Воронежский государственный технический университет
Кафедра “Автоматизированное оборудование”
КУРСОВОЙ ПРОЕКТпо дисциплине “Теоретические основы прогрессивных технологий”
| Выполнил | подпись | Долгополова Г.В. |
| Группа | ЭК - 042 | |
| Проверил | подпись | |
| Оценка |
Воронеж 2006
ВВЕДЕНИЕ
Развитие народного хозяйства нашей страны требует широкого внедрения в промышленность новых эффективных технологических процессов, основанных на достижениях современной науки и техники.
Одним из направлений, существенно расширяющих технологические возможности процесса обработки материалов, является использование концентрированных потоков энергии (струи плазмы, лазерного, электронного, ионного лучей и др.).
Электронно-лучевая обработка является одним из разделов этого, успешно развивающегося, перспективного направления.
Широкие возможности автоматизации электронно-лучевой обработки материалов, ведение процесса в вакууме, что обеспечивает высокую чистоту обрабатываемого материала, концентрация энергии в электронном луче до значений, недоступных ранее известным источникам, — все это способствовало внедрению электронно-лучевой обработки как в отрасли, связанные с точным производством (приборостроение, электроника и др.), так и в отрасли, производящие крупногабаритные изделия (например, тяжелое машиностроение).
С помощью электронного луча выполняют такие технологические операции как фрезерование, сверление, термообработка, плавка, сварка, пайка и др.
В разработке теоретических основ процесса воздействия электронного луча на материалы и в практических применениях этого процесса достигнуты значительные успехи.
Установлено, что непрерывное электронно-лучевое воздействие на материал переходит в зоне обработки в прерывистое. Учитывая эти особенности процесса, можно использовать как непрерывные, так и импульсные режимы воздействия, что существенно повышает эффективность обработки и расширяет технологические возможности электронных пучков.
В данном курсовом проекте обобщены теоретические данные по научным основам использования электронного луча для обработки материалов. В значительной степени его содержание базируется на результатах исследований авторов в области физики и технологии электронно-лучевой обработки.
В курсовом проекте дан анализ физических явлений при воздействии технологического злектронного луча на материалы, рассмотрен характер движения жидкой фазы в зоне обработки. Описаны методы экспериментального исследования параметров электронного луча и характеристик процесса обработки, а также принципы регулирования электронно-лучевой обработки. Кроме того рассмотрены вопросы формирования отверстий (резов), глубоких проплавлений, получения конденсаторов с высокими скоростями осаждения, образования дефектов обработки.
Электронный луч в технологии
Электронно-лучевое воздействие на металлы, приводящее к их нагреву, плавлению и испарению, как новое технологическое направление в области их обработки интенсивно развивается в последнее двадцатилетие .
Сущность процесса электронно-лучевого воздействия состоит в том, что кинетическая энергия сформированного в вакууме тем или иным способом электронного пучка (импульсного или непрерывного) превращается в тепловую в зоне обработки. Так как диапазоны мощности и концентрации энергии в луче велики, то практически возможно получение всех видов термического воздействия на материалы: нагрев до заданных температур, плавления и испарения с очень высокими скоростями .
В настоящее время во всем мире ни одна отрасль промышленности, связанная с получением соединений и обработкой материалов, не обходится без электронно-лучевого нагрева. Это можно объяснить характерными преимуществами метода, главными из которых являются возможность концентрации энергии от 103 до 5-108 Вт/см2, т. е. во всем диапазоне термического воздействия, ведение процесса в вакууме, что обеспечивает чи-стоту обрабатываемого материала, а также возможность полной автоматизации процесса.
Электронно-лучевая технология развивается в основном в трех направлениях: плавки и испарении в вакууме, сварки и кроме того, электронный луч позволяет наносить покрытия на поверхности заготовок в виде пленок толщиной от нескольких десятков микрометров до десятых долей миллиметра. Электронный луч применяют также для распыления различных материалов. При"плавке и испарении в вакууме для нанесения пленок и покрытий используют мощные (до нескольких МВт) электронно-лучевые печи при ускоряющем напряжении 20—30 кВ. Концентрация энергии здесь невелика — не более 105 Вт/см2.
Для сварки металлов создано оборудование трех классов: низко, средне- и высоковольтное, охватывающее диапазон ускоряющих напряжений 20—150 кВ. Мощность установок составляет 1—120 кВт и более при максимальной концентрации энергии 105—106 Вт/см2. Для прецизионной обработки деталей (сверление, фрезерование, резка) используют в основном высоковольтные установки (80—150 кВ) небольшой мощности (до 1 кВт), обеспечивающие концентрацию энергии
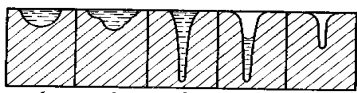
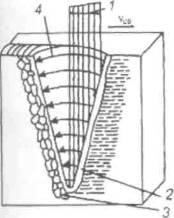
1 2 3 4 5
Рис. 1. Схематическое изображение поперечных сечений зон обработки при электронно-лучевом воздействии:
1 — при «мягком» режиме нагрева;
2 — переход к «местному» режиму;
3 — «кинжальное» проплавление;
4 — переход к отверстию;
5 — отверстие в материале
(например, плавка) сопровождается обычной полусферической формой проплавления металла (рис. 1).
Выявление механизма глубокого проплавления является центральной проблемой в процессе электронно-лучевого воздействия. Решение этой' проблемы дает возможность объяснить и другие типы реакции материала на термические воздействия. Естественно, что загадка «кинжального» феномена привлекла внимание исследователей и породила большое число точек зрения на это явление. На самой первой стадии исследований (1959— 1961 гг.) в основном констатировали эффект глубокого проплавления и выявляли связь его геометрических характеристик с параметрами электронного луча.
В начале шестидесятых годов было высказано одно из первых объяснений этого эффекта, в котором полагали, что внедренный и движущийся относительно детали луч образует конус проплавления. Смещение луча относительно детали приводит к непрерывному плавлению металла и перемещению его в сторону, противоположную направлению движения луча. Согласно этой гипотезе образование глубокого проплавления представляется как стационарный процесс.
В 1965 г. экспериментально установлено, что процесс внедрения электронного луча в металл происходит за счет испарения и является прерывистым. С помощью киносъемки было показано, что образующийся канал заполняется паром, а сверху закрывается пленкой жидкого металла, которая периодически, с частотой 13—14 Гц, прорывается (по-видимому, вследствие повышения давления пара в канале). Распределение температур до 5-103 Вт/см2, совершенствуется также электронно-лучевое оборудование и разрабатывается аппаратура для наблюдения, контроля и регулирования процесса электронно-лучевого воздействия. Интенсивный обмен информацией в области достижений электронно-лучевой технологии привел к тому, что электронный луч стал заурядным технологическим инструментом для нагрева, плавки, зонной очистки, сварки металлов больших толщин, микросварки, макро- и микрообработки, нанесения покрытий в различных отраслях промышленности, начиная от сборки и нанесения пленок в интегральных схемах до сварки крупногабаритных и металлоемких изделий в тяжелом машиностроении. Электронный луч является одним из перспективнейших инструментов для работы в космосе, где он освобождается от существенного недостатка в наземных условиях — вакуумной камеры. Наиболее интенсивно развивается техника электронно-лучевой сварки металлов. Электронно-лучевые установки мощностью до 30 кВт позволяют решить большинство сварочных проблем для деталей из алюминия и титана толщиной от 0,5 до 40—50 мм, на которые падает основной объем сварочных работ. Сварка металлов при толщине более 100 мм требует использования оборудования мощностью более 50 кВт. Другая причина интенсивного развития техники электронно-лучевой сварки металлов связана с тем, что основной объем теоретических и экспе-риментальных исследований процесса электронно-лучевого воздействия выполнен для диапазона плотностей энергии 105— 106 Вт/см2 (переходные режимы и режимы глубокого проплавления), как наиболее интересного с точки зрения выявления физики процесса.
Электронно-лучевое воздействие в этом диапазоне характеризуется феноменом «кинжального», или глубокого, проплавления с соотношением глубины шва к его ширине 10 : 1 и более. Увеличение концентрации энергии до ~107 Вт/см2 приводит к переходу от «кинжального» проплавления к образованию отверстия в материале. Нагрев при концентрациях менее 105Вт/см2 по высоте канала неравномерно: максимум (~5000 К) находится у дна канала, а минимум (~2500—3000 К) у выходной части.
В работах на основе экспериментальных и расчетных данных показано, что процесс внедрения электронного луча в материал с образованием в нем канала происходит за счет периодического с частотой 103—106 Гц (в зависимости от концентрации энергии) выброса вещества вследствие взрывообразного испарения материала. В основу таких представлений было положено сравнение скоростей ввода энергии и релаксации этой энергии материалом. Для большинства металлов скорость ввода тепла в диапазоне концентрации энергии намного превышает скорость отвода его вследствие теплопроводности, что неизбежно приводит к поверхностному испарению и вскипанию микрообъема расплава вещества, в котором выделяется энергия электронного луча.
Существует «взрывная гипотеза», которая позволила перейти к первым полуколичественным оценкам параметров процесса и она получила подтверждение в ряде других работ. В 1969 г. проведены экспериментальные исследования процесса образования канала с помощью киносъемки в рентгеновских лучах. Установлено, что в жидком металле вокруг электронного луча существует полость. Эта полость все время находится в движении: глубина ее периодически колеблется от нулевой до максимальной с частотами 10—60 Гц. Кроме того, полость периодически смыкается, в основном в верхней части, а иногда и в других сечениях канала. На основании полученных экспериментальных данных разработана теория образования канала, основанная на гидродинамической аналогии внедрения в жидкость тела, имеющего форму снаряда.
Некоторые исследователи связывают образование канала в веществе с появлением плазмы, прозрачной для электронного луча, и образованием радиационных дефектов типа каскадных смещений атомов, термических клиньев и пиков. Рассмотренные подходы к решению проблемы электронно-лучевого воздействия основываются на изучении физических процессов в зоне нагрева.
Имеется много работ, в которых трудности изучения физических явлений в зоне воздействия электронного луча обходят путем введения некоторого источника теплоты и использования теории теплопроводности. Такие подходы в ряде случаев дают возможность быстрее получить методики инженерных расчетов процесса, чем подробный анализ физических явлений. В существенной степени это связано с действием принципа местного влияния .
Для осуществления теплового подхода, т. е. решения задачи теплопроводности в условиях электронно-лучевого воздействия необходимо знать характер теплового источника и тепловой баланс процесса.
Экспериментальные данные показывают, что потери теплоты на испарение при электронно-лучевой сварке с глубоким проплавлением не превышают 5—10%, т. е. тепловой баланс электронно-лучевого воздействия при концентрациях энергии =105—106 Вт/см2 во многом сходен с тепловым балансом при процессе электродугового нагрева. На этом основании ряд исследователей предложили соотношения, связывающие мощность электронного луча (с учетом концентрации энергии) с характеристиками проплавления, решая традиционную задачу теплопроводности. Точность вычислений при этом достаточна для инженерных расчетов .
Что касается характера теплового источника, то согласно экспериментальным и расчетным данным в зависимости от ускоряющего напряжения, а вернее от глубины пробега электронов в веществе, он является либо нормально распределенным поверхностным (ускоряющие напряжения менее 20 кВ), либо (для случая высоких ускоряющих напряжений) нормально распределенным по поверхности и глубине. Для оценки тепловых полей в случае электронно-лучевой сварки с глубоким проплавлением неплохую точность дает аппроксимация теплового источника как линейного конечной глубины либо как комбинации точечного и линейного.
Для установления связи параметров электронного луча с ха-рактеристиками проплавления наметился еще один формальный подход, который можно назвать «критериальным». В нем используют методы теории подобия и с учетом анализа размерностей получают соотношения, связывающие параметры луча (мощность, концентрацию энергии, скорость перемещения) с геометрическими характеристиками зоны обработки.
В проблеме изучения процесса электронно-лучевого воздействия необходимо выделить класс исследований, связанный с изучением эмиссионных процессов в зоне обработки. Регистрация изменения интенсивности эмиссии электронов и светового излучения из зоны воздействия позволяет судить о кинетике процесса электронно-лучевого нагрева и разработать датчики для его контроля и регулирования. Хотя в об-ласти автоматизации электронно-лучевых процессов имеются определенные успехи, большинство разработок связано с созданием аппаратуры для слежения за положением электронного луча в пространстве, в частности за стыком сварного шва и мало работ по комплексному управдению процессом,
включающим регулирование глубины и ширины, т. е. геометрических характеристик зоны воздействия.
Наконец еще один объект исследований, имеющий важное значение для теории и практики сварки плавлением в целом, связан с изучением движения расплава — это гидродинамические процессы в зоне злектронно-лучевого воздействия. Интерес исследований к гидродинамике не случаен, так как от процессов переноса жидкого металла в зоне обработки зависит большинство дефектов при формировании сварных швов, а в ряде случаев гидродинамика определяет производительность обработки. Глубокое проплавление металлов, при сварки электронным лучом, характеризуется появлением специфических дефектов (полостей в объеме шва, колебаний глубины проплавления по длине шва), поэтому гидродинамика является предметом тщательного изучения и при других концентрированных источниках: сжатой дуге в среде углекислого газа, аргонодуговой сварке, луче лазера, струе плазмы и др. Значительное распространение получило моделирование гидродинамических процессов в условиях воздействия концентрированного потока энергии.
Сущность концепции заключается в следующем. Концентрированный (сфокусированный) поток электронов, падая на поверхность материала, осуществляет разогрев вещества в зоне, ограниченной шириной луча и глубиной пробега электронов. Если скорость тепловыделения меньше скорости отвода энергии вследствие теплопроводности, то происходит нагрев с образованием полусферической (или близкой к ней) формы проплавления (мягкий режим нагрева, процесс испарения практически отсутствует). Повышение концентрации энергии в зоне воздействия до 105—106,: Вт/см2 приводит к тому, что скорость тепловыделения становится соизмеримой со скоростью отвода энергии вследствие теплопроводности (критический режим нагрева, начинается существенное парообразование). Если при малых концентрациях энергии статьи энергетического баланса процесса складывались (приближенно) из затрат на отвод тепла обрабатываемым изделием (до 60%), его плавление (до 35%) и испарение (до 5%), то при концентрациях выше критических, когда скорость тепловыделения намного больше скорости отвода тепла, большая часть вводимой энергии тратится на плавление и выброс расплава за счет объемного вскипания или других эф-фектов.
Эффективность процесса воздействия луча существенно повышается при углублении зоны обработки в материал с образованием канала. Время нагрева и выброса порции вещества мало (~10-6—10-5 с), поэтому процесс сверления канала носит периодический (квазистационарный) характер с частотами ~105—106 Гц.
Так как выброс вещества идет со дна канала, опускающегося в материал с некоторой скоростью, максимальные температура и давление пара находятся у дна канала и падают по его высоте. У выхода из канала температура и давление минимальны.
Взаимодействие электронного пучка с продуктами выброса (смесью пара и конденсата) в объеме канала приводит к тому, что непрерывно действующий пучок электронов периодически рассеивается на стенках канала. Концентрация мощности луча в момент его рассеивания на стенки падает на 1—2 порядка (пропорционально площади внутренней поверхности канала), поэтому такой «размазанный» по стенкам источник обеспечивает практически только плавление стенок. Таким образом, когда канал свободен от паров обрабатываемого материала, электронный луч без потерь достигает его дна, происходит испарение вещества со дна канала. Когда канал заполнен паром, электронный луч рассеивается и передает энергию стенкам, образуя жидкую фазу.
С учетом времени периодической экранировки частота выброса вещества несколько уменьшается, но по-прежнему остается высокой (—101—105 Гц). Углубление канала происходит до тех пор, пока давление пара в нем больше суммарного давления поверхностного натяжения и давления, обусловленного столбом жидкой фазы стенок канала. Наименьшее давление пара во всех случаях имеет место у выхода из канала. Поэтому, как только давление пара становится меньше давления поверхностного натяжения и веса жидкой фазы, канал в верхней части может смыкаться. Если не прерывать действие луча, то смыкание будет иметь периодический характер с частотами порядка 10—100 Гц. Смыкание канала сверху является причиной специфического дефекта — наличия полостей в объеме проплавления. Таким образом, непрерывный процесс электронно-лучевого воздействия переходит в зоне обработки в колебательный процесс с высокими частотами, обусловленными газодинамическими процессами, и низкими частотами, являющимися следствием гидродинамических явлений.
Прямое подтверждение рассмотренной картины процесса получено экспериментально при воздействии электронного луча в импульсном режиме при длительности импульса, достаточной для осуществления микровзрыва. Время паузы было выбрано таким, чтобы продукты выброса успели эвакуироваться из канала и луч не рассеивался на стенки канала с образованием жидкой фазы. В результате вместо проплавления были получены отверстия глубиной до 60 мм и диаметром до 2 мм (в нержавеющей стали и алюминии).
Следовательно, реализация многообразия термических воздействий электронного луча (от плавки до сверления) зависит от скорости введения энергии. Аналогичная картина быстропротекающмх явлений, связанных с высокими скоростями ввода энергии в материал, в некоторой степени имеет место во многих процессах, уже хорошо изученных или изученных в достаточной степени, например, при лазерном воздействии, электрическом взрыве проводников, электроискровой обработке, воздействии плазменной и электрической дуги, взрывных процессах и т. п. Поэтому технологические электронные пучки в настоящем курсовом проекте рассмотрены в сравнении их с другими источниками теплоты, исходя из того, что одним из основных характерных признаков любого источника является концентрация энергии.
Электронно-лучевая обработка материаловОсобенности образования отверстий при электронно-лучевой обработке:
Термическая размерная обработка, как правило, предназначена для изменения химического состава или структуры обрабатываемого материала, получения отверстий заданного диаметра или пазов заданной ширины, глубины и профиля сечения.
Результат размерной обработки зависит от поведения материала при повышении температуры. В результате термической размерной обработки происходят следующие явления:
фазовые превращения в твердом состоянии, появляющиеся, например, при закалке соответствующих сталей;
сублимация — удаление материала при выполнении отверстий, пазов, резании, гравировании алмаза, графита, кварцевого стекла;
разложение твердого материала на летучие компоненты и унос мате-риала при резании синтетических материалов, керамики, бумаги;
разложение с образованием, по крайней мере, одного твердого компонента и удаление материала при резании, сверлении, гравировании арсенида галлия, фосфида галлия;
плавление материалов при микросварке металлов, полировании ме-таллов и полупроводниковых материалов (кремний, германий), нанесении рисок оплавлением (кремний, германий, керамика, ферриты), легировании полупроводников путем вплавления лигатур при изготовлении полупроводниковых приборов и интегральных микросхем;
испарение — удаление материала при сверлении, резании, гравировании металлов, диэлектриков, синтетических материалов.
Обрабатываемость материала в основном зависит от его теплофизи-ческих свойств и удельной мощности пучка электронов. Чтобы избежать избытка жидкой фазы, добиться максимальной производительности за счет реализации резононсных режимов нагрева, обработку ведут в импульсных режимах. При этом возможны следующие технические варианты обработки: моноимпульсная, многоимпульсная, с быстрым отклонением луча.
Выброс жидкой фазы при обработке. Экспериментальные данные различ-ных исследователей по измерению удельной работы разрушения показывают, что практически для всех металлов больше энергии плавления, но меньше энергии превращения в пар.
В продуктах выброса находится значительное количество жидкой фазы . Затраты введенной энергии, приводящие к удалению вещества при обработке и при сварке с «кинжальным» проплавлением , например, сталей только на 10—20 % превышают затраты на плавление. Это приводит к малому различию в энергетических балансах процессов получения отверстий и проплавления и существенно упрощает их тепловые расчеты.
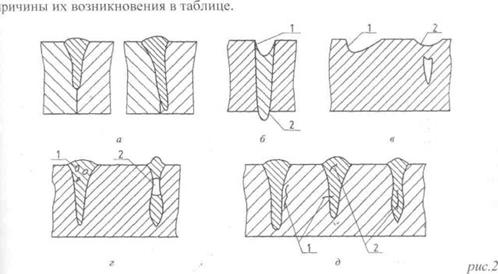
Причины преждевременного вскипания вещества, приводящего к выносу жидкой фазы в основном можно свести к двум моментам:
- вскипанию за счет гетерогенных центров зарождения паровой фазы,
- вследствие перегрева. В первом случае факторами, облегчающими вскипание, являются: пузырьки растворенного в металле газа, объем которого может превышать объем основного металла в десятки и даже сотни раз; неидеальность контактов; локальные пульсации температуры, например вследствие неоднородности временной структуры импульса энергии, приводящие к генерации внутрь материала волн сжатия и разрежения как и при ультразвуковых колебаниях.
Объяснить причины вскипания при перегреве затруднительно из-за сложности физики процесса. Перегрев может возникать вследствие того, что нагрев и плавление металла в зоне действия луча происходят в условиях сжатия материала давлением отдачи паров. Так как разгрузка в распла-вленном объеме после прекращения действия импульса энергии проис-ходит за время 10~3—10~4 с, т. е. со скоростью распространения волн напряжения (скоростью звука), то металл практически мгновенно заметно перегревается, что равносильно быстрому избыточному тепловыделе-нию в локальном объеме.
Согласно другой точке зрения, перегрев связан с наличием в зоне дей-ствия луча двух слоев с разным характерным временем изменения темпе-ратуры. Если при колебаниях интенсивности нагрева внутренние слои жидкой фазы попадают в условия перегрева, то происходит вскипание, так как, одновременно является временем релаксации давления отдачи.
Вскипание и вынос жидкой фазы могут быть связаны с периодическими (вследствие экранировки) колебаниями давления отдачи паров при поверхностном испарении, которые приводят к генерации в жидком объеме металла механических колебаний, стимулирующих рост равновесных пузырьков растворенного газа.
Сварка электронным лучом
Электронно-лучевая сварка (ЭЛС) основана на использовании для нагрева энергии электронного луча.
Сущность данного процесса состоит в использовании кинетической энергии электронов, движущихся в высоком вакууме с большой скоростью. При бомбардировке электронами поверхности металла подавляющая часть кинетической энергии электронов превращается в теплоту, которая используется для расплавления металла.
Для сварки необходимо получить свободные электроны, сконцентрировать их и сообщить им большую скорость с целью увеличения их энергии, которая должна превратиться в теплоту при торможении в свариваемом металле. Получение свободных электронов достигается применением раскаленного металлического катода, эмитирующего (испускающего) электроны. Ускорение электронов обеспечивается электрическим полем с высокой разностью потенциалов между катодом и анодом. Фокусировка - концентрация электронов - достигается использованием кольцевых магнитных полей. Резкое торможение электронного потока происходит автоматически при внедрении электронов в металл. Электронный луч, используемый для сварки, создается в специальном приборе - электронной пушке.
Электронная пушка представляет собой устройство, с помощью которого получают узкие электронные пучки с большой плотностью энергии (см. рис.2).
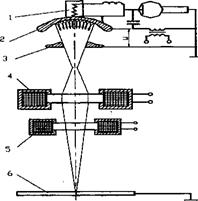
Рис. 2. Схема устройства электронно-лучевой пушки.
(1), Пушка имеет катод (1), который размещен внутри прикатодного электрода (2). На некотором удалении от катода находится ускоряющий электрод - анод (3) с отверстием.
Прикатодный и ускоряющий электроды имеют форму, обеспечивающую такое строение электрического поля между ними, которое фокусирует электроны в пучок с диаметром, равным диаметру отверстия в аноде. Положительный потенциал ускоряющего электрода может достигать нескольких десятков тысяч вольт, поэтому электроды, эмитированные катодом, на пути к аноду приобретают значительную скорость и, соответственно, кинетическую энергию. После ускоряющего электрода электроны движутся равномерно. Питание пушки электрической энергией осуществляется от высоковольтного источника постоянного тока. Электроны имеют одинаковый заряд, поэтому они отталкиваются друг от друга, вследствие чего диаметр пучка увеличивается, а плотность энергии в пучке уменьшается.
Для увеличения плотности энергии в луче после выхода электродов из анода электроны фокусируются магнитным полем в специальной магнитной линзе (4). Сфокусированные в плотный пучок летящие электроны ударяются с большой скоростью о поверхность изделия (6), при этом кинетическая энергия электронов, вследствие торможения в веществе, превращается в теплоту, нагревая металл до высоких температур.
Для перемещения луча по свариваемому изделию на пути электронов помещают магнитную отклоняющую систему (5), позволяющую направлять электронный луч точно по сварочному стыку.
Для обеспечения беспрепятственного движения электронов от катода к аноду и далее к изделию, для тепловой и химической изоляции катода, а также для предотвращения возможности дугового разряда между электродами в установке создается высокий вакуум не ниже 1,3.10~2 Па (1.10-4 мм рт. ст.), обеспечиваемый вакуумной системой установки.
Работа, затраченная электрическим полем на перемещение заряда из одной точки в другую, равна произведению величины заряда на разность потенциалов между этими двумя точками. Эта работа затрачивается на сообщение электрону кинетической энергии.
Таким образом энергия электронов может достигать больших значений и зависит от разности потенциалов разгоняющего поля; в настоящее время эксплуатируются электронно-лучевые установки с ускоряющим напряжением в электронно-лучевой пушке до 200 кВ.
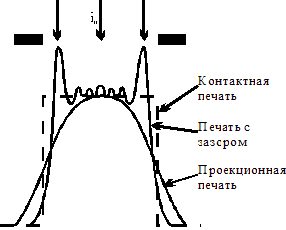
Физическая картина внешних явлений, сопровождающих действие электронов на металл, состоит из рентгеновского излучения, теплоизлучеия, возникновения отраженных, вторичных электронов, испарения металла в виде атомов и ионов металла. Схема данных явлений изображена на рис.3.
Вторичные электроны делятся на три группы: упруго отраженные электроны, энергия которых примерно равна падающим; электроны, отраженные в результате неупругого соударения и имеющие более или менее большие потери; собственно вторичные электроны, энергия которых не превышает 50 эВ.
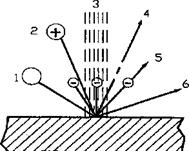
Рис.3 Фйзическая картина явлений, сопровождающих проникновение электронов в веществе:
1 - атомы металла,
2 - ионы,
3 - пучок электронов,
4 -рентгеновское излучение,
5 - отраженные и вторичные электроны,
6 - тепловое и световое излучение
Характерные значения параметров сварочных электронных лучей:
- минимальный радиус пучков 0,1... 1 мм;
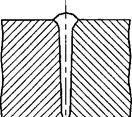
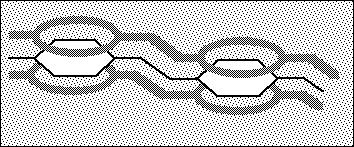
Рис.4. Типичная форма сварного шва при ЭЛС
- энергия 10...200 кэВ;
- мощность - до 120 кВт.
Плотность энергии в источнике нагрева является одной из основных характеристик источника и определяет его эффективный коэффициент использования тепла, форму провара, размеры зоны термического влияния, сварочные деформации и поводки. Электронный луч – наиболее эффективный источник нагрева металла при сварке, поскольку плотность энергии в луче превышает плотность энергии электрической сварочной дуги более чем на три порядка.
Ниже приведены сравнительные данные по максимальной плотности энергии (Рmах) и минимальной площади пятна нагрева (Smіn) для различных видов сварки:
Вид сварки Smіn, ММ2 Рmах, кВт/ММ2
Газовая 1 0,5
Электродуговая 0,1 1,0
ЭЛС и лазерная 10'5 5-103
При сварке электронным пучком формируется узкий и глубокий шов. Глубина проплавления достигает 200...400 мм, а отношение глубины проплавления к средней ширине шва составляет 20..30 (см. рис.4).
Столь глубокое проникновение электронов в металл объясняется образованием канала в сварочной ванне практически на всю ее глубину. Основным фактором, вызывающим образование канала в жидком металле, является давление отдачи пара при испарении. В связи с этим канал в сварочной ванне часто называют пародинамическим.
Технологические возможности и преимущества электронно-лучевой сварки состоят в следующем:
•При ЭЛС возможно соединение за один проход металлов и сплавов толщиной в наиболее широком среди других методов сварки диапазоне - от 0,1 до 400 мм.
•Благодаря высокой концентрации энергии в луче, минимальному вводу тепла и высокой скорости охлаждения, зона термического влияния при ЭЛС имеет существенно меньшую протяженность, а снижение свойств в ней относительно небольшое. Особое значение это имеет для аустенитной стали, сплавов циркония, молибдена и других металлов, склонных при нагреве к значительному росту зерна и снижению коррозионной стойкости.
•Глубокое проплавление металла при малой погонной энёргии, имеющее место при ЭЛС, обусловливает значительно большую скорость отвода тепла от зоны сварки, что обеспечивает увеличение скорости кристаллизации малой по объему сварочной ванны с получением мелкокристаллического строения металла шва, по своим свойствам мало отличающегося от основного металла.
•Ввод значительно меньшего количества тепла при ЭЛС, особенно на импульсном режиме, по сравнению с дуговой сваркой дает возможность во много раз уменьшить деформации изделий.
•Большая концентрация энергии в малом поперечном сечении луча и возможность переноса энергии лучом на значительное расстояние от катода дают возможность использовать электронный луч при сварке в узкую щель, когда методы дуговой сварки не могут быть использованы.
•При ЭЛС рабочее расстояние "электронная пушка -изделие" можно изменять в значительных пределах без существенного изменения параметров шва. Рабочее расстояние выбирается в пределах 50-120 мм для низковольт-ных пушек и 50-500 мм - для высоковольтных. При этом изменение рабочего расстояния в процессе сварки на 1...5 мм не оказывает существенного влияния на качество соединения.
•Эффективная защита металла от взаимодействия с газами в процессе сварки, осуществляемой в высоком вакууме.
•Отклонение потока электронов в магнитном поле осуществляется практически безынерционно, что дает возможность перемещать электронный луч по сложным контурам по программе с использованием электронно-вычислительной техники.
•Существенное в 8...10 раз - снижение энергетических затрат по сравнению с другими дуговыми методами.
•ЭЛС является наиболее рационалъным методом соединения:
- иделий из тугоплавких металлов;
- изделий из термически упрочненных металлов, когда нежелательна, затруднена или невозможна последующая термообработка;
- изделий после окончательной механической обработки при необходимости обеспечения минимальных сварочных деформаций;
- конструкций больших толщин ответственного назначения.
Недостатки метода ЭЛС:
•Сложность и высокая стоимость оборудования.
•Необходимость наличия вакуумных камер, что ограничивает размеры свариваемых изделий.
•Вредное рентгеновское излучение в процессе ЭЛС.
•Необходимость высококвалифицированного персонала.
Параметрами режима ЭЛС являются сила тока, ускоряющее напряжение, скорость сварки, ток фокусировки. Проплавляющая способность электронного луча определяется, в основном, величиной ускоряющего напряжения и, в меньшей мере, величиной тока электронного луча. Ток в фокусирующей магнитной лизе влияет на размеры пятна нагрева и, следовательно, на величину удельной тепловой энергий. Изменяя ток фокусировки, можно изменить ширину ванны и глубину проплавления.
К числу наиболее важных технологических параметров относятся также тип и геометрия стыкового соединения и пространственное положение сварного шва и электронного пучка. Для однопроходной ЭЛС применяются типы соединений, в основном, характерные для сварки плавлением. Отличительными типами соединений являются соединени:
- под сварку проникающим электронным пучком (см. рис.5.1),
- под сварку в углублении и труднодоступных местах (см. рис.5.2),
- под сварку тавров через полку (см. рис.5.3).
- отбортовка кромок (см. рис.5.4) применяется обычно в изделиях радиотехники и приборостроения.
Соединения под сварку проникающим пучком допускаются для тонколистовых металлов в нижнем положении и для металлов малых и средних толщин в горизонталъном положении.
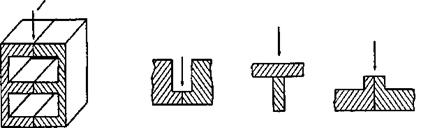
1 2 3 4
Рис.5 Некоторые типы сварных соединений при ЭЛС.
При ЭЛС обычно применяются следующие технологические схемы:
- сварка в нижнем положении (вертикальным электронным пучком) выполняется как без подкладки, так и на подкладке (см. рис.6.1);
- сварка на подъем и на боку (рис.6.2 и 6.3) выполняется горизонтальным электронным пучком без подкладки, а для предотвращения вытекания жидкого металла из сварочной ванны иногда устанавливается ограничительная планка вдоль нижней кромки стыка (рис.6.3);
- сварка в потолочном положении (рис.6.4) выполняется на металлах относительно небольшой толщины (как правило до 20 мм) и применяется редко.
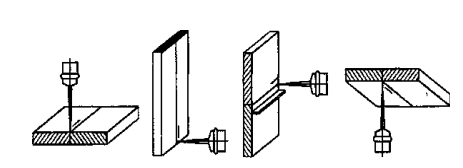
1 2 3 4
Рис.6. Общие технологические схемы ЭЛС
Особенности подготовки как стыкуемых поверхностей деталей, так и самих деталей обусловлены, в основном, наличием вакуума при сварке и спецификой источника теплоты - узкого потока электронов.
Для обеспечения высокого качества сварного шва очистке от средств консервации, загрязнений, ржавчины и оксидных пленок подвергаются в обязательном порядке стыкуемые поверхности, внешние и внутренние. Предварительная очистка выполняется механически, а окончательная - в зависимости от свариваемого металла и степени шероховатости очищаемой поверхности различными физико-химическими способами. В некоторых случаях непосредственно перед сваркой внешняя поверхность свариваемых деталей в области стыка и стыкуемые поверхности (насколько возможно через зазор в стыке) очищаются с помощью маломощного сканирующего электронного пучка. При этом пучок должен незначительно оплавлять очищаемую поверхность, не заплавляя зазор в стыке. Для очистки выполняются 1-2 прохода.
Для однопроходной ЭЛС не требуегся разделки кромок. В то же время имеются определенные требования к ширине зазора в стыке: ширина зазора должна быть меньше средних поперечных размеров электронного пучка. В зависимости от типа материала, его толщины, типа стыка, пространственного положения стыка и электронного пучка, типа электронной пушки оптимальная величина зазора будет различной. Из многочисленных экспериментальных данных известно, что при ЭЛС без присадки металлов толщиной 20...30 мм зазор, как правило, составляет 0,1...0,2 мм, а толщиной свыше 30 мм - порядка 0,3 мм. Чем хуже свариваемость металла и выше требования к допустимой деформации, тем более высокие требования предъявляются к точности выдерживания требуемого зазора. Разделка же кромок соединяемых деталей применяется лишь в необходимых случаях для улучшения формирования шва и для обеспечения надежной работоспо-собности систем автоматического слежения за стыком. Например, для предотвращения или уменынения усиления или уширения верхней части шва применяют «V» или «U»-образные разделки кромок. В нижней части стыка иногда выполняют П- или Л - образные разделки для исключения обратного валика шва.
Некоторые специальные технологические приемы, используемые для обеспечения ЭЛС:
•Полное проплавление свариваемого стыка. Это наиболее надежный и простой способ, позволяющий исключить корневые дефекты, свести к минимуму угловые деформации, уменьшить вероятность образования пор и раковин благодаря улучшению условий дегазации металла сварочной ваниы.
•Развертка электронного луча. Широко используются следующие развертки пучка: продольная, поперечная, X-образная, по окружности, эллипсу, дуге. Благодаря развертке при сварке металлов болыпих толщин удается резко расширить диаметр и повысить устойчивость канала в сварочной ванне, что благоприятно сказывается на стабильности формирования швов:
-уменьшается разбрызгивание расплавленного металла,
-предотвращается вытекание расплава из ванны при сварке горизонтальным пучком,
- уменьшается склонность к образованию трещин, корневых дефектов и протяженных полостей.
Без применения развертки практически невозможно избежать корневых не-проваров при сварке металлов больших толщин, так как весьма сложным оказывается точно направитъ узкий луч по глубокому стыку при большой протяженности шва.
•Сварка наклонным электронным пучком. Для сварки металлов большой толщины рекомендуется постоянное отклонение электронного пучка на 5...7° в направлении его перемещения по изделию. Этот прием позволяет уменынить количество пор и несплошностей.
•Модуляция тока электронного пучка. Импульсная модуляция тока электронного пучка применяется для уменьшения тепловложения и снижения вероятности образования трещин при сварке тонколистовых (до 1 мм) металлов . Частота импульсов и скорость сварки выбираются так, чтобы отдельные проплавленные участки перекрывали друг друга.
•Сварка с присадкой. Этот прием используется достаточно широко для исправления дефектов шва при больших зазорах в стыке, а также для легирования металла шва. В качестве присадки может применяться проволока, лента, гранулы, а также проставка из листового металла (помещается в стык).
•Двусторонняя сварка. Сущность приема заключается в последовательной или одновременной сварке двух противоположных сторон стыка с глубиной проплавления около половины толщины стыка. Этот прием применяют для обеспечения возможности сварки изделий более толстостенных, чем позволяет имеющаяся аппаратура, а также для избежания дефектов шва, вероятность появления которых возрастает с увеличением глубины проплавления.
•Сварка начала и окончания продольного шва на выводных планках. Этот прием используют вследствие затруднения получения нормального качества в этих участках шва, так как при быстром нарастании и спаде мощности электронного пучка образуются соответственно аномально большое усиление шва и "кратер".
Установки для ЭЛС по степени защиты сварочной ванны от воздействий атмосферных газов делятся на три класса: для сварки в высоком и промежуточном вакууме, а также для вневакуумной сварки.
Установки для сварки в высоком вакууме обеспечивают практически полную защиту металла шва, большие рабочие расстояни и остросфоку сированные электронные пучки. Такие установки используются для микросварки и размерной обработки в радиоэлектронике, приборостроении, точной механике, а также для сварки изделий малых, средних и крупных габаритов в ядерной энергетике, авиастроении и ракетной технике.
Установки для сварки в промежуточном вакууме -приблизительно13,3...1Па (10-1...10-2 мм рт. ст.) - отличаются от предыдущих упрощенной откачной системой сварочной камеры и меньшим временем ее откачки до рабочего давления. Качество сварных соединений конструкционных сталей, алюминия, меди при этом вполне удовлетворительное.
Установки с выводом пучка в атмосферу не имеют сварочной камеры. Электронный пучок через лучепровод сварочной пушки с мощной ступенчатой откачной системой выводится в атмосферу или защитную газовую среду, где и производится сварка. Установки этого класса отлича-ются рассеянием электронного пучка в газовой среде и, как результат - малым рабочим расстоянием. Для установок с выводом пучка в атмосферу применяются только высоковольтные (175... 200 кВ) энергетические комплексы.
По габаритам сварочной камеры подразделяют установки
ЭЛС для:
- микросварки и размерной обработки;
- сварки малогабаритных изделий;
- сварки изделий средних размеров (универсальные и специализированные);
-сварки крупногабаритных изделий.
Установки для ЭЛС любого типа состоят из двух основных комплексов: энергетического и электромеханического. Отдельно следует выделить узлы, получившие название сварочных блоков. В их состав кроме сварочной пушки входят устройства для ее ориентации относительно свариваемого стыка, механизм подачи присадочного материала, устройства наблюдения и освещения и, при необходимости, вакуумные насосы для дифференциальной откачки из области эмиссионной системы сварочной пушки.
К энергетическому комплексу относится аппаратура для формирования пучка электронов с заданными параметрами, управления его мощностью и положением относительно свариваемого стыка.
Источники питания.
Большинство выпускаемых высоковольтных источников питания подразделяют по мощности на следующие группы:
- до 7,5 кВт для ускоряющих напряжений 20-30 кВ;
- до 60 кВт при ускоряющем напряжении 60 кВ;
- до 120 кВт при ускоряющем напряжении 120 кВ;
- до 30 кВт при ускоряющем напряжении 175 кВ.
К числу главных требований к источникам питания относятся высокая стабильность и способность подавлять развитие пробоев в пушке. Чтобы обеспечить стабильность параметров проплавления, необходимо в первую очередь добиться стабильности плотности мощности пучка на изделии при общей постоянной мощности пучка. Колебания ускоряющего напряжения приводят к изменению диаметра пучка, а следовательно, и плотности энергии в плоскости изделия, ввиду чего колеблется глубина проплавления. Аналогично изменяется плотность энергии в пучке на изделии вследствие колебания тока магнитной линзы при постоянном ускоряющем напряжении. Изменение ускоряющего напряжения в пределах нескольких процентов приводит к заметному изменению глубины проплавления. Изменение тока пучка сравнительно слабо влияет на глубину проплавления, и поэтому ограничение нестабильности тока в пределах 6... 10 % в большинстве случаев удовлетворяет технологическим требованиям. Питание сварочных электронных пушек ускоряющим напряжением осуществляется от трехфазных силовых вьпрямителей. Коэффициент пульсаций в этой системе без сглаживающих фильтров составляет 6-7 % при частоте пульсаций 300 Гц. Для уменьшения пульсаций ускоряющего напряжения на выходе выпрямителя устанавливаются фильтры из конденсаторов и дросселей. Величина допустимых пульсаций, как правило, не должна превышать 4 % : в противном случае существенно снижается глубина проплавления, наблюдаются уширение шва и разбрызгивание металла.
Управление мощностъю пучка электронов.
Известны следующие способы регулирования мощности пучка электронов: изменением тока эмиссии катода, подачей напряжения на управляющий электрод пушки и изменением ускоряющего напряжения.
При управлении током пучка путем регулирования тока накала происходит существенное изменеие сходимости электронного пучка и, следовательно, изменяется проплавляющая способность пучка.
Изменение ускоряющего напряжения приводит к изменению фокусного расстояния магнитной линзы и угла отклонения пучка, поэтому данный способ также не применяется в современных энергоблоках для ЭЛС.
Основным способом регулирования мощности пучка, стабилизации заданного ее значения, импульсной модуляции, плавного уменьшения при прекращении сварки является подача управляющего напряжения на прикатодный электрод сварочной пушки. Перечисленные функции обычно выполняются с помощью блоков, условно называемых модуляторами.
Управление положением пучка электронов.
Для расширения технологических возможностей электронных пушек широко используется отклонение электронного пучка от оси симметрии пушки с помощью электромагнитной отклоняющей системы. В частности, таким образом осуществляется точное совмещение пучка со стыком, поиск стыка, сканирование пучка в процессе сварки, изменение диаметра пучка, предшествующая и послесварочная термообработки и т. д.
Система отклонения электронного пучка включает собственно отклоняющую электромагнитную систему с двумя парами взаимно перпендикулярных катушек и систему управления отклонением, в состав которой входят программные устройства, задающие закон отклонения пучка во времени. Программные устройства условно можно разделить на устройство для медленного перемещения пучка по сварочной траектории и устройства для быстрых отклонений пучка, отвечающие за необходимую плотность энергии пучка и воздействующие на гидродинамические процессы в сварочной ванне.
Важной проблемой для ЭЛС является поиск стыка в процессе сварки. Малая ширина сварного шва и большое отношение глубины к ширине шва требуют точного совмещения пучка электронов с плоскостью свариваемого стыка. Требуемая точность зависит от толщины свариваемых изделий, но обычно должна быть не ниже ±0,1 мм. Возможность точного визуалъного позиционирования, непосредственно через иллюминаторное окно, через оптическую систему либо с помощью телевизионных систем наблюдения, ограничены явлением металлизации иллюминаторов и выходных оптических устройств, а также из-за ысокой яркости свечения сварочной ванны на фоне плохо освещенной прилегающей поверхности изделия.
Положение стыка непосредственно перед зоной сварки в процессе ее выполнения удается корректировать перемещением пушки с помощью механических щупов. Однако применение механического щупа требует значительной разделки кромок или специального технологического выступа (буртика) для облегчения зацепления со щупом, а также не позволяет компенсировать отклонение пучка остаточными магнитными полями.
Чтобы иметь возможность контролировать и этот фактор, для определения истинного положения пучка используют явление вторично-электронной эмиссии от металлической поверхности, облучаемой острофокусным пучком электронов. При пересечении стыка пучком электронов изменяются интенсивность потока отраженных электронов и ее распределение в пространстве. Как только первичный пучок начнет перекрывать линию стыка, то есть хотя бы частично станет проникать сквозь зазор между кромками, отраженный ток уменьшится. Эти сигналы регистрируются датчиком, происходит их сопоставление с заранее заданным уровнем и, как результат, корректируется движение пушки. На основе использования вторично-эмиссионного сигнала от стыка построен ряд широко при-меняемых устройств позиционирования сварочного пучка: растровых телевизионных (в них съемочная камера заменена сварочной пушкой с датчиком вторичных электронов), приборов «Рефлектрон» или «Прицел» (представляют собой упрощенный вариант растровых телевизионных систем), систем с предварительным обучением.
Системы с предварительным обучением строятся на принципе запоминания первичной траектории взаимного перемещения пучка и изделия, контролируемого оператором визуально или, например, с помощью прибора "Прицел". Наиболее эффективно применение таких систем при необходимости многократных проходов пучком электронов по траектории стыка.
Электромеханический комплекс установки предназначен для герметизации и вакуумирования рабочего объема, выполнения всех сварочных, установочных и транспортных перемещений свариваемого изделия и электронной пушки. Электромеханический комплекс сварочной установки состоит из ряда функциональных систем, основные из них перечислены ниже:
-Сварочные вакуумные камеры. Такие камеры относятся к наиболее важным и трудоемким узлам установки для ЭЛС. От их формы, конструкции, жесткости и габаритов зависят возможные размеры и качество свариваемых за одну садку изделий, удобство их загрузки и выгрузки, возможность пристыковки дополнительных объемов в нужном направлении и др.
По степени специализации различают два типа камер: универсалъпые и специализированные.
Универсальные камеры предназначены для сварки изделий любой формы и габаритов в пределах рабочего пространства камеры. Такие камеры используются в единичном и мелкосерийном производстве и выпускаются в соответствии с принятыми параметрическими рядами. Это дает возможность выбрать камеры наиболее подходящих размеров применйтельно к конкретным изделиям.
Специализированные камеры тесно увязаны с конструкцией и габаритами конкретного изделия (или группы изделий). В ряде случаев специализированные камеры выполняются по форме свариваемого изделия.
К камерам сварочных установок предъявляются разнообразные, часто противоречивые требования:
1) по объему камеры. Объем должен быть, с одной стороны, достаточным для размещения и рабочих перемещений изделий; с другой стороны, этот объем должен быть минимально возможным с целью сокращения времени откачки;
2) по протяженности разъемов. Камера должна обеспечивать удобный доступ в рабочую зону для загрузки, выгрузки и обслуживания; вместе с тем камера должна иметь минимальное количество разъемов с вакуумными уплотнителями и открывающихся крышек, так как они являются вероятными местами натекания атмосферного воздуха и чаще всего пропускают рентгеновское излучение;
3) по металлоемкости. Камеры должны иметь минимальную металлоемкость и быть технологичными, в то же время необходимо обеспечить механическую прочность и жесткость всех их элементов, а также биологическую защиту оператора от рентгеновского излучения.
Известны камеры прямоугольной и цилиндрической формы.
В современных конструкциях установок преимущественно применяются прямоуголъные камеры. Это объясняется, прежде всего, их универсальностью, В таких камерах наиболее эффективно используются подвижные сварочные пушки, сменные манипуляторы изделия. Кроме того, объем таких камер сравнительно легко увеличить пристыковкой дополнительных секций.
Цилиндрические камеры применяются реже, так как они менее универсальны и хуже приспособлены к работе с перемещающимися внутри камеры сварочными пушками, что дает низкий коэффициент использования объема сварочной камеры.
Изготавливаются сварочные камеры чаще из конструкционных сталей, их коррозионная стойкость, как правило, достаточна в связи с тем, что внутренние поверхности камеры в процессе работы покрываются конденсатом свариваемых металлов. Применение коррозионностойких сталей оправдано в том случае, когда по условиям производства необходимо периодически промывать камеру агрессивными растворителями.
•Откачные системы.
Такие системы служат для создания и поддержания в процессе работы высокого вакуума, в ускоряющем промежутке сварочной пушки и сварочной камере. Откачные системы крупногабаритных камер включают, как правило, насосы предварительного разрежения, форвакуумные, бустерные насосы и высоковакуумные агрегаты (паромасляные, геттерные и турбомоле-кулярные). Насосы предварительного разрежения (например, типа РВН) создают начальное разрежение в камере. Далее, форвакуумные (типа НВЗ, АВЗ и др.), в заключение высоковакуумные агрегаты (типа АВП, АВЭД и др.) В ряде случаев для получения более высокого вакуума в районе элек-тронно-лучевой пушки применяют дополнительные вакуумные системы - менее производительные, но обеспечивающие высокий «безмасляный» вакуум (с использованием турбомолекулярных насосов). При этом полость катодного узла не загрязняется парами масел.
•Сварочные манипуляторы.
Сварочные манипуляторы предназначаются для сварочных, установочных и транспортных перемещений свариваемого изделия и электронной пушки. Они делятся на две группы: манипуляторы изделия и манипуляторы пушки. Первые являются обязательным элементом практически любой установки, а вторые используются в тех случаях, когда сварочная пушка перемещается внутри вакуумной камеры.
По конструктивному исполнению сварочные манипуляторы подразделяются на универсальные с большим количеством степеней свободы и специализированные для сварки конкретных изделий. Применение сложных универсальных манипуляторов целесообразно при единичном и мелкосерийном производстве с частой сменой типа свариваемых изделий. Выполняются они чаще всего в виде тележек, вращателей, двухкоординатных столов и т.п. Манипуляторы сварочной пушки могут быть выполнены, например, в виде шарнирнорычажных устройств, в виде направляющей траверсы, по которой перемещается каретка с шарнирно-закрепленной на консоли сварочной пушкой и пр.
•Системы наблюдения.
Особенностью систем наблюдения при ЭЛС является необходимость защиты их от запыления парами свариваемых материалов и от теплового воздействия сварочной ванны. В качестве защитных устройств могут применяться поворотные прозрачные экраны и прозрачные перемещаемые защитные пленки.
Смотровое окно кроме прочного иллюминаторного стекла содержит рентгеновское стекло для защиты персонала от рентгеновского излучения из сварочной ванны.
Оптические устройства, увеличивающие объект наблюдения, как правило, в 5...50 раз, могут быть независимыми и встроенными в конструкцию смотрового окна или сварочной пушки.
Телевизионные системы дают возможность передавать изображение на большое расстояние и устанавливать сварочный стык в непосредственной близости от сварочной пушки.
Вспомогателъные устройства и механизмы
К вспомогательным устройствам и механизмам обычно относяся
устройства и механизмы типа подвижных платформ для выкатывания сварочных манипуляторов из камеры, устройств для предварительного нагрева свариваемых изделий, их сборки в сварочной камере и пр.
Наиболее рациональными областями применения ЭЛС в промышленности являются:
•Изделия из тугоплавких и химически активных металлов.
•Конструкции, требующие минимальных деформаций и зон термического влияния. Замена аргоно-дуговой сварки на ЭЛС позволяет в ряде случаев полностью исключить правку.
•С помощью электронного луча сваривают такие узлы, как блоки зубчатых колес, не подвергая их последующей механической обработке. Каждый элемент зубчатого блока до сварки подвергается отдельно термической или химико-термической обработке. Полученные свойства после термической обработки у входящих в блок деталей сохраняются и после сварки.
•ЭЛС используется при соединении ротора и частей вала газовой турбины двигателя, фланцев с сопловыми аппаратами, деталей шасси самолета, элементов жесткости с обшивкой сотовых панелей.
•Конструкции с труднодоступными местами, а также использование сварки нескольких стенок за один проход. Последнее оказывается возможным благодаря высокой концентрации источника нагрева.
•Соединение разнородных материалов. Меньшая величина сварочных напряжений при ЭЛС благоприятно сказывается на уменьшении склонности к образованию трещин при сварке разнородных металлов. По этой причине оказывается легче соединить между собой такие металлы, как молибден и вольфрам, молибден и ниобий, вольфрам и титан, некоторые виды керамик и металл.
•Соединение деталей малых толщин. Возможность тонкого регулирования мощности и диаметра луча, небольшое давление его на сварочную ванну позволяют соединять, например, прецизионные изделия электронной техники.
•Соединение деталей в космосе. Вакуум космического пространства может быть использован для ЭЛС отдельных деталей, узлов при сборке космических платформ и различных ремонтных работах. Силами ИЭС им. Е.О. Патона создана и прошла успешные испытания на борту орбитальной станции "Мир" аппаратура и набор специализированных инструментов для выполнения ручной электронно-лучевой сварки в космосе. Некоторые характеристики комплекса "Универсал":
- напряжение питания - 23...34 В;
- потребляемая мощность - до 1,5 кВт;
- ускоряющее напряжение - 8... 10 кВ;
- ток электронного пучка - до 110 мА;
- наиболынее время непрерывной работы - 5 мин.;
- технологические операции - сварка, резка, пайка, сварка с присадкой, нанесение покрытий из тигля и присадочной проволокой;
- масса инструмента ( в руках оператора) - 5 кг.
Похожие работы
... (Plasma Display Panels), или просто "plasma", и FED (Field Emission Display). Расскажем немного об этих технологиях. 3. Plasma Такие крупнейшие производители, как Fujitsu, Matsushita, Mitsubishi, NEC, Pioneer и другие, уже начали производство плазменных мониторов с диагональю 40" и более, причем некоторые модели уже готовы для массового производства. Работа плазменных мониторов очень похожа ...

... влияющие на точность и воспроизводимость результатов. Области практического применения лазерной размерной обработки ограничены преимущественно получением отверстий не выше 3-го класса точности. Тем не менее, лазерная технология получения отверстий внедрена на ряде предприятий, где с ее помощью получают черновые отверстия (на проблемах внедрения этих процессов мы остановимся позднее). Относительно ...
... , учитывающий неизбежные потери электрода, ([2], c. 27); - плотность наплавленного металла, , ([2], с. 22); - площадь поперечного сечения наплавленного металла шва, 3. Присадочная проволока. Для сварки корпуса водила II ступени в связи с ответственностью конструкции будем использовать проволоку того же состава, что и основной металл. Проволока ПТ-3В по ТУ-1–9–922–82 диаметром ...
... . Поскольку больная часть падающих электронов остается в подложке, то чувствительность резиста и форма профиля изображения зависят от материала подложки. Производительность систем ЭЛ экспонирования. Наряду с высоким разрешением достигнута приемлемая производитель-ность систем ЭЛ экспонирования. Важнейшие факторы, определяющие ее, приведены в табл 2. Стоимость ЭЛ экспонирования одной пластины по ...
0 комментариев