Министерство образования и науки Российской Федерации
Кафедра "ХМ и ЭП"
КУРСОВОЙ ПРОЕКТ
по дисциплине: Основы электрохимических технологий
на тему: "Технология электроосаждения цинкового покрытия"
Выполнил: студент группы 04МЭ1
Кондратьева Е.Ф.
Проверил: Виноградов С.Н.
Пенза 2008
Реферат
Пояснительная записка содержит 75 страниц, 6 таблиц, 5 литературных источника.
Ключевые слова: ТЕХНОЛОГИЯ ЭЛЕКТРОХИМИЧЕСКИХ ПРОИЗВОДСТВ, АММИНОХЛОРИДНЫЙ ЭЛЕКТРОЛИТ ЦИНКОВАНИЯ, АНАЛИЗ ЭЛЕКТРОЛИТОВ.
Объектом разработки является технологический процесс цинкования.
Цель работы: Выбрать технологический процесс цинкования стальной детали, разработать карту технологического процесса цинкования, выбрать методики приготовления, анализа, корректировки и регенерации растворов и электролитов, применяемых в технологическом процессе, определить потребность в материалах и химикатах для выполнения годовой программы.
Основные конструктивные и технико-эксплуатационные характеристики:
годовая программа: 13500
толщина покрытия: 9мкм
тип электролита: амминохлоридный.
Содержание
Введение
1. Литературный обзор
1.1 Общие сведения
1.2 Методы цинкования
1.3 Сравнительная характеристика цинковых электролитов
1.4 Кислые электролиты
1.5 Щелочные цианистые электролиты
1.6 Щелочные нецианистые (цинкатные) электролиты
1.7 Пирофосфатные электролиты
1.8 Аммиакатные электролиты
1.9 Электролиты на основе аминокомплексных соединений цинка
2. Технологическая часть
2.1 Назначение и выбор гальванических покрытий
2.1.1 Эскизы и ведомость деталей
2.1.2 Выбор типа покрытия и толщины покрытия исходя из условий эксплуатации
2.1.3 Обозначение и шифр покрытия
2.1.4 Требования, предъявляемые к поверхности детали, предназначенной под покрытие, и методы
2.1.5 Требования к гальваническим покрытиям
2.2 Технологический процесс
2.2.1 Выбор технологической схемы нанесения покрытий
2.2.2 Определение времени обработки детали
2.2.3 Контроль качества покрытия
2.2.4 Карты технологических процессов
2.3 Приготовление и корректировка электролита. Химический анализ электролита и покрытия. Удаление недоброкачественных покрытий
3. Материальный баланс
3.1 Расчет потребности химикатов и электродов
3.2 Расчет расхода воды
3.3 Расчет расхода сжатого воздуха
4. Экология и очистные сооружения гальванического цеха
4.1 Требования к организации производства очистки сточных вод
5. Экономическая часть
6. Техника безопасности и производственная санитария в цехе металлопокрытий
Заключение
Библиографический список
Введение
Гальванические покрытия играют важную роль в промышленности. В данном проекте необходимо будет рассмотреть процесс получения цинкового покрытия, рассчитать число одновременно обрабатываемых деталей на подвеске, определить тип подвески, ее размеры и материал. Следует правильно разместить детали на подвеске. Далее необходимо выбрать ванны гальванической линии, количество автооператоров, посчитать размеры линии, силу тока и баланс напряжения.
Цинковое покрытие принято считать защитным. В основном оно применяется для повышения коррозионной стойкости деталей.
По защитной способности покрытия делятся на анодные и катодные. У анодных покрытия собственный электродный потенциал более отрицательный, чем электродный потенциал металла детали. Такие покрытия защищают металл детали как механически, так и электрохимически. При возникновении дефектов в покрытии во влажной среде возникает коррозионный гальванический элемент.
Цинковое покрытие по отношению к стали является анодным покрытием до температуры +70 0С. При более высокой температуре электродный потенциал цинка сдвигается в положительную сторону и цинковое покрытие по отношению к стали становится уже катодным покрытием.
Качество гальванических покрытий во многом определяется типом электролита и режимом осаждения. Электролитическое осаждение цинка осуществляют в двух типах электролитов - в простых и комплексных. К простым электролитам относятся сульфатные, хлоридные, к комплексным - цианистые, цинкатные, аммиакатные и пирофосфатные.
Из простых кислых электролитов цинк выделяется на катоде в результате в результате простых гидротированных ионов. В отсутствие специальных добавок процесс протекает при очень малой катодной поляризации. Вследствие этого цинковые покрытия из таких электролитов имеют крупнозернистую структуру. Для получения мелкокристаллических покрытий к электролиту добавляют поверхностно-активные вещества, в присутствии которых катодная поляризация повышается.
Важную роль играет кислотность электролита; в сульфатном электролите она поддерживается обычно в пределах рН = 4…4,5. При уменьшении рН раствора катодный выход по току уменьшается вследствие выделения водорода, при увеличении рН электролита из-за подщелачивания прикатодного пространства возможно образование у катода гидроксида цинка, который, включаясь в катодный осадок, ухудшает качество покрытия.
Кислые электролиты устойчивы по составу, нетоксичны, допускают применение высоких плотностей тока. Недостатки этих электролитов является низкая рассеивающая способность, из-за чего осадки на катоде получаются неравномерными по толщине слоя, особенно при покрытии рельефных деталей. Поэтому кислые электролиты применяют только для покрытия изделий простой конфигурации.
К недостаткам цианидных электролитов относятся их токсичность и неустойчивость состава вследствие окисления и образования циановодорода.
Щелочные электролиты нетоксичны, просты по составу и стабильны в работе, поэтому они нашли широкое применение в промышленности.
Аммиакатные электролиты имеют простой состав, устойчивы в работе, не требуют частой корректировки. По рассеивающей способности они несколько хуже цианидных электролитов,
но при наличии в электролите ПАВ с успехом заменяют цианидные электролиты. Выход металла по току высокий, что благоприятно сказывается на производстве.
Для повышения коррозионной устойчивости цинковые покрытия подвергают хроматированию в растворах бихромата калия. После промывки в холодной воде и сушки поверхность приобретает золотистую окраску.
Для покрытия мелких деталей в гальванотехнике широко применяют электролизеры с вращающимся колоколом или барабаном. Это позволяет загружать большое количество деталей "насыпью", не монтирую их на подвески. Плотность тока при этом составляет 40-50% от истинной поверхности и требует более длительного времени покрытия. Тем не менее производительность значительно выше, чем при покрытии на подвесках.
1. Литературный обзор 1.1 Общие сведения
Цинковые покрытия широко применяются для защиты от коррозии деталей машин, крепежных деталей, стальных листов, проволоки, деталей ширпотреба и других, работающих в наружной атмосфере различных климатических районов в атмосфере, загрязненной SO2, а также в закрытых помещениях с умеренной влажностью и в помещениях, загрязненных газами и продуктами сгорания. Кроме того, цинковые покрытия применяются для защиты от коррозии водопроводных труб, питательных резервуаров, предметов домашнего обихода (из черного металла), соприкасающихся с пресной водой при температуре не выше 60-70 °С, а также для защиты изделий из черного металла от бензина и масла (бензобки, бензино- и маслопроводы) и др.
Блеск цинковых покрытий в условиях эксплуатации изделий (особенно в наружной атмосфере) сохраняется недолго; поверхность их быстро тускнеет и покрывается пятнами грязно-серого цвета. Поэтому блестящие цинковые покрытия без дополнительной обработки их поверхности для декоративных целей непригодны и с точки зрения надежности защиты от коррозии не отличаются от матовых. С целью сохранения декоративного вида и повышения коррозионной стойкости покрытия блестящим цинком обрабатывают специальными пассивирующими растворами, содержащими в основном хромовые соединения.
1.2 Методы цинкования
Для покрытия цинком применяют способы погружения изделий в расплавленный цинк (горячий способ цинкования), цементации (диффузионный метод), металлизации распылением расплавленного металла из пульверизатора, контактный и электролитический. Наиболее распространены в промышленности горячий и электролитический способы цинкования.
Горячий способ заключается в погружении предварительно очищенных от жировых и окисных загрязнений изделий из черных металлов в ванну из малоуглеродистой стали с расплавленным металлом (450°С) на время от нескольких секунд до 1 мин. Перед погружением в расплав цинка изделия проходят сначала через слой расплавленного флюса, который находится на поверхности зеркала ванны и состоит из смеси хлористого цинка и хлористого аммония. Флюсование можно осуществлять и в отдельной ванне, содержащей концентрированный 40-50% -ный раствор хлористого цинка, которым смачивают (погружением в ванну) поверхность изделий с последующей просушкой в печи при 150-200 °С в течение 1-1,5 мин.
Флюсование в обоих случаях способствует удалению с поверхности влаги остатков травильного шлама и предупреждает окисление поверхности в момент погружения изделий в расплавленный цинк.
При непрерывном горячем цинковании стальной полосы в автомате после обезжиривания, травления и промывки вместо флюсования производится отжиг в восстановительной атмосфере, со-
стоящей из смеси водорода (~75%) и азота (~25%). Отожженная полоса охлаждается до 520-500 °С и поступает по выпускному желобу без соприкосновения с воздухом в ванну цинкования [13, с.60].
Сцепление покрытия при горячем способе основано на смачивании расплавленным цинком, образующим с поверхностью железа хрупкое интерметаллическое соединение железо - цинк (FeZn7 и FeZn3). Относительная толщина этого слоя и толщина всего покрытия (верхний слой состоит - преимущественно из чистого цинка) колеблются в очень больших пределах, что зависит от продолжительности пребывания изделий в ванне, температуры, формы и характера обработки изделий. Точное регулирование толщины покрытия при горячем способе невозможно. Это, а также большой неполезный расход цинка на угар, образование в ванне так называемого гартцинка и потери при очистке изделия от излишков цинка после их выгрузки из ванны являются недостатками горячего способа цинкования.
Вследствие неравномерности покрытия, образования утолщений и наплывов на отдельных частях поверхности горячий способ не применяется для цинкования изделий с узкими отверстиями (сетка) и резьбой. Нельзя также цинковать горячим способом изделия, у которых под влиянием высокой температуры изменяются механические свойства (изделия из специальных сортов стали). С другой стороны, для таких изделий как ведра, тазы, различная сшивная посуда, имеющие внутренние закатанные швы, горячий способ является наиболее целесообразным. В этом случае расплавленный цинк, заполняя отверстия и каналы швов, создает герметичность посуды. Промышленное применение горячий способ получил главным образом для цинкования посуды, листов, проволоки, труб и скобяных изделий.
Диффузионный способ цинкования заключается в том, что стальные изделия, предварительно очищенные от жировых и окисных загрязнений, соприкасаются с мельчайшими частицами металлического цинка (цинковый порошок) или подвергаются действию паров цинка без контакта с металлом при 400-500 °С. Цинк диффундирует в поверхностные слои стали, образуя с железом химические соединения или твердые растворы. Процесс осуществляется в восстановительной водородной или аммиачной атмосфере. Разработан вакуумный диффузионный способ цинкования, который позволяет получать толстое цинковое покрытие за короткое время при температуре около 300 °С.
Важной особенностью диффузионного метода является возможность получения сплошного и равномерного по толщине покрытия на изделиях любой сложной формы.
Диффузионный метод цинкования применим для покрытия регенераторов в производстве бензина, теплообменников, печей, аппаратуры для производства синтетического аммиака, метанола и других органических продуктов.
Аппаратура, оцинкованная диффузионным методом, является стойкой в восстановительной газовой среде в присутствии серосодержащих веществ (например H2S) при температуре до 550 °С.
Недостатками диффузионного метода цинкования являются громоздкость и сложность аппаратуры, применяемой для этой цели, большая продолжительность процесса.
Покрытие методом пульверизации, или распыления цинка заключается в разбрызгивании тонкой струи расплавленного металла по поверхности изделия под действием сжатого воздуха. С помощью этого метода можно покрывать изделия из любого материала, так как частицы распыляемого металла осаждаются на поверхности изделий достаточно охлажденными.
В отличие от рассмотренных ранее способов при пульверизации металла не образуется сплава покрывающего металла с поверхностью основного металла. Сцепление покрытия обеспечивается, по-видимому, тем, что частицы, ударяясь о поверхность на большой скорости (100-150 м/с), деформируются, слипаются и проникают в поры поверхности и в промежутки между другими частицами. Структура покрытий имеет вид отдельных пластинчатых наслоений, механически связанных с поверхностью.
Одним из важных условий прочного сцепления покрытия с основой является достаточная шероховатость покрываемой поверхности, которая достигается пескоструйной или дробеструйной очисткой и травлением. Прочность сцепления также значительно возрастает при предварительном нагревании покрываемой поверхности. Этим методом можно цинковать крупные сооружения различной формы (стальные конструкции, мосты, шлюзовые ворота, баки, цистерны, радиомачты и т.п.) и неметаллические изделия, а также производить ремонтное или частичное покрытие без разборки сооружения. Мелкие детали цинкуют во вращающихся барабанах, соединенных с аппаратом для распыления. К достоинствам метода следует отнести также возможность регулирования толщины слоя цинка и большую скорость нанесения покрытия.
Недостатками метода распыления являются малая плотность, пористость и повышенная хрупкость покрытия. Кроме того, расход цинка значительно превышает количество металла, наносимого на поверхность изделий, вследствие его потерь при распылении, достигающих 35% и более.
Для повышения плотности и улучшения антикоррозионных свойств покрытия, получаемого методом распыления, применяют иногда последующую механическую (шлифование) или химическую обработку. Последняя основана на заполнении пор инертными веществами при пропитке ими слоя или продуктами коррозии цинка, образующимися внутри пор в покрытии. Уплотнение слоя достигается также образованием карбонатов и гидроокиси цинка при погружении оцинкованных изделий в горячую воду.
Метод цинкования без внешнего источника тока, так называемый контактный способ, состоит в том, что очищенные от загрязнений изделия погружают в раствор цинковой соли и приводят их в соприкосновение с металлом, имеющим потенциал более отрицательный, чем потенциал покрываемого металла. При этом металл переходит в раствор, вытесняя цинк на поверхность покрываемого изделия.
Для цинкования стали в качестве контактного металла применяют обычно алюминий и ведут процесс в щелочном горячем растворе цинковой соли в течение нескольких часов. Этим способом можно получать покрытия 'небольшой толщины, поэтому контактный способ применяется лишь для покрытия мелких, несоответственных изделий (гвозди и др.), которые загружают в раствор в алюминиевых (контактный металл) сетчатых корзинах. Примерный состав раствора 10 г/л ZnSO4-7H2O, 3 г/л K. CN и 15 г/л NaOH; температура раствора 80-90 °С.
Электролитический способ - наиболее рациональный и совершенный способ цинкования, получивший широкое распространение в промышленности для защиты стальных изделий от коррозии. Электролитическое осаждение цинка из водных растворов его солей, несмотря на высокий потенциал этого металла (-0,70 В), достигается благодаря тому, что водород имеет на цинке большое перенапряжение и при определенных условиях электролиза почти не выделяется на катоде.
При электролитическом цинковании стали сплав между железом основы и цинком не образуется. Поэтому цинковое покрытие не содержит примеси основного металла. Загрязнения его другими металлами (железом, свинцом) весьма незначительны, их количество не превышает сотых долей процента. Степень чистоты электролитического цинкового покрытия тем выше, чем чище исходные материалы, применяемые для электролиза, и прежде всего материал анодов.
Полученное при нормальных условиях электролитическое цинковое покрытие отличается значительно меньшей хрупкостью, чем покрытия цинком, наносимые другими способами; оно обладает большей пластичностью и хорошей сцепляемостью с основным металлом.
Электролитический способ позволяет точно регулировать количество наносимого на поверхность цинка и получать на изделиях несложной конфигурации достаточно равномерные покрытия. В связи с этим расход цинка на покрытие значительно меньше, чем при других способах. Потери цинка, неизбежные при горячем способе, в данном случае незначительны. Экономия металла при электролитическом способе по сравнению с горячим составляет 50% и более.
Толщина цинкового покрытия, необходимая для защиты изделий от коррозии, зависит от материала и характера обработки покрываемых изделий, назначения, условий службы и хранения изделий и колеблется в довольно широких пределах от 0,005 до 0,05 мм.
1.3 Сравнительная характеристика цинковых электролитовЭлектролиты для цинкования можно разделить на две основные группы: простые кислые (сернокислые, хлористые, борфтористо-водородные), в которых цинк находится в виде гидратированных ионов, и сложные комплексные, в которых цинк присутствует в виде комплексных ионов, заряженных отрицательно (анионы) или положительно (катионы) '. Из комплексных электролитов известны щелочно-цианистые, щелочныенецианистые (цинкатные), пирофосфатные, аммиакатные, аминокомплексные с различными органическими адендами и др.
От природы и состава электролитов зависят качество осадков на катоде и скорость процесса осаждения. Так как качество осадков и скорость процесса в значительной степени определяются характером и степенью изменения катодных потенциалов. Чем резче выражена катодная поляризация, тем более мелкозернистые и равномерные по толщине осадки на катоде.
В кислых электролитах без специальных добавок катодная поляризация сравнительно невелика во всем рабочем интервале плотностей тока и выход металла по току возрастает. Осадки на катоде, образующиеся из таких электролитов, удовлетворительны по структуре, но менее равномерные по толщине слоя, чем, например, из цианистых и других комплексных электролитов. Однако допустимая плотность тока и, следовательно, скорость процесса, в кислых электролитах может быть значительно выше, чем в комплексных. Наиболее эффективными являются борфтористоводородные электролиты, так как они обладают высокими буферными свойствами, по-видимому, вследствие образования более сильной кислоты - гидрата трехфтористого бора HBF3OH при гидролизе HBF4.
Кислые электролиты применяются главным образом для цинкования изделий простой формы (листы, лента, проволока, стержни, пластины и т.п.). Электролиты, содержащие поверхностно-активные вещества,. повышающие катодную поляризацию, могут использоваться для цинкования также и рельефных деталей.
В щелочно-цианистых электролитах цинк находится в виде комплексных анионов.
Выделение цинка катоде из таких растворов происходит при высокой катодной поляризации, особенно при большом содержании свободного цианида. Поэтому осадки из цианистых электролитов получаются очень мелкозернистыми и более равномерными по толщине, чем из растворов простых солей цинка в отсутствие специальных добавок.
В цианистых электролитах выход металла по току ниже, чем в кислых растворах, и снижается при повышении плотности тока (особенно резко при большом содержании свободного цианида). Последнее в значительной мере способствует улучшению равномерности распределения металла на катоде.
Допустимая плотность тока в щелочно-цианистых электролитах, как правило, ниже, чем в кислых. Перемешивание сжатым воздухом, позволяющее в кислых электролитах значительно увелличить плотность тока, в цианистых растворах недопустимо вследствие карбонизации свободного цианида и выделения в атмосферу токсичного цианистого водорода
Этот процесс, хотя и менее интенсивно, протекает также в отсутствие перемешивания вследствие взаимодействия электролита с окружающей атмосферой, поэтому ванны с цианистыми растворами должны быть оборудованы специальными (бортовыми) вентиляционными отсосами. За счет карбонизации состав цианистых электролитов менее устойчив по сравнению с кислыми и требует частого корректирования - добавления цианида.
Анодная поляризация в цианистых цинковых электролитах несколько выше, чем в кислых. При электролизе с высокой анодной плотностью тока (выше допустимого предела) наступает пассивирование анодов и потенциал анодов резко смещается в сторону положительных значений. Это обусловливает выделение на аноде кислорода и снижение анодного выхода металла по току. Особенно сильно проявляется пассивирование анодов при недостатке в электролите свободного лиганда (цианида и щелочи): чем ниже концентрация лиганда, тем при меньшей плотности тока наступает пассивирование анодов.
Щелочно-цианистые электролиты широко применяют в промышленности для покрытия изделий различной формы - простых и сложных по конфигурации. Серьезным недостатком обычных цианистых электролитов цинкования (без специальных добавок) является значительное наводороживание в них стальных деталей, что приводит к резкому ухудшению механических свойств деталей после покрытия: уменьшается пластичность, увеличивается склонность стали к хрупкому разрушению.
Щелочные нецианистые - цинкатные электролиты в отличие от цианистых нетоксичны и более устойчивы по составу, чем щелочно-цианистые. Они содержат цинк в основном в виде комплексов типа Zn (OH) 24 и щелочь. Катодная поляризация в цинкатных электролитах без специальных добавок ПАВ выражается сравнительно небольшой величиной, она имеет в основном диффузионный характер, химическая поляризация составляет небольшую долю и выражается величиной порядка нескольких милливольт (7-10 мВ).
Анодный процесс сильно зависит от концентрации основных компонентов и температуры. Характерной особенностью поведения цинкового анода в пирофосфатных электролитах является склонность к пассивированию. Анодная плотность тока, при которой наступает полное пассивирование, тем меньше, чем ниже концентрация Р2О7 своб. и температура. Критическая плотность тока, при которой наступает пассивирование, значительно снижается при уменьшении рН<8.
В аммиакатных электролитах цинк присутствует в виде аммиачного комплексного катиона Zn (NH3). Восстановление этих ионов протекает при более отрицательном потенциале, чем восстановление простых гидратированных ионов, но с повышением плотности тока катодный потенциал изменяется не так резко, как в цианистых и пирофосфатных электролитах - наклон поляризационных кривых менее значителен.
Допустимый верхний предел плотности тока так же, как и в цинкатных электролитах, сильно зависит от концентрации металла и в обычно применяемых разбавленных растворах не превышает 1,5-102 А/м2. Выход металла по току близок к теоретическому и мало изменяется при повышении плотности тока. Удовлетворительные по качеству осадки получаются из этих электролитов только в присутствии некоторых органических добавок.
Рассеивающая способность аммиакатных электролитов выше, чем простых кислых (без специальных добавок), но уступает рассеивающей способности цианистых. Аноды в аммиакатных электролитах растворяются в интервале рабочих плотностей тока (равных катодным) с высоким выходом по току.
В числе комплексных электролитов с органическими адендами в последнее время были разработаны этилендиаминовые, моноэтаноламиновые, триэтаноламиновые, полиэтиленполиаминовые, гликолевые, трилонатные и др.
1.4 Кислые электролитыУдовлетворительные по внешнему виду осадки цинка можно получать из простых кислых электролитов, содержащих только соль цинка и небольшое количество серной кислоты. Однако на практике для улучшения качества' покрытия к раствору соли цинка обычно добавляют поверхностно-активные вещества, а также соли щелочных металлов и вещества, 'Сообщающие буферные свойства электролиту.
Из солей цинка применяется преимущественно сернокислый цинк, так как в присутствии большого количества хлористых солей происходит сильное разрушение цинковых анодов. Тем не менее электролиты на основе хлористого цинка с блескообразующими добавками в последнее время были предложены как более перспективные для получения блестящих цинковых покрытий. Борфтористоводородные электролиты применяются реже вследствие высокой стоимости и сложности их приготовления.
Катодная поляризация в сернокислых и борфтористоводородных электролитах цинкования выше, чем в хлористых.
Концентрация цинка выбирается в зависимости от требуемой скорости процесса. Чем больше концентрация цинка в растворе, тем выше допустимая плотность тока, но тем менее равномерны по толщине осадки цинка.
Для цинкования деталей на подвесках или в насыпном виде в колоколах и в барабанах обычно применяют растворы, содержащие от 1 до 2 гэкв/л ZnSO4.
Большое влияние на катодный процесс при электроосаждении цинка оказывает концентрация водородных ионов. В растворе, содержащем 0,9 моль/л ZnS04, поляризация возрастает с понижением рН, причем в перхлоратных и сернокислых растворах в большей степени, чем в хлористых. Показано также, что в зависимости от рН раствора без органических добавок меняется также и природа поляризации при электроосаждении цинка. В кислых растворах при рН - 2,5 преобладает химическая поляризация, при более высоких значениях рН (около 5,2) концентрационная поляризация превышает химическую. В соответствии с этим электролитические осадки цинка из чистого раствора ZnSO4 при низком значении рН имеют более мелкозернистую структуру, чем при повышенном рН.
Для поддержания рН около 4,5 в электролит вводят буферные добавки - уксусную, чаще борную кислоту (20-30 г/л). Вместо уксусной кислоты целесообразно вводить уксуснокислый натрий, который после прибавления серной кислоты дает эквивалентное количество слабодиссоциированной уксусной кислоты. Хорошими буферными свойствами обладает электролит, содержащий около 30 г/л сернокислого алюминия или алюмокалиевых квасцов. В присутствии солей алюминия при этом значении рН повышается также катодная поляризация и осадки цинка получаются светлыми, полублестящими мелкозернистой структуры. Буферные свойства сернокислого алюминия основаны я а том, что при рН = 4-4,5 он подвергается гидролизу с образованием H2S04
К сернокислому электролиту цинкования добавляют иногда соли других, не выделяющихся на катоде, металлов, например, сульфаты или хлориды натрия и аммония (до 2 г-экв/л и более), главным образом для увеличения электропроводности растворов. При добавлении сернокислых солей повышается также катодная поляризация, что способствует улучшению распределения металла по поверхности катода.
Присутствие ионов С1 снижает катодную поляризацию при электроосаждении цинка, что позволяет регулировать скорость процесса в тех случаях, когда она слишком мала за счет сильного ингибирующего действия некоторых органических добавок (закрепитель ДЦУ, ТИАС - тетраизоамиламмонийеульфат и др.). В присутствии таких ПАВ авторы рекомендуют применять смешанные сульфатхлоридные электролиты. Роль хлор-иона объясняется образованием промежуточного комплекс, облегчающего переход электронов на разряжающие частицы.
Органические вещества, вводимые в кислые электролиты цинкования, улучшают структуру и внешний вид покрытий. Одной из первых таких добавок, предложенных еще в 1917 г. Н.А. Изгарышевым, П.С. Титовым и Д.В. Степановым, был гуммиарабик, в присутствии которого (20 г/л) из сернокислого электролита получали мелкозернистые полу блестящие осадки динка. Позже (в 1928-29 годах) дефицитный гуммиарабик был заменен декстрином; этот электролит и сейчас еще применяется на наших заводах. К настоящему времени исследовано и предложено много других ПАВ, относящихся к различным классам, в качестве добавок к электролитам цинкования. Большинство из них, повышая катодную поляризацию, уменьшает размеры кристаллов в осадке цинка и улучшает равномерность распределения его на катодной поверхности.
При цинковании с высокими плотностями тока, например при покрытии проволоки, ленты и листов, органические вещества к электролиту не добавляют. В этом случае следует избегать также введения в электролит солей натрия и калия, так как в их присутствии подщелачивание прикатодного слоя с выпадением гидроокиси цинка происходит интенсивнее.
В присутствии некоторых поверхностно-активных веществ можно получать на катоде блестящие осадки цинка.
В присутствии тиокарбамида катодная поляризация не зависит от кислотности электролита, тогда как в электролите без добавок ПАВ с увеличением кислотности она возрастает [28]. Авторы считают, что тиокарбамид устраняет ингибирующее действие водорода и других чужеродных частиц, вызывающих повышение катодной поляризации.
1.5 Щелочные цианистые электролитыОсновными компонентами щелочных цианистых электролитов являются комплексная цианистая соль цинка Na2Zn (CN) 4 или K2Zn (CN) 4, цинкат натрия или калия Na2ZnO2 или K.2ZnO2, цианиды NaCN или KCN и щелочь NaOH или КОН. Исходными веществами для получения в растворе комплексных солей цинка служат Zn (CN) 2, Zn (OH) 2HZnO.
В практических условиях щелочно-цианистый цинковый электролит обычно получают при взаимодействии окиси или гидроокиси цинка со щелочью и последующей обработке полученного осадка заранее приготовленным раствором цианистого натрия или калия.
Общая концентрация цинка в электролите может колебаться в пределах от 0,25 до 1,5 г-экв/л. Относительное содержание цианистого и цинкатного комплексов цинка зависит от концентраций цианида и щелочи. Однако количество цианида и щелочи, связанных отдельно с цинком и присутствующих в свободной форме в электролите, учесть очень трудно из-за отсутствия соответствующего метода контроля. Можно принять, что с увеличением относительной концентрации цианида или щелочи будет возрастать и содержание соответствующей комплексной соли цинка.
Так как концентрации свободного цианида и свободной щелочи в цианистом цинковом электролите раздельно установить невозможно, то указывают суммарное количество обоих компонентов.
Избыток цианида и щелочи необходим, во-первых, для предупреждения гидролиза комплексных солей цинка и выпадения из раствора гидроокиси и цианида цинка и, во-вторых, для устранения пассивирования цинковых анодов.
В присутствии свободной щелочи замедляется карбонизация Цианида и, следовательно, снижается его расход и уменьшается выделение токсичного цианистого водорода.
1.6 Щелочные нецианистые (цинкатные) электролитыОсновными компонентами цинкатных электролитов являются комплексная соль цинка Na2Zn (OH) 4 или K2Zn (OH) 4 и свободная щелочь NaOH или КОН.
В отсутствие специальных добавок из этих электролитов на катоде выделяются губчатые осадки цинка даже при малых плотностях тока - ниже предельного тока диффузии ионов цинка. Как указывалось ранее, добавление к цинкатному раствору 0,25 - 0,5 г/л олова, до 0,05 г/л свинца и следов ртути, а также 0,005-0,01 г/л солей мышьяка, сурьмы и селена полностью устраняет местное образование цинковой губки и позволяет получать компактные осадки цинка. Такой электролит использовали для цинкования деталей на подвесках и во вращающихся барабанах. Однако вследствие малой допустимой плотности тока на катоде он не получил затем большого распространения.
Позднее было показано, что при некоторых режимах периодического изменения направления (реверсия) и пульсации постоянного тока из цинкатных электролитов могут быть получены компактные блестящие осадки цинка на катоде даже при отсутствии указанных добавок.
Блестящие цинковые покрытия образуются только на тщательно отполированной поверхности стали, меди и других металлов после кратковременного (5-10 с) повышения в начале электролиза плотности тока ("толчка" тока) при переключении полярности.
Блестящее цинковое покрытие (на полированной стали) из цинкатного электролита получается также при электролизе реверсированным током е толчком тока в начале электролиза.
Окись цинка растворяется хуже, чем гидроокись, и для полного растворения ее предварительно смешивают с горячей щелочью, добавляя небольшое количество воды. После тщательного перемешивания получают концентрированный раствор, который затем разбавляют водой до нужной концентрации. Последняя зависит главным образом от сложности конфигурации покрываемого изделия: чем рельефнее покрываемая поверхность, тем ниже должна быть концентрация цинка, особенно при условии перемешивания электролита.
Концентрация свободной щелочи, необходимой для обеспечения устойчивости комплексной соли цинка и нормального растворения цинковых анодов, должна быть тем больше, чем выше концентрация цинка.
При перемешивании электролита сжатым воздухом допустимый предел катодной плотности тока увеличивается в 1,5 - 2 раза.
На рассеивающую способность факторы влияют в обратном направлении. Наибольшее влияние на равномерность распределения металла по катодной поверхности оказывает концентрация цинка в электролите, при повышении которой рассеивающая способность ухудшается. Добавки солей олова, свинца и ртути практически не оказывают влияния на допустимый предел плотности тока и распределение металла.
В качестве блескообразующих добавок к цинкатному электролиту предложены также ароматические альдегиды, поливиниловые спирты, полиалкиламины, алкиламины и продукты конденсации аминов с эпихлоргидрином или с окисью этилена. Эффективным блескообразователем является продукт взаимодействия этилендиамина с эпихлоргидрином (50% -ный водный раствор).
В цинкатном электролите всегда присутствуют углекислые соли за счет взаимодействия щелочи с двуокисью углерода воздуха.
1.7 Пирофосфатные электролитыИсходными компонентами для приготовления пирофосфатных электролитов могут быть ZnS04-7H2O, Zn (OH) 2 или ZnO и пирофосфорнокислые соли натрия, калия и аммония. Пирофосфаты калия и аммония лучше растворяются в воде, чем пирофосфат натрия, из них можно готовить более концентрированные растворы, обладающие и большей электропроводностью.
Однако эти соли менее доступны потребителям из-за ограниченного их производства.
При введении сернокислого цинка в раствор пирофосфата калия или натрия образуется сначала осадок пирофосфата цинка, который затем растворяется в избытке пирофосфата щелочного металла с образованием комплексной соли.
При действии пирофосфата калия или натрия в избытке на гидроокись или окись цинка образуется комплексная соль пирофосфата цинка.
Состав пирофосфатных комплексов цинка зависит от значения рН и концентрации свободного пирофосфата в растворе.
Процесс электроосаждения цинка из пирофосфатных растворов протекает при повышенной катодной поляризации, которая обусловлена как диффузионными ограничениями, так и торможением электродной реакции Показано, что катодный процесс характеризуется сочетанием диффузионной поляризации и перенапряжения.
Катодная поляризация возрастает при увеличении концентрации свободного пирофосфата щелочного металла, уменьшении концентрации цинка и температуры электролита, но снижается при возрастании значения рН.
Положительное влияние на качество катодных осадков и кинетику катодного процесса в пирофосфатных электролитах оказывают органические вещества.
Цинковые аноды плохо растворяются в пирофосфатных электролитах вследствие пассивирования.
1.8 Аммиакатные электролитыАммиакатный электролит цинкования получают растворением окиси или гидроокиси цинка в избытке хлористого или сернокислого аммония по уравнению реакции:
ZnO + 2NH4C1 = Zn (NH3) 2Cl2 + Н2О Zn (OH) 2 + 2NH4C1 = Zn (NH3) 2Cl2 + 2H2O
Показано, что содержание цинка в насыщенном растворе NH4C1 зависит от рН среды. Минимальная растворимость ZnO соответствует нейтральной области в пределах рН = 6,3-7. При более высоком и более низком значениях рН растворимость резко возрастает. Твердая фаза, содержащая цинк, находится в равновесии с насыщенным раствором NH4C1 в нейтральной области, она представляет собой комплексное соединение Zn (NH3) 2Cl2. При добавлении NH4OH увеличивается рН и число связанных в комплексе молекул аммиака (лигандов); в этих условиях образуются другие, по-видимому, более растворимые комплексные соединения: Zn (NH3) 3Cl2, Zn (NH3) 4Cl2. Наряду с этим образуются также и соединения типа Zn (NH3) n (OH) 2, особенно, если значение рН повышают добавлением щелочи (КОН или NaOH). При большой концентрации аммиака в водном растворе цинк образует устойчивые тетра-амин-ионы.
При введении ZnO в насыщенный раствор сернокислого аммония образуются соответствующие комплексные соединения типа Zn (NH3) nSO4, растворимость которых при рН>7 также резко возрастает. При уменьшении рН растворимость такой комплексной соли, наоборот, снижается почти до нуля и выпадает осадок труднорастворимой соли. Подобные соединения образуются также и при взаимодействии ZnO с уксуснокислым аммонием.
Исследования кинетики электродных процессов (катод - амальгама цинка) в аммиачных растворах методом радиоактивных индикаторов в сочетании с электрохимическими измерениями показали, что стадией, определяющей скорость электродных процессов, является электрохимическая реакция.
Поляризуемость катода и рассеивающая способность аммиакатных электролитов зависят от рН и концентрации компонентов. Наибольшие поляризуемость катода и рассеивающая способность аммиакатных электролитов соответствуют нейтральной области.
При увеличении концентрации хлористого аммония (а также сернокислого аммония) поляризуемость катода и рассеивающая способность при низких плотностях тока в щелочной области несколько возрастает. Благоприятное влияние хлористого аммония на рассеивающую способность сказывается также вследствие увеличения электропроводности.
Аммиакатные электролиты обладают хорошими буферными свойствами благодаря образованию у катода слабо диссоциированного основания гидроокиси. аммония.
Буферное действие комплексного иона определяется следующими равновесными условиями в растворе.
К раствору, содержащему 250 г/л NH4C1, иногда добавляют 20-25 г/л борной кислоты для повышения устойчивости значения рН в прикатодном слое. Чтобы увеличить концентрацию комплексных ионов цинка и допустимый предел плотности тока, рекомендуется вводить в раствор 40-50 г/л роданистого аммония или до 100 г/л гексаметилентетрамина (уротропин).
С целью улучшения структуры осадков в аммиакатные электролиты рекомендуют вводить поверхностно-активные вещества (клей, желатин, декстрин, тиомочевину, фурфурол, диспергатор НФА, ОС-20 и др.). При совместном присутствии ОС-20 и НФА образуются мелкозернистые полублестящие осадки цинка. Температура аммиакатных электролитов от 18 до 40 °С. Катодная и анодная плотности тока до (1,5-4) - 102 А/м2 в зависимости от концентрации цинка, рН и темпеинка, рН и темпета. Аноды изготовляют из чистого цинка. Выходы по току на катоде и аноде в рабочем интервале плотностей тока составляют 90-100%.
1.9 Электролиты на основе аминокомплексных соединений цинка
К этой группе электролитов относятся растворы солей цинка, содержащие комплексы трилон Б, этилендиамин, моноэтаноламин, триэтаноламин, гликокол (аминоуксусная кислота), полиэтиденполиамин и др.
Электролиты готовят следующим образом. В половинном от расчетного объеме воды при 70-90 °С растворяют хлористый аммоний и полученный раствор приливают небольшими порциями к окиси цинка, предварительно смоченной водой, при непрерывном перемешивании. После охлаждения раствора до 35-40 °С к нему добавляют этилендиамин (в первом электролите) или моноэтаноламин (во втором электролите) и заранее приготовленный раствор желатина или клея. Приготовленные растворы прорабатывают перед цинкованием постоянным током из расчета 1-5 А-ч/л.
Кадмий добавляют к электролитам в виде соответствующих аминокомплексов для улучшения растворения анодов. Выделяясь контактно на цинке, кадмий образует с цинком микрогальванопары, ускоряющие ионизацию цинка.
Значение рН 8,0-8,8. Электролит готовят аналогично первым двум электролитам.
Добавление кадмия к триэтаноламиновому электролиту не требуется, так как цинковые аноды хорошо в нем растворяются.
Электролиз указанных 3 типов электролитов ведут при температуре электролитов 17-25°С, катодной плотности тока (1,5-2,0) - 102 А/м2 и анодной плотности тока около 1 102 А/м2.
Электроосаждение цинка из этих электролитов происходит при повышенной катодной поляризации, поэтому покрытия получаются светлыми и плотными. Микротвердость осадков цинка равна 90 - 120 кгс/мм2.
Полиэтиленполиаминовый электролит содержит цинк в виде прочных комплексных ионов.
Удовлетворительные по качеству осадки можно получать из этого электролита в присутствии хлорида или сульфата аммония (100-200 г/л) при рН = 8-9 и температуре 20 °С.
В ЦНИИТМАШ был предложен полиэтиленполиаминовый (ПЭПА) электролит.
Значение рН электролита 7,95; температура 20 °С; катодная плотность тока (1 - 10) - 102 А/м2. Выход цинка по току 90-50% (соответственно указанному интервалу плотностей тока).
Рассеивающая способность полиэтиленполиаминового электролита, рассчитанная по данным о распределении металла на разборном катоде в щелевой ячейке, при средней катодной плотности тока (1-5) • 102 А/м2 составляет 21-27%.
2. Технологическая часть 2.1 Назначение и выбор гальванических покрытий 2.1.1 Эскизы и ведомость деталей
Все обрабатываемые детали разбиваются по видам покрытия, габаритным размерам, группам сложности на ряд конструкторско-технологических групп:
I группа - изделия с габаритными размерами более 1200х1200х800 мм и массой более 150 кг.
II группа - изделия с габаритными размерами более 1200х1200х800 мм
и массой более 150 кг, пригодные для обработки на подвесках без применения дополнительных приспособлений.
III группа - изделия, обработка которых должна производиться в барабанах;
IV группа - изделия, обработка которых должна производиться в приспособлениях, оснащенных внутренними или охватывающими анодами.
V группа - изделия, обработка которых не может осуществляться в автоматических линиях (например, изделия, предназначенные для химического никелирования, химического меднения).
Таблица 2.1 - Ведомость деталей
| Наименование деталей | Характеристика деталей | Годовая программа по поверхности м | Вид обработки | |||
| Материал | Габариты: длина, высота, мм | Масса, кг | Покрываемая поверхность, м2 | |||
| Тройник | Сталь 45 | 132х х36 | 1,1 | 0,02 | 13500 | цинкование |
2.1.2 Выбор типа покрытия и толщины покрытия исходя из условий эксплуатации
Одним из важнейших факторов, определяющих выбор покрытий, являются условия эксплуатации изделий.
Согласно ГОСТ 15150-69, группы условий эксплуатации определяются в зависимости от климатического исполнения и категории размещения.
Условные обозначения покрытий в зависимости от климатических условий их эксплуатации
1. Изделия, предназначенные для эксплуатации на суше, реках и озерах:
У - для макроклиматического района с умеренным климатом;
УХЛ - для макроклиматических районов с умеренным и холодным климатом;
ТВ - для макроклиматических районов с влажным тропическим климатом;
ТС - для макроклиматических районов с сухим тропическим климатом;
Т - для макроклиматических районов с сухим и с влажным тропическим климатом;
О - для макроклиматических районов на суше, кроме макроклиматического района с очень холодным климатом (общеклиматическое исполнение).
2. Изделия, предназначенные для эксплуатации макроклиматических районах с сухим климатом:
М - для макроклиматического района с умеренно холодным морским климатом;
ТМ - для макроклиматического района с тропическим морским климатом, в том числе для судов каботажного плавания или иных предназначенных для плавания только в этом районе;
ОМ - для макроклиматических районов с умеренно холодным и тропическим морским климатом, в том числе для судов неограниченного района плавания.
3. Изделия, предназначенные для эксплуатации во всех макроклиматических районах на суше и на море, кроме макроклиматического района с очень холодным климатом (всеклиматическое исполнение).
Условия обозначения изделий в зависимости от категории размещения
Укрупненные категории:
1 - для эксплуатации на открытом воздухе (воздействие совокупности климатических факторов, характерных для данного микроклиматического района).
2 - для эксплуатации под навесом или в помещениях, где колебания температуры и влажности воздуха несущественно отличаются от колебаний на открытом воздухе и имеется сравнительно свободный доступ наружного воздуха, например в палатках, кузовах, прицепах, металлических помещениях без теплоизоляции, а также в оболочке комплексного изделия категории 1 (отсутствие прямого воздействия солнечного излучения и атмосферных осадков).
3 - для эксплуатации в закрытых помещениях (объемах) с естественной вентиляцией без искусственно регулируемых климатических условий, где колебания температуры и влажности воздуха и воздействие песка и пыли существенно меньше, чем на открытом воздухе, например в металлических с теплоизоляцией, каменных, бетонных, деревянных помещениях (отсутствие воздействия атмосферных осадков, прямого солнечного излучения, существенное уменьшение ветра; существенное уменьшение или отсутствие воздействия рассеянного солнечного излучения и конденсации влаги).
4 - для эксплуатации в помещениях (объемах) с искусственно регулируемыми климатическими условиями, например в закрытых отапливаемых или охлаждаемых и вентилируемых производственных и др., в том числе хорошо вентилируемых подземных помещениях (отсутствие воздействия прямого солнечного излучения, атмосферных осадков; ветра, песка и пыли, наружного воздуха, существенное уменьшение или отсутствие воздействия рассеянного солнечного излучения и конденсации влаги); для эксплуатации в помещениях (объемах) с повышенной влажностью (например, в неотапливаемых и невентилируемых подземных помещениях, в том числе шахтах, подвалах, в почве, в таких судовых, корабельных и других помещениях, в которых возможно длительное наличие воды или частая конденсация влаги на стенах и потолке, в частности, в некоторых трюмах, в некоторых цехах текстильных, гидрометаллургических производств и т.п.)
Дополнительные категории:
1.1 - для хранении в процессе эксплуатации в помещениях категории 4, так и (кратковременно) в других условиях, в том числе на открытом воздухе;
2.1 - для эксплуатации в качестве встроенных элементов внутри комплектных изделий категории 1; 1,1; 2, конструкция которых исключает возможность конденсации влаги на встроенных элементах (например, внутри радиоэлектронной аппаратуры);
3.1 - для эксплуатации в нерегулярно отапливаемых помещениях (объемах);
4.1 - для эксплуатации в помещениях с кондиционированным или частично кондиционированным воздухом;
5.1 - для эксплуатации в качестве встроенных элементов внутри комплектных изделий категории 5, конструкция которых исключает возможность конденсации влаги на встроенных элементах (например, внутри радиоэлектронной аппаратуры).
Условия эксплуатации
Легкие условия характеризуются содержанием в атмосфере сернистого газа не более 0,02 мг/м3, хлористых солей не более 0,03 мг/ (м2сут), а также тем, что атмосфера не загрязнена газами промышленных объектов. Климат в помещении для хранения изделий должен быть регулярным.
Для средних условий эксплуатации характерна та же атмосфера, но возможно хранение изделий при холодном и умеренном климате под навесом или на открытом воздухе (в том числе и для сухого тропического климата).
Жесткие условия характеризуются: температура максимальная +850С и минимальная - 600С; относительная влажность 98% при температуре 250С (возможно повышение относительной влажности до 100% при температуре 250С); содержание коррозионно-активных агентов (сернистый газ - до 2 мг/м3, хлориды - до 2 мг/ (м3сут); наличие воздействия солнечного излучения, атмосферных осадков, ветра, пыли и конденсации влаги.
Особо жесткая группа эксплуатации характеризуется такими характеристиками: максимальная температура 850С, минимальная - 600С; относительная влажность 98% при температуре 350С (возможно повышение относительной влажности до 100% при температуре 350С); содержание коррозионно-активных агентов (сернистый газ - до 2 мг/м3, хлориды - до 30 мг/ (м3сут); наличие воздействия солнечного излучения, атмосферных осадков, ветра, песка, пыли, плесневых грибков и конденсации влаги.
Кроме того, согласно ГОСТ 15150-69 условия эксплуатации подразделяются на 8 групп.
В зависимости от требований, предъявляемых к эксплуатационным характеристикам деталей, различают покрытия:
защитные (для защиты покрываемого металла от коррозии);
защитно-декоративные (для защиты покрываемого металла от коррозии и придания декоративного вида);
специальные (для придания определенных свойств поверхности покрываемого металла).
Одни и те же покрытия в зависимости от области их применения могут относиться к защитным, защитно-декоративным или специальным.
Выбор типа гальванического покрытия и его толщины в зависимости от условий эксплуатации производится согласно ГОСТ 9.303-84.
Тип покрытия: цинкование.
Условия эксплуатации: для эксплуатации в закрытых помещениях с естественной вентиляцией.
Толщина 9 мкм.
2.1.3 Обозначение и шифр покрытияПокрытия обозначают в зависимости от способа их получения, материала покрытия, признаков, характеризующих их физико-механические и декоративные свойства, а также дополнительной обработки (ГОСТ 9.303-84).
Материал покрытия, состоящий из сплава, обозначают символами компонентов, входящих в состав сплава, разделяя их знаком тире, и в скобках указывают максимальную долю первого или первого и второго (в случае трехкомпонентного сплава) компонентов в сплаве, отделяя точкой с запятой. Например, покрытие сплавом медь-цинк с массовой долей меди 50...60% и цинка 40...50% обозначают М-Ц (60); покрытие сплавом медь-олово-свинец с массовой долей меди 70...78%, олова 10...1 8% и свинца 4... 20% обозначают М-О-С (78, 18).
В обозначении материала покрытия сплавом при необходимости указывают минимальную и максимальную массовые доли компонентов, например, покрытие сплавом золото-серебро-медь с массовой долей золота 98...99,6%, серебра 0,2...1% обозначают Зл-Ср-М (98...99,6; 0,2...1). В обозначении покрытий сплавами на основе драгоценных металлов деталей часов и ювелирных изделий допускается указывать среднюю массовую долю компонентов.
Виды многослойных покрытий и их обозначения приведены в ГОСТ 9.3Q3-84.
Обозначение цинкового покрытия: Ц 8.
2.1.4 Требования, предъявляемые к поверхности детали, предназначенной под покрытие, и методы получения заданного качества покрытия
Качество поверхности определяется двумя основными показателями: шероховатостью и волнистостью.
Шероховатость поверхности является одной из основных геометрических характеристик качества поверхности и оказывает существенное влияние на эксплуатационные показатели.
Шероховатость поверхности оценивается значениями, высотных параметров: Ra - среднее арифметическое отклонение профиля; Rz - высота неровностей профиля по десяти точкам.
Шероховатость поверхности основного металла должна быть не более: Rz 40 мкм - под защитные покрытия; Ra 2,5 мкм - под защитно-декоративные покрытия; Ra 1,25 мкм - под твердые и электроизоляционные анодно-оксидные покрытия.
Волнистость поверхности - совокупность периодически повторяющихся неровностей, которые образуются прежде всего в связи с колебаниями или относительными колебательными движениями в системе станок - инструмент - изделие. Высота неровностей волнистости и высота шероховатости примерно одинаковые.
Поверхность деталей, изготовленных из горячекатаного металла, должна быть чистой, без травильного шлама, окалины, ржавчины и других загрязнений. Неоднородность проката, закатанная окалина, раковины, поры, расслоения, выявляющиеся после травления, полирования или шлифования, являются основанием для бракования детали, если после контрольной зачистки размеры детали выходят за предельные вследствие дефектов. На поверхности литых и кованых деталей не должно быть пор, газовых и усадочных раковин, шлаковых включений, спаев, недоливов, трещин, за исключением допустимых технической документацией на отливки и поковки. Детали после гидрообработки не должны иметь травильного шлама, шлака, окалины, ржавчины и заусенцев. Шлифованные и полированные детали длжны поступать без забоин, вмятин, раковин, расслоений, прижогов, рисок, трещин, заусенцев, пор и дефектов от рихтовочного инструмента.
Независимо от вида механической обработки и подготовки деталей острые углы и кромки деталей должны быть скруглены или иметь фаски, за исключением технически обоснованных случаев. На изделиях, выполненных газовой и дуговой сваркой, угловые, фасонные, радиусные швы стыковых и нахлесточных соединений выполняют непрерывными без непроваров. Сварные и паяные швы должны быть зачищены и не иметь дефектов, кроме допустимых технической документацией на сварку и пайку.
На рабочей поверхности литых деталей допускаются следы швов по разъему форм, следы питателей, зачищенные заподлицо с поверхностью детали, следы от выталкивателя.
Шероховатость поверхности должна быть: Rа=1 мкм; Rz=20 мкм
2.1.5 Требования к гальваническим покрытиямК покрытиям в процессе производства и приемки предъявляются требования к внешнему виду и, при необходимости, к специальным свойствам.
Кроме того, для металлических покрытий устанавливают требования к толщине, пористости и прочности сцепления и, в случае испытаний сплавами, к химическому составу.
По внешнему виду, по химическому составу, защитным свойствам и пористости покрытие должно соответствовать требованиям ГОСТ 9.301-78.
Покрытие должно быть прочно сцепленным с основным металлом, без шелушения, сколов, вздутий и растрескивания и выдерживать испытания на прочность сцепления в соответствии с ГОСТ 9.302-79.
При выборе покрытий следует помнить, что шероховатость поверхности деталей после нанесения защитно-декоративных покрытий (никелевое, хромовое) остается без изменения, а после нанесения защитных и специальных покрытий (цинк, кадмий, серебро и др.) ухудшается в зависимости от толщины покрытия и технологии его нанесения.
Крепежные детали с толщиной покрытия менее 9 мкм применяют с обязательной дополнительной защитой в сборке от воздействия внешней среды лакокрасочными покрытиями, стойкими в данных условиях.
При предъявлении к покрытиям требований по блеску в обозначении покрытий указывается степень блеска: матовое, блестящее, зеркальное. Зеркальное покрытие получается непосредственно при электролизе или с помощью механических средств до и после нанесения покрытия.
В отверстиях, каналах, пазах, на вогнутых участках профилированных деталей и на внутренних поверхностях допускается уменьшение толщины покрытия до 50% по сравнению с требуемой по чертежу. В глухих узких, гладких и резьбовых отверстиях, каналах и пазах размером менее 12 мм на глубине одной ширины или одного диаметра толщина покрытия не нормируется. Это относится и к сквозным отверстиям (гладким и резьбовым) диаметром менее 6 мм при глубине более одной ширины или диаметра.
На полированной поверхности покрытий, кроме зеркальной, допускаются единичные (не более 5 шт. на 100 см') царапины или точки от полировочных паст и рихтовочного инструмента. На неполированной поверхности покрытия могут быть следы от механической обработки (штамповки, вытяжки и т.д.) в соответствии с требованиями стандарта на металл. В местах соприкосновения покрытых деталей с контактным приспособлением и на рабочей поверхности могут быть участки без покрытия, также возможны пятна вокруг раковин или пор, темные полосы или пятна в труднодоступных для зачистки углублений. Отсутствие покрытия допустимо: в сварных или паяных швах и около них; в порах, свищах, раковинах и местах шлаковых и оксидных включений; в других местах с дефектами поверхности, допустимыми стандартами или техническими условиями на литье или материал, на сварные и паяные соединения, на прокат.
На поверхности покрытия не допускаются пригары, вздутия, следы неотмытых солей, пузыри, отслаивание, шелушение, сколы, рыхлость, растрескивание, видимые следы от рук.
Согласно заданию к выбранному гальваническому покрытию предъявляются следующие требования:
2.2 Технологический процесс 2.2.1 Выбор технологической схемы нанесения покрытийТехнологический процесс нанесения" покрытий состоит из операций, которые можно разделить на механическую подготовку деталей, химическую и электрохимическую подготовку деталей перед покрытием, нанесение покрытий и заключительную обработку.
Выбор технологической схемы нанесения необходимого покрытия на детали определяется многими факторами: видом покрытия; природой металла детали; формой и размерами детали; качеством наружной отделки детали, поступающей на покрытие, и качеством внешнего вида детали после покрытия; экономической целесообразностью выбора этой или иной операции.
Сначала производят подготовительную операцию при помощи сортированной обтирочной ветоши, для этого необходимо широкоуниверсальное рабочее место. Монтаж деталей производят на автооператорной траверсе.
Электрохимическое обезжиривание является наиболее целесообразным видом обезжиривания. Оно почти не зависит от температуры и концентрации электролита, а определяется плотностью тока при катодным процессе. Сущность его заключается в бурном выделении пузырьков водорода на поверхности обезжиривания деталей. При этом они в течение первых же секунд разрывают и удаляют пленку жировых загрязнений, а роль щелочного раствора является вспомогательной и заключается в обволакивании частиц масел с образование эмульсии, а также в омылении органических и животных жиров. Для электрохимического обезжиривания используют раствор состава: натр едкий технический, сода кальцинированная марки Б, тринатрий фосфат технический, стекло натриевое жидкое содовое марки Б, ТМС "Элона".
Затем детали промывают в горячей проточной воде, производят промывку и активацию. В ванне каскадной промывки происходит противоточная двухступенчатая холодная промывка.
Для осаждения цинковых покрытий применяют различные электролиты: кислые, цианистые, аммиакатные, цинкатные и др.
В аммиакатном электролите цинк находится в виде комплексных катионов. Аммиакатные соединения цинка получаются при взаимодействии окиси цинка с аммонийными солями.
Самый распространенный состав аммиакатного электролита (г/л) и режим работы следующие: окись цинка 10-20; хлористый аммоний 200-300; борная кислота 25-30; клей 1-2; рН 5,9-6,5; температура 15-20 0С; i=0,5-1,0 А/дм2. Этот электролит используется при цинковании деталей насыпью при цинковании деталей насыпью в барабанах или колоннах. В стационарных ваннах при цинковании на подвесочных приспособлениях электролит подщелачивают до рН 7,2-7,5. В состав аммиакатных электролитов вводят буферные соединения для стабилизации величины рН в катодной зоне. В качестве буферных соединений используют борную кислоту или уксусные соли.
После цинкования производят улавливание, промывку холодную противоточную, сушку, демонтаж, контроль рабочим, контроль ОТК, упаковывание.
2.2.2 Определение времени обработки детали
Продолжительность электрического осаждения металлов (мин) определяется по формуле:
τ=δ60d/iKqВТ
где δ - толщина покрытия, мкм; d - плотность осаждаемого металла, г/см3; /к - катодная плотность тока, А/дм2; q - электрохимический эквивалент, г/Ач; ВТ - выход по току, %.
τ=9 60 7,14/1 1,3 98=30 мин
При покрытии мелких деталей в барабанах и колоколах происходит неравномерность пересыпания деталей и истирание покрывающегося слоя металла с поверхности деталей. В этом случае следует продолжительность электролиза т увеличить на 20...25%. Плотность тока при обработке мелких деталей в колоколах и барабанах не превышает 1...1,5 А/дм2.
Технологическое время для процессов оксидирования стали, фосфотирования, для подготовительных, заключительных операций, операций промывки и сушки не рассчитывается, а принимается на основе данных, полученных на практике.
2.2.3 Контроль качества покрытияСамой первой оценкой электролитических покрытий является их внешний вид, который контролируется визуальным осмотром при нормальном дневном или искусственном освещении. Освещенность должна быть не менее 300 лк. В результате оценки по внешнему виду покрытия детали относятся к одной из групп: годные, дефектные, брак, а результаты осмотра оформляются документом.
Дефектными считают детали, с которых необходимо удалить недоброкачественное покрытие и нанести его повторно, а также детали, требующие доработки без снятия покрытия. К браку относятся детали с очагами коррозии, перетравленные, с механическими и другими повреждениями, а также на допускающие переделки со снятием недоброкачественного покрытия.
Во мн6огих случаях решающим признаком качества покрытия, которое должно соответствовать определенным техническим и экономическим требованиям, является его толщина. Выбор методики и приборов и методики для измерения толщины покрытий зависит от многих факторов: рода и формы покрытия и основного металла, необходимой точности и длительности измерения, допустимости или недопустимости разрушения покрытия или всей детали. Необходимо определить не только среднюю, н7о и минимальную толщину покрытия на определенных участках детали, так как даже на плоских деталях толщина слоя металла не одинакова в различных точках.
Методы измерения толщины слоя с разрушением детали делятся на химические, разрушающие только покрытия, и физическ5ие, нарушающие целостность не только покрытия, но и самой детали. Химические методы рекомендуются тогда, когда по производственным условиям допускается разрушение нанесенных на детали покрытий, что связано с потерей некоторых готовых деталей. При химических методах невозможно автоматизировать процесс контроля толщины покрытия в условиях серийного и массового изготовления деталей. Метод снятия заключается в растворении покрытия в таком растворе, который не повреждает основного металла. Растворение может быть химическим и электрохимическим. По массе растворенного покрытия определяют толщину покрытия. Масса покрытия определяется двумя способами: аналитическим и взвешиванием детали до и после покрытия.
2.2.4 Карты технологических процессов
После выбора технологической схемы гальванического покрытия и расчета времени обработки деталей на каждой операции составляют карту технологического процесса для механической подготовки и гальванического покрытия (таблица 2.2).
Таблица 2.2 - Технологическая карта процесса
| Номер опера-ции | Наимено-вание и содержание операции | Оборудование | Состав растворов и материал | Режим осаждения | ||||
| Наименование, марка | Количество | Температура, 0С | Плотность тока, А/м2 | Напряжение, В | Время, мин | |||
| 0 | Подготовительная | Широкоуниверсальное рабочее место | Ветошь обтирочная сортированная 625 ГОСТ 63.46-84 | |||||
| 5 | Монтаж деталей на под- веску | Траверса автооператора | ||||||
| 10 | Обезжиривание электрохимическое | Ванна электрохимического обезжиривания | Натр едкий Технический Сода кальцини-рованная марки Б, первый сорт Тринатрий фосфат технический Стекло натриевое жидкое содовое марки Б ТМС "Элона" | 10-20 20-30 30-50 3-5 0,5-3 | 55- 65 | 2-10 | 6 | 1-10 |
| 15 | Промывка горячая проточная | Ванна промывки | Вода питьевая | 60- 70 | 0,5 | |||
| 20 | Промывка | Ванна промывки | Вода питьевая | 0,5 | ||||
| 25 | Активация | Ванна активации | Кислота соляная техническая | 50- 100 | 18- 25 | 0,5 | ||
| 30 | Промывка холодная двуступен- чатая Противо-точная | Ванна двух- ступен-чатой промывки | Вода питьевая | 0,5 | ||||
| 35 | Цинко-вание | Ванна цинкования | Окись цинка "Ч" Аммоний хлористый технический порошок первый сорт Кислота борная Клей мездровый Аноды цинковые | 15-20 230- 300 25-30 1,5- 3,0 | 25- 30 | 2,0 | 3-6 | 30 |
| 40 | Улавли-вание | Ванна улавли-вания | Вода питьевая | 0,5 | ||||
| 45 | Промывка холодная двух-ступен- чатая | Ванна каскадной промывки | Вода питьевая | 0,5 | ||||
| 50 | Сушка | Камера сушильная | 60- 70 | 5-15 | ||||
| 55 | Демонтаж | Траверса авто- опера- тора | ||||||
| 60 | Контроль рабочим | Широко универ-сальное рабочее место | ||||||
| 65 | Контроль ОТК | Стол ОТК | ||||||
| 70 | Упако- вывание | Широко универ-сальное рабочее место | ||||||
2.3 Приготовление и корректировка электролита. Химический анализ электролита и покрытия. Удаление недоброкачественных покрытий
Для приготовления электролита, хранения и переработки непригодного для работы электролита используют специальные емкости с насосами. В крупных цехах имеется специальный участок корректировки растворов. Потребное количество емкостей и фильтров определяют на основании объемов производственных ванн. При описании стадии приготовления и корректировки электролитов необходимо пользоваться материалами технологической практики.
Корректировка электролита цинком хлористым производится периодически, так как анодный выход цинка по току несколько превышает катодный, что в основном компенсирует вынос ионов цинка покрываемыми деталями. В случае накопления ионов цинка в электролите, необходимо разбавить электролит.
Калий хлористый и борная кислота выносятся только деталями, и корректирование этими химикатами производится по данным анализа. Следует учесть, что на работу ванны большое влияние оказывает концентрация цинка хлористого и калия хлористого.
Рекомендуется концентрация цинка хлористого 70 г/л, хотя для деталей сложной конфигурации это количество может уменьшиться до 50 г/л.
В случае простых деталей и необходимости высоких плотностей тока его количество доводится до 100 г/л, при этом следует стремиться к тому, чтобы общая концентрация ионов хлора была 150-160 г/л, что компенсируется калием хлористым.
Корректирование блескообразующей добавкой следует проводить по данным теста в ячейке Хула или по действительному расходу добавки на 1 м2 покрываемой поверхности.
Расчетный норматив расхода добавки 20-25 мл/л2. При цинковании в барабанах расход добавки увеличивается в 1,3-1,7 раза.
Соотношение ионов цинка и хлора в электролите должно поддерживаться в пределах 3,0-9,0, при этом оптимальным будет соотношение 4,0 для стационарных ванн и 7,5 - для барабанных.
Электролит с добавками ЦКН, особенно чувствителен к загрязнениям ионами тяжелых металлов и органическими соединениями. К вредным примесям тяжелых металлов относятся медь, хром, свинец, железо, никель, кадмий. Максимально доступные концентрации примесей:
Cu-15 мг/л;
Cr-2 мг/л;
Pb-5 мг/л;
Fe-100 мг/л;
Ni-50 мг/л;
Cd-5 мг/л.
Наиболее часто встречающейся примесью является железо, присутствие которого ухудшает сцепление цинка с основой, увеличивает хрупкость покрытия.
Удаление железа производится в следующей последовательности:
перекачать электролит в запасную емкость;
довести рН электролита до 5,8-6,0;
нагреть электролит до 50-600С;
добавить 1-2 мл/м перекиси водорода;
через несколько часов профильтровать;
охладить электролит и откорректировать рН раствора;
перекачать электролит в основную ванну;
ввести блескообразующую добавку и откорректировать электролит по основным компонентам.
Медь, никель, кадмий, свинец удаляются проработкой электролита при низкой плотности тока 0,1-0,3 А/дм2. Шестивалентный хром удаляется из электролита обработкой его небольшим количеством гидросульфата натрия на основе опытов в ячейке Хула. С целью уменьшения загрязнения электролита ионами тяжелых металлов следует своевременно извлекать упавшие на дно ванны детали.
Если корректированием и фильтрацией не достигается получение доброкачественного покрытия, то электролит заменяют. Для этого насосом электролит перекачивают в ванну промывки, а из нее через нижний сливной штуцер спускают в канализацию. Из ванны извлекают упавшие детали, моют ее, перекачивают приготовленный электролит из запасной емкости.
3. Материальный баланс 3.1 Расчет потребности химикатов и электродов
Расчет потребности в химикатах, катодах, ан6одах и других материалах складывается из потребности на первоначальный пуск ванн и оборудования, и расхода на выполнение годовой программы.
А. Расчет потребности химикатов (кг) на первоначальный пуск ванны производится по формуле
Gп=СVn/1000
где С - концентрация компонента в растворе, г/л;
V - объем ванны, л;
n - количество ванн.
На обезжиривание
натр едкий:
Gп = 15 2,6/1000=0,039
сода кальцинированная:
Gп =25 2,6/1000=0,065
тринатрий фосфат:
Gп =40 2,6/1000=0,104
стекло натриевое:
Gп =4 2,6/1000=0,01
ТМС "Элона":
Gп =2 2,6/1000
На активацию кислота соляная:
Gп =50 2,6/1000=0,13
На цинкование окись цинка:
Gп =20 2,6/1000=0,05
аммоний хлористый:
Gп =270 2,6/1000=0,7
кислота борная:
Gп =30 2,6/1000=0,078
клей мездровый:
Gп =2 2,6/1000=0,005
Б. Расчет потребности химикатов (кг) на выполнение годовой программы ведется по формуле
GГ=Sq/1000
где S - годовая производственная программа цеха, м2;
q - удельная норма расхода химикатов рассчитывается по формуле
q=Р х С
здесь С - концентрация химического компонента в растворе, г/л;
Р - технические неизбежные потери раствора на корректировку, фильтрацию, с воздухом в вентиляцию, с деталями и приспособлениями, л/м2
Следовательно,
GГ=SРС/1000
Активация
GГ=13500 0,5 50/1000=337,5
Обезжиривание натр едкий:
GГ=13500 0,5 15/1000=101,25
сода кальцинированная:
GГ=13500 0,5 25/1000=168,75
тринатрий фосфат:
GГ=13500 0,5 40/1000=270
стекло:
GГ=13500 0,5 4/1000=27
ТМС:
GГ=13500 0,5 2/1000=13,5
Цинкование окись цинка:
GГ=13500 0,2 20/1000=54
аммоний хлористый:
GГ=13500 0,2 270/1000=729
кислота борная:
GГ=13500 0,2 30/1000=81
клей:
GГ=13500 0,2 2/1000=5,4
В. Удельная норма расхода окиси цинка рассчитывается по формуле
q=t ([ZnO] + РВСХА) +СХА (Р Д + Р К),
где [ZnO] - теоретический расход окиси цинка на получение покрытия толщиной 1 мкм, г/м2 мкм;
РВ, РД, РК - потери электролита в вентиляции, с деталями и на корректировку;
СХА - концентрация окиси цинка в электролите, г/л.
Теоретический расход окиси цинка рассчитывают по формуле
[ZnO] =dMХА/МХА,
где d - плотность цинка, г/см3;
МХА и МХ - молекулярный вес окиси цинка и цинка.
[ZnO] =7,14 81,4/65,4=8,9
q=9 (8,9+0,25 20) +20 (0,25+0,25) =135
Г. Расход растворимых анодов (кг) определяется потребностью металла, идущего на получение покрытия на деталях, неизбежным расходом на покрытие подвесок и рассчитывается по формуле
G=1,05 Si td/1000,
где Si - площадь покрываемой поверхности с учетом подвесок, м2;
d - плотность металла, г/см3;
t - толщина покрытия, мкм.
Коэффициент 1,05 учитывает неизбежные потери анодного материала при механическом изготовлении анодов.
G=1,5 1,71 9 7,14/1000=0,12
Д. Расход нерастворимых электродов определяется их механическим и химическим износом в процессе работы ванны по следующей формуле:
САН= (КLHtd) /1000,где К - коэффициент сменяемости анодов (катодов), (раз/год),
L,H,t - длина, ширина (принимается 0,6 от общей длины ванны за вычетом размеров змеевиков) и толщина анода, см;
d - плотность металла анода (катода), г/см3.
L=224 0,6=134,4
H=80 0,6=48
t=20
d=7,8 г/см3
Обезжиривание:
САН= (0,1 134,4 48 20) /1000=13
Активация:
САН= (0,2 134,4 48 20) /1000=25,8
Цинкование:
САН= (2 134,4 48 20) /1000=258
Е. Расход материалов на шлифование и полирование определяют по нормам, приведенным в таблице.
Таблица 3.1
| Наименование операции | Обрабатываемый материал | Расходуемый материал | Норма расхода на 1 м2 |
| Шлифование | Саль Медь и ее сплавы, цинковые и алюминиевые сплавы | Круги войлочные Абразивные материалы Секции х/б Паста Круги войлочные Абразивные материалы Секции х/б Паста | 0,015 шт. 0,4 кг 0,04 шт. 0,15 кг 0,015 шт 0,3 кг 0,04 шт. 0,1 кг |
| Полирование | Сталь Медь и ее сплавы Сплавы на основе алюминия Медные и никелевые покрытия Хромовые покрытия | Секции х/б Паста Секции х/б Паста Секции х/б Паста Секции х/б Паста Секции х/б Паста | 0,04 шт. 0,15 кг 0,03 шт. 0,1 кг 0,03 шт. 0,12 кг 0,03 шт. 0,07 кг 0,01 шт. 0,03 кг |
Ж. Расход материалов на изготовление подвесочных приспособлений составляет 5-8 кг на 1 м2 покрываемой поверхности.
З. Данные по расходу химикатов и электродов сводятся в таблице 3.2
Таблица 3.2
Сводная ведомость расхода химикатов и электродов
| Наиме-нование операции | Наиме-нование электрода или химиката | ГОСТ или ТУ | Расход на 1 м2 поверхности | Обраба-тываемая поверх-ность, м2/год | Расход материала на первона-чальную загрузку, кг | Расход материала на годовую программу, кг | Общая годовая потреб-ность, кг |
| Электрохимическое обезжиривание Активация Цинко-вание | натр едкий сода кальци-нирован-ная тринатрий фосфат стекло натриевое ТМС "Элона" кислота соляная окись цинка аммоний хлористый кислота борная клей мездровый | 15 25 40 4 2 50 20 270 30 2 | 13500 | 0,039 0,065 0,104 0,01 0,005 0,13 0,05 0,7 0,078 0,005 | 101,25 168,75 270 27 13,5 337,5 54 729 81 5,4 | 1787,4 |
При нанесении гальванических покрытий потребуется большое количество воды, которая расходуется на составление электролитов, растворов, на промывку деталей, охлаждение ванн и источников тока. На промывку деталей расходуется основная масса воды. В целях экономии воды необходимо использовать многоступенчатую промывку и обязательно повторно использовать воду, применяемую на охлаждение оборудования.
Расход воды на приготовление электролита рассчитывается на основании объема и количества соответствующих ванн нанесения покрытия, предварительной подготовки и окончательной обработки поверхности деталей. Расход воды на корректировку растворов и промывку оборудования принимают 20 - 40% от расхода воды на приготовление растворов.
При выборе схем промывки необходимо соблюдать следующие условия:
одноступенчатая схема промывки применяется в автоматических линиях при малом удельном выносе раствора, низком критерии промывки, небольшой производительности линии, для предварительных и заключительных операций по нанесению покрытия на подвесках, а также если расчетный расход воды меньше объема воды в промывной ванне;
двухступенчатая схема промывки применяется при большой производительности оборудования, высоком критерии промывки, большом удельном выносе раствора, при промывке в барабанах, насыпью в корзинах, а также если расчетный часовой расход воды больше объема воды в промывной ванне.
Расчет расхода воды на промывные операции до достижения в ванне улавливания 40% -ой концентрации основного компонента в рабочей ванне производится по следующим формулам:
при одноступенчатой промывке
QЦ=0,11kV;
где V - объем ванны улавливания;
k - критерий окончательной промывки, показывающий во сколько раз следует снизить концентрацию основного компонента электролита, выносимого поверхностью деталей, до допустимого значения, и определяемый согласно следующей формуле:
k=C0/CД;
где C0 - концентрация основного компонента в рабочей ванне, г/дм2;
CД - допустимая концентрация основного компонента в последней ванне промывки.
k=500;
QЦ=0,11 500 2,6 1,5=215
при двухступенчатой прямоточной промывке
QЦ=0,24 (1+m) V k/m, где m=QЦ/Q (как правило, m=3);
QЦ=0,24 (1+3) 2,6 1000/3 1,5=70
при двухступенчатой противоточной промывке
QЦ=0,24V k
QЦ=0,24 2,6 2000 1,5=42
После достижения в ванне улавливания 40% концентрации основного компонента в рабочей ванне в ней производится замена воды. Продолжительность цикла до достижения указанной концентрации в ванне улавливания находится по формуле:
t=0,5V/qS
где q - удельный вынос раствора из ванны деталями и подвеской.
t=0,5 2,6/1,71 0,2=4
Данные по расчету потребности в воде с указанием характера сточной воды заносится в таблицу 3.3
Таблица 3.3
Ведомость расхода воды
| Наименования оборудования | Количество ванн | Промываемая поверхность, м2/ч | Удельный вынос раствора л/дм2 | Критерий промывки | Расход воды на ванну, м3/ч | Расход воды общий, м3/ч | Годовой расход воды, м3 | Характер сточной воды |
| Промыв-ка односту-пенчатая Двух-ступен-чатая Прямо-точная промывка Двух-ступен-чатая противо-точная | 2 1 1 | 3,4 3,4 3,4 | 0,3 0,3 0,2 | 500 1000 2000 | 215 70 42 | 542 | 2176130 | щелоч- ной щелочной кислый |
Давление 0,5 МПа на перемешивание 1 м3 раствора приближенно составляет 12 - 15 м3/ч.
Таблица 3.4.
Перечень операций, при выполнении которых требуется перемешивание сжатым воздухом
| Наименование операции | Характер растворов |
| Обезжиривание и травление одновременно Химическое обезжиривание Промывка холодная Кадмирование кислое (4А/дм2) Меднение кислое Никелирование Цинкование кислое (2А/дм2) Нейтрализация | Кислый Щелочной Щелочной Кислый Кислый Кислый Кислый Кислый |
4. Экология и очистные сооружения гальванического цеха
В данном разделе следует разработать эффективные мероприятия по защите окружающей среды, используя новейшую отечественную и зарубежную информацию в этой области. Действующие стандарты по охране природы и опыт промышленных предприятий.
4.1 Требования к организации производства очистки сточных водВсе сточные воды цехов покрытий токсичны и их следует сбрасывать в канализацию и водоемы только после соответствующего обезвреживания, очистки и нейтрализации.
Сточные воды следует подразделять на четыре категории:
отработанные концентрированные растворы и электролиты;
низкоконцентрированные промывные сточные воды;
незагрязненные воды от охлаждения оборудования;
воды от мойки оборудования и тары, мокрой уборки помещений.
Для сброса и отвода низкоконцентрированных промывных сточных вод и отработанных концентрированных растворов и электролитов следует предусматривать строительство систем канализации.
Выбор оптимального метода очистки сточных вод необходимо осуществлять с учетом следующих факторов:
возможности получения требуемого количества воды из источников водоснабжения;
затрат, связанных с получением воды из источников;
требований к качеству вод для производства покрытий;
возможности выполнения реконструкции сетей цеха покрытий для улучшения схемы промывки и раздельного канализационирования сточных вод;
возможности использования очищенной воды;
условий отведения сточным вод и места сброса;
технико-экономических показателей различных методов очистки сточных вод.
Наиболее распространенными методами очистки сточных вод цехов покрытий считаются:
Реагентный метод, основанный на реакциях окисления, восстановления, нейтрализации, коагуляции, осаждения, в результате которых токсичные соединения разрушаются с образованием малотоксичных, в большинстве случаев выводящихся из стоков в осадок.
Метод ионного обмена, основанный на последовательном вы- Делении из стока катионов и анионов путем фильтрования на ионитовых фильтрах.
Электрокоагуляционный метод очистки хромсодержащих сточных вод. который основан на восстановлении шестивалентного хрома до трехвалентного хрома в процессе электролиза сточных вод с использованием стальных электродов.
Преимущества реагентного метода очистки сточных вод:
надежность очистки от токсичных соединений при сложном составе примесей;
незначительная чувствительность к примесям органического характера, маслам, механическим примесям.
Метод ионного обмена целесообразно использовать как средство доочистки сточных вод после реагентной очистки. Реагентная очистка с доочисткой методом ионного обмена требует меньше площадей и объемов очистных сооружений, чем при применении Только ионного обмена.
Электрокоагуляционный метод очистки сточных вод обеспечивает высокий эффект удаления из воды загрязнений в виде взвесей (минерального, органического и биологического происхождения), коллоидов (соединений железа, веществ, обусловливающих цветность воды), а также отдельных веществ, находящихся в молекулярном и ионном состоянии.
Преимущества электрокоагуляционного метода очистки сточных вод:
компактность очистной установки, не требующей дополнительных производственных площадей;
простота эксплуатации очистной установки;
отсутствие реагентного хозяйства.
Реагентным и ионообменным методами следует обезвреживать кислотно-щелочные, хромсодержащие и циансодержащие воды.
Для очистки хромсодержащих сточных вод следует также применять метод электрокоагуляции.
В зависимости от количества сточных вод их обезвреживание проводится по периодической или непрерывной схеме.
С целью правильного выбора схемы очистки сточных вод предварительно следует установить:
а) объем по каждому виду стоков;
б) возможность повторного использования очищенной воды;
в) место сброса сточных вод.
Обезвреживание по непрерывной схеме следует проводить при количестве сточных вод более 120 м3/сут и равномерной работе сооружений в течение суток.
При разработке технологических схем следует предусмотреть смешение сточных вод с различными загрязнениями, если такое смешение не ухудшает эффекта очистки по каждому виду загрязнений и не приведет к образованию пожаровзрывоопасных и ядовитых испарений.
5. Экономическая часть
Организация работы имеет одной из главных целей обеспечить постоянную полную загрузку бригады. Необходимо так подбирать партии цинкуемых деталей применительно к имеющемуся оборудованию, чтобы за время сравнительно длительного нахождения деталей в ванне цинкования бригада смогла быть полностью занята подготовкой партии деталей для следующей загрузки. Это требует от бригадира учета конструктивных особенностей деталей, требований к их цинкования, определение величины партии деталей, полностью загружающей ванну, учета трудоемкости подготовительных работ. При такой организации труда работы бригады большое значение имеет рациональное устройство рабочего места. Полезные указания об этом имеются в специальной инструкции.
Повышение производительности ванн. Для этого необходимо рационально загрузить ванны деталями, полностью загрузить их током, сократить продолжительность цинкования за счет уменьшения расчетного слоя цинка, увеличения выхода по току, повышения равномерности покрытия. Для рациональной загрузки ванн деталями целесообразно распределить их по группам таким образом, чтобы в каждой группе были детали однотипные: по габаритным размерам, толщине слоя цинка, величине поверхности и форме. Для каждого типа деталей разработать рациональные приспособления для завешивания в ванну.
Величина поверхности загруженных в ванну деталей определяется значением полной токовой нагрузки ванны, т.е. силой тока, при которой заданная температура электролита поддерживается за счет джоулевой теплоты, без подачи пара (для горячих электролитов).
Если по габаритным размерам детали загружают ванну полностью, а по величине поверхности загрузка недостаточна, то повышают плотность тока по возможности до достижения полной токовой нагрузки. Такое повышение плотности тока с сохранением требуемого качества покрытия достигается на основе изложенных ранее закономерностей, определяющих рабочий интервал.
Выход цинка по току является важным показателем эффективности электролита, однако при технико-экономическом анализе для выбора электролита учитываются и другие его особенности: потери окиси цинка, зависящие от его концентрации в электролите, необходимость специальных установок для охлаждения электролита при низких температурах, химическая агрессивность электролита, сложность его состава и др.
При нанесении толстых покрытий значительное повышение производительности ванн может быть достигнуто за счет мероприятий, повышающих равномерность покрытия. Скорость наращивания покрытия определяется на том участке поверхности, где толщина покрытия наименьшая. Поэтому, чем более равномерно покрытие, тем выше расчетная скорость наращивания при той же заданной средней плотности тока.
6. Техника безопасности и производственная санитария в цехе металлопокрытий
Гальванические цехи характеризуются наличием значительного количества вредных для человеческого организма паров, газов и пыли различных химических веществ. Кроме того, обилие промывных ванн в помещении создает повышенную влажность.
Нормальные условия для работы в цехе обеспечиваются при создании приточно-вытяжной вентиляции, поддержание температуры воздуха в цехе в зимнее время в пределах 18-200С и хорошем освещении.
Работающие в цехах обязаны выполнять правила личной гигиены, техники безопасности, промсанитарии и противопожарной охраны. К работе допускаются лица, прошедшие соответствующий инструктаж.
Рабочие обеспечиваются спецодеждой: резиновыми сапогами, фартуками, резиновыми перчатками и халатами, пользование которыми разрешается только в рабочее время. В нерабочее время спецодежда должна храниться в отведенных для этой цели шкафчиках в отдельных помещениях.
Чистку штанг и анода следует производить во влажном состоянии, смачивая щетки водой.
При выполнении операции обезжиривания в органических растворителях следует иметь в виду пожаро- и взрывоопасность растворителей, а также их токсичность. Поэтому работать с растворителями можно только при включенной вентиляции.
Растворители должны храниться в специальной таре с плотно закрытыми крышками.
Во избежание пожаров и взрывов не допускается курение и пользование электронагревательными приборами. Помещения должны быть специально оборудованы в соответствии с требованиями пожарной безопасности.
Заключение
В процессе работы были выбраны технологический процесс цинкования стальной детали; разработана карта технологического процесса цинкования; выбрана методика приготовления, анализа, корректировки и регенерации растворов и электролитов, применяемых в технологическом процессе; определена потребность в материалах и химикатах для выполнения годовой программы.
Эффективность выбранной технологии покрытия определяется отработанным составом электролита и режимом электроосаждения.
Библиографический список
1. Виноградов С.Н., Таранцев К.В. Дипломное проектирование по специальности 25.03 - Пенза, 2000
2. Виноградов С.С. Экологически безопасное гальваническое производство - Москва, 2002
3. Вансовская К.М. Гальванические покрытия - Ленинград, 1984
4. Кудрявцев Н.Т. Электролитические покрытия металлами - Москва, 1979
5. Ямпольский А.М. Краткий справочник гальванотехника - Ленинград, 1972
Похожие работы
... 550 ¸ 600 г/л. NiCl2 *6H2O – 3 ¸ 7 г/л. Н3BO3 – 10 ¸ 40 г/л. При температуре 65 °С и iк – 21,6 А/дм2 скорость осаждения никеля составляет 250 мм/ч. 3.3 Блестящее никелирование. Для получения защитно-декоративного покрытия на деталях, не требующих высокой антикоррозионной стойкости, применяют электролиты блестящего никелирования. Для этих покрытий характерны повышенная твердость и ...
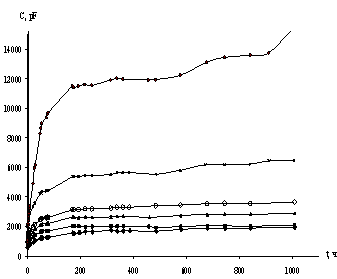
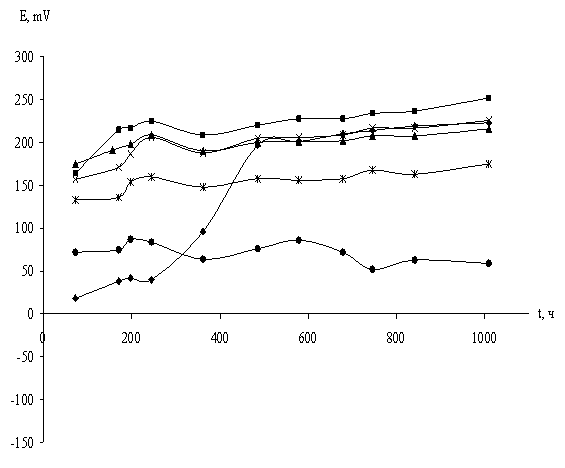
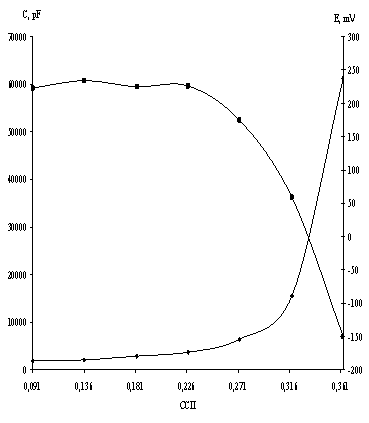
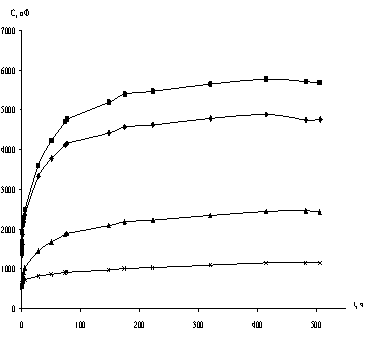
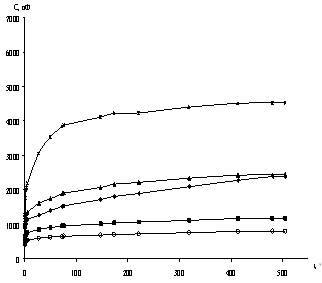
... . В связи с вышеизложенным, цель данной работы заключается в исследовании свойств соосажденных манганат (IV) силикатов кальция, а также поиск оптимального содержания пигмента в покрытиях на основе алкидного лака ПФ-060 и грунтовочных композиций на его основе. 3 Объекты и методы исследования В работе использовали соосажденный манганат (IV) силикат кальция в соотношении 10% Na2SiO3. 3.1 ...
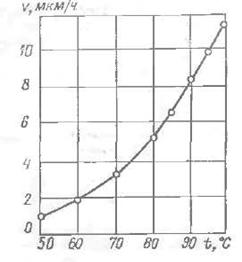

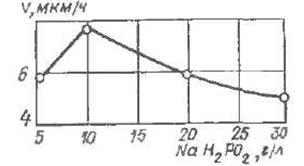
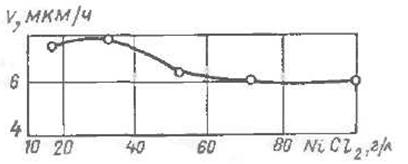
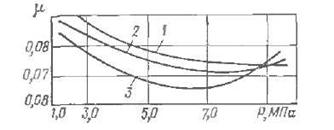
... различных приборов и механизмов возникли новые требования в отношении свойств покрытий, в частности магнитных свойств. Эти требования в какой-то степени могут быть удовлетворены с помощью нанесения покрытий химическим способом из растворов, содержащих кобальт. Особое значение для звукозаписи и запоминающих устройств ЭВМ имеют тонкие магнитные пленки, которые получаются путем осаждения Со—Me на ...
... 15 Формальдегид 0,05 Хлорамин-Б 2,5 ОС-20 5 11 Холодная промывка Н2О 20 - 0,5 12 Горячая промывка Н2О 50 – 60 - 0,5 13 Сушка воздух 60 – 70 - 5 2.РАСЧЕТ УЧАСТКА ОСАЖДЕНИЯ ДВОЙНОГО ПОКРЫТИЯ МЕДЬ-НИКЕЛЬ. ДВОЙНОГО ПОКРЫТИЯ МЕДЬ-НИКЕЛЬ. 2.1. ОПРЕДЕЛЕНИЕ ФОНДОВ РАБОЧЕГО ВРЕМЕНИ. Участок металлопокрытия работает, в основном, в две смены при ...
0 комментариев