информационная системы в совокупности представляют собой комплекс планово-экономических показателей.
Экспедиция осуществляет сбор и оформление товаросопроводительной документации на отправку готовой продукции прокатных цехов.
Пользователи представляют собой бухгалтерию, отдел кадров, планово-экономический отдел (ПЭО), планово - распределительное бюро (ПРБ), с соответствующими рабочими местами. В общем, пользователи подводят баланс о ходе производства.
ПРБ осуществляет прием портфелей заказов, т.е. то, что будет производить цех на данный период, предоставляет план на отгрузку готовой продукции.
ОТК - отдел технологического контроля - в него поступают сведения о количественном и качественном составе продукции на отгрузку. Вся документация отправляется на станцию отгрузки, потребителю и в информационно-вычислительный центр комбината.
БОТ - бюро организации труда занимается непосредственно организацией труда.
ПКО - проектно-конструкторский отдел.
ООТиЗ - отдел охраны труда и заработной платы.
Структура АС ОДУОМ
Структура АС ОДУОМ включает ряд подсистем, реализованных в виде информационно взаимосвязанных автоматизированных рабочих мест (АРМов):
· подсистема администрирования системы (АРМ «Администратор»);
· подсистема оперативного оформления товаросопроводительной документации на отгружаемую металлопродукцию (АРМ «Сертификатчик»);
· подсистема оперативного оформления ж/д накладных и учета отгрузки готового проката (АРМ «Приемосдатчик»);
· подсистема своевременного контроля отгружаемой продукции (АРМ «Отгрузка»);
· подсистема контроля качества отгружаемой продукции (АРМ Контрольный мастер ОТК).
В разработке АС ОДУОМ принимают участие следующие структурные подразделения комбината:
· исполнитель проекта - инженерный центр АСУ ОДУОМ
· заказчик и главный консультант - прокатное производство ОАО ЗСМК.
Назначение системыАС ОДУОМ предназначена для:
· оформления товаросопроводительной документации на отгружаемую металлопродукцию;
· своевременного обеспечения оперативной информацией технологического и управленческого персонала прокатного производства, сотрудников УППП, УВЭС, представителей фирм-потребителей металлопроката;
· повышения оперативности и достоверности формирования документов на отгружаемую продукцию, а также сокращение трудозатрат на их подготовку.
Подробнее назначение АС ОДУОМ будет рассмотрено по подсистемам.
Основной функцией АРМа «Администратор» является связь с ИВЦ комбината. АРМ «Администратор» обеспечивает своевременный прием с ИВЦ комбината данных портфеля заказов и передачу на ИВЦ данных об отгрузке продукции, полученных при оформлении сертификатов. Кроме этой основной функции в АРМ включены сервисные функции, необходимые для поддержания работы АС ОДУОМ.
АРМ «Сертификатчик» предназначен для ввода, корректировки, удаления и занесения в БД количественных и качественных показателей отгружаемого металлопроката; оформления и выдачи на печатающее устройство сертификатов качества на отгружаемую продукцию.
АРМ «Приемосдатчик» предназначен для оформления и выдачу на печатающее устройство транспортных накладных на вагоны, рапортов и справок для СПЦ и управления реализации, формирования и передачу данных для производственного отдела.
АРМ «Отгрузка» предназначен для оформления и выдачу на печатающее устройство справок и документов об отгрузке металлопроката, необходимых для учета и принятия решений по отгрузке металлопродукции.
АРМ «Контрольный мастер ОТК» предназначен для приема, обработки информации, поступающей из лаборатории механических испытаний (АРМ «Мех.испытания»); формирования баз данных для смежных систем; печати дубликата сертификата.
Целями создания АС ОДУОМ являются:
· 100% выполнение цехами прокатного производства договорных обязательств;
· повышение ритмичности производства;
· снижение штрафов за нарушение сроков поставки;
· предоставление информации управляющему персоналу и смежным АСУ;
· повышение оперативности и достоверности формирования документов;
· исключение отгрузки металлопродукции через “закрытые” железнодорожные станции;
· повышение оперативности контроля за отгружаемой металлопродукцией.
Рассмотрим каждый АРМ подробней:
арм «контрольный мастер отк»
Назначение системыДанный АРМ предназначен для приема, обработки информации, поступающей из лаборатории механических испытаний (АРМ «Мехиспытания»), ввода, корректировки, архивирования и отзыва из архива информации, формирования баз данных для смежных систем, печати документов.
Взаимодействие с другими АРМамиКомплекс задач данного АРМа непосредственно связан со следующими задачами:
· АРМ «Мехиспытания» лаборатории механических испытаний (ЛМИ) ЦЗЛ комбината;
· АРМ «Сертификатчик» (АС ТСД);
· АРМ «Администратор» (АС ТСД).
Использование данного АРМа обеспечивает повышение оперативности и достоверности формирования документов на отгружаемую продукцию, а также сокращение трудозатрат на их подготовку.
Результат решения задачиРезультатом решения задачи является:
· прием данных о механических свойствах металлопродукции;
· данные для формирования сертификатов в АРМе «Сертификатчик»;
· архивы мехсвойств и данных химанализа;
· печатные формы дубликатов сертификатов;
· печатные формы документов по отозванным сертификатам и дубликатам.
арм “администратора”
Назначение АРМаДанный АРМ предназначена для приема, обработки информации, поступающей из смежных подсистем, ввода, корректировки, удаления и сохранения информации, формирования баз данных для смежных систем и оформления требуемых документов.
Комплекс задач АРМа “Администратор”АРМ "Администратор" предназначен для своевременного приема с ИВЦ комбината данных портфеля заказов и передачи на ИВЦ данных об отгрузке продукции, полученных при оформлении сертификатов.
Кроме этой основной функции в АРМ включены сервисные функции, необходимые для поддержания работы системы оперативного оформления товаросопроводительной документации и учета отгрузки металла на складе готовой продукции обжимного цеха ОАО "ЗСМК".
Взаимодействие с другими АРМами системыКомплекс задач АРМа «Администратор» непосредственно связан со всеми АРМами АС ОДУОМ СГЗ:
· АРМом «Сертификатчик»;
· АРМом «Приемосдатчик»;
· АРМом «Отгрузка»;
· АРМом «Контрольный мастер ОТК».
АРМ «Администратор» формирует нормативно-справочную информацию, которая используется в каждом АРМе АС ОДУОМ СГЗ. АРМ «Администратор» просматривает любую информацию, формируемую АРМами АС ОДУОМ СГЗ.
Результат решения задачиРезультатом решения задачи является:
· своевременный прием с ИВЦ комбината данных портфеля заказов;
· передача на ИВЦ данных об отгрузке;
· поддержания работы системы оперативного оформления товаросопроводительной документации и учета отгрузки металла в обжимном цехе ОАО "ЗСМК".
арм «отгрузка»
Назначение АРМаДанный АРМ предназначен для обработки информации, поступающей из смежных подсистем и предоставления информации об отгрузке металлопроката в удобной для пользователя форме.
Комплекс задач АРМа “Отгрузка”Комплекс задач АРМа “Отгрузка”:
· вывод необходимой информации на экран или на печатающее устройство;
· формирование документов.
Взаимодействие с другими АРМами системыКомплекс задач данного АРМа непосредственно связан со следующими задачами:
· АРМом «Приёмосдатчик» в котором формируется таблица F_SKLAD, F_SKLARX, PN_NMST, PN_NMPT, PN_NMPL, PN_NPRRT;
· АРМом «Администратор» в котором формируются таблицы PN_DEK, PN_POTR, PN_TPRF, PN_ZAK.
· Результат решения задачи
Результатом решения задачи является выдача на печатающее устройство справок и документов об отгрузке металлопроката.
арм «Приемосдатчик»
Назначение АРМаДанный АРМ предназначен для приема, обработки информации, поступающей из смежных подсистем, ввода, корректировки, удаления и сохранения информации, формирования баз данных для смежных систем и оформления требуемых документов.
Комплекс задач АРМа “Приемосдатчик”Комплекс задач АРМа “Приемосдатчик”:
· прием информации по межмашинной связи (автоматический ввод);
· ввод информации о факте отгрузки металла с клавиатуры и ее отображение на экране;
· просмотр нормативно-справочной информации;
· корректировка информации;
· удаление информации из таблиц;
· сохранение информации;
· оформление документов.
Взаимодействие с другими АРМами системыКомплекс задач данного АРМа непосредственно связан со следующими задачами:
· АРМом “Сертификатчик” в случае, когда “Сертификат качества” оформлен на ПЭВМ. При этом используется таблица SKLAD;
Результат решения задачиРезультатом решения задачи является:
· выдача на печатающее устройство ж\д накладной;
· выдача на печатающее устройство отчетных документов;
· занесение в базу данных (БД) информации об отгрузке металлопродукции заказчику;
· информация о потребителях и ж\д станциях, для которых требуется предварительная визировка.
арм «сертификатчик»
Назначение АРМаДанная автоматизированная система предназначена для приема, обработки информации, поступающей из смежных подсистем, ввода, корректировки, удаления и сохранения информации, формирования баз данных (БД) для смежных систем и оформления требуемых документов.
Комплекс задач АРМа “Сертификатчик”Комплекс задач АРМа “Сертификатчик”:
· прием информации по межмашинной связи (автоматический ввод);
· ввод информации о факте отгрузки металла и ее отображение на экране;
· работа с нормативно-справочной информацией;
· корректировка информации;
· удаление информации из баз данных;
· сохранение информации;
· оформление документов.
Взаимодействие с другими АРМами системыКомплекс задач данного АРМа непосредственно связан со следующими задачами:
· АРМом “Контролер (контрольный мастер) ОТК”, при этом используются таблицы XA , XAD , MEXSV , MEXD ;
· АРМом “Приемосдатчик”, в котором используется таблица SKLAD , формируемая данным АРМом;
· АРМом “Администратор”;
· при работе АРМа используются базы данных, входящие в портфель заказов.
Результат решения задачиРезультатом решения задачи является:
· выдача на печатающее устройство сертификатов качества;
· занесение в БД информации об отгрузке металлопродукции заказчику.
Описание системы Информационное обеспечение Описание информационного обеспеченияИнформационное обеспечение АС ОДУОМ состоит из следующих групп наборов данных, находящихся на SQL-сервере:
PORTFEL – база данных, хранящая информацию портфеля заказов;
СПРАВОЧНИКИ - база данных, хранящая нормативно-справочную информацию;
SGP - база данных, хранящая оперативную и архивную информацию;
MEX_XIM - база данных, хранящая данные, переданные из ЛМИ.
Описание организации информационной базыИсходная информация, поступающая на вход системы, заносится в соответствующие наборы данных. Периодически накопленная информация обрабатывается по различным показателям, с использованием определенных алгоритмов, и на выходе системы появляется итоговая, или результирующая информация.
Информационная база данных АС ОДУОМ строится на базе сетевого программного обеспечения типа MS SQL Server 2005. фирмы Microsift в среде Windows Server 2003 той же фирмы. Функционируя на SQL Server, система управления базами данных (СУБД) обеспечивает полный спектр операций с файлами и записями на основе языка T-SQL. Автоматически поддерживается обработка транзакций, синхронизация доступа пользователей к одним и тем же файлам и записям.
Рассмотрим рационализаторскую задачуна примере «Приема портфеля»
Краткое описание существовавшего решения, его недостатки:
В связи с внедрением новых технологий появилась возможность передачи и приема информации из систем верхнего уровня более оперативно и без участия оператора по оформлению ТСД.
До модернизации АРМа “Администратор” информация поступала и передавалась следующем образом:
1.Прием портфеля заказов на отгрузку:
- УЭ ИС подготавливал и выкладывал портфель заказов с плановыми показателями в виде текстовых файлов на сервер NEPTUN. Формирование осуществлялось согласно заданному расписанию (каждые три часа в дневную смену). В случае появления нового заказа и отсутствия его в базе, оператор связывался с начальником смены УЭ ИС, который формировал внеочередной портфель;
- оператор по оформлению ТСД копировал файлы с сервера NEPTUN и осуществлял прием текстовых файлов через АРМ “Администратор”, проверял на целостность переданные файлы, фиксировал в журнале время приема и размер полученных файлов.
2.Передача данных на отгружаемую продукцию:
- оператор по оформлению ТСД по заданному расписанию (четыре раза в сутки)
формировал текстовые файлы для передачи в отдел сбыта комбината и копировал их на сервер NEPTUN. Сверял количество переданных данных с имеющимися в наличии сертификатами. УЭ ИС принимал их и загружал в базу отдела сбыта.
- в случае отгрузки экспорта то же самое проделывал только для загрузки в базу таможенного отдела контроля.
Основным недостаткам ручного формирования информации является большая трудоемкость, временные задержки по передаче данных, необходимость постоянного контроля информации.
Решение:
Функции оператора взяли на себя задачи сервера, которые запускаются в определенные моменты времени. Передача отгрузки осуществляется каждые 6 мин., прием портфеля каждые 20 мин. круглосуточно. Это позволяет использовать данные об отгрузке и портфеле заказов оптимально оперативно.
Для реализации функции приема портфеля заказов между двумя разными системами (серверами) потребовалось создать вспомогательные базы данных, таблицы и программные модули.
На сервере ПП (SQL 2000) была создана новая база данных OBMEN и в ней на основе старых созданы временные таблицы EXPORT_250, FAKTURA_250, SHAPKA_250, POZICIA_250, TEXDOPTR_250 и оперативные таблицы EXPORT, FAKTURA, PORTFP, PORTFR, TEXDOPTR. Каждые 20мин идет опрос баз данных УС ИС на сервере POSEIDON на существование новых заказов в случае положительного ответа эти заказы копируются в оперативные таблицы, после чего с помощью хранимых процедур перекодируются и вставляются в оперативные таблицы. АРМы АС ОДУОМ работают уже непосредственно с ними. Эту функцию осуществляет задача на сервере ПП “ Приём портфеля ”. Полученная база данных OBMEN является единой, ей пользуются как на участке СГП, так и СГЗ. Весь процесс занимает около одной минуты.
Для описания используется язык запросов к БД – SQL.
Шаг №1. Прием фактур.
if exists (select * from [OBMEN].dbo.sysobjects where id = object_id(N'[dbo].[FAKTURA_250]') )
drop table [OBMEN].[dbo].[FAKTURA_250]
SELECT *
INTO [OBMEN].dbo.FAKTURA_250
FROM POSEIDON..OTL_ZANAR.FAKTURA_250
WHERE (STDT>GETDATE()-60 OR STIZ>GETDATE()-35) AND (UKPR = 1 OR UKPR =3)
Шаг №2. Прием позиций.
if exists (select * from [OBMEN].dbo.sysobjects where id = object_id(N'[dbo].[POZICIA_250]') )
drop table [OBMEN].[dbo].[POZICIA_250]
SELECT *
INTO [OBMEN].dbo.POZICIA_250
FROM POSEIDON..OTL_ZANAR.POZICIA_250
WHERE (STDT>GETDATE()-10 OR STIZ>GETDATE()-10) AND (UKPR = 1 OR UKPR =3)
Шаг №3. Прием реквизитов.
if exists (select * from [OBMEN].dbo.sysobjects where id = object_id(N'[dbo].[SHAPKA_250]') )
drop table [OBMEN].[dbo].[SHAPKA_250]
SELECT *
INTO [OBMEN].dbo.SHAPKA_250
FROM POSEIDON..OTL_ZANAR.SHAPKA_250
WHERE (STDT>GETDATE()-10 OR STIZ>GETDATE()-10) AND(UKPR = 1 OR UKPR =3)
Шаг №4. Прием экспорта.
if exists (select * from [OBMEN].dbo.sysobjects where id = object_id(N'[dbo].[EXPORT_250]') )
drop table [OBMEN].[dbo].[EXPORT_250]
SELECT *
INTO [OBMEN].dbo.EXPORT_250
FROM POSEIDON..OTL_ZANAR.EXPORT_250
WHERE (STDT>GETDATE()-10 OR STIZ>GETDATE()-10) AND (UKPR = 1 OR UKPR =3)
Шаг №5. Прием тех.доп.требований.
if exists (select * from [OBMEN].dbo.sysobjects where id = object_id(N'[dbo].[TEXDOPTR_250]') )
drop table [OBMEN].[dbo].[TEXDOPTR_250]
SELECT *
INTO [OBMEN].dbo.TEXDOPTR_250
FROM POSEIDON..OTL_ZANAR.TEXDOPTR_250
WHERE (STDT>GETDATE()-10 OR STIZ>GETDATE()-10) AND (UKPR = 1 OR UKPR =3)
Похожие работы
... ножами. Размеры полуфабриката контролируются путем замера штангенциркулем, шаблоном и металлической рулеткой и др. Итоги поплавочного контроля, обработка и забракование полуфабриката фиксируются в специальном журнале. Подготовка металла к прокатке Технологический процесс прокатного производства в различных стадиях обработки металла (нагрев, прокатка, охлаждение и др.) связан с ...
... необходимым вернуться к рассмотрению этих вопросов вновь, тем более, что можно многое использовать из ранее проделанной работы. Вредные выбросы прокатных цехов в атмосферу В прокатном производстве, как и в остальных производствах, имеются организованные технологические и неорганизованные выбросы. Основной источник технологических выбросов - нагревательные колодцы, ...
... правилам безопасности: «Общим правилам безопасности для предприятий и организаций металлургической промышленности», утвержденным Госгортехнадзором СССР 13 мая 1987 г.; «Правилам безопасности в прокатном производстве», утвержденным Минчерметом СССР 25 мая 1977 г.; «Правилам техники безопасности и производственной санитарии при холодной обработке металлов», утвержденным Президиумом ЦК профсоюза ...
... - 77 и др. или ТУ. В заводских технологических инструкциях обычно приводятся более подробные данные о допустимой величине поверхностных дефектов на используемых заготовках, установленные с учетом специфики технологии производства проката на сортовых станах, условий нагрева металла, применяемых систем калибровок валков, средств отделки готовой продукции и т.д. Стандартизованы также требования к ...
0 комментариев