Для наружного шлифования гладких и прерывистых цилиндрических, конкретных и торцевых поверхностей ступенчатых валов типа шпиндель в серийном производстве предназначены круглошлифовальные станки с ЧПУ ЗМ15Ф2 и ЗМ16ЭФ2Н11).
Цикл работы станка ЗМ151Ф2 принят по следующей программе. Включает электродвигатели гидросистемы, насосов смазывания и магнитного сепаратора привода шлифовального круга. Поднимается измерительная скоба, отводится пинан1 задней бабки, заготовка зажимается в центрах. Нажатием кнопки «Автомат»: шлифовальная бабка перемещается в крайнее положение, контролируемое конечны» выключателем; стол занимает положение согласно координате торца первой шлифуемой ступени, без учета коррекции на зацентровку; подводится измерительное устройство осевой ориентации, щуп которого упирается в заготовку, включает движение стола до касания базовым торцом заготовки щупа прибора осевой ориентации, происходит совмещение начала отсчета по координате Т по установленной заготовке; убирается щуп прибора осевой ориентации.
Шлифовальная бабка перемещается со скоростью подвода 180 мм/мин, пои датчик положения ее не войдет в зацепление со следующим упором и не замедли скорость в 2 раза. Включается вращение заготовки и подача СОЖ. За 2…3 мм до достижения заданного размера скорость движения бабки замедляется до 6 мм/мин
Изменение скорости перемещения шлифовальной бабки с форсированной и обдирочную происходит по команде реле касания круга с заготовкой или от датчик! положения бабки при припуске на заготовку меньше 0,2 мм. Переключение шлифовальной бабки с форсированной подачи на обдирочную осуществляется по команде датчика положения. При переключении ее на чистовую подачу губки измерительной скобы смыкаются на заготовке и осуществляется переход на доводочную подачу и окончание обработки. При шлифовании прерывистых поверхностей окончательную обработку осуществляют по команде датчика.
После шлифования одной ступени стол перемещается и обрабатывается очередная ступень. После шлифования последней ступени бабка отходит в крайнее положение и отводится измерительный прибор. Цикл шлифования вала окончен.
Внутришлифовальные полуавтоматы с ЧПУДля обработки внутренних и прилегающих к ним торцевых поверхностей применяются внутришлифовальные полуавтоматы с ЧПУ.
Станок ЗМ225БФ2 применяется для одновременного шлифования отверстия и наружного торца деталей типа втулок и шестерен.
Для обеспечения стабильности режущих свойств шлифовальных кругов в течение всего цикла в зависимости от величины припусков и марки обрабатываемого материала предусмотрено до четырех правок шлифовального круга. Контроль раз мера диаметра отверстия в процессе шлифования осуществляется автоматически! прибором активного контроля. Для встраивания полуавтомата в ТИС достаточно автоматизировать загрузку деталей и предусмотреть стыковку системы ЧПУ с другими станками системы.
Внутришлифовальные полуавтоматы с ЧПУ мод. ЗМ225ВФ2 и ЗМ225АФ2 предназначены для шлифования цилиндрических, конических, сквозных и глухих отверстий с углом конуса при вершине 90°. Станки снабжены торце-шлифовальным устройством, позволяющим шлифовать наружный торец изделия за одну установку со шлифованием отверстия. Станки имеют класс точности В или А по ГОСТ 25–80.
На внутришлифовальных полуавтоматах с ЧПУ мод. ЗМ227ВМФ2 и ЗМ227АФ2 одновременно с отверстием обрабатывается торец. Работа в автоматическом режиме с настройкой цикла управления декадными переключателями программного устройства не требует свойственного станкам с ЧПУ математического обеспечения, позволяет применять многостаночное обслуживание, а также упростить процесс адаптации станка при работе в составе ГПС.
Плоскошлифовальные станки с ЧПУДля обработки плоских и ступенчатых деталей предназначены плоскошлифовальные полуавтоматы с ЧПУ ЗЕ711ВФ2 (рис. 1), ЗЕ721ВФЗ-1 и ЗЛ722ВФ2.
Детали закрепляются на крестовом столе или на магнитной плите. На станке ЗЕ721ВФЗ-1 производится обработка детали в прямоугольной или полярной системе координат.
В прямоугольной системе координат обработка может осуществляться профильным кругом методом врезания или методом обхода контура кругом, заправленным по ранее заданной схеме.
Правку шлифовального круга и обработку деталей, закрепленных на столе, производят автоматически от системы ЧПУ. Пыль и шлам смываются СОЖ, а затем отделяются магнитным сепаратором и сбрасываются в лоток.
При автоматизации загрузочно-разгрузочных операций эти станки могут быть строены в ГПС.
Шлифовальные ГПМДля наружного шлифования гладких и прерывистых цилиндрических и конических поверхностей валов в автоматическом цикле предназначен шлифовальный [М ХШК-001 (рис. 2), выпускаемый харьковским станкостроительным заводом СВ. Косиора.
Он состоит из станка ЗК151ВФ20 2, промышленного робота ХШР-001 1, накопительного устройства 3, палеты 4. Цилиндрические, торцевые и конические поверхности обрабатывают по программе. Для шлифования конических поверхностей верхний стол поворачивается на заданный угол. Робот напольного типа с пятью степенями подвижности берет заготовку из кассеты-накопителя, выставляет ее на линии центров станка, вводит в широкодиапазонный патрон, производит переустановку и снятие готовой детали. Робот оснащен тремя широкодиапазонными быстросъемными самоцентрирующими захватами, которые обеспечивают зажим валов диаметром 25…200 мм. Время смены захватов составляет не более 1 минуты. При соответствующем программном обеспечении они могут заменяться автоматически. Си ком и роботом управляют от устройства ЧПУ на базе микро-ЭВМ. Станок оснащен УЧПУ мод. 2М32, робот – УЧПУ мод. 2Р32. кассета-накопитель имеет четыре. съемных приспособления-спутника вместимостью 8…20 деталей каждое, что позволяет обеспечить автономную работу ГПМ в течение 8 часов. Робот может оба живать два станка.
Итальянская фирма «Meccanica Nova», расширяя область применения от. внутришлифовальных станков, разработала новое семейство станков типа «НОВА, модуль», которое нашло широкое использование в автомобиле- и тракторостроении. Конструкция шлифовальных ГПМ «Meccanica Nova» предусматривает ситообразную станину сборного типа, что позволяет регулировать угловое положение направляющих шлифовальных бабок и центрального поворотного стола, индекс которого производится путем его приподнятия и поворота на гидростатической подушке. На поворотном столе закрепляются и обрабатываются одновременно по детали, еще одна деталь находится в позиции загрузки-разгрузки. Три шлифовальные бабки выполняют основные операции по шлифованию внутренних поверхности (цилиндрических отверстий, заборных конусов, внутренних и наружных конусов и т.д.)
Наличие загрузочно-разгрузочных устройств портального типа для смены обрабатываемых деталей, а также наличие магазина и системы автоматической смены шлифовальных шпинделей с кругом позволяет встраивать ГПМ в автоматичен кую линию или ГПС, причем, с возможностью опознавания поступающих деталей.
Для шлифования торцевых и внутренних поверхностей зубчатых колес и втулок, его конструкция ГПМ «Мини НОВА Т».
Один из вариантов использования ГПМ предусматривает наличие переносного загрузочного устройства с двумя салазками и питанием при помощи спутников-поддонов. Измерение параметров обрабатываемых изделий производится на станции (post-process).
Вариант компоновки шлифовального ГПМ «МиниНОВА» с напольным роботом для замены детали и замены шлифовального круга также предусматривает наличие станции (post-process) для контрольного замера обработанных деталей. Портальное загрузочное устройство в аналогичном ГПМ используется при шлифовании внутренних цилиндрических и шлицевых поверхностей кулачка. Приведенные варианты шлифовальных ГПМ широко применяются на отечественных автозаводах при производстве деталей двигателей и коробок передач, существенно повышая производительность и качество обработки.
В шлифовальном ГПМ фирмы «Schaudt» предусмотрена автоматическая смена шлифовального круга (для наружного шлифования). Для этого узел шлифования 9 на крестовом суппорте подводится к правому внешнему ребру наклон! ной станины 7 и с помощью приспособления 2 производится автоматическая смена! Кроме того, возможна автоматическая смена из магазина (на 24 позиции) шлифовальных головок с помощью головок б (с левой стороны станины). Для автоматической смены изделий, закрепленных в передней 8 и задней 3 бабках, предназначен управляемый портальный загрузчик 7. В зависимости от модификации станок оборудован системой ЧПУ 5 («Siemens 810» – до 4-х осей либо «Siemens 850» – до 15 осей). Замеры диаметров и длин производятся устройством 4 в ходе процессов обработки деталей в любом месте (координата W). Для поддержания длинномерных деталей используются следящий люнет и задняя бабка 3.

Рис. 1
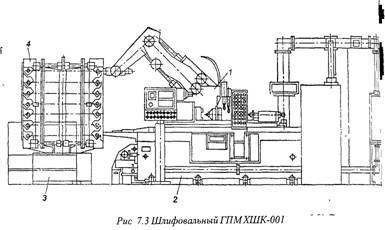
Рис. 2
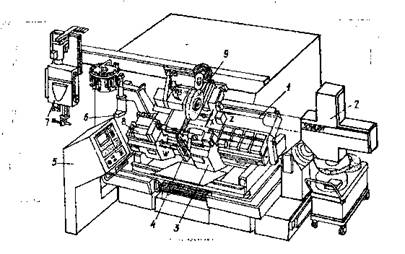
Рис. 3 Шлифовальном ГПМ фирмы «Schaudt»
Список литературы
1. Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие для студентов вузов. – К.: ИД «Профессионал», 2004. – 304 с.
2. Автоматизированная подготовка программ для станков с ЧПУ, (Справочник)/ Р.Э. Сафраган, Г.Б. Евгенев, А.Л. Дерябин и др.; Под общей ред. Р.Э. Сафрагана. – К.: Техника, 1986. – 191 с.
3. Р.И. Гжиров, П.П. Серебреницкий. Программирование обработки на станках с ЧПУ. Справочник, – Л.: Машиностроение, 1990. – 592 с.
Похожие работы

... функциональных возможностей; - улучшение эргономических качеств; - улучшение эстетических качеств; - повышение чувствительности, точности, стабильности, диапазона. Цели и задачи автоматизации производственных систем Автоматизация - это совокупность организационно-технических мероприятий, обеспечивающих замену физического и умственного труда человека, затрачиваемого на планирование, ...

... маршруту транспортирования заготовок; • управление складом инструментов; • управление транспортировкой грузоединиц; • управление оборудованием технологического процесса; • управление складом готовых изделий. 2. По принципу реализации производственного процесса различают операции: • динамическое и статическое ведение состояния склада материала; • динамическое и статическое ...
... ведения технологического процесса. Большой эффект в машиностроении дают гибкие производственные системы (ГПС), состоящие из стыков с числовып программным управлением, автоматизированных складских и транспортных систем, управляемых при помощи ЭВМ. Создание ГПЦ цеха на Днепропетровском электровозостроительном заводе позволило в 3.3 раза повысить производительность труда, высвободить 83 ...
... , перечислим регенерацию растворов в гальванических производствах; очистку хлор- и медьсодержащих сточных вод, очистку сточных вод в производстве аммиачной селитры. 5. Прогрессивные химико-технологические процессы В ряду прогрессивных химико-технологических процессов рассмотрим в первую очередь радиационно-химическую технологию и фотохимические процессы. За последние два десятилетия ...
0 комментариев