Содержание
1. Описание выбранного объекта техники. 4
2. Признаки патентоспособности. 8
Заключение. 10
Список использованных источников. 11
Введение
Продукция предприятия определяет его жизнь и дальнейшее развитие. Знание особенностей формулы эффективности продукции дает возможность определить основные направления инновационной деятельности предприятия по повышению его конкурентоспособности.
Усовершенствование объектов и процессов – главная задача новатора. Рационализация и изобретательство является движущей силой инновационных процессов и проявлением технического творчества.
Творение – результат творческой деятельности. Можно ли оценить полученный творческий результат? Есть ли критерии оценки? Можно ли целенаправленно изменять процесс или объект так, чтобы выйти на качественно новый творческий уровень? На все эти вопросы ответ один – «Да». Знание механизмов перехода с одного творческого уровня на другой создают основу развития творческих способностей, проявляющихся в конкретных инновационных результатах.
Среди большинства людей, в том числе и инженеров, бытует мнение, что способность к изобретательству – это особое свойство мышления, присущее лишь очень небольшому числу людей. Это далеко не так. Стать изобретателем может практически любой человек – для этого необходимо только овладеть определенными приемами. Другое дело, что не каждому дано достичь вершин этого искусства.
Сегодня без ускорения научно-технического прогресса наше общество не решит своих экономических и социальных проблем. Особое внимание следует уделять анализу проблем на стыке разных наук – естественных, технических и общественных. Поэтому необходимо в общей взаимосвязи, на основе системного подхода овладение законами развития технических наук, эволюции антропогенного мира.
Необходимо привлечь внимание к формированию мировоззренческих позиций инженеров, научных работников и преподавателей. Каждому из нас необходимо овладеть искусством системного подхода, использовать объективные законы и закономерности развития техники и на их основе принимать практические творческие решения.
1. Описание выбранного объекта техники
Прессованием называют процесс придания обрабатываемому металлу заданной формы выдавливанием его из замкнутого объёма через один или несколько каналов, в прессовом инструменте.
Прессование – один из прогрессивных и распространенных процессов обработки металлов давлением, позволяющий получать деформированные изделия в виде прутков, профилей, труб и панелей.
К прессовому инструменту относятся элементы наладки, непосредственно контактирующие с деформируемой заготовкой и воспринимающие усилия пресса в процессе всех стадий прессования.
К прессовому инструменту относятся матрица, пресс – шайба, втулка контейнера, пресс – штемпель, направляющая проводка и игла – оправка при прессовании труб и других полых изделий.
Объектом техники в данной курсовой работе был выбран пресс-штемпель, а именно процесс откачки воздуха из рабочего пространства пресс-штемпель-втулка контейнера.
Инструмент для прессования изделий
Изобретение относится к обработке металлов давлением и может быть использовано при производстве прессованных изделий, в частности при полунепрерывном прессовании длинномерных изделий. Инструмент содержит матрицу, втулку контейнера, пресс-штемпель и уплотняющую прокладку, установленную с возможностью образования герметичной полости внутри втулки контейнера. Пресс-штемпель выполнен со сквозным каналом и снабжен клапаном для перекрывания входа упомянутого канала. Выход канала расположен на сообщающейся с атмосферой поверхности пресс-штемпеля, а вход – на его рабочей поверхности. Наружная поверхность клапана в закрытом положении совпадает с рабочей поверхностью пресс-штемпеля. Уплотняющая прокладка выполнена с отверстием, расположенным напротив клапана. В результате обеспечивается получение длинномерных изделий без снижения механических свойств в местах сварки заготовок и высокое качество их поверхности.
Изобретение относится к обработке металлов давлением и может быть использовано при производстве прессованных изделий, в частности при полунепрерывном прессовании длинномерных изделий.
Главная особенность полунепрерывного прессования – отсутствие операции отделения пресс-остатка, т.е. заготовки прессуются одна за другой, и с помощью сварки получают изделие неограниченной длины. Для предотвращения появления воздушных пузырьков и обеспечения высококачественной сварки торцов заготовки и пресс остатка необходимо обеспечить удаление воздуха из контейнера перед прессованием очередной заготовки.
По существующей технологии в процессе прессования удаление воздуха осуществляется после распрессовки отводом контейнера от торца матричного комплекта с последующим повторным прижимом и продолжением процесса прессования. При полунепрерывном прессовании удаление воздуха путем отвода контейнера от матрицы невозможно, т.к. перед отводом контейнера необходимо осуществить удаление пресс-остатка из втулки контейнера.
Известен брикетный штемпельный пресс, содержащий загрузочную камеру, камеру прессования, сообщающуюся с каналом для формования брикетов, приемную камеру, размещенную над загрузочной камерой, приводной штемпель, полость отвода воздуха, сообщающуюся с системой пылеотсоса. Отвод воздуха из зоны прессования производиться в зазор между пресс-штемпелем и стенкой камеры прессования (Патент РФ №2088406, МПК В 30 В 11/00, дата публикации 1997.08.27).
Данная конструкция не приемлема для прессования металлов, т.к. при зазорах более 0,3–0,5 мм возможно попадание в них металла в количестве, ведущем к заклиниванию инструмента, а зазор менее 1–1,5 мм не обеспечивает отвод воздуха.
Известна система удаления воздуха из зоны прессования, в которой пресс-остаток, оставшийся в контейнере, герметизирует его с одной стороны. После загрузки заготовки в контейнер другая сторона контейнера герметизируется прокладкой из мягкого металла, которая распрессовывается при движении пресс-штемпеля, а из внутренней полости контейнера воздух удаляется по каналу откачкой вакуумным насосом через втулку контейнера (Перлин И.Л., Ратбарг Л.X., Теория прессования металлов, М, Металлургия, 1975, стр. 26–27) – прототип.
Конструктивные особенности многих прессов не позволяют производить вакуумирование через втулку пресса из-за ограниченного пространства и сложности доступа.
Задачей, на решение которой направлено заявляемое изобретение, является предотвращение появления воздушных пузырей в пресс-изделиях, высококачественную сварку металла заготовки и пресс-остатка, при очередном цикле в процессе полунепрерывного прессования при обеспечении оптимального размещения и компановки устройств удаления воздуха.
Техническим результатом, достигаемым при осуществлении изобретения, является получение полунепрерывном прессованием длинномерных изделий без снижения механических свойств в местах сварки заготовок и высокого качества поверхности изделий.
Указанный технический результат при осуществлении изобретения достигается тем, что инструмент для прессования изделий, включающий матрицу, втулку контейнера, пресс-штемпель, уплотняющую прокладку, установленную с возможностью образования герметичной полости внутри втулки контейнера, пресс-штемпель выполнен со сквозным каналом, выход которого расположен на сообщающейся с атмосферой поверхности пресс-штемпеля, а вход – на его рабочей поверхности, и снабжен клапаном для перекрывания входа упомянутого канала, при этом наружная поверхность клапана в закрытом положении совпадает с рабочей поверхностью пресс-штемпеля, а уплотняющая прокладка выполнена с отверстием, расположенным напротив клапана.
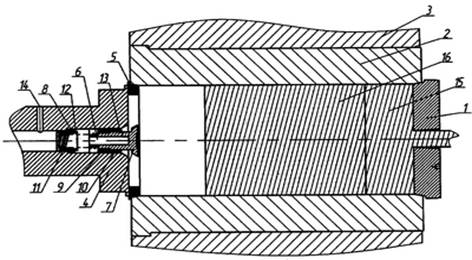
Изобретение поясняется чертежом, где показан прессовый инструмент, состоящий из матрицы 1, втулки 2, установленной в контейнере 3, пресс-штемпеля 4, прокладки с отверстием 5, клапана 6, который состоит из золотника 7, имеющего три отверстия, гаек 8, 9, 10, пружины 11, втулки 12, шпонки 13, воздушного канала 14, также показан пресс-остаток 15 и заготовка 16.
Устройство работает следующим образом. В гайку 8 заворачивают втулку 12, в которую вставляют пружину 11 (втулка 12 служит для регулирования усилия пружины). Собранный узел вставляют в посадочное гнездо пресс-штемпеля 4. На золотник 7 через шпонку 13 надевают гайку 9 и заворачивают гайку 10. Узел в сборе вворачивают в пресс-штемпель 4, при этом клапан находится в открытом положении. После прессования первой заготовки остается пресс-остаток 15, затем загружают вторую заготовку 16, а между пресс-штемпелем 4 и втулкой 2 устанавливают прокладка 5. Ходом пресс-штемпеля 4 вперед прокладку 5 прижимают к втулке 2 и подпрессовывают, тем самым перекрывая входную полость втулки 2 контейнера 3. Включают насос и производят откачку воздуха из рабочего пространства втулки контейнера через отверстия в золотнике 7 и воздушный канал 14 в пресс-штемпеле 4. После откачки воздуха до заданного давления пресс-штемпель 4 подают вперед, золотник 7 упирается в заготовку 16, заходит в пресс-штемпель 4 и производится прессование. Предлагаемый способ был реализован на прессе усилием прессования 20000 тс, при производстве шин электротехнического назначения (площадь сечения 100 см2 и длиной 450–500 м). Качество сварки металла последовательно прессуемых заготовок, помимо традиционных методов исследования макроструктуры, определяли испытанием на разрыв образцов в продольном и поперечном направлениях из зон сварки. Снижение свойств не обнаружили. Качество поверхности шин при полунепрерывном прессовании всецело зависит от степени вакуумирования полости рабочей втулки.
Таким образом, разработанный инструмент позволяет изготовлять высококачественные длинномерные изделия, например шины электротехнического назначения, на неспециализированном горизонтальном гидравлическом прессе. Инструмент для прессования изделий, включающий матрицу, втулку контейнера, пресс-штемпель, уплотняющую прокладку, установленную с возможностью образования герметичной полости внутри втулки контейнера, отличающийся тем, что пресс-штемпель выполнен со сквозным каналом, выход которого расположен на сообщающейся с атмосферой поверхности пресс-штемпеля, а вход – на его рабочей поверхности и снабжен клапаном для перекрывания входа упомянутого канала, при этом наружная поверхность клапана в закрытом положении совпадает с рабочей поверхностью пресс-штемпеля, а уплотняющая прокладка выполнена с отверстием, расположенным напротив клапана.
2. Признаки патентоспособностиПредложенная конструкция рабочей втулки является полезной моделью. Такая конструкция осуществима и работоспособна, может быть осуществлена в производственных условиях. Данная модель является воспроизводимой, так как не носит единичный характер и при повторении дает тот же технический результат.
Заключение
В данной работе предложена конструкция цельной рабочей втулки, позволяющая уменьшить время на монтаж, которое затрачивается при использовании составной рабочей втулки, а также данная конструкция исключает контакт прессуемого металла с контейнером, что не свойственно составным втулкам. В общем, это продлевает срок службы конгтейнера в процессе эксплуатации.
Список использованных источников
1. Патенты: RU (11) 2143958 (13) C1, RU (11) 2188728 (13) C2, RU (11) 2291008 (13) C1
2. Симагина С.Г., Матвеева Е.А., Хардин М.В. Интеллектуальная собственность с точки зрения защиты экономики и инженерного творчества: Монография. – М.: ЮНИТИ-ДАНА, 2004.
3. Половинкин А.И. Основы инженерного творчества: Учебное пособие для студентов вузов. – М.: Машиностроение, 1988.
4. Раввин А.Н., Суходрев Э.Ш., Дудецкая Л.Р. и др. формообразующий инструмент для прессования и волочения. – Минск: Наука и техника, 1988.
Похожие работы
... одновременно. Электрические параметры этих установок в процессе нагрева изделия могут меняться в зависимости от изменения физических характеристик изделия при повышении их температуры. Для серийного и массового производства однотипных изделий, подвергаемых пайке, целесообразно применять печи методического действия, которые по сравнению с садочными имеют более высокую производительность, более ...
... (неочищенный газ при температуре, около 800oC) CO - в CO2 - 0,50 H2 - в H2O - 0,54 д) электроэнергия - 230 кВт·ч/т3 Формула изобретения: 1. Установка для получения расплавов железа, в частности расплавов стали, таких, как расплавы нерафинированной стали, включающая емкость электродуговой печи с боковыми стенками, крышкой и дном, внутри которой помещаются электроды, емкость для переплава, ...
... утепляют или разогревают. Принцип направленного затвердевания, осознанный и сформулированный при освоении производства отливок из алюминиевых и магниевых сплавов, сейчас совершенно обязателен для получения качественных отливок из любых сплавов. Разработка научных основ плавки сплавов цветных металлов, их кристаллизации, освоение технологии получения фасонных отливок и слитков является заслугой ...

... за счет разложения казеина молока протеолитическими ферментами этих бактерий. При содержании спорообразующих гнилостных бактерий 90% от общего количества микроорганизмов ее не следует использовать в дрожжевом производстве, так как среди них возможно присутствие нитритобразующих бактерий. Определение нитритобразующей способности у спорообразующих бактерий осуществляют с использованием реактива ...
0 комментариев