Балтийский Государственный
Технический Университет
«ВОЕНМЕХ»
Кафедра М2
РЕФЕРАТ
Управление и подготовка производства
в автоматизированных цехах
Санкт-Петербург
2010
Содержание
Введение
Выбор и обоснование общей структуры автоматизированной системы управления и подготовки производства
Подготовка производства
Распределение функций управления по иерархическим уровням
Построение схем информационных потоков в автоматизированном производстве
Выбор состава и количества средств вычислительной техники
Разработка технических заданий на создание математического обеспечения и аппаратной части. Требования к системе подготовки производства. Требования к реализации системы планирования и ее подсистем в составе автоматизированного цеха. Требования к реализации уровня оперативного управления и уровня управления оборудованием
Планировочные решения по размещению средств вычислительной техники
Технологическая подготовка производства. Методы реализации ТПП
Автоматизация ТПП
Список использованных источников
Введение
В настоящее время главной задачей является сохранение и развитие отечественной технологической среды, обеспечивающей выпуск конкурентоспособных на мировом рынке
национальных продуктов. В решении этой актуальной задачи главенствующая роль принадлежит созданию высокоэффективных производственных систем, реализующих современные технологии. Такие производства должны обладать высоким уровнем автоматизации всех составляющих элементов. Создание производств базируется на реконструкции действующих и проектировании новых. В современных условиях предъявляются особые требования к проектированию автоматизированных производств, к срокам и качеству выполнения проектных работ. Проектирование является сферой, аккумулирующей новейшие достижения науки и преобразующей их в действующие производственные системы, в частности, автоматизированные и автоматические участки и цеха.
Дальнейшее развитие и повышение эффективности машиностроения возможно при существенном росте уровня автоматизации производственного процесса. В последние годы
широкое распространение получили работы по созданию новых высокоэффективных автоматизированных механосборочных производств и реконструкции действующих производств на базе использования современного оборудования и средств управления всеми этапами производства.
Технологическое проектирование автоматизированных участков и цехов прошло путь от систематизации практического опыта в области проектирования до создания научной дисциплины, которая занимается изучением закономерностей, действующих в производственном процессе изготовления изделий, с целью использования их при создании производства, обеспечивающего требуемое качество и количество изделий с наибольшей прибылью.
Впервые научные положения по технологическому проектированию механосборочного производства сформулированы русскими учеными И. И. Тиме, А. П. Гавриленко, М. Е. Егоровым.
Дальнейшее накопление опыта отечественных и зарубежных исследователей и машиностроителей и его обобщение позволили создать стройную методологию проектирования производственных
систем с заданными свойствами. На ее основе производят построение новых, а также реконструкцию и техническое перевооружение действующих производств. Особое внимание при этом уделяют реконструкции и техническому перевооружению действующих предприятий, так как средства, выделенные на эти цели, окупаются в среднем в 3 раза быстрее, чем при создании аналогичных мощностей за счет нового строительства.
Проектированием автоматизированных участков и цехов, а также созданием заводов в нашей стране занимается ряд проектных институтов ГИПРО и ОРГ по отраслям машиностроения,
которые на основе изучения специфики отрасли используют при проектировании последние достижения науки и техники, внедряют новые безотходные и ресурсосберегающие технологии, широко применяют типовые проекты, унифицированные конструкции, системы автоматизированного проектирования (САПР), а также поддерживают тесную связь с научно-исследовательскими, проектно-конструкторскими, строительными организациями и машиностроительными предприятиями в целях быстрейшего внедрения в проекты результатов их работ. Эти проектные институты принимают участие в разработке заданий на проектирование,
выборе площадки для строительства или обследовании действующего производства при реконструкции и техническом перевооружении, определении объемов, этапов и стоимости проектных и изыскательских работ. Они выдают заказчику технические требования на разработку специального производственного оборудования, определяют объемы строительно-монтажных работ, состав и число оборудования, комплектующих изделий и материалов, обеспечивают патентную чистоту проектных решений, строительные организации технической документацией в сроки, установленные договором, участвуют в приемке в эксплуатацию объектов строительства и освоении проектных мощностей, организуют авторский, а в необходимом случае и технический надзор за строительством.
При раскрытии сущности производственного процесса, протекающего в механосборочном производстве, и его проектировании особое внимание следует уделять совокупности взаимосвязанных этапов, в результате которых получается готовая продукция, взаимосвязи количественных и качественных изменений объекта производства, взаимодействию основной и вспомогательных систем, построению материальных, энергетических и информационных потоков, критериальной оценке проектных решений и совокупности итераций при проектировании.
Четкое усвоение методологической концепции проектирования автоматизированного производства на уровне участка и цеха, умение грамотно производить технико-экономический анализ проектных решений позволит создавать высокоэффективные производственные системы.
Выбор и обоснование общей структуры автоматизированной системы управления и подготовки производства
Организационно-технические системы предприятия — технологическая, инструментообеспечения, контроля качества изделий, складская, транспортная, технического обслуживания, охрана труда — являются объектами управления автоматизированной системы управления и подготовки производства. Несмотря на функциональное различие этих систем, с точки зрения процесса управления функционированием в них есть много общего. Для того чтобы разработать систему управления, необходимо иметь формальную модель объекта управления.
Рассмотрение состава задач и методов их решения при разработке средств автоматизации подготовки производства и управления производством на автоматизированном предприятии будем проводить на основе понятия архитектуры технической системы. Под архитектурой технической системы, в данном случае производственной системы, понимают структурно-функциональную модель, описывающую: состав системы (подсистемы, уровни, компоненты); функции подсистем, уровней, компонентов; связи и взаимодействие (интерфейсы) подсистем, уровней и компонентов; правила композиции (объединения) компонентов, уровней и подсистем.
Такой подход к проектированию систем обладает следующими особенностями: особое внимание уделяется функциональному описанию системы, при этом каждая функция выделяется как самостоятельная лишь тогда, когда возможно ее определение через однозначное описание внешнего поведения компонента, реализующего данную функцию; определяются предпочтительные варианты реализации системы, в которых сохраняется разделение между подсистемами, выделенными на структурно-функциональной модели; обеспечивается возможность распараллеливания на возможно более ранней стадии работ по проектированию и реализации системы; облегчаются стыковка компонентов и комплексная отладка системы, а также ее изменение.
Для того чтобы было возможным применить данный подход к проектированию систем автоматизации проектирования и изготовления, необходимо определить формально структурные единицы проектируемой системы. Для этого используют понятие производственной системы. Производственная система — открытая система, функция которой состоит в целенаправленном преобразовании свойств материальных объектов на основании информации и команд, поступающих извне. Для системы более высокого уровня она является объектом обобщенного технологического оборудования, внутреннее устройство и конкретные механизмы функционирования которого от нее скрыты.
Для того чтобы определить структуру производственной системы, необходимо задать следующие характеристики: технологические возможности; набор объектов, участвующих в обмене с внешней средой; набор правил, регламентирующих эти обмены; набор точек доступа, через которые проходят потоки объектов. Кроме того, могут быть заданы параметры реализации, определяющие показатели функционирования — производительность, надежность, — с тем, чтобы учесть их при разработке программно-аппаратных средств. Полностью определенная архитектура производственной системы является внутренней моделью для систем управления. Затем необходимо определить виды связей производственной системы данного уровня, т. е. ее внешний интерфейс. В качестве основы для описания структуры цеха были предложены три вида связей: материальные, энергетические, информационные. Для разработки средств автоматизации управления необходима их интерпретация через систему интерфейсов (взаимодействий объектов производственной системы). Рассматривают интерфейсы следующих видов:
механические интерфейсы, определяющие конкретный способ подачи материальных объектов внутрь производственной системы и выдачи их обратно;
организационные связи, определяющие организационную среду, в которой функционирует данная производственная система;
информационные связи, определяющие содержание, форму построения и процедуры обмена информацией с внешней средой — персоналом и системой управления верхнего уровня;
коммуникационный (сетевой) интерфейс, определяющий средства и возможности обмена информацией с внешней средой;
пользовательский интерфейс, определяющий средства и возможности персонала по управлению производственной системой;
связи с инфраструктурой, определяющие подключение к системе жизнеобеспечения (энергоснабжение, канализация, подача воздуха, СОЖ и т. д.).
На основе анализа связей и внутренней структуры производственной системы разрабатывают технические задания на подсистемы, автоматизирующие функционирование производственной системы. Основные подсистемы автоматизированного производства включают в себя следующие функции: организацию производства; конструкторскую и технологическую подготовку производства; планирование производства, управление производством.
Рассмотрим особенности автоматизации функции управления и подготовки производства на уровне цеха.
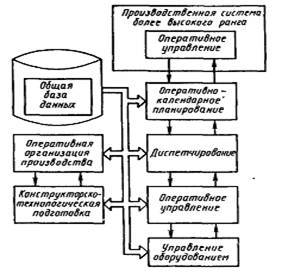
Рис. 1 Общая структура автоматизированной системы.
Подготовка производства
Традиционные методы подготовки производства являются сдерживающим фактором для максимально эффективного использования ГПС. Результаты часто оказываются неудовлетворительны как по качеству, так и по производительности.
Автоматизация отдельных подсистем (конструкторской или технологической подготовки производства и др.) при сохранении традиционных каналов обмена между ними через промежуточные документы и при традиционном разделении функций не сможет обеспечить синхронизацию между ГПС и системой подготовки производства, а также устранить большие потери вследствие быстрого старения проектных решений. Во избежание неоправданных потерь необходимо при формулировании технического задания на комплекс программно-аппаратных средств автоматизации подготовки производства и управления производством в автоматизированном цехе рассматривать эти подсистемы как части единой интегрированной системы подготовки производства, которая для всего комплекта производственных заказов должна выдавать взаимоувязанные решения по конструкции изделий, технологическим процессам их изготовления и потребности в ресурсах (оборудовании, инструменте и др.), необходимых для выполнения технологических процессов. Одним из основных условий эффективной автоматизации является наличие общей базы данных, исключающей многократный ввод человеком информации об изделиях, технологических процессах и т. д.
Необходимо учитывать, что аппаратные и программные средства оборудования, входящего в состав ГПМ, сейчас интенсивно развиваются, причем происходит резкое снижение стоимости аппаратных средств вычислительной техники при одновременном росте их мощности. «Интеллектуализация» ГПМ позволяет оперативно принимать решения по операционной технологии «на месте», поэтому за системой подготовки производства следует закрепить только выработку стратегических решений о маршруте изготовления, оснащения технологических операций заготовками (исходными и межоперационными).
Распределение функций управления по иерархическим уровням
Производственная система имеет несколько уровней управления (см. рис. 1): организацию производства; планирование; диспетчирование; оперативное управление; управление оборудованием.
Уровень организации производства определяет критерии, стратегию и методы планирования. Уровень оперативно-календарного планирования выполняет функции собственно составления планов. Уровень диспетчирования отвечает за своевременную инициализацию и контроль выполнения планов. Уровень оперативного управления обеспечивает собственно выполнение планов, т. е. координированное управление материальными потоками в процессе выполнения планов. Уровень управления оборудованием физически реализует манипуляции с материальными объектами.
Такая иерархия характерна для производственной системы любого ранга. На уровне завода система оперативного управления при управлении транспортной системой выполняет функции управления межцеховыми перевозками, при управлении складской системой она поддерживает состояние общезаводских запасов комплектующих, сырья и объем неотгруженной готовой продукции в заданных пределах, при управлении технологической системой — функции координации работы цехов, на уровне цеха при управлении транспортной системой — функции управления внутрицеховыми перевозками, при управлении складской системой — управление работой общецеховых складов, при управлении технологической системой обеспечивает выполнение маршрутов обработки изделий, поддерживает синхронизацию отдельных этапов технологических процессов, на уровне участка при управлении транспортной системой управляет транспортировкой между рабочими модулями участка, при управлении технологической системой координирует работу модулей. Таким образом, функции системы оперативного управления, как и для других уровней иерархии управления, интерпретируются аналогично. При этом уровень оперативного управления завода взаимодействует с уровнем планирования цехов и так далее. Этим обеспечивается целостность всей системы управления.
Уровень планирования производства реализуется системой планирования. Она обеспечивает разработку стратегии для системы управления процессом производства изделий с учетом состояния внутренней и внешней среды в соответствии с заданными критериями функционирования и заказами. Должна быть определена стратегия планирования, например, указано, что процесс планирования осуществляется по методу «Just in Time» (точно вовремя), исходя из потребностей сборочного конвейера либо плановых требований к поставке изделий. При планировании используется многовариантная технология изготовления изделий, разработанная системой автоматизированного проектирования изделия и технологической подготовки производства, с которой она имеет обратную связь. Система планирования производит вариантное планирование производства по различным критериям или их возможной комбинации. Система планирования производства имеет распределенную иерархическую структуру и содержит ряд подсистем различного функционального назначения и интервала планирования перспективного планирования; текущего планирования; оперативного планирования.
Подсистема диспетчирования выполняет следующие функции: входной (выходной) контроль комплектующих и материалов для технологического процесса; техническое обслуживание и ремонт оборудования; диагностирование; управление ресурсами; управление персоналом; испытания.
Перечисленные функции рассматриваются как функции, обеспечивающие выполнение общей цели — инициализации, а также контроля подготовки и выполнения плановых заданий изготовления, материального обеспечения и технического обслуживания.
Система оперативного управления (СОУ) принимает с соседнего верхнего уровня команды на выполнение заданий (планов) и координирует работу оборудования, а в общем случае — работу производственной системы более низкого ранга. Параметры плановых заданий, так же как и необходимая технологическая информация, выбираются из общей базы данных. В процессе выполнения плановых заданий система оперативного управления передает на верхний уровень и заносит в общую базу данных учетную информацию. Задания верхнего уровня могут быть разбиты на следующие основные классы: материально-техническое обеспечение, изготовление, техническое обслуживание, оснащение.
При выполнении планов материально-технического обеспечения СОУ управляет транспортировкой и складированием необходимых ресурсов. При выполнении заданий на изготовление СОУ обеспечивает использование необходимых ресурсов и преобразование их в продукцию. При выполнении планов технического обслуживания СОУ обеспечивает тестирование управляемых компонентов и их логическое отключение. При выполнении планов оснащения СОУ обеспечивает управление доставкой и установкой на модулях необходимого оснащения и загрузку нужных управляющих программ. Снизу СОУ поддерживается уровнем управления оборудованием, который реализует физические преобразования и манипуляции с материальными объектами по командам, выделяемым СОУ.
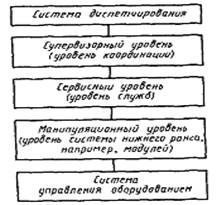
Рис. 2. Информационные потоки в системе управления автоматизированным цехом
В состав СОУ входят следующие уровни (рис. 2):
супервизорный, который интерпретирует задания верхнего уровня, превращая их в последовательность команд службам СОУ;
сервисный (уровень служб), который содержит глобальные службы транспортировки, складирования, обработки и др.;
манипуляционный, который содержит производственную систему нижнего ранга и, в частности, модули различных типов (транспортные, складские, обрабатывающие и др.);
уровень виртуального оборудования, который принимает запросы на выполнение манипуляций оборудованием внутри модулей.
Уровень управления оборудованием. На этом уровне иерархии системы управления располагаются программно-аппаратные средства, обеспечивающие выполнение манипуляций с материальными объектами, участвующими в производственном процессе. Как правило, они встраиваются в оборудование системы программного управления станками, роботами, транспортными устройствами, штабелерами и др. Хотя могут быть реализованы и на внешней, по oтнoшeнию к оборудованию, вычислительной технике, например при прямом управлении (DNC). Здесь наиболее важной проблемой является обеспечение независимости управления более высоких уровней от особенностей конструктивного исполнения и средств управления исполнительными механизмами технологического оборудования. При решении этой задачи используется понятие виртуального оборудования — структурно-функциональной модели, описывающей внешнее поведение реального оборудования, определенного типа с точки зрения его взаимодействия с внешней средой по некоторому протоколу. Таким образом может быть определен виртуальный робот, виртуальный склад, виртуальное транспортное устройство и т. д. Фактически для системы управления верхнего уровня компонент виртуального оборудования представляется как некоторый функциональный блок, воспринимающий команды на выполнение определенных функций и сообщающий о результатах их выполнения. При этом внутреннее устройство данного компонента не имеет значения, оно скрыто от системы управления за счет введения протокола взаимодействия с ним.
Такой подход позволяет существенно сократить затраты на перенос программного обеспечения системы управления на другие типы управляемого оборудования, поскольку неизменной остается та ее часть, которая располагается выше уровня виртуального оборудования.
Построение схем информационных потоков в автоматизированном производстве
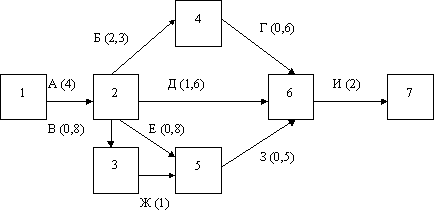
Для того чтобы определить структуру связей компонентов системы автоматизации управления и подготовки производства, необходимо определить структуру информационных потоков. Данные структуры представляются в виде схем информационных потоков — ориентированных графов, у которых вершины представляют собой компоненты системы управления, а ребра — информационную связь. При дальнейшей детализации таких схем на ребра навешиваются атрибуты, описывающие состав информации, которая передается между компонентами.
На рис. 3 показаны схемы информационных потоков для всей системы управления автоматизированным цехом и нескольких его структурных подразделений. Схемы информационных потоков не являются документом, достаточным для составления технического задания на комплекс средств автоматизации производственной системы. В него могут входить также следующие схемы и документы: схема взаимодействия компонент; словарь данных; спецификации процессов; поведенческая модель.
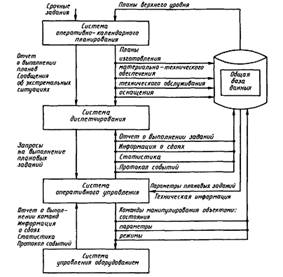
Рис. 3. Уровни системы оперативного управления
Выбор состава и количества средств вычислительной техники
Состав и количество средств вычислительной техники для автоматизации управления и подготовки производства выбирают на основе данных, полученных в результате анализа автоматизируемых функций, а также исходя из таких документов, как представленные в предыдущем разделе схемы информационных потоков, схемы взаимодействия компонент, словари данных, спецификации процессов, поведенческие модели.
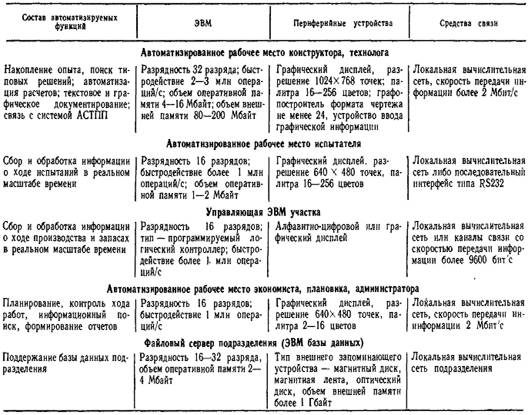
Средства вычислительной техники можно разделить на четыре группы: средства обработки информации; средства сбора, регистрации и подготовки данных; средства связи ЭВМ (средства интеграции); средства выдачи и отображения информации. Возможный состав параметров, по которым производится выбор технических средств для данных групп оборудования, показан в табл. 1.
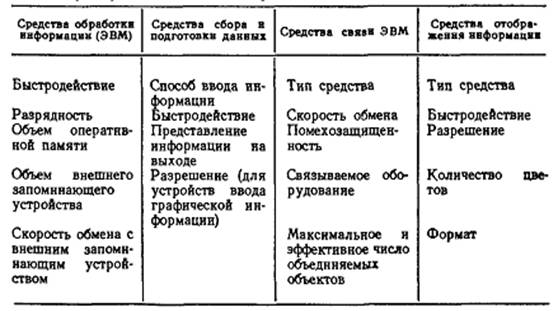
Характеристики технических средств
Особое внимание следует уделять тому, что необходимо выполнять функции управления в реальном времени, а также показателям по требуемому объему баз данных, интенсивности обмена информации и объемов информационных потоков между различными компонентами подсистем автоматизации управления и подготовки производства. В целом задача спецификации комплекса технических средств является сложной, и в настоящее время вряд ли можно говорить о существовании универсального подхода к ее решению. Качество ее решения зависит от того, насколько точно и полно были сформулированы требования к аппаратным средствам при спецификации программной части системы автоматизации.
При наличии достаточно точной и полной спецификации дальнейшие действия заключаются в выборе такого комплекса технических средств, который бы, как минимум, удовлетворял всем требованиям спецификации.
Выбор средств обработки информации может производиться за три этапа, которые различаются применяемыми критериями отбора, с постепенным сужением круга рассматриваемых типов ЭВМ: выбор по функциональному назначению, выбор по производительности, выбор по стоимости.
В табл. 2 показан возможный состав комплекса технических средств для автоматизации ряда функций механообрабатывающего цеха.
Технические средства автоматизации
Разработка технических заданий на создание математического обеспечения и аппаратной части
Требования к системе подготовки производства
Система подготовки производства должна разрабатываться на основе инвариантной части интегрированной системы подготовки производства в данной отрасли. Этим может быть достигнута унификация применяемых на данном предприятии средств автоматизации и возможность последующего создания общих баз данных для предприятий отрасли.
Интегрированная система подготовки производства обеспечивает пользователя (конструктора, технолога) сервисными средствами принятия проектных решений, их хранения, поиска, редактирования и документирования. Система гарантирует доступность информации, полученной в результате ее работы для смежных систем (АСУП, АСУТП и др.). Наиболее рационально конструирование изделия и проектирование технологического процесса его изготовления в рамках единой системы.
Интегрированная конструкторско-технологическая САПР (ИКТ САПР) должна обеспечивать автоматизированное решение всех основных задач, входящих в процесс разработки жизненного цикла изделия. Основные виды работ, связанных с этим, — проектирование, анализ проекта, инженерное тестирование и моделирование, анализ вносимых изменений, администрирование проекта. Проектирование разделяют на три этапа: концептуальное проектирование, инженерное проектирование, детальное проектирование. Степень автоматизации, методы и используемые средства для них различны. Для обрабатывающих цехов, как правило, отсутствует этап разработки изделия. Исключение составляет разрабатываемая и изготовляемая оснастка: станочные и сборочные приспособления, штампы, специальный инструмент. Автоматизация этапа анализа проекта в основном связана с оценкой функционирования проектируемого изделия или отдельных его компонент. При этом используются средства и методы математического моделирования. Инженерное тестирование связано с установлением основных характеристик функционирования изделия путем непосредственных испытаний опытного образца или прототипа. При этом используют средства автоматизации научных исследований: средства автоматизации проведения эксперимента, средства сбора и анализа информации. Анализ изменений проекта обеспечивает интеграцию выполнения функциональных процедур проектирования изделия и процедур прочих подразделений автоматизируемого предприятия. Любые изменения, касающиеся текущего проекта, как внешние, так и внутренние по отношению к этапу проектирования, анализируются и становятся неизвестными для всех связанных с ними процедур. Администрирование проекта включает в себя управление и контроль за процессом проектирования.
Архитектура ИКТ САПР должна обеспечивать бесконфликтную работу проектантов, выполняющих различные проекты, различные этапы (части) одного проекта, или выполняющих совместные разработки. Поэтому ИКТ САПР является распределенной программной системой, программно-аппаратная реализация которой базируется на сети из семейства рабочих станций, которые ориентированы на различное применение и совместимы на концептуальном и программном уровнях. Должно быть обеспечено сосуществование ряда баз данных: локальных, распределенных, центральных и т. д. Аппаратные и программные средства рабочих станций должны позволять:
работать с трехмерными динамическими моделями проектируемых объектов;
эффективно использовать локальные и центральные базы данных, архивы;
использовать различные способы отображения модели изделия и проектируемых процессов: в виде каркасных изображений, реалистичных тоновых изображений, структурных схем, диаграмм и др.;
совместную интерактивную работу нескольких проектантов над одним объектом проектирования.
Требования к реализации системы планирования и ее подсистем в составе автоматизированного цеха
Система планирования должна быть реализована в виде многоуровневой экспортной системы или ряда вложенных экспертных подсистем со своими базами знаний и множеством правил на каждом уровне иерархии. Так как пользователи системы планирования являются непрофессионалами в области вычислительной техники, интерфейс ее должен быть построен так, чтобы можно было вести диалог на подмножестве естественного языка и можно было вмешаться в процесс планирования любого уровня и объяснить то или иное решение по требованию пользователя при ее работе в автоматическом режиме.
Архитектура системы планирования должна быть открытой и допускать поэтапный ввод системы в эксплуатацию. Практическая реализация системы планирования должна выполняться с использованием распределенной базы данных и вычислительной сети, единой для всех систем автоматизированного предприятия.
Рассмотрим подсистемы, входящие в состав системы планирования: перспективного планирования, текущего планирования и оперативного планирования.
Подсистема перспективного планирования осуществляет функцию определения стратегии производства, формулирует цели и порядок выполнения плановых заданий нижнего уровня. Цель перспективного планирования заключается в оценке предполагаемого эффекта, который может быть оценен на основании результатов моделирования реализации стратегии на производстве. Поэтому подсистема включает в себя средства моделирования.
Подсистема текущего планирования предназначена для составления производственных программ, удовлетворяющих требованиям выработанной стратегии. Производственные программы формируются на основании информации о состоянии производственных ресурсов — оборудования, материалов.
Подсистема оперативного планирования выполняет набор действий с существующей иерархией и поэтапным планированием производственного процесса, который основывается на оперативной информации о текущем состоянии процесса производства.
Программно-аппаратная реализация подсистемы диспетчирования должна обеспечивать эффективное выполнение функций: контроля комплектующих и материалов для технологического процесса; диагностирования, включая определение неисправностей и выбор вариантов их устранения, статистический учет и прогнозирование отказов и сбоев; управление ресурсами. Более
подробно остановимся на подсистеме диагностирования, так как работоспособность автоматизированного предприятия определяется показателями надежности оборудования.
Для экономически целесообразного функционирования сложного оборудования в условиях автоматизированного производства необходимы программно-аппаратные средства для быстрого выявления и устранения сбоев. С этой целью система диагностирования должна выполнять функцию наблюдения и контроля за работоспособностью оборудования, функционирующего на уровне завода, цеха, участка, модуля. Конечной целью системы диагностирования является обеспечение ритмичного функционирования производства в соответствии с плановыми заданиями.
Информацию, получаемую в системе диагностирования, следует использовать в системе оперативного управления, планирования и организации производс1ва на различных уровнях. При поэтапном вводе в строй подсистема диагностирования должна входить в первую очередь сдаваемых подсистем.
Требования к реализации уровня оперативного управления и уровня управления оборудованием
Постоянное удешевление средств автоматизации способствует тому, что все больше компонент реализуются в виде отдельных устройств. При этом возникает задача обеспечения совместимости, т. е. возможности совместной согласованной работы разнородных программно-аппаратных компонент системы управления. Необходимо обеспечить совместимость контроллеров оборудования на архитектурном, аппаратном и программном уровнях. Один из возможных подходов к решению — это разработка регулярной и однородной аппаратной архитектуры, позволяющей реализовывать на основе одинаковых аппаратных средств все компоненты системы управления — от управления оборудованием до систем проектирования и планирования. Основой для такого подхода является международный стандарт VME, позволяющий комплектовать распределенные мультипроцессорные системы с необходимым набором функционально-ориентированных модулей, обеспечивающих настройку на конкретные применения. Базовым средством интеграции программно-аппаратных компонент системы управления автоматизированным предприятием является сеть ЭВМ.
Планировочные решения по размещению средств вычислительной техники
В состав автоматизированного цеха должен входить вычислительный центр, который обеспечивает автоматизацию основных функций подготовки и управления производством.
Для того чтобы спроектировать помещения, разместить средства вычислительной техники, требуются подробные расчеты. Здесь мы ограничимся формулировкой состава исходных данных для расчета и предложим зависимости, позволяющие определять площадь, которую необходимо будет отвести под вычислительный центр.
Для определения площади необходимо знать:
состав и количество средств вычислительной техники и оборудования, которое будет установлено в вычислительном центре;
организационную структуру вычислительного центра;
нормативы площади для размещения оборудования, архивов, складов и структурных подразделений вычислительного центра;
особые требования, предъявляемые к помещениям вычислительного центра и схеме их планировки (климатические, помехозащищенность и т. д.);
потребность в электротехническом и прочем оборудовании.
Все площади подразделений вычислительного центра делят на две категории:
площадь подразделений, не связанных с эксплуатацией и обслуживанием оборудования, сюда входят рабочие комнаты программистов, операторов;
площади подразделений, занятых эксплуатацией технических средств.
Нормы площади
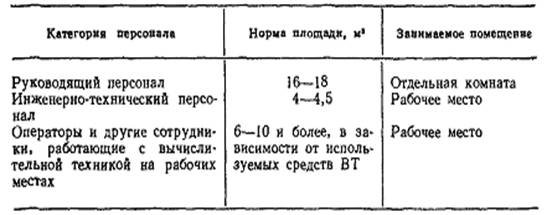
Кроме того, часть вычислительной техники размещается непосредственно в помещении цеха. Сюда входят средства управления оборудованием, терминалы операторов, терминалы оперативного контроля и другие средства, состав и размещение которых определяются в зависимости от условий реализации конкретного проекта. Нормы площади указаны в табл. 3.
Технологическая подготовка производства
Подготовка любого производства состоит из научного, организационного, конструкторского и технологического этапов.
Технологическая подготовка включает комплекс работ, обеспечивающих наиболее эффективное применение новых, высокопроизводительных технологических процессов (ТП) с использованием передовых достижений науки и техники на базе максимальной механизации и автоматизации.
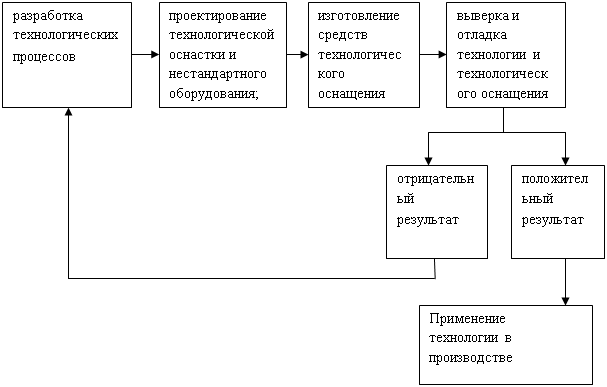
Под технологической подготовкой производства (ТПП) в общем случае понимается комплекс работ по обеспечению технологичности конструкции запускаемого в производство изделия, проектированию технологических процессов и средств технологического обеспечения, расчету технически обоснованных материальных и трудовых нормативов, необходимого количества технологического оборудования и производственных площадей, внедрению технологических процессов и управлению ими в производствах, обеспечивающих возможность выпуска нового изделия в заданных объемах.
Целью технологической подготовки является достижение в процессе изготовления продукции оптимального отношения между затратами и получаемыми результатами.
Одним из важнейших элементов ТПП является отработка на технологичность конструкций деталей, узлов, машин и механизмов.
Технологичной является такая конструкция, которая не только полностью удовлетворяет эксплуатационным требованиям, но и обеспечивает применение высокопроизводительных методов изготовления изделий, рациональное использование оборудования и материалов, преемственность и повторяемость деталей и сборочных единиц.
Процесс ТПП состоит из эвристических и формализованных методов. Эвристические методы базируются на различных идеях, интуитивном мышлении, способности к изобретательству. Эти методы реализуются высококвалифицированными инженерами. Формализованные методы, которые основываются на физико-математических закономерностях, широко используются при автоматизации ТПП.
Методы реализации ТПП
В настоящее время на машиностроительных предприятиях используют следующие методы реализации ТПП: управление технологической подготовкой производства, вариантного, адаптивного и нового планирования. Следует отметить, что границы методов весьма условны. Возможно сочетание отдельных элементов различных методов.
Выбор метода для конкретной задачи зависит от условий производства, способов изготовления, назначения изделий, а также от субъективных факторов.
Управление ТПП
Метод управления ТПП заключается в организации хранения информации по технологическим маршрутам в соответствии с определенной системой классификации и кодирования и выбора нужной информации в соответствии с требованием заказа.
Этот метод применяется в качестве повторного планирования. Его область применения является ограниченной, так как повторяемость обрабатываемых деталей, как правило, невелика.
Вариантное планирование
Исходной предпосылкой данного метода является разбиение инженерами-технологами деталей на классы. В каждый класс входят детали, изготавливающиеся по аналогичной технологии. В каждом классе выделяются детали-представители, которые являются обобщенными представителями, включающими все специфические особенности каждой детали. Для такой детали-представителя разрабатывается стандартный технологический маршрут. Для каждой конкретной детали данного класса выбирается вариант стандартного маршрута, являющегося его подмножеством.
Вариантное планирование предусматривает возможность уточнения стандартного маршрута путем изменения параметров процесса в определенных границах. Увеличение числа обрабатываемых элементов не допускается.
Вариантный метод наиболее употребим на предприятиях с сильно ограниченной номенклатурой деталей. Ограничения на номенклатуру значительно снижают степень гибкости системы ТПП.
Адаптивное планирование
Первым этапом данного метода является построение некоторого множества технологических маршрутов инженерами-технологами. На этапе технологического проектирования осуществляется поиск наиболее близкого к заданному технологического маршрута из имеющихся с помощью определенного классификатора. Далее выбранный технологический маршрут адаптируется к конкретным требованиям заказчика путем добавления, удаления, изменения отдельных шагов проектирования.
Адаптивное планирование в противоположность методам управления и вариантного планирования обеспечивает порождение дополнительных технологических данных.
Метод нового планирования
Позволяет вести разработку технологических маршрутов для подобных и новых деталей в соответствии с общими и специфическими данными и правилами технологического проектирования. Основой этого служат описания деталей и требования, предъявляемые к ее обработке. Анализ этих требований позволяет выявить возможные пути решения технологических задач и в соответствии с определенными критериями выбрать метод решения. Таким образом, этот метод является и генерирующим, и оптимизирующим. Наиболее ценен в связи с этим и наиболее сложен для автоматизации.
Поскольку технологические процессы механообработки и сборки существенно различаются, рассмотрим основные этапы метода нового планирования для этих случаев отдельно.
Автоматизация ТПП
Процесс ТПП, как один из этапов проектирования, может быть автоматизирован. При этом различные задачи ТПП поддаются автоматизации в различной мере.
Такие задачи, как расчет себестоимости техпроцесса, временные затраты могут решаться в автоматическом режиме.
Задачи выбора основного оборудования, оснастки и средств контроля могут быть решены, как правило, в диалоговом режиме.
Построение технологических маршрутов может быть осуществлено в диалоговом режиме, но часто, особенно при разработке новых технологий – только в ручном.
Кроме автоматизации традиционных задач ТПП, использование вычислительной техники позволяет решать новые задачи, значительно повышающие качество ТПП. Это моделирование технологического процесса, разработанного на этапе ТПП, путем соответствующих расчетов и визуализации средствами машинной графики.
Важнейшим преимуществом АСТПП по сравнению с ручной ТПП является возможность оптимизации технологического маршрута, выбора оборудования и т. д. для обработки конкретной детали.
Список использованных источников
1. Проектирование автоматизированных участков и цехов: Учеб. для машиностроит. спец. вузов/В.П. Вороненко, В.А. Егоров и др.;2000 – 272 с.
2. Рыжов Э.В., Аверченков В.И. Оптимизация технологических процессов механической обработки. Киев: Наук. думка, 1989. 192 с.
3. Гордон A. M., Сергеев А. П., Смоленцев В. П. и др. Автоматизированное проектирование технологических процессов. Воронеж; ВГУ, 1986. 196 с.
4. Автоматизированные системы технологической подготовки производства для гибких производственных систем механической обработки: Метод. рекомендации. М.: ВНИИТЭМР, 1985. 108 с.
Похожие работы

... типизации технологических процессов литья, ковки и сборки. Технологическая подготовка производства на заводе выполняется службой главного технолога. На крупных заводах технологическая подготовка производства в горячих цехах производится отделом главного металлурга или под его непосредственным руководством. Технологическая подготовка на машиностроительных заводах может быть организована по ...

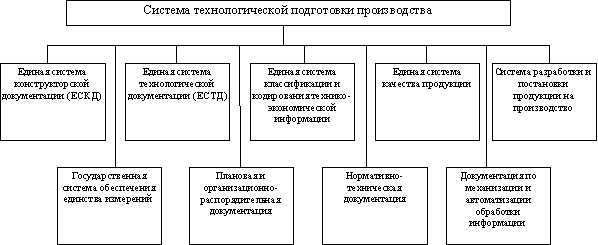
... по следующим четырем принципам: обеспечение технологичности изделий; разработка технологических процессов; проектирование и изготовление средств технологического оснащения; организация и управление технической подготовкой производства. Основу ЕСТПП составляют: системно-структурный анализ цикла ТПП; типизация и стандартизация технологических процессов изготовления и контроля; стандартизация ...
... ТПП, то есть к построению АСТПП предприятия. 3 Пути совершенствования уровня ТПП 3.1 Организационно-экономические пути ускорения технологической подготовки производства Для сокращения трудоемкости и продолжительности ТПП в производстве ОАО «Суджанский завод тракторных агрегатов» необходимо прибегнуть к технологической унификации и стандартизации. А именно к основным ее направлениям: ...
... , путем сохранения и увеличения конкурентоспособности, более рационального использования производственных мощностей и возможностей персонала. (6, стр.202) 1.6 Направления совершенствования технической подготовки производства Цикл возникновения идеи до организации выпуска изделий потребителям не должен превышать трех лет для самых сложных образцов техники. Более длительные сроки приведут к ...
0 комментариев