Федеральное агентство по образованию РФ
ГОУ ВПО УГТУ-УПИ
Кафедра ТИМ
Отчет по второй производственной практике
"Работа дуговой сталеплавильной печи и способы оптимизации ее параметров"
Студентка Гильмутдинова С.И.
Группа Мт-43051
Преподаватель Матюхин В.И.
Руководитель практики Искаков Р.В.
Екатеринбург2007
Содержание Введение
Структура завода, состав основных и вспомогательных цехов
Выбор технологии и оборудования для технического перевооружения сталеплавильного производства
Техника и технология плавки в современной дуговой печи
Введение
Бывший Надеждинский. завод, основанный в 1896 г, был построен с целью прокатки рельсов на базе мартеновского передела древесно–угольного чугуна из чистых окаленных руд Богословского горного округа. Рельсы и профили для рельсовых скреплений предназначались для прокладки Транссибирской железнодорожной магистрали. В 1931 г. производство рельсов было прекращено и завод перешел на выпуск качественной сортовой стали для машиностроения.
ОАО "Металлургический завод имени А.К. Серова" один из старейших металлургических заводов с полным металлургическим циклом на Урале и в России. Для выживания в новой рыночной ситуации завод должен иметь возможность выпускать продукцию, которая по своим эксплутационным характеристикам и ценам не уступает продукции конкурентов на внутреннем и мировом рынке.
В настоящее время номенклатура продукции предприятия, предлагаемой покупателям, достаточно широка и включает: прокат стальной горячекатаный квадратный, круглый и шестигранный; прокат калиброванный; прокат круглый со специальной отделкой поверхности; заготовка трубная; сталь буровая пустотелая; прутки круглые высокой точности из высокопрочной стали; уголки стальные горячекатаные равнополочные; заготовка квадратная горячекатаная; чугун передельный; шлак доменный гранулированный; купорос железный технический.
Продукция завода широко используется во всех отраслях промышленности страны и поставляется на экспорт в ближнее и дальнее зарубежье. Потребителями завода являются различные машиностроительные предприятия: "ГАЗ", "УАЗ", "ВАЗ", "Красноярский завод комбайнов", "Уралэлектротяжмаш", "Уралмаш" и др. А также металлургические, конструкционные заводы и другие предприятия из разных городов РФ: Самары, Саратова, Екатеринбурга, Иркутска, Воронежа, Челябинска, Новосибирска, Мурома, Уфы, Казани, Елабуги и других городов.
Из стран ближнего зарубежья основными потребителями являются такие страны как Казахстан, Украина, Белоруссия и Узбекистан.
Самые крупные зарубежные потребители – это фирмы из Италии, Лихтенштейна, Франции, а также Великобритании, Германии и Китая.
Предприятие ОАО "Металлургический завод им. А.К. Серова" по уровню применяемой технологии и технической оснащенности производства, по рабочему состоянию металлургических агрегатов и основных фондов, по наличию обученного и квалифицированного персонала может обеспечить освоение и выпуск высококачественной металлопродукции. Но так как основные фонды завода устарели и не могут обеспечить подлежащее качество продукции, то в настоящее время на предприятии ведется реконструкция всех основных производств.
В последние два десятилетия в мировой металлургии идет технологическая революция. Промышленно развитые страны провели ее форсированно в 1980-1990 годы. Революция эта до последнего времени шла в обход России. Поэтому сегодня необходимо выбрать правильные ориентиры стратегического развития и начать их реализацию.
Сегодня заводу необходимо вписаться в эту технологическую революцию, обеспечив условия для возврата старых и завоевания новых рынков сбыта продукции.
Эти обстоятельства явились основой для принятия руководством ООО "УГМК-Холдинг" решения об утверждении разработанной "Программы развития, реконструкции и технического перевооружения ОАО "Металлургический завод им. А.К. Серова""
При разработке проекта использован передовой зарубежный и отечественный опыт реконструкции металлургических заводов, что позволяет определить их в некоторых вопросах выбора используемого оборудования и технологии. Для реализации проекта потребуется привлечение инофирм для поставки некоторого высокоэффективного оборудования, не имеющего отечественных аналогов.
В последнее время появилась тенденция к переходу от мартеновского способа производства стали к электросталеплавильному, который является более дешевым и производительным благодаря меньшим потерям материалов и большей интенсивности производства. Кроме того, благодаря внепечной обработке стали снижается расход дорогих ферросплавов, брак и отходы.
На базе существующего сортамента должна быть увеличена технологическая гибкость производства, что позволит в короткий период перестраиваться в зависимости от конъюнктуры рынка.
Структура завода, состав основных и вспомогательных цехов
План завода представляет собой схему комплексного размещения на определенной площадке металлургических и вспомогательных производств с учетом технологических и архитектурно - строительных решений, обеспечивающих наиболее экономический вариант строительства и эксплуатации завода.
ОАО "Металлургический завод им. А.К. Серова" имеет агломерационное, доменное, сталеплавильное, калибровочное и сортопрокатное производство.
Агломерационное производство
В состав его основного технологического оборудования входят две агломашины. Спекание агломерата производится на 2-х аглолентах, площадь спекания которых составляет 30 и 50 кв. м, при этом аглолента №1 выведена в резерв и работает только при постановке аглоленты №2 на ремонт. Сейчас аглолента №2 находится на консервации.
Основные задачи цеха:
- производство нескольких видов агломерата для доменного и электросталеплавильного цехов: офлюсованный, неофлюсованный, никелевый, железофлюс, бокситовый;
- производство негашеной извести;
- приемка, хранение и отгрузка доломита.
Агломерационный цех поставляет доменному цеху агломерат, электросталеплавильному цеху – агломерат, доломит, известь.
Доменное производство
В состав основного технологического оборудования цеха входят три доменные печи:
доменная печь №1 – полезный обьем 260 м (остановлена на консервацию 06.05.97 г.),
доменная печь №3 – полезный обьем 205 м (задута после консервации 25.09.97 г.),
доменная печь №5 – полезный обьем 212 м .
Все печи находятся в общем каркасе, постановочные пути чугуна и шлака общие, расположенные в здании поддоменника, вдоль оси доменных печей. В настоящее время в доменном цехе постоянно работают 2 доменные печи, которые обеспечивают стабильную работу трех мартеновских печей.
Цех в основном работает на агломерате, поступающем с агломерационного цеха, а также на окатышах с Качканарского ГОКа и привозном коксе в основном из регионов Алтая и Кузбасса.
Основные задачи цеха:
- производство передельного чугуна для электросталеплавильного цеха, чугуна литейному цеху для отливки изложниц и другого чугунного литья;
- производство товарного чугуна;
- производство граншлака.
Мощность цеха составляет 609 тыс. т. чугуна в год.
Электросталеплавильный цех
В состав основного технологического оборудования цеха входит четыре мартеновские печи с "основным" подом садкой по 180 тонн. Мощность цеха составляет 865 тыс. тонн стали в год. В цехе выплавляется более 200 марок стали углеродистых и легированных. В номенклатуре имеются стали содержащие никель и молибден, легированные бромом и титаном, ванадием и другими элементами. В 1998 году была освоена технология производства свинецсодержащих сталей. Выплавляется более 200 различных наименований марок стали углеродистых и легированных, согласно ГОСТу и ТУ, а также многих зарубежных стандартов (типа DIN, AISI и др.). Шихтовка плавки: 50-60 % твердого лома и скрапа, остальное – заливка жидкого чугуна. Технологическое топливо – природный газ и мазут. Выпуск стали осуществляется по желобу в 2 ковша емкостью до 90 тонн. Разливка стали ведется из сталеразливочных ковшей с применением шиберного затвора. Сталь разливается сифонным способом в уширенные кверху изложницы массой 5,25 и 5,7 тонн под слоем шлакообразующей экзотермической смеси с утеплением прибыльной части слитка люнкеритом. Изложницы устанавливаются на железнодорожных составах.
Мартеновские печи оборудованы пароиспарительным охлаждением, за печами установлены котлы-утилизаторы.
С 2003 года запущена ковш-печь итальянской фирмы "Даниели" для внепечной обработки стали. Цех производит более 200 марок высококачественной стали. В настоящее время мартеновский цех находится в процессе реконструкции. Ведется строительство современного сталеплавильного комплекса.
В состав цеха входят следующие пролеты: шихтовой, печной, разливочный, консольный (раздевание слитка) и передача на железнодорожных платформах на нагревательные колодцы стана 850 крупносортного цеха, копровое отделение и отделение для подготовки к разливке железнодорожных составов с изложницами (двор изложниц), расположенных на отдельной площадке.
Основные задачи цеха:
- выплавка высококачественной стали заданного состава;
- обеспечение крупносортного цеха горячими слитками.
В настоящее время технология производства стали в электросталеплавильном цехе ОАО "Металлургический завод им. А.К.Серова" представлена следующей схемой: выплавка полупродукта стали в дуговой сталеплавильной печи с системой "Данарк", легирование и присадка шлакообразующих в сталеразливочном ковше при выпуске металла из печи, внепечная обработка на установке ковш-печь и вакууматоре типа VOD (при необходимости), разливка на сортовой МНЛЗ или в изложницы на составе.
Дуговая сталеплавильная печь спроектирована и изготовлена фирмой "Даниэли" и введена в эксплуатацию в конце 2006 года. После пуска печи из-за технических и технологических проблем длительное время она работала нестабильно, с низкими технико-экономическими показателями. Для вывода агрегата на проектную мощность были сформулированы следующие основные задачи:
Обеспечение высокого уровня надежности всего комплекса оборудования;
Подбор квалифицированного технологического и ремонтного персонала;
Грамотное руководство процессом освоения технологии, высокая квалификация работников технических служб;
Разработка оптимального энерготехнологического режима с постоянным отслеживанием результатов его работы и при необходимости динамичной корректировкой по ходу плавки;
Материальная заинтересованность технологического персонала в результатах своей работы;
Четкое видение перспектив развития технологии выплавки на любой стадии процесса отработки технологии;
Высокий уровень организации производства и минимизация технологических простоев.
В данных условиях практически все задачи были последовательно и успешно выполнены.
Крупносортный цех
Прокатное производство представлено крупносортным и сортопрокатным цехами.
Крупносортный цех имеет линейный стан "850", состоящий из 3-х частей блюминга "900", черновой и чистовой клетей. Стан прокатывает слитки весом 5,7 т, поступающие из мартеновского цеха с максимальным сечением 668 *668 мм. Слитки прокатываются на квадратную передельную заготовку 140-170 мм. для передела в сортопрокатном цехе и товарный круглый сортовой прокат диаметром 150-280 мм. поперечного сечения с интервалом 10 мм. и квадрат размером 140, 154, 156 мм. нагрев слитков перед прокаткой производится в семи группах одноместных нагревательных колодцах (165 ячеек) регенеративного типа, шесть из которых работают как подогревательные, а одна (30 ячеек) предназначена для окончательного нагрева металла до 1100-1200 С. Топливо – смесь природного (4- 6%) и доменного (94-96%) газов.
Обжимная клеть (блюминг) имеет с передней и задней стороны манипуляторы для передачи раската из калибра в калибр, манипулятор с передней стороны оборудован вильчатым кантователем. Черновая и чистовая клети с передней и задней стороны оборудованы передвижными столами, с помощью которых раскаты перемещают между клетями и задают калибр.
Квадратная заготовка размером 140 и 170 мм поперечного сечения производится для дальнейшего перепроката на станах "450" и "320" сортопрокатного цеха. Для отгрузки на сторону, в том числе на экспорт, производится квадратная заготовка размером 140, 154, 156 мм. Круглый прокат доля экспорта после охлаждения проходит дополнительную обработку, обдирку на бесцентрово-обдирочных станках по 5 мм на сторону.
Слитки, поступающие из мартеновского цеха с температурой 700-900 С, дополнительно нагреваются до температуры 1100-1200 С в индивидуальных ячейках нагревательных регенеративных колодцах, а затем прокатываются на линейном 3-х клетьевом стане "850".
После проката и порезки его на мерные длины на пилах горячей резки ударного действия, он охлаждается на воздухе в пирамиде или при необходимости в термосах замедленного охлаждения. Затем прокат правится на правильном прессе усилием 1600 тонн, при необходимости обдирается, осматривается и принимается контролерами ОТК, увязывается в связки. С помощью переносного прибора проводится УЗК (ультразвуковой контроль) металла. Для удаления дефектов имеются 7 абразивно-шлифовальных станков. Для отжига проката в цехе имеются 4 камерные печи.
Основные задачи цеха:
- производство готового проката;
- производство передельной заготовки для сортопрокатного цеха.
Сортопрокатный цех
Металл поступает из крупносортного цеха в холодном состоянии в виде квадратной заготовки 170 и140 мм. Заготовка нагревается в методических печах до нужной температуры и прокатывается соответственно кв.170 на стане "450", кв.140 на стане "320" на прутки.
Размеры прокатываемых профилей:
на стане "450":
- круглый профиль – 32-90 мм;
- шестигранный профиль – 32-75 мм;
- квадратный профиль – 50, 60, 80 мм;
- уголок размером 63 мм.
на стане "320":
- круглый профиль – 11-32 мм;
- шестигранный профиль – 12-29 мм;
- буровая пустотелая сталь круглая 32 мм, шестигранная 22,25 мм и пустотелая сталь для двигателей погружных насосов кругла 26 и 31 мм;
- освоена прокатка арматурной стали в кругах 14, 16, 18, 20 мм.
Длина прокатных прутков – на стане "450" до 6 м;
на стане "320" до 11,7 м.
Стан "450" среднесортный, ленейного типа. Состоит из обжимной клетки 680, чистовой линии и из 4 клетей, участка горячей резки и охлаждения металла. Передача раската из клети в клеть производится посредством шлепперов. Резка металла осуществляется 2-мя салазковыми пилами. После раскроя полосы на пилах прутки поступают на секции цепного холодильника, где происходит их клеймение и остывание.
Стан "320" мелкосортный, линейного типа. Состоит из обжимной клети 550, чистовой линии из 8-ми клетей, участка резки и охлаждения проката. Передача раската из клети в клеть в чистовой линии осуществляется по средством обводных аппаратов. В последнюю 8-ю клеть раскат задается вручную. Для получения проката повышенной точности за 7-ой клетью установлены дополнительно 2-е жесткие клети. Для получения проката с особыми свойствами за чистовыми клетями расположена установка высокотемпературной термомеханической обработки металла (ВТМО).
Охлаждение проката производится на новом плито-реечном холодильнике, после чего металл раскраивается на мерные длины на прессе холодной резки.
На адьюстаже сортопрокатного цеха (СПЦ) металл осматривается, правится на правильных машинах, сортируется и увязывается в связки.
Основные задачи цеха:
- выпуск сортового проката;
- выпуск подката для калибровочного цеха.
Калибровочный цех
Калибровочный цех работает в составе 2-х участков. На участке калибровочного цеха №1 производится волочение (калибровка) металла в соответствии с заказами. Перед волочением прокат травится с целью уборки окалины на прутках.
Основные задачи цеха:
- производство калиброванного проката с выполнением следующих операций:
- термообработка проката в камерных печах с выкатным подом;
- подготовка металла к волочению (правка, острение, зачистка подката);
- травление металла в растворе серной кислоты;
- волочение металла круглого и шестигранного сечения в холодном состоянии;
- производство круглых профилей на бесцентровообдирочных станках (со специальной отделкой поверхности);
- рекристаллизационный отжиг металла на установках ТВЧ;
- производство нефтенасосных штанг;
- производство пустотелого проката для валов погружных электродвигателей.
Выбор технологии и оборудования для технического перевооружения сталеплавильного производстваВыбор технологии и конструкции агрегатов определяет марочный сортамент выплавляемых сталей, требования потребителя к качеству продукции, продолжительность технологических циклов выплавки, внепечной обработки и разливки стали, а также экономическая целесообразность того или иного способа обработки.
Для сохранения традиционных достоинств СЕРОВСКОЙ стали с низким содержанием цветных примесей целесообразно закрыть мартеновское производство, но сохранить в шихте сталеплавильного агрегата первородное сырье в виде жидкого чугуна. Это позволит сохранить в составе завода горнорудные подразделения и агло-доменное производство. Для обеспечения жидким чугуном ДСП в объеме 30-40% общего состава шихты необходимо иметь в работе две доменные печи, а одна будет находиться в резерве или ремонте.
Общепринятая в мировой металлургии самая современная технологическая цепочка при производстве стали, позволяющая получить сталь практически любого химсостава с высоким уровнем качества, удовлетворяющим любого потребителя, следующая:
- современный сталеплавильный агрегат (кислородный конвертор, дуговая сталеплавильная печь с подогревом лома или без него);
- внепечная обработка для рафинирования жидкой стали в составе печи-ковша и вакууматора;
- машина непрерывной разливки стали в сечения, наиболее приближенные к готовому профилю с целью снижения энергетических затрат на дальнейших переделах;
- прямая прокатка с использованием тепла после непрерывной разливки.
Учитывая мировую тенденцию по опережающему росту производства стали электросталеплавильным способом, который за счет совершенствования процесса достиг по объемам 34% мирового производства и по затратам стал конкурентоспособным с конверторным способом производства, предлагается установить 80 т ДСП переменного тока с сушкой лома, с объемом производства 700 тыс. тонн в год.
Как показала практика, применение 1 тонны металлолома экономит 4-5 тонн рудного сырья, 1,2 тонны коксующихся углей, снижает выбросы в атмосферу загрязняющих веществ в 6,5 раза, уменьшает расход энергоресурсов по всему металлургическому циклу в 3 раза. Приоритетное развитие вторичной металлургии с использованием современных процессов электроплавки и прокатки должно стать одним из направлений структурной перестройки черной металлургии России. Использование мощных электропечей обеспечит экономию до половины энергозатрат по сравнению с предприятиями полного металлургического цикла.
Мировой опыт говорит о том, что передельные мини-заводы на базе электроплавки обеспечивают в 1,2 раза выше производительность, чем ведущие комбинаты России.
Прогресс электросталеплавильного производства в технике и технологии, сокращение удельных энергозатрат на единицу продукции, максимально возможное приближение электропечей по производительности к уровню конверторов, а также экологичность электросталеплавильного производства делают его более привлекательным в металлургии. В области производства оборудования электродуговых печей для выплавки стали мировыми лидерами являются фирмы: Даниели (Италия), ФАИ-Фукс и СМС Демаг (Германия). Новейшие решения (система "Данарк" и шахтный подогреватель), которые они внедрили в конструкцию печей и технологию электроплавки в дуговых печах трехфазного тока, практически свели на нет все былые преимущества электропечей, работающих на постоянном токе.
Учитывая более высокую аварийность печей на постоянном токе из-за сложности, низкой стойкости и несовершенства токопроводящих узлов подины крупнотоннажных печей, значительно большие капитальные затраты (до 30-50%) для ввода их в эксплуатацию, одинаковый расход электродов привели к тому, что сейчас большинство металлургических фирм предпочитают устанавливать высокомощные печи на переменном токе.
Сталеплавильный агрегат в данном случае будет использоваться только для плавления шихты, дефосфорации и обезуглероживания металла, а все старые традиционные операции по десульфурации, легированию, доводке по температуре, усреднению по химсоставу, температуре и снижению содержания неметаллических включений выполняются в агрегате ковш-печь.
На результаты работы и технико-экономические показатели современной ДСП, оснащенной газокислородными горелками, устройствами для вдувания углеродсодержащих порошковых материалов практически не влияет выплавляемый сортамент за исключением высоколегированных нержавеющих и быстрорежущих сталей. При этом малые потери металла делают его дешевле, чем при мартеновском или конвертерном способе производства.
Последней стадией внепечной обработки стали является вакуумирование.
Сегодня в мире наиболее распространенными способами вакуумирования являются:
- циркуляционное вакуумирование (RH метод);
- порционное вакуумирование (RM метод);
- ковшевое вакуумирование (VD/VOD метод).
Первые два метода применяются на крупных печах с большой производительностью (150-350т). Вакуумирование в вакуумной камере применяется в небольших ковшах (50-100 тонн) с более разнообразной производственной программой. Кроме того, эксплуатационные затраты у таких вакууматоров намного меньше, а обслуживание их намного проще.
Снижение содержания азота, кислорода и водорода в стали путем вакуумирования в последнее время становится обязательным требованием к определенным маркам стали, имеющим наиболее ответственное назначение.
Кроме того, по прогнозу специалистов в начале 21 века разовьется тенденция к росту потребления нержавеющего металла из-за интенсивного вытеснения простого металла долговечным нержавеющим даже из традиционных областей его применения. Метод VOD позволяет производить нержавеющие или специальные марки стали, которые не могут быть выплавлены в обычных ДСП. Это хромистые нержавеющие и другие стали с очень низким содержанием углерода (С= 0.03%).
Вакуумирование позволит улучшить качество продукции и получить прирост прибыли за счет увеличения цен на продукцию. Кроме того снизятся затраты на обработку металла в крупносортном цехе.
В настоящее время технология производства стали в электросталеплавильном цехе ОАО "Металлургический завод им. А.К.Серова" представлена следующей схемой: выплавка полупродукта стали в дуговой сталеплавильной печи с системой "Данарк", легирование и присадка шлакообразующих в сталеразливочном ковше при выпуске металла из печи, внепечная обработка на установке ковш-печь и вакууматоре типа VOD (при необходимости), разливка на сортовой МНЛЗ или в изложницы на составе.
Дуговая сталеплавильная печь спроектирована и изготовлена фирмой "Даниэли" и введена в эксплуатацию в конце 2006 года. После пуска печи из-за технических и технологических проблем длительное время она работала нестабильно, с низкими технико-экономическими показателями. Для вывода агрегата на проектную мощность были сформулированы следующие основные задачи:
Обеспечение высокого уровня надежности всего комплекса оборудования;
Подбор квалифицированного технологического и ремонтного персонала;
Грамотное руководство процессом освоения технологии, высокая квалификация работников технических служб;
Разработка оптимального энерготехнологического режима с постоянным отслеживанием результатов его работы и при необходимости динамичной корректировкой по ходу плавки;
Материальная заинтересованность технологического персонала в результатах своей работы;
Четкое видение перспектив развития технологии выплавки на любой стадии процесса отработки технологии;
Высокий уровень организации производства и минимизация технологических простоев.
В данных условиях практически все задачи были последовательно и успешно выполнены.
Техника и технология плавки в современной дуговой печи.
Минимизация расходов на сырье и энергоносители, доля которых в производстве электростали превышает 70%, является основным направлением развития техники и технологии плавки в дуговой печи.
Стальной лом. На современном этапе развития электрометаллургии, исходя из цены материалов, составляющих металлическую часть шихты, можно отметить, что металлический лом остается самым доступным шихтовым материалом. Так, по прогнозу Международного института черной металлургии к 2010 г. мировой спрос на стальной лом должен возрасти до 435-440 против 379 млн.т/год в 2000г.
Основные источники лома- это отходы, образующиеся, во-первых, при производстве черных металлов, во-вторых, при потреблении черных металлов в металлообработке и строительстве, в-третьих, амортизационный лом, образующийся в процессе ликвидации основных средств, проведении капитальных и текущих ремонтов, а также так называемого выбытия сменного оборудования, оснастки, приспособлений и инструмента, и, в-четвертых, бытовой лом и "прочие" источники его сбора – шлаковые отвалы, заводские свалки и т.п. На долю стального лома, который образуется в металлургическом производстве, приходится на сегодняшний день около 40% его общего потребления. Важно, что это наиболее качественный лом, как правило, не требующий существенной подготовки к использованию.
В настоящее время цена стального лома возрастает, при этом из-за необходимости перевозки металлолом становится дорогим, а легковесный без переработки в местах сбора – нерентабельным.
Крупные специализированные компании по переработке лома вкладывают деньги в оборудование, которое позволяет перерабатывать и смешанный, и легковесный лом. Поэтому, при сохранении объемов качественного крупногабаритного металлолома, растет доля переработанного лома. Прежде всего, пакетированного, полученного прессованием и резкой, а также шредерного.
Качество углеродистого стального лома определяется следующими основными параметрами, которые обуславливают его реальную стоимость:
- замусоренность лома, характеризующаяся содержанием железа в ломе и оказывающая влияние на технико-экономические и экологические аспекты выплавки стали;
- величина содержания остаточных элементов (в первую очередь таких, как медь, хром, никель, олово, молибден, цинк), которая определяет возможность выполнения требований к химическому составу готовой стали;
- насыпная плотность (разделение на легкий, средний и тяжелый лом) и максимальные размеры кусков стального лома (мелкий с длиной кусков до 100 мм, средний – от 100 до 400 и крупный – до 1000 мм) оказывает непосредственное влияние на количество подвалок шихты и другие технико-экономические показатели плавки.
Плотная завалка шихты обеспечивается оптимальным соотношением различных видов лома. Как правило, в ДСП рекомендуется вводить 15-20% мелкого лома, 40-50% крупного и 30-45% среднего. Обычно насыпная плотность лома в бадье составляет 0,7-0,9 т/м3.
Форма и размер кусков лома определяют скорость плавления и, соответственно, расход энергии. Различие в размере "идеального" и "трудного" лома может существенно повысить расход энергии (до 40 кВт*ч/т). При наличии в ломе органических соединений, пластмасс, дерева, воды, льда, бетона расход энергии может увеличиться на 30 кВт*ч/т.
На расход энергии влияет количество загружаемых бадей шихты. Считается, что загрузка каждой бадьи требует дополнительных затрат энергии около 10 кВт*ч/т, при том работа печи с жидким остатком способствует более стабильному горению дуг и снижает расход энергии на 15 кВт*ч/т.
Стальной лом является возобновляемым сырьевым материалом, который в промышленно развитых странах имеется в достаточном количестве. Поэтому необходимость его полнейшего использования весьма актуальна, поскольку позволяет получить экономию энергии и уменьшить выброс парниковых газов.
Металлизованное сырье. При необходимости, например, снижения содержания цветных металлов в готовой стали, наряду с металлическим ломом в шихту электропечей вводят альтернативные железосодержащие шихтовые материалы. Как правило, применение альтернативных материалов ограничено технологическими причинами и высокой ценой.
Железо прямого восстановления (DRI), к которому относятся металлизованные окатыши, характеризуется довольно высоким содержанием углерода и чрезвычайно низкой концентрацией вредных примесей (S, P, Cu, Ni, Cr, Sn, As).
Горячебрикетированное железо (HBI) при равной степени металлизации железа также отличается низкой концентрацией вредных примесей (P, Cu, Ni, Cr, Sn, As). Вместе с тем, имеет пониженную концентрацию углерода (около 0,5%) и повышенное содержание серы (примерно 0,025%).
Ввод DRI и HBI в рабочее пространство печи, проводят, как правило, непрерывно во время плавления.
Передельный чушковый чугун как шихтовый материал для электросталеплавильных печей обладает значительным энергетическим потенциалом, благодаря высокому содержанию углерода и кремния. Чушковый чугун в сравнении со стальным ломом имеет следующие особенности: низкую концентрацию цветных металлов; высокое содержание серы и фосфора; большую насыпную плотность.
Однако неоправданно большое количество чугуна в шихте требует увеличения продолжительности плавки из-за необходимости дополнительного обезуглероживания.
Применение в завалку электропечи жидкого чугуна. Энергетически выгодно из-за выделения дополнительной химической энергии, но и ввода в ванну физического тепла. Температура жидкого чугуна перед заливкой в печь составляет 1150-1350˚С, при этом его теплосодержание достигает 223-272 кВт*ч/т, что обеспечивает при замене 1% лома жидким чугуном около 2,23-2,72 кВт*ч/т дополнительной энергии.
Химические реакции окисления кремния и марганца при содержании 1% жидкого чугуна в шихте дополнительно вносят около 1,40 кВт*ч/т. Содержание углерода в чугуне обеспечивает поступление тепла от его окисления в количестве 0,5 кВт*ч/кг. Кроме того, следует учитывать энергию растворения углерода, которая составляет около 0,6 кВт*ч/кг. Поэтому суммарный вклад 1% жидкого чугуна в тепловой баланс плавки составляет примерно 4,3 кВт*ч/т.
Однако, по некоторым данным, несмотря на снижение расхода энергии и сокращение продолжительности плавки, при работе на жидком чугуне, себестоимость готовой стали возрастает примерно в 1,3-1,5 раза. Стоит отметить, что в условиях дефицита стального лома и наличия избыточного количества передельного чугуна на металлургическом комбинате такой технологический вариант может быть экономически целесообразен даже для производства стали массового сортамента. Вместе с тем, существует оптимальное с точки зрения себестоимости готового полупродукта соотношение чугун- лом. Существуют расчетные данные, по которым для определенных конкретных условий производства (масса плавки 165 т) экономически оптимальное количество жидкого чугуна в шихте составляет окло 30%.
На основании вышеизложенного можно заключить, что в настоящее время прямая альтернатива применению стального лома в шихте современной ДСП отсутствует, поэтому технология электроплавки стали массового сортамента с целью минимизации издержек, как правило, предусматривает загрузку в электропечь 100% стального лома.
Энергетический баланс плавки. Наиболее очевидным фактором, характеризующим повышение конкурентоспособности электростали, является реализация и постоянное совершенствование идеи высокопроизводительной ДСП.
Очевидно, что применение ДСП как плавильного агрегата позволило снизить общие затраты тепловой энергии за счет более эффективного использования энергии мощной электрической дуги при минимальной продолжительности плавки. Поэтому энергетический баланс плавки, наряду с технологическим аспектом, в значительной мере характеризует технический уровень современной ДСП – ее рациональную архитектуру, быстродействие механизмов, автоматизацию технологических операций и надежность работы устройств.
Так, общие энергетические затраты современной ДСП снижены в среднем на 25% в основном благодаря сокращению потерь тепла печью. Потери тепла сократились почти наполовину в основном за счет: сокращения общей продолжительности плавки; увеличения КПД электрической дуги; минимизации продолжительности нахождения жидкой стали в печи, применению "болота", вспенивания шлака, пневматического перемешивания ванны, автоматизации плавки, эффективного использования химической энергии монооксида углерода печной атмосферы за счет ввода дополнительного количества кислорода в рабочее пространство печи с помощью специальных устройств различной конструкции. Немаловажно, что при этом отпала необходимость в перегреве стали для проведения последующей десульфурации шлаковыми смесями, усреднения инертным газом в ковше и наведения рафинировочного шлака в печи. Положительно сказалось на тепловом балансе вторичное использование сваренного печного шлака предыдущей плавки.
Приходная часть баланса современной электропечи по структуре в основных чертах соответствует классической. Так, химическая энергия составляет около 30% и выделяется в результате: окисления компонентов шихты; химических элементов жидкой ванны; добавок, которые вводят в рабочее пространство печи, например, дисперсного углерода; при окислении графитированных электродов.
Количество энергии , которую вносят высокотемпературные источники энергии (электрическая дуга и факел топливо-кислородной горелки) составляет соответственно около 70%, при этом доля энергии, вносимой топливо-кислородными горелками незначительна и не превышает 5-7% общего прихода энергии.
Энергия высокотемпературных источников тепла.
Электрическая дуга. Электрическая энергия в ванну современной ДСП вводится в режиме пониженных значений рабочего тока на ступенях вторичного напряжения до 1500 В, что является весомой причиной сокращения расхода технологической электроэнергии и электродов и существенного улучшения технико-экономических показателей процесса. Уменьшение силы рабочего тока при увеличении длины дуги лимитируется переходом дуги в режим неустойчивого горения, который в первом приближении наступает при λ>0,85.
Согласно типовой характеристике энергетического режима плавки с одной подвалкой в современной ДСП продолжительность работы трансформатора составляет около 85% общего времени и делится по уровню вводимой мощности на три этапа.
Быстрое проплавление колодцев после завалки (60-70% лома ) или подвалки с целью защиты свода печи от излучения и замыкание электрической дуги на "болото". Продолжительность этапа составляет 1-2 минутыю Для того, чтобы уменьшить энергетический уровень дуг, работают на одной или двух ступенях напряжения с относительно короткими дугами и коэффициентом мощности (λ=0,75), что несколько стабилизирует горение электрической дуги в контакте с холодным ломом.Как только электроды достигают "болота", работа дуг стабилизируется и можно увеличить их мощность до максимума, этому способствует улучшение контроля электрического режима и отсутствие резких скачков тока.
Как показывает практика плавки стали в современных ДСП, на втором этапе плавления лома необходимо вводить максимальную активную мощность. Вторичное напряжение повышают, длина электрической дуги возрастает, поскольку футеровка печи полностью экранирована шихтовыми материалами. Печь работает с коэффициентом мощности равным 0,80-0,81.
В конце плавки на третьем этапе плавления лома мощность электрической дуги в некоторых случаях принято снижать. Завершающий этап проводят при высоком значении силы тока в сочетании с пониженным напряжением.
Электрический режим плавки также влияет на расход энергии. Существует мнение, что при работе на длинных дугах расход ее повышается. Чем меньше падение напряжения на дуге, тем меньше расход энергии. Но при этом необходимо учитывать, что важнее: расход энергии или производительность печи. На печах постоянного тока расход энергии снижается на 10 кВт*ч/т при уменьшении потери напряжения на дуге с 800 до 700 В. Установлено, что наиболее эффективной величиной падения напряжения на дуге являются 450 В для трехфазных печей и 600 В – для печей постоянного тока.
Качество вспенивания шлака определяет теплоперенос от дуги к жидкой ванне, а его толщина и свойства могут изменить расход энергии на +_20 кВт*ч/т. Так, по оценкам исследователей, в случае открытой горящей дуги ее суммарный КПД составляет около 36%. Если дуга погружена в шлак на часть своей длины, то пропорциональное количество энергии, которая в первом случае терялась, передается расплавленной ванне. Поэтому контроль состояния шлака в ходе плавки приобретает весьма важное значение. В настоящее время разработаны системы непрерывного контроля качества вспенивания шлака, которые используют информацию об уровне шумовыделения, интенсивности излучения, амплитуд высших гармоник напряжения дуги.
Топливно- кислородные горелки. Для того, чтобы ускорить плавление лома в холодных местах рабочего пространства и не затягивать наступление момента полного плавления лома и получения активной по всей поверхности шлаковой ванны применяют дополнительную энергию топливо- кислородных горелок. Горелки включают сразу после завалки. Суммарная продолжительность работы горелок зависит от физических свойств загруженного скрапа, и колеблется от 15 до 20 минут, что обычно составляет 20-35% времени плавки. Считается, что средний термический КПД горелок равен 50-60%. Тем не менее, для печей с высоким потреблением электроэнергии преимущество использования горелок состоит не в частичном замещении электроэнергии факелом, а в том, что шихта расплавляется одновременно во всем рабочем пространстве печи. Обычно топливом служит природный газ. В зависимости от его состава теплота сгорания природного газа колеблется в пределах от 9 до 12 кВт*ч/т,среднее значение 10,5 кВт*ч/т. Для сжигания 1 м3 газа требуется около 2 м3 кислорода.
Химическая энергия.Рассмотрим технологические приемы современной плавки, которые позволяют при применении в шихте ДСП 100% стального лома, химический тепловой потенциал примесей которого ничтожен, достигнуть высокого уровня поступления химической энергии.
На основании сопоставительной оценки прихода тепла химических реакций при проведении классической и современной технологии плавки можно сделать следующие выводы:
- приход тепла химических реакций при проведении окислительных процессов, как по классической, так и по современной технологии приблизительно одинаков;
- приход тепла за счет высокозатратных попутных источников энергии в современной печи значительно снижен и составляет около 15% против 50% и более в классической (окисление железа, графитированных электродов, а для случая классической технологии производства электротехнической стали – раскисление шлака и металла ферросилицием, силикокальцием и алюминием );
- приход тепла в результата окисления примесей металлосодержащей части шихты в современной плавке примерно в 2 раза ниже.
Отсечка печного шлака. Для выпуска плавки печь наклоняют на несколько градусов в положение слива металла перед тем, как открыть выпускное отверстие. Обычно материал заделки выпускного отверстия самопроизвольно высыпается, а за ним сразу же начинается выпуск жидкого полупродукта. Чрезвычайно важно, чтобы скорость наклона не была большой, так как может произойти переполнение эркера, который покрыт водоохлаждаемыми панелями. С другой стороны, уровень зеркала расплава в эркере должен быть постоянным и составлять величину, равную менее, чем три диаметра сталевыпускного отверстия, в противном случае в ковш во время выпуска стали из-за образующейся воронки будет затянут шлак.
Возвращают печь в нормальное состояние с максимальной скоростью для того, чтобы шлак не попал в ковш в конце выпуска.
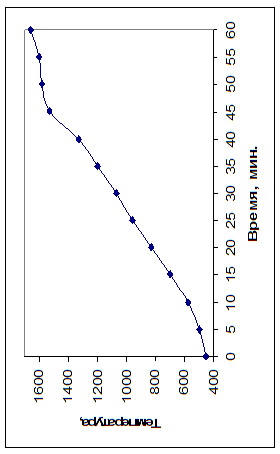
Тепловые потери. Продолжительность плавки в современных дуговых печах составляет от 30 до 60 мин. Тепловые потери в среднем равны 0,4 кВт*ч/(т*мин), но к концу плавки они достигают максимального значения – до 1,7 кВт*ч/(т*мин). На основании промышленного опыта считают, что при продолжительность межплавочных простоев от 8 до 38 мин теплопотери незначительны, даже при работе с жидким остатком, и они обычно не превышают 0,4 кВт*ч/(т*мин). Практика эксплуатации печей показывает, что теплопотери через водоохлаждаемые панели зависят от толщины гарнисажа. Так, для открытых поверхностей водоохлаждаемых панелей удельные теплопотери на 1 м2 составляют 3 кВт*ч/т. Кроме того, в случае возникновения течи водоохлаждаемых элементов расход энергии может увеличиться на 15 кВт*ч/т.
Экология.
Наиболее грязным в экологическом плане является мартеновское производство, а электросталеплавильное является достойной альтернативой конвертерному.
Сталелитейные компании мира инвестируют значительные средства в охрану окружающей среды. Основная доля полученных средств направляется на системы газо- и водоочистки, остальные используют для подготовки твердых отходов к утилизации.
Согласно решению Европейской экономической комиссии ООН, принятому на семинаре "Экологические аспекты применения чистых технологий, рационального использования энергоресурсов и утилизации отходов в черной металлургии", внешние кредиты на реконструкцию будут предоставляться при наличии экологической программы как составной части бизнес-плана реконструкции предприятий в целом. Такой подход предоставления кредитов должен служить залогом того, что выделяемые средства не будут израсходованы, например, на ремонт устаревшего оборудования. Таким образом, лишь те предприятия стран СНГ, которые концентрируют свои усилия и инвестиции на создание конкурентоспособной продукции, производимой без ущерба для окружающей среды, смогут обеспечить рынок сбыта своей продукцией.
Стоит отметить, что жесткая позиция западных стран по отношению к процессу экологизации металлургического производства в странах СНГ обусловлена общепринятыми принципами "честной конкуренции" на мировом рынке стали.
Похожие работы
... их попадание в цех; кроме того, камера существенно снижает в цехе уровень шума, вызываемого электрическими дугами. 4. Автоматизированное управление процессом плавки Дуговая электросталеплавильная печь является мощным трехфазным агрегатом с соответствующим силовым электрическим оборудованием. Высокотемпературные дуги обеспечивают расплавление шихты и нагрев ванны до нужной температуры. Каждая ...
... этой модели одним из основных параметров является непрерывный контроль температуры металла и внутренней поверхности огнеупорной кладки. Измерение температуры свода электросталеплавильной печи Куполообразный водохлаждаемый свод несет наибольшую функциональную нагрузку. В своде предусмотрены технологические отверстия для отвода плавильных газов, подачи сыпучих, ввода трех электродов и отбора ...
... быть универсальными и легко реализуемыми в уже имеющейся АСУ ТП УПСА. 2 РАЗРАБОТКА АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ СБОРА, ОБРАБОТКИ И ОТОБРАЖЕНИЯ ИНФОРМАЦИИ НА УПСА 2.1 Проверка достоверности и восстановления первичной информации на УПСА Работоспособность системы автоматизированного управления технологическими процессами зависит от совершенства подсистемы формирования исходной информации. ...

... 2.1 Разработка и обоснование алгоритма функционирования и структурной схемы проектируемого устройства На основе проведенного исследования методов и устройств компенсации реактивной мощности в системах электроснабжения преобразовательных установок поставим задачу проектирования. Необходимо синтезировать устройство компенсации реактивной мощности для систем электроснабжения преобразовательных ...
0 комментариев