Оглавление
Введение
1. Технология CTP
1.1 Основные типы устройств СТР
1.2 Формовыводные устройства для лазерной записи офсетных печатных форм
1.2.1 Устройства с внешним барабаном
1.2.2 Формовыводные устройства для записи пластин, расположенных на внутренней поверхности барабана
1.2.3 Планшетные формовыводные устройства
2. Технические характеристики устройств CTP
Заключение
Список интернет-ресурсов
Введение
Технология Computer-to-Plate, известная несколько десятилетий, стала широко внедряться только последние 5 лет. Это обусловлено тем, что появились достаточно тиражестойкие формные материалы, пригодные для поэлементной записи изображений, эффективное оборудование, осуществляющее прямое экспонирование формного материала с высоким разрешением и скоростью, надежные программные средства допечатной подготовки изданий. [3]
1. Технология CTP
CTP (англ. Computer to Plate) - технология изготовления печатных форм в полиграфии. Печатные элементы на формных пластинах образуются с помощью засветки пластин лазерным лучом и последующей химической обработки. [1]
По своей сути технология CTP представляет собой управляемый компьютером процесс изготовления печатной формы методом прямой записи изображения на формный материал. Этот процесс, который реализуется с помощью однолучевого или многолучевого сканирования, более точный, так как каждая пластина является первой оригинальной копией, изготовленной с одних и тех же цифровых данных. В результате достигаются большая резкость точек, более точная приводка, более точное воспроизведение всего диапазона тональности исходного изображения, меньшее растискивание растровой точки одновременно со значительным ускорением подготовительных и приладочных работ на печатной машине.
У CTP-технологии очевидные преимущества по сравнению с традиционной технологией фотонабора и формного процесса, которые можно сформулировать следующим образом:
сокращается время технологического цикла изготовления печатных форм (не нужны операции обработки фотоматериала, копирования фотоформ на формные пластины и в ряде случаев обработки экспонированных формных пластин);
исключаются из производства фотонаборные автоматы, проявочные машины, копировальное оборудование, а это означает экономию производственных площадей, затрат на приобретение и эксплуатацию техники, электроэнергии; сокращение численности обслуживающего персонала;
повышается качество изображения на печатных формах благодаря снижению уровня случайных и систематических помех, возникающих при экспонировании и обработке традиционных фотоматериалов (вуаль, ореольность) и копировании монтажей на формные пластины;
улучшаются экологические условия на полиграфическом предприятии из-за отсутствия химической обработки пленок; повышается культура производства и совершенствуется организация технологического процесса.
Однако быстрое освоение технологии Compuer-to-Plate в настоящее время для многих полиграфических предприятий затруднено целым рядом проблем.
Проблемы с начальными инвестициями
Если в производстве используются печатные машины большого формата (от А1 и выше), при внедрении CTP необходимы значительные начальные инвестиции. Связано это с тем, что печатать с составных печатных форм невозможно. Для полноценного использования печатной машины необходимо экспонировать формы полного формата. Приобретение системы CTP такого формата обходится недешево. Это означает длительный срок окупаемости системы, а также трудности с единовременным выделением значительной суммы капитальных затрат. В то же время, имея ФНА даже небольшого формата, можно вручную смонтировать любой спуск полос, а потом на сравнительно недорогой копировальной установке изготовить формы полного формата.
Проблемы с корректурными оттисками
Получение корректурного оттиска спуска полос большого формата крайне затруднительно, так как нет принтеров, которые могут вывести оттиск даже формата А2. Приходится делать вывод на принтере формата А3 с большим уменьшением, что не всегда приемлемо, поскольку при уменьшении в 4-5 раз обычный текст перестает читаться. Конечно, для проверки можно распечатывать каждую страницу издания отдельно, но использование другого растрового процессора (архитектура растровых процессоров, используемых в принтерах, ФНА и CTP, как правило, различается) может быть причиной появления ошибок, которые обнаружатся уже на форме. Кроме того, постраничная распечатка не дает возможности контролировать правильность выполнения таких операций, как установка спуска полос, обрезных, фальцовочных, корешковых и других меток, шкал контроля печати и т.д. Если при выводе фотоформ большого формата возможен визуальный контроль с помощью просмотровых столов, то читать печатную форму неудобно, поскольку изображение на ней слабоконтрастное и рассмотреть что-либо невозможно. Проконтролировать полученную форму можно либо на пробопечатном станке, либо уже по оттиску на самой печатной машине, что экономически довольно рискованно. Любая неточность, замеченная уже на оттиске, приводит к повторению всех технологических операций и, как следствие, к повышению себестоимости допечатной подготовки (повторное экспонирование фотоформ обходится все-таки дешевле).
Повышенные требования к квалификации оператора
В технологии CTP допечатная подготовка должна проводиться намного тщательнее, чем при традиционном подходе. Печатная форма должна содержать в себе все необходимые элементы изображения и именно в том порядке, в каком они должны быть на бумаге. Необходимо выполнить полный спуск полос, установить все метки обрезки и фальцовки, разместить шкалы контроля печатного процесса и т.д. Эта работа требует повышенной внимательности и квалификации оператора. [3]
1.1 Основные типы устройств СТРВ настоящее время по технологии CTP изготовляют формы офсетной, высокой, флексографской и глубокой печати. Для записи изображения на формный материал при изготовлении офсетных и фотополимерных форм высокой и флексографской печати применяются устройства двух принципиально разных типов. К первому типу устройств, получивших широкое распространение, относятся лазерные экспонирующие установки (формовыводные устройства), в которых элементы изображения создаются на светочувствительных или термочувствительных формных материалах по действием светового или теплового лазерного излучения. В устройствах второго типа источником экспонирующего излучения служит мощная УФ-лампа. При этом экспонирование осуществляется через специальный чип DMD, содержащий множество управляемых микрозеркал, или светопереключаемую линейку LSA, элементы которой могут пропускать свет под действием управляющих сигналов.

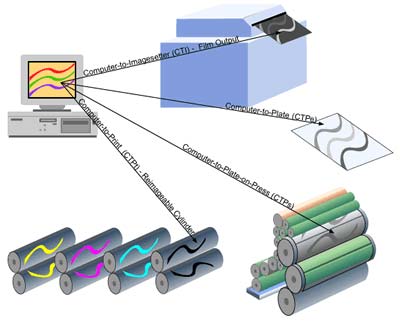
В современных системах CTP, ориентированных на изготовление офсетных и фотополимерных форм высокой и флексографской печати, применяют лазерные формовыводные устройства трех основных принципов (рис.1):
барабанные, выполненные по технологии "внутренний барабан", когда форма расположена на внутренней поверхности неподвижного цилиндра;
барабанные, выполненные по технологии "внешний барабан", когда форма расположена на наружной поверхности вращающегося цилиндра;
планшетные, когда форма расположена в горизонтальной плоскости неподвижно или совершает движение в направлении, перпендикулярном направлению записи изображения.
Достоинствами устройств первого принципа построения являются достаточность одного источника излучения, благодаря чему достигается высокая точность записи; простота фокусировки и отсутствие необходимости юстировки лазерных лучей; большая оптическая глубина резкости; простота установки перфорирующего устройства для штифтовой приводки форм; простота замены источников излучения (исчезающая при использовании твердотельных лазеров).
Внешнебарабанные устройства имеют такие достоинства, как невысокая частота вращения барабана благодаря наличию многочисленных лазерных диодов; долговечность лазерных диодов; невысокая стоимость запасных источников излучения; возможность экспонирования больших форматов. К их недостаткам относят необходимость значительного числа лазерных диодов и, как следствие, такого же числа информационных каналов; необходимость трудоемкой юстировки; невысокую глубину резкости; сложность установки устройств для перфорирования форм.
И в том, и в другом случаях экспонирование термочувствительных формных пластин выполняется в инфракрасной области спектра. При этом заметны преимущества внешнебарабанного принципа, позволяющего максимально приблизить источник энергии к поверхности печатной формы. У устройств с записью на внутреннюю поверхность барабана расстояние от пластины до развертывающего элемента, как правило, соответствует радиусу барабана и становится тем больше, чем больше формат пластины. Для того чтобы генерировать исключительно маленькую и резкую точку на таком расстоянии, требуется дорогостоящая оптика.
При записи печатных форм скоростные характеристики формовыводных устройств существенно зависят от чувствительности формного материала. Внешние барабаны вращаются сравнительно медленно. Например, при записи термочувствительных материалов частота вращения барабана составляет 150 об. /мин. Более короткое время экспонирования печатной формы достигается увеличением числа лазерных диодов. При этом вероятность сбоев при работе возрастает с увеличением числа диодов.
Таким образом, если рассматривать тенденцию дальнейшего развития систем CTP, то можно заметить, что для печатных форм форматом до 70х100 см существуют одинаковые условия для обоих принципов записи изображений. Для больших форматов печатных форм определенные преимущества имеет техника с внешним барабаном. Планшетный способ широко применяется в области форматов до 50х70 см для газетного производства. Причем в последнем случае его преимущества объясняются именно небольшими форматами и достаточностью относительно низких разрешений.
В настоящее время для экспонирования печатных форм применяются следующие типы лазерных источников света:
1) аргон-ионный голубой лазер с длиной волны 488 нм;
2) гелий-неоновый красный лазер с длиной волны 633 нм;
3) маломощный красный лазерный диод с длиной волны 670 нм;
4) инфракрасный мощный лазерный диод с длиной волны 830 нм, который получил распространение для экспонирования термочувствительных пластин, требующих более высоких энергетических затрат, и применяется в устройствах с внешним барабаном;
5) инфракрасный мощный лазер ND YAG на иттрий-алюминиевом гранате с неодимом с длиной волны 1064 нм, используемый во многих системах CTP благодаря следующим достоинствам:
небольшая длина волны позволяет получить пятно диаметром менее 10 мкм и значительно повысить разрешение системы при записи;
минимальные потери при прохождении по световолоконным световодам и легкость модулирования упрощают конструкцию лазерных установок;
значительное число известных материалов (в особенности металлы) имеют более высокий коэффициент поглощения в области длин волн 1,06 мкм, что облегчает разработку формных пластин и повышает эффективность лазерной записи;
6) зеленый лазер на иттрий-алюминиевом гранате с двойной частотой ND YAG с длиной волны 532 нм;
7) фиолетовый лазерный диод с длиной волны 400-410 нм, который позволяет использовать обычные светочувствительные пластины, применяемые для контактного копирования.
В зависимости от типа источника лазерного излучения различные фирмы предлагают специальные формные пластины, которые можно разделить на фотополимерные, серебросодержащие, с гибридными слоями, с термочувствительными слоями. [3]
1.2 Формовыводные устройства для лазерной записи офсетных печатных формОсновой лазерных формовыводных устройств является оптико-механическая система, содержащая в зависимости от конструкции один или несколько лазеров, модулятор, телескоп, фокусирующую линзу, поворотные зеркала, вращающийся зеркальный дефлектор, механизм крепления и перемещения формной пластины, механизм перемещения оптической или термической головки. [3]
1.2.1 Устройства с внешним барабаномЗапись изображения на формных пластинах в этих устройствах может осуществляться методом однолучевого или многолучевого сканирования. В первом случае устройства оснащены одним лазером, экспонирующим светочувствительный или термочувствительный слой формного материала. Для многолучевого сканирования записывающая головка формовыводного устройства содержит несколько лазеров (лазерных диодов). При этом число экспонирующих лазерных лучей может быть равно числу лазеров или быть больше этого числа.
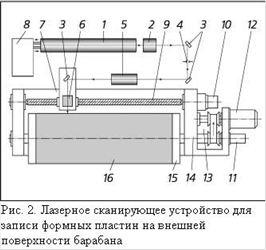
Лазерное сканирующее устройство с однолучевой записью формной пластины (рис.2) работает следующим образом. Формная пластина 16 закрепляется на барабане 15, который установлен на станине 14, и вращается электродвигателем постоянного тока 12 через механизм привода 13. На одном валу с барабаном 15 расположен оптоэлектронный преобразователь 11 угловых перемещений в цифровой код. Вдоль образующей барабана на станине установлен ходовой винт 9, на валу которого расположен шаговый электродвигатель 10. При работе шагового электродвигателя 10 ходовой винт 9 вращается, и благодаря этому каретка 7 с записывающей головкой, содержащей фокусирующую линзу 6 и зеркало 3, перемещается вдоль образующей барабана. В качестве источника излучения используется твердотельный YAG-лазер 1, работающий в ИК-диапазоне спектра на длине волны 1,064 нм с выходной мощностью 15-20 Вт и оснащенный системой охлаждения 8. Лазерный луч модулируется акустооптическим модулятором 2 и далее через систему зеркал 3, диафрагму 4, телескоп 5 попадает в линзу 6, которая фокусирует его в пятно малого размера на поверхности формной пластины, закрепленной на вращающемся барабане 15. Развертка по строке осуществляется вращением барабана и контролируется оптоэлектронным преобразователем угловых перемещений 11, а развертка по кадру - вращением (с помощью шагового электродвигателя 10) прецизионного ходового винта 9, по которому движется каретка 7 записывающей головки.
Для требуемого качества записи печатных форм необходима точная фокусировка лазерного луча в точке его падения на поверхность формной пластины, расположенной на барабане. На геометрические размеры точки оказывают влияние погрешности при изготовлении и установке барабана (в наибольшей степени - отклонения барабана от идеальной формы и эксцентриситет), различные виды биений, возникающие из-за износа подшипников в опорах вращения. Из-за этих факторов при вращении барабана расстояние от поверхности формной пластины до записывающей головки изменяется на величину D, что приводит к расфокусировке лазерного луча. В связи с этим современные формовыводные устройства оснащены системой поддержания положения оптимальной фокусировки пятна лазерного излучения на поверхности формного барабана (рис.3).
Система работает следующим образом. Лазерное излучение от источника 1, проходя через призму 5 и объектив 7, фокусируется в пятно необходимого размера на поверхности вращающегося формного барабана 2. Параллельно оси вращения барабана по направляющей 3 движется каретка 4 для продольного перемещения сфокусированного лазерного пятна вдоль образующей цилиндра формного барабана. На каретке 4 размещена дополнительная каретка 6 с жестко установленными на ней фокусирующим объективом 7 и оптической частью системы поддержания оптимальной фокусировки 8. Дополнительная каретка 6 может перемещаться относительно каретки 4 в направлении, перпендикулярном оси вращения формного барабана 2, с помощью привода 9, укрепленного на каретке 4.
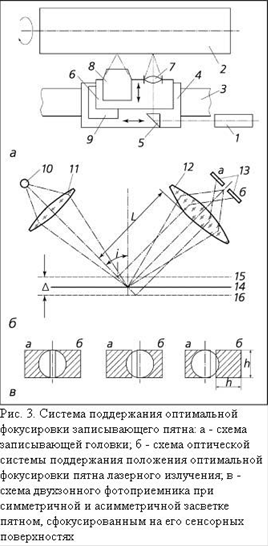
В случае оптимальной фокусировки лазерного излучения на поверхности формного барабана оптическая часть системы симметрично освещает зоны а и б фотоприемника 13. При уходе сфокусированного лазерного пятна из положения 14 оптимальной фокусировки в положения плоскостей 15 или 16 пятно на двухзонном фотоприемнике 13 смещается вправо в зону б при положении 15 или влево в зону а при уходе плоскости фокусировки в положение 16. В том и другом случаях освещенности зон а и б становятся различными, что изменяет соответствующие фототоки.
На выходе фотоприемника находится устройство, которое формирует электрический сигнал, пропорциональный разности освещенностей зон а и б, который имеет либо положительный, либо отрицательный знак. После усиления мощности этот сигнал поступает на привод 9 перемещения дополнительной каретки, являющийся выходом цепи обратной связи. Перемещение дополнительной каретки 6 приводит пятно лазерного излучения в положение 14 оптимальной фокусировки. Разностный электрический сигнал становится нулевым.
Система поддержания положения оптимальной фокусировки характеризуется величиной допустимого рабочего хода D дополнительной каретки 6, в пределах которого достигается фокусировка. Для оптической части системы (рис.3б) поддержания положения оптимальной фокусировки найдено следующее соотношение между D и параметрами элементов оптической части:
![]()
где h - сторона зоны поверхности фотоприемника;
L - расстояние между изображением источника света на поверхности формного барабана 2 и второй фокусирующей линзой 12;
f - фокусное расстояние второй фокусирующей линзы 12;
i - угол падения излучения точечного источника 10 света после первой фокусирующей линзы 11.
Величина D определяет максимально допустимый эксцентриситет или отклонение барабана от идеальной цилиндрической формы.
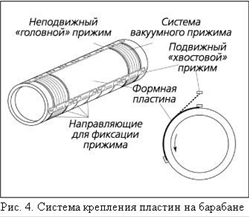
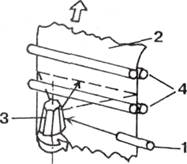
Формные пластины крепятся на внешней поверхности барабана с помощью механического, магнитного, вакуумного прижима или их комбинаций. На рис.4 представлена система крепления формных пластин, состоящая из подвижных (под разный формат пластин) зажимов в сочетании с вакуумным прижимом. Такая система надежно фиксирует пластины даже при высокой частоте вращения барабана - до 1000 об. /мин.
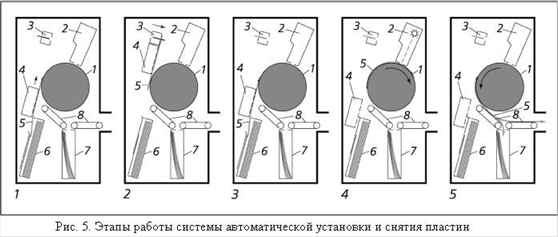
Некоторые формовыводные устройства оснащены системой автоматической установки формных пластин на внешнюю поверхность барабана и снятия их после экспонирования, а также системой пробивки штифтовых отверстий. На рис.5 показаны этапы (1-5) работы такой системы. Формная пластина 5 с помощью пневматического устройства подачи 4 вынимается из сдающей кассеты 6 и переносится к устройству пробивки штифтовых отверстий 3. Затем устройство 4 подводит край пластины с отверстиями к барабану 1 и надевает ее на штифты. При повороте барабана 1 на один оборот пластина полностью прилегает к нему и закрепляется зажимами. После этого барабан начинает вращаться, а записывающая головка 2, перемещаясь вдоль образующей барабана, экспонирует пластину. По окончании экспонирования барабан останавливается и поворачивается на один оборот назад. При этом пластина снимается со штифтов и с помощью транспортеров 8 подается в приемную кассету 7 или в процессор для обработки форм, соединенных с формовыводным устройством.
В качестве примера многолучевой лазерной записи формных пластин, расположенных на внешней поверхности барабана, рассмотрим схему устройства для экспонирования термочувствительных пластин мощным инфракрасным многоканальным лазерным диодом, приведенную на Рис.6. В этом устройстве лазерный диод и формирующая изображение оптика смонтированы в термоголовке 4, которая перемещается с помощью ходового винта 3 по направляющим 2 вдоль барабана 1.

В термоголовке луч записывающего лазера делится электрооптическим световым затвором на множество индивидуально управляемых лучей, фокусируемых на пластину. Электрические сигналы, управляющие включением и выключением каждого луча, поступают из блока обработки данных. Данные об изображении в этот блок передаются из RIP-системы допечатной подготовки изданий.
Барабан 1 и ходовой винт 3 получают вращение от электродвигателей 5 и 6, управляемых электронными блоками по командам микропроцессора. Позицию барабана (с целью синхронизации его вращения с работой светового затвора) фиксирует оптоэлектронный преобразователь угловых перемещений. [3]
1.2.2 Формовыводные устройства для записи пластин, расположенных на внутренней поверхности барабанаТакие устройства состоят из трех последовательно соединяемых секций: ввода, экспонирования и вывода. Секция ввода предназначена для размещения кассеты или нескольких кассет с формными пластинами, автоматического или ручного ввода пластин в секцию экспонирования. Секция экспонирования служит для записи изображения и пробивки штифтовых отверстий в формной пластине. Секция вывода передает экспонированную пластину непосредственно в процессор для обработки форм или выводит пластину на приемное устройство.
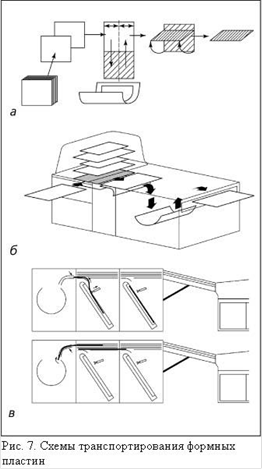
Все три секции объединены системой транспортирования пластин, конструкция которой в разных моделях формовыводных устройств имеет свои особенности. Так, система транспортирования, представленная на рис.7а, передает пластины из кассеты с вертикальным их размещением в секцию экспонирования также в вертикальном положении. В секции экспонирования пластина с помощью вакуума располагается на внутренней поверхности барабана. После пробивки штифтовых отверстий и экспонирования пластина вновь принимает вертикальное положение и передается в секцию вывода. В секции вывода пластина из вертикального положения переводится в горизонтальное и выходит на приемное устройство или в подсоединенный к нему процессор.
В транспортирующей системе (рис.7б) пластина, находящаяся в кассете или вставляемая оператором в секцию ввода, расположена в горизонтальной плоскости. В таком положении она передается в секцию экспонирования. При этом прокладочная бумага отделяется от формной пластины. В секции экспонирования пластина засасывается вакуумом и плотно прилегает к внутренней поверхности барабана. Экспонированная пластина с пробитыми штифтовыми отверстиями в горизонтальном положении поступает в секцию вывода.
Схема системы транспортирования (рис.7в) автоматически удаляет прокладочную бумагу и выбирает пластины из двух подающих кассет. Загружаются и выгружаются пластины частично параллельно по времени: пока экспонированная пластина извлекается из барабана, следующая пластина подается из кассеты к точке входа в барабан; загрузка чистой пластины в барабан происходит одновременно с транспортированием экспонированной пластины в проявочный процессор. В результате время загрузки/выгрузки сокращается практически в 2 раза.
Секции экспонирования некоторых формовыводных устройств в зависимости от того, какой тип пластин предполагается использовать, могут быть оснащены разными лазерами. Оптическая система (рис.8) устройства, которое может иметь ND YAG-лазер мощностью 10 мВт с длиной волны 532 нм или мощностью до 100 мВт с длиной волны 1064 нм, обеспечивает высокоточную запись изображения с разрешением от 1270 до 3386 dpi. В этой системе луч лазера проходит через затвор 2, плоскопараллельную пластину 3 и модулируется акустооптическим модулятором 4. В зависимости от требуемого разрешения поворотом турели 5 на оптическую ось устанавливается одна из линз, которая соответственно разрешению формирует апертуру лазерного луча.
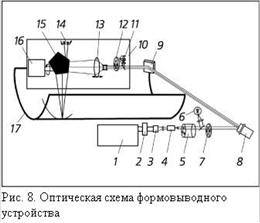
Мощность лазерного излучения контролирует фотодиод 6. Для ослабления мощности и приведения ее в соответствие со светочувствительностью формных пластин служат поглощающие светофильтры, расположенные на турелях 7 и 12. Причем на турели 7 установлены светофильтры кратностью 1, 8, 64, 256 и 1024, а на турели 12 - кратностью 1, 2 и 4. Пройдя один из светофильтров на турели 7, лазерный луч отражается от зеркал 8 и 9 и направляется в оптическую головку 10.
Зеркало 9 неподвижно, а зеркало 8 может менять свое положение по двум осям координат и тем самым изменять направление отраженного от него луча в небольших пределах под действием электрического напряжения, подаваемого на пьезоэлемент, служащий основой этого зеркала. Для определения величины и направления отклонения зеркала 8 служит фотодиодный датчик 11 положения луча.
Датчик 11 и зеркало 8 на пьезоэлементе являются соответственно измерительным и исполнительным элементами системы коррекции пространственного положения луча, призванной компенсировать погрешности в траектории сканирования сфокусированным лучом формной пластины. Эти погрешности могут возникать из-за неточности изготовления механизма перемещения оптической головки 10, вибраций, износа опор вращения развертывающего элемента 15. Зеркало 9 направляет лазерный луч через один из светофильтров турели 12 в фокусирующий объектив 13. Объектив 13 имеет привод от шагового двигателя, с помощью которого он устанавливается на оптической оси в положение наилучшей фокусировки луча для пластин разной толщины.
Развертку точечно-растровых строк на формных пластинах, надежно закрепленных вакуумной системой на внутренней поверхности неподвижного барабана 17, осуществляет вращающаяся пентапризма 15. Пентапризма 15 закреплена на валу электродвигателя 16 и вместе с объективом 13, турелью 12 и датчиком 11 входит в состав оптической головки 10. Изображение развертывается по всей поверхности перемещением головки 10 при непрерывном вращении пентапризмы 15. Датчик 14, состоящий из пары светодиод-фотодиод, определяет начало линии развертки изображения при каждом обороте пентапризмы. [3]
1.2.3 Планшетные формовыводные устройстваВ отличие от барабанных формовыводные устройства с записью формных пластин, расположенных в плоскости, практически не деформируют пластины во время загрузки и экспонирования. Это позволяет работать с пластинами разного формата и толщины с одинаково высокой точностью. Система позиционирования автоматически выравнивает края пластины и фиксирует ее с помощью вакуума на подвижном столе, что исключает самопроизвольное смещение пластины во время экспонирования.
В устройстве с плоскостной записью формных пластин, соединенном в линию с проявочным процессором (рис.9) в качестве источника света использован лазерный диод с длиной волны 633 нм.
Специальная оптическая система имеет двойную фокусировку луча: до и после многогранного зеркала. Оптическая система компенсации нелинейности развертки и угла поворота луча обеспечивает точное соблюдение геометрических размеров изображения.
Подача информации на модулятор лазера ускоряется буфером на двух жестких дисках емкостью по 1 Гбайт. Пока информация с одного диска выводится на пластину, растровый процессор записывает следующую битовую карту на второй диск. Такое решение позволяет передвигать пластину в зоне экспонирования плавно с постоянной скоростью, обеспечивая высокую точность совмещения.
Благодаря высоким скоростям работы (до 1014 мм/мин) на низких разрешениях (1200 dpi) устройство является незаменимым для газетного производства.
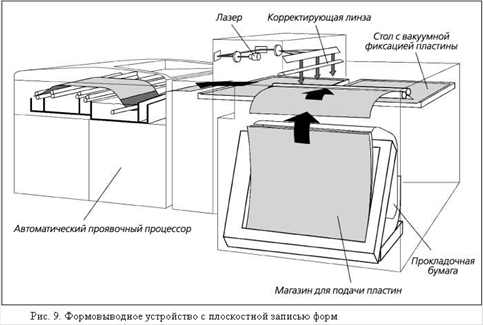
Формовыводное устройство обеспечивает гарантированную точность совмещения до 25 мкм на четырех последовательных пластинах, что при разрешениях до 3000 dpi позволяет использовать машину для подготовки форм самого высокого качества. При этом скорость записи составляет около 200 мм/мин.
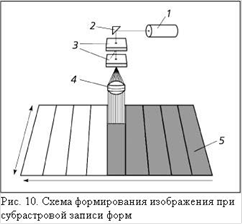
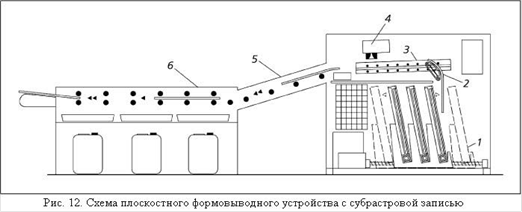
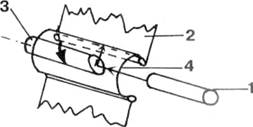
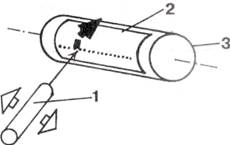
Существуют плоскостные формовыводные устройства, в которых изображение на формной пластине записывается методом субрастрового сканирования (рис.10). Для этого записывающая головка, оснащенная ND YAG-лазером 1, зеркалом 2, акустооптическим модулятором 3 и фокусирующим объективом 4, совершает непрерывное возвратно-поступательное движение по одной оси координат и стартстопное поступательное движение по другой оси. Акустооптический модулятор 3 работает в режиме акустооптического дефлектора, производя одновременно модуляцию и отклонение луча перпендикулярно возвратно-поступательному движению записывающей головки. Таким образом, за один проход головки от одного края пластины 5 до другого записывается целая полоска изображения небольшой ширины. После записи полоски на пластине, размещенной на вакуумной плите, записывающая головка перемещается на ширину этой полоски и, возвращаясь в исходное положение, записывает следующую полоску и т.д. В результате изображение на формной пластине формируется из отдельных полосок, записанных ортогональными точечно-растровыми строками небольшой длины. Конструкция механизма перемещения записывающей головки по двум координатам представлена на рис.11.
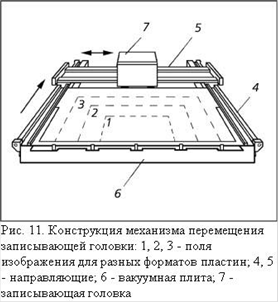
Формовыводное устройство (рис.12) оснащено тремя кассетами для формных пластин и механизмом их смены 1. С помощью устройства подачи 2 пластина размещается на вакуумной плите 3, над которой перемещается в двух направлениях записывающая головка 4. По окончании экспонирования пластина по транспортеру 5 подается в процессор 6 для обработки форм.
При этом разрешение может достигать 3400 dpi, а повторяемость форм 5 мкм. Время записи формы зависит от разрешения и формата пластины. Для среднего формата и разрешения оно составляет около 3 мин. [3]
2. Технические характеристики устройств CTP
Возвращаясь к технологии CTP, отметим, что предпосылками для её создания и воплощения в виде промышленного оборудования были:
наличие мощных издательских систем;
наличие отработанной и оправдавшей себя технологии CTF (computer-to-film, с компьютера на плёнку);
развитие технологии прецизионного лазерного экспонирования, увеличение мощности лазеров;
создание высокочувствительных, дешёвых и качественных материалов, идентичных по свойствам серебросодержащим фотоматериалам с высокой разрешающей способностью.
Производительность систем CTP.
Это скорость экспонирования форм в штуках определённого формата и с конкретным разрешением за единицу времени. Необходимо учитывать, что общая производительность формного участка зависит и от установленных устройств: непосредственно само выводное устройство - плейтсеттер, растровый процессор, многокассетный загрузчик пластин разных форматов, приёмный стекер, проявочная машина. Неразумно покупать скоростной (и дорогой) плейтсеттер с ручной загрузкой. Вся линия устройств должна быть сбалансирована по скорости.
Разрешение.
Давно перестало быть предметом для гонки производителей, стандартных значений 2400 или 2540 dpi хватает с избытком для решения всех задач типографии, хотя многие заявляют разрешение много больше 3000 dpi, а у Screen есть модели и на 4000 dpi. При выводе форм на "фиолетовых" CTP всегда можно снизить разрешение и тем самым увеличить скорость экспонирования.
Программное Обеспечение.
Растровый процессор (RIP). Часть устройств по умолчанию поставляются только с программой управления, работающей с однобитными TIFF-файлами, которые предварительно надо получить при помощи какого-то RIP. Подавляющее большинство устройств CTP имеет растровый процессор. Различные программные модули могут обеспечивать дополнительные функции: стохастическое растрирование, оптимизация цветоделения с целью снижения расхода краски, гибридное растрирование вроде Agfa: Sublima или Screen Spekta 2, которая позволяет улучшать воспроизведение деталей при обычном разрешении и без перенастройки печатного процесса. Все продаваемые в России аппараты Kodak поддерживают стохастическое, гибридное и высоколиниатурное растрирование - первое и последнее, как правило, штатно включено в комплект поставки. По информации "НИССЫ", часть заказчиков активно применяет стохастическое растрирование.
Цветопроба. Все растровые процессоры позволяют выводить на широкоформатном принтере корректурные оттиски форм, поддерживают функцию цветопробы или имеют такую опцию. При этом корректура и цветопроба могут печататься из исходных PS - или PDF-файлов, из промежуточных форматов RIP или однобитных TIFF-файлов сепараций.
Управление техпроцессом. Все изготовители предусматривают работу устройств в АСУ техпроцессом. Это пригодится типографиям, у которых уже работает программа АСУ, но нужно убедиться в совместимости ПО. Или же производитель CTP предлагает купить в дополнение к CTP "родную" систему управления. Опция это недешёвая и может потребовать значительных затрат не только в момент приобретения, но и внедрения. Поэтому нужно чётко понимать, какую выгоду вы можете приобрести. Для маленьких типографий или печатающих один заказ в смену она может и не пригодиться.
Приводка.
Есть несколько вариантов создания форм с хорошей приводкой: предварительная перфорация и позиционирование пластины по штифтам перед экспонированием, позиционирование пластины в CTP по верному углу или по передней кромке. Предварительная перфорация обеспечивает точную приводку изображения на форме по отношению к штифтам без дополнительных устройств. Печатные машины требуют разную перфорацию, поэтому если в типографии машины разных производителей, понадобится опция с перфорацией под все виды штифтовой приводки. Другой вариант универсален и значительно дешевле, но менее стабилен и требует дополнительного оборудования: как минимум, нужен ручной перфоратор и умелые руки оператора.
Источники светового излучения.
Источники света определяются типом пластин. Серебросодержащие и фотополимерные формы требуют недорогого фиолетового лазера. Его невысокая мощность оборачивает значительный срок службы, например фирменная гарантия на лазеры cистем Fujifilm составляет 5 лет.
Термальная технология требует больше энергии на поверхности пластины в процессе экспонирования, поэтому срок службы линеек термальных лазеров меньше, а стоимость изготовления больше. Это связано с тем, что у термальных пластин чувствительность ниже, чем у фиолетовых, - последние можно быстрее экспонировать.
Выход из строя одного лазера замедляет работу устройства, иногда значительно. Поэтому в Agfa Avalon N8 серий 50 и 70, Kodak Magnus серии Quantum и TrendSetter, Screen PlateRite 8800 используют другую схему. Лучи нескольких лазеров сначала собираются вместе, затем общий луч вновь разделяется на несколько, и каждый модулируется отдельно. Тогда при выходе из строя одного или даже нескольких лазеров увеличивается мощность остальных (благо, запас у них есть), и устройство продолжает работать на той же скорости.
Для экспонирования традиционных пластин в basysPrint UV-setter и Luesher Xpose! UV есть несколько обычных фиолетовых диодов, к излучению которых УФ-пластины чувствительны.
Качество изображения у всех технологий уже давно сравнялось, поэтому можно со спокойной совестью говорить, что все они пригодны и для коммерческой, и для газетной печати.
Автоматизация.
Самая простая опция - проявка в линию. Против только два довода (и оба неубедительные) - "нет места" и "дорого". Правда, есть устройства, которые проявку в линию не поддерживают: Agfa: Advantage N-M, Cobra от HighWater и Speedsetter от Xante, Screen PlateRite Niagara. Весьма популярна опция автоматической подачи форм из кассетного загрузчика. В сочетании со встроенной пробивкой форм получается линия по созданию готовых для установки в печатную машину форм. Прямая экономия на операторах CTP - они больше не нужны. Есть типографии, где этим воспользовались в полной мере: задание на вывод отправляет оператор препресса, а формы забирает печатник, больше никого в этом процессе нет. Так решается одна из задач вспомогательного процесса - экономия. Нужно учитывать, что наибольшую выгоду все опциональные устройства приносят только в комплексе.
Тиражестойкость.
Какой бы высокой ни указывалась тиражестойкость, производитель получает цифру в идеальных условиях работы. Для реальной жизни нужно учитывать совершенство выводного устройства, его возраст, режим изготовления формы. Стойкость термальных пластин сейчас велика, хотя обычно и ниже заявленной производителем. Обжиг пластин увеличивает их стойкость. Но если взглянуть на цифры обычных тиражей любой коммерческой типографии, то вряд ли там обнаружится слишком много заказов свыше 20 тыс. отт., большой тираж - это скорее исключение. Всё больше в структуре заказов становится тиражей не то, что меньше 1000-2000 отт., а даже меньше 500. Высокая тиражестойкость форм нужна в первую очередь типографиям, печатающим упаковку и этикетку, но они сами всё прекрасно понимают и делают соответствующие выводы о технологии CTP. [4]
Заключение
CTP - относительно новая технология для отечественного полиграфического рынка. За период ее становления в России было произведено множество тестов оборудования CTP, которые доказали преимущество использования и экономические выгоды применения систем прямого вывода печатных форм в типографиях различного уровня. Сегодняшний ассортимент предлагаемых СТР очень широк, и каждая из существующих технологий имеет свои преимущества. Преимущество CTP перед фотонаборными автоматами состоит в том, что нет необходимости в фотоформах. Также эта технология позволяет добиться лучшего совмещения при офсетной печати, повышает чёткость выводимых точек за счёт исключения промежуточного этапа. [2]
Список интернет-ресурсов
1. ru. wikipedia.org
2. www.hgs.ru
3. www.polimag.ru
4. www.publish.ru
Похожие работы

... фінансових та організаційних можливостях друкарні та означає вибір того чи іншого формного матеріалу і відповідного до них обладнання. Короткий інтервал між появою технологій «computer-to-film» та «computer-to-plate» обумовив впровадження у розроблених насвітлювачах можливості до експонування срібломістких формних пластин на поліефірній основі. Якість друкованої продукції з форм, що виготовлені ...
... в 1997 году, массовое освоение - в 2004-2005 годах. То есть, мы видим, что темпы проникновения СтП в российскую полиграфию намного превышают европейские и американские. В 2004 году в России был перейден и рубеж в 100 установленных машин. Таким образом, "неочевидность перехода на прямое экспонирование" - это фикция. Отрасль приняла новую технологию, и теперь перевооружается. Относительно прогнозов ...

... існих друкарських форм, які є недорогими і високотаражними. ,, Сьогодні майже у всіх випадках форми плоского офсетного друку виготовляють на заздалегідь очутливлених пластинах (ЗОП) на алюмінії. Технологію , виготовлення форм автоматизовано, проте можливе їх якісне виготовлення на операційному обладнанні як на великих поліграфічних підприємствах, так і на малих. На ринку України пропонується ...
... одной плоскости. Они обладают избирательными свойствами восприятия маслосодержащей краски и увлажняющего раствора - водного раствора слабых кислот и спиртов, который наносится на печатную форму перед нанесением краски. Различают два основных способа плоской печати: косвенный и прямой. Плоская косвенная печать К способу плоской косвенной печати относят офсетный способ печати, при котором краска с ...
0 комментариев