Министерство образования и наук Украины
Сумский государственный университет
Кафедра «Технология машиностроения, станки и инструменты»
Расчет настройки токарно – затыловочного станка модели 96
Индивидуальное задание
по дисциплине «Металлообрабатывающие оборудование»
Сумы 2007
Настройка токарно – затыловочного станка модели К96 для затылования червячной фрезы с винтовыми канавками.
1. Цепь главного движения
1.1 Ротор э/д М; шпиндель V;
1.2 nэ об/мин ротора э/д М → nш об/мин шпинделя V;
![]() (1)
(1)
где V – скорость резанья при зубодолблении, м/мин;
D – диаметр обработки;
Принимаю ближайшее значение оборотов шпинделя [1 с.58] n = 12 об /мин.
УКБ:
![]() 12 об/мин
12 об/мин
2. Цепь деления и обката.
2.1 Шпиндель V; кулачок.
2.2 nш об/мин шпинделя V → z/к об. кулачка.
![]() (2)
(2)
где z – число канавок;
к – число заходов.
iп – передаточное отношение перебора(iп=1/16).
![]() =
=![]()
Проверка:
2.3 УКБ:
![]() об. кулачка
об. кулачка
3. Цепь движения подач.
3.1 Шпиндель V; ходовой винт VIII;
3.2 nш об/мин шпинделя V → sмм прод. перемещения суппорта;
![]() (3)
(3)
где m –модуль нормальный;
![]() ;
;
Где β – угол наклона винтовой канавки (50 43/)
![]()
![]()
Проверка:
3.3 УКБ:
![]() мм продольного перемещения
мм продольного перемещения
4. Цепь дифференциала
4.1 Ходовой винт; кулачок;
4.2 ![]() об. х.в. →
об. х.в. → ![]() об. кулачка.
об. кулачка.
![]() (4)
(4)
где Т – шаг винтовой линии.
При ![]() , шаг винтовой линии Т = 4712 мм.
, шаг винтовой линии Т = 4712 мм.
![]()
Проверка:
4.3 УКБ:
![]()
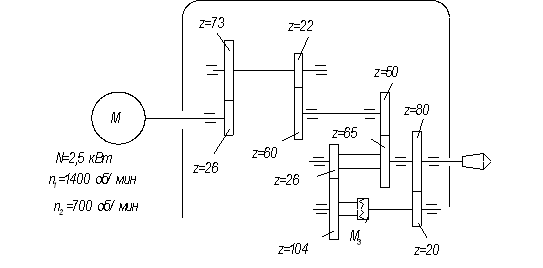
Рисунок 1 – Кинематическая схема цепи главного движения

Рисунок 2 – Кинематическая схема цепь деления и обката
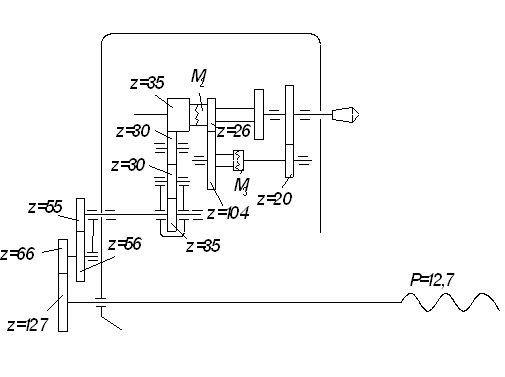
Рисунок 3 – Кинематическая схема цепи подачи

Рисунок 4 – Кинематическая схема радиальной подачи
Литература
1. Металлорежущие станки (альбом общих видов, кинематических схем и узлов) / А.М. Кучер, М.М. Покровський. – 3-е изд., перераб. и доп. – М.: Машиностроение, 1972. – 308 с.
2. Методические указания к лабораторной работе «Изучение принципа действия, конструкции и кинематики затыловочного станка модели 1Е811» по курсу «Металлорежущие станки и роботы» / Сост. Н.Н. Коротун. – Харьков: Харьк. политехн. ин-т, 1990. – 16 с.
3. Металлорежущие станки: Учебник для машиностроительных вузов / Под ред. В.Э. Пуша. – М.: Машиностроение, 1985. – 256 с.
Похожие работы





... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...
0 комментариев