Факультет «Современные технологии и автомобили»
Кафедра «Технология роботизированного производства»
«Эскизный проект автоматической линии механической обработки детали винт, объём выпуска 300000 шт/год»
Содержание.
Введение -------------------------------------------------------------------------------------3
Технические требования к детали ------------------------------------------------------4
Технологичность конструкции детали с точки зрения обработки на автоматической линии. Показатели технологичности -----------------------------4
Выбор вида заготовки --------------------------------------------------------------------9 Определение потребного такта выпуска АЛ ----------------------------------------10 Операции, выполняемые на автоматической линии. Определение объема обработки детали на АЛ -----------------------------------------------------------------11 Синхронизация операций техпроцесса. Определение количества единиц оборудования на операциях ------------------------------------------------------------12Компоновка автоматической линии --------------------------------------------------14
Устройство активного контроля -------------------------------------------------------17
Заключение ---------------------------------------------------------------------------------26
Список литературы -----------------------------------------------------------------------27
Введение.
Современный этап развития машиностроения характеризуется повышением экономических и научно-технических требований к производству. Это обусловлено сокращением сроков обновления производственной номенклатуры, увеличением ее сложности, повышением требований к стабильности основных параметров машин и их надежности.
Решением указанных задач может служить широкая автоматизация производства, роль и значение которой существенно повысились.
Автоматизация производства в машиностроении представляет собой самостоятельную комплексную задачу, связанную с созданием нового современного оборудования, технологических процессов, систем организации производства и управления им, обеспечивающих повышение производительности труда, улучшение его условий, сокращение потребности в рабочей силе и, что не менее важно, снижение уровня производственного травматизма.
Целью данной курсовой работы является разработка эскизного проекта автоматической линии (АЛ) для обработки винта в условиях массового производства.
Технические требования к детали.
Основной функцией винта является крепление деталей и узлов механизмов.
К данной детали предъявляются следующие технические требования :
1.Заготовка сталь 45 ГОСТ 1050-88, твердость 240…270 НВ обеспечить термообработкой.
2. Наименьшая шероховатость наружной поверхности – Ra 6,3.
3. Наименьший квалитет наружной поверхности – 12-й.
4. Неуказанные предельные отклонения размеров: отверстий - Н14,
валов – h14; остальных - ±JT14/2.
5. Обеспечить точность резьбы М12-8g, M10x1-7H
Технологичность конструкции детали с точки зрения обработки на автоматической линии. Показатели технологичности.
Качественная оценка технологичности
Для качественной оценки применяется ряд показателей (функций), имеющих свои весовые коэффициенты. В каждом показателе учитываются те характеристики, которые применимы к данной детали. Конструкция детали оценивается с позиции реализации каждой из выбранных функций в виде вербальных оценок «хорошо», «удовлетворительно», «неудовлетворительно». Если рассматриваемый признак напрямую не связан с деталью, то ставится оценка «не значимый». Можно выделить следующие функции:
F1-обеспечение свободного врезания и выхода режущего инструмента
F2-обеспечение точности
F2.1-обеспечение точности посредством рациональных условий базирования
F2.2-обеспечение точности посредством рациональной простановки размеров
F3-обеспечение достаточно высокого уровня жёсткости детали и режущего инструмента
F4-обеспечение унификации конструктивных элементов
F5-обеспечение удобства составления программ для станков с ЧПУ
F6-повышение использования станков с ЧПУ и ОЦ
F7-снижение объёма ручных операций и слесарной доработки.
Наименование детали винт
Материал сталь 45
Масса детали, кг 0,03 кг
Расчёт значения для функции F1:
F1=(4+4+2)/3=3,33;
Расчёт значения для функции F2.1:
F2.1=(4+3)/2=3,5;
Расчёт значения для функции F2.2:
F2.2=(4+4+3+4+3+3)/6=3,5;
Расчёт значения для функции F2-обеспечение точности:
F2=(3,5+3,5)/2=3,5;
Расчёт значения для функции F3:
F3=4/1=4;
Расчёт значения для функции F4:
F4=(3+4+4)/3=3,67;
Расчёт значения для функции F5:
F5=(3+4+3+4+4)/5=3,6;
Расчёт значения для функции F6:
F6=4+3+4+3/4=3,5;
Расчёт значения для функции F7:
F7=3/1=3;
Оценки и коэффициенты весомости функциональных признаков:
Fi=Fi*Ki;
F1=3,33*0,15=0,50; K1=0,15;
F2=3,5*0,25=0,86; K2=0,25;
F3=4*0,1=0,40; K3=0,10;
F4=3,67*0,20=0,73; K4=0,20;
F5=3,6*0,15=0,54; K5=0,15;
F6=3,5*0,10=0,35; K6=0.10;
F7=3,0*0,05=0,18; K7=0,05;
0,50+0,86+0,4+0,73+0,54+0,35+0,18=3,56
Оценка детали по качественному признаку равна 3,56. Деталь технологична.
Количественная оценка технологичности1) Коэффициент унификации конструктивных элементов:
Ку.э. = Qу.э. / Qэ.,
где Qу.э. – число унифицированных элементов;
Qэ. – общее число элементов детали.
Конструктивными элементами детали являются: резьбы, элементы крепления, галтели, фиски, проточки, канавки, отверстия, шлицы и т.д.
![]() оценка по коэффициенту «хорошо»
оценка по коэффициенту «хорошо»
2) Коэффициент стандартизации конструктивных элементов:
Кс.э. = Qс.э. / Qэ.,
где Qс.э. – число стандартизированных элементов;
Qэ. – общее число элементов детали.
![]() оценка по коэффициенту «хорошо»
оценка по коэффициенту «хорошо»
3)Коэффициент применяемости стандартизованных обрабатываемых поверхностей:
Кс.о.п. = Dо.с. / Dо.п.,
где Dо.с. – число поверхностей, обрабатываемых стандартным режущим инструментом;
Dо.п – общее количество обрабатываемых поверхностей.
![]() оценка по коэффициенту «хорошо»
оценка по коэффициенту «хорошо»
4) Коэффициент обработки поверхностей:
Ко.п. = 1 – Dо.п. / Dп.,
где Dо.п. – число поверхностей, подвергаемых механообработке;
Dп – общее количество поверхностей детали.
![]() оценка по коэффициенту «неудовлетворительно»
оценка по коэффициенту «неудовлетворительно»
5) Коэффициент повторяемости поверхностей:
Кп.п. = 1 – Dн. / Dп ,
где Dн. – число наименований поверхностей;
Dп – общее количество поверхностей.
![]() оценка по коэффициенту «удовлетворительно»
оценка по коэффициенту «удовлетворительно»
6) Коэффициент использования материала:
![]() ,
,
где Мдет. - масса детали; Мзаг.- масса заготовки.
![]() оценка по коэффициенту «удовлетворительно»
оценка по коэффициенту «удовлетворительно»
7) Коэффициент обрабатываемости материала:
Ко.м.=То/Т’о ,
Где То – основное время обработки рассматриваемого материала;
Т’о – то же для базового материала (сталь 45).
То=L/n*S ,отсюда То/Т’о=n’S’/n*S
Так как винт изготовлен из стали 45, то Ком =1 оценка по коэффициенту «хорошо»
8) Коэффициент точности обработки
![]() ,
,
где Аср - средний квалитет детали

![]() оценка по коэффициенту «удовлетворительно»
оценка по коэффициенту «удовлетворительно»
9) Коэффициент шероховатости поверхности ![]()
Для определения коэффициента необходимо найти среднюю шероховатость детали

![]() оценка по коэффициенту «удовлетворительно» Определим комплексный показатель
оценка по коэффициенту «удовлетворительно» Определим комплексный показатель
Балльная оценка значений показателей технологичности:
| Наименование показателя | Значение показателя | Балльная оценка |
| Коэффициент унификации конструктивных элементов | 1 | 4 |
| Коэффициент стандартизации конструктивных элементов | 1 | 4 |
| Коэффициент применяемости стандартизованных обрабатываемых поверхностей | 1 | 4 |
| Коэффициент обработки поверхностей | 0 | 2 |
| Коэффициент повторяемости поверхностей | 0,57 | 3 |
| Коэффициент использования материала | 0,36 | 3 |
| Коэффициент обрабатываемости материала | 1 | 4 |
| Коэффициент точности обработки | 0,92 | 3 |
| Коэффициент шероховатости поверхности | 0,95 | 3 |
![]() , следовательно, деталь технологична
, следовательно, деталь технологична
Выбор вида заготовки
Для создания оптимального варианта автоматизированного технологического процесса необходимо выбрать наиболее совершенный способ получения заготовки.
Исходные данные:
а). тип производства – массовое;
б). объем годового выпуска – 300000 штук;
в). материал - Сталь 40 ГОСТ 1050-88;
г). масса детали – 0,03 кг;
д). чертеж детали с техническими требованиями.
Большинство методов получения заготовок не соответствует по причине небольшой массы и размеров детали. Выделим несколько из них удовлетворяющих по этому критерию. Это: сортовой (круглный) прокат, штамповка на винтовых прессах, штамповка на высокоскоростных молотах, литьё по выплавляемым моделям, литьё под давлением, литьё под низким регулируемым давлением, литьё с кристаллизацией под порошковым давлением.
Оценим данные методы по следующим характеристикам:
тип производства (Кз.о.), материал (М), масса (G), габаритные размеры (H).
| Методы получения | Параметры оценки | |||
| Кз.о. | М | G | H | |
| сортовой прокат | + | + | + | + |
| штамповка на винтовых прессах | - | + | + | + |
| штамповка на высокоскоростных молотах | - | - | + | + |
| литьё по выплавляемым моделям | + | - | + | - |
| литьё под давлением | + | - | + | - |
| литьё под низким регулируемым давлением | - | + | + | - |
| литьё с кристаллизацией под порошковым давлени- ем. | + | - | + | - |
Как показывают табличные данные необходимо исключить все методы получения заготовки кроме сортового проката.
Определение потребного такта выпуска АЛЗаданный такт выпуска изделий автоматической линией (АЛ) можно определить следующим образом:
![]()
![]()
![]() ,
,
где Fд - годовой действительный фонд времени работы линии, находится по следующей зависимости:
![]() ,
,
Fн - годовой номинальный фонд времени при работе в 2 смены;
p - потери времени на ремонт оборудования;
m - режим работы (в сменах).
![]() .
.
N=300000 штук – годовой объем выпуска деталей, обрабатываемых на автоматической линии;
h - коэффициент использования, равный 0,9.
Тогда заданный такт выпуска АЛ будет равен:
![]() мин./шт.
мин./шт.
Вычислим потребную производительность автоматической линии:
![]()
015 Токарная
- установить, закрепить заготовку;
- подрезать торец;
- точить поверхность, выдерживая размер Æ18h14
- центровать;
- сверлить отверстие Æ6;
020 Токарная
- развернуть до Æ8,5;
- нарезать резьбу М10;
- точить фаску;
- снять заготовку;
025 Токарная
- установить заготовку, закрепить;
- точить канавку
- обточить, выдерживая размер Æ11,83-0,29;
- точить фаску 1,6х45;
- нарезать резьбу М12;
- снять заготовку;
030 Фрезерная
- установить, закрепить заготовку;
- фрезеровать;
- снять заготовку;
035 Фрезерная
- установить, закрепить заготовку;
- фрезеровать;
- снять заготовку;
Синхронизация операций техпроцесса. Определение количества единиц оборудования на операциях.В автоматизированном производстве наибольшая эффективность технологического процесса достигается тогда, когда продолжительность цикла работы отдельных автоматов автоматической линии одинаковые или кратны времени исполнения операций. Такой процесс называется синхронизированным и в этом случае обеспечивается максимальная загрузка всех автоматов и автоматической линии в целом.
Поэтому одним из основных этапов проектирования автоматизированных технологических процессов является проверка операций на синхронность.
Для определения такта каждой операции используют следующую формулу:
![]() ,
,
где tр – время на рабочие ходы;
tв – вспомогательное время;
tп – время простоев.
Таблица 4
| № оп. | Наименование операции | Нормы времени | |||
| tр, мин | tв, мин | tп, мин | Т, мин | ||
| 015 | Токарная | 1,52 | 0,43 | 0,20 | 2,15 |
| 020 | Токарная | 1,2 | 1,18 | 0,24 | 2,62 |
| 025 | Токарная | 1,21 | 1,22 | 0,24 | 2,67 |
| 025 | Фрезерная | 0,02 | 0,15 | 0,02 | 0,19 |
| 030 | Фрезерная | 0,02 | 0,15 | 0,02 | 0,19 |
Определим необходимое количество станков:
![]()
015 Токарная
![]() Спр=4
Спр=4
020 Токарная
![]() Спр=4
Спр=4
025 Токарная
![]() Спр=4
Спр=4
030 Фрезерная
![]() Спр=1
Спр=1
035 Фрезерная
![]() Спр=1
Спр=1
Определим такт выпуска на каждой операции:
![]()
![]()
где р- число потоков (число станков).
tр– время на рабочие ходы;
tв – вспомогательное время;
tп – время простоев.
015 Токарная
![]()
020 Токарная
![]() увеличим число станков до 6
увеличим число станков до 6
![]()
025 Токарная
![]() увеличим число станков до 6
увеличим число станков до 6
![]()
030 Фрезерная
![]()
035 Фрезерная
![]()
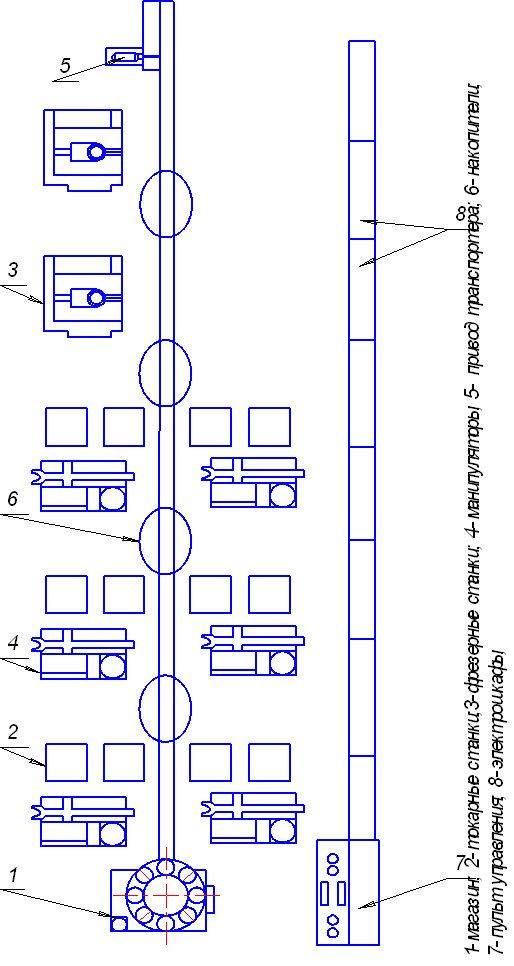
Компоновка автоматической линии.
Понятие “компоновка автоматических линий” включает комплекс вопросов, касающихся выбора оборудования и их планировки, размещения на линии межоперационных заделов и бункерных устройств, выбора числа потоков обработки деталей, транспортных устройств и.т.д.
В данной линии расположение станков линейное. Преимуществом линейной компоновки является то, что при ней не требуется больше одного транспортера для перемещения деталей и удаления стружки, облегчается обслуживание линии благодаря свободному доступу ко всем станкам.
По наличию бункерных загрузочных устройств – линия с накопителями. По способу транспортирования деталей – с принудительным перемещением, что позволяет перемещать заготовки в любом направлении и с любой скоростью.
Вычислим фактическую производительность на операции 025:![]()
 ,
,
где tр – машинное время автомата;
tв – время холостых ходов;
tп – время простоев;
q – количество рабочих позиций в автоматической линии;
nуч – количество участков;
р- число потоков (число станков) на лимитирующей операции;
Фактическая производительность больше потребной.
Устройство активного контроля.
Устройства активного контроля предназначены для контроля, каких-либо параметров деталей, непосредственно на рабочем месте и позволяют быстро перенастроить оборудование, если данный параметр не удовлетворяет техническим требованиям указанным на чертеже.
Активный бесконтактный способ измерения шероховатости шлифованной поверхности.
Изобретение относится к станкостроительной промышленности и касается способов контроля шероховатости. Сканирующее устройство лазерного излучения, входящее в контрольно-передающий элемент, содержит генератор импульсов, диод лазерного излучения, линзовую фокусирующую систему излучения и приема луча, отраженного от измеряемой поверхности, фотоприемник, источник питания, усилитель сигналов, модулятор с передающей антенной, логическое устройство перемещения вдоль зоны контакта инструмента с заготовкой и микродвигатель с редуктором. Кроме того, высокочастотный сигнал, излучаемый передающей антенной, воспринимается, усиливается и регистрируется приемным элементом, состоящим из приемной антенны, приемника, демодулятора, фильтра, выделяющего полезную составляющую, усилителя сигналов, аналого-цифрового преобразователя и прибора регистрации. Предлагаемый активный бесконтактный способ измерения шероховатости шлифованной поверхности позволяет объективно оценить высоту микронеровностей поверхностного слоя обрабатываемой детали, предупредить брак, установить оптимальные режимы при максимальной производительности абразивной обработки, расширить область применения и повысить достоверность измерения шероховатости при любой абразивной и лезвийной обработке, а также снизить трудоемкость в подготовке к измерению.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Изобретение относится к станкостроительной промышленности и касается способов и устройств для контроля шероховатости абразивной обработки на рабочем месте.
Известен количественный способ оценки шероховатости поверхности, заключающийся в измерении микронеровностей с помощью двойного микроскопа В.П. Линника [1] . Одна часть микроскопа обеспечивает освещение исследуемой поверхности, вторая часть - для наблюдения и измерения профиля поверхности.
Недостаток известного способа заключается в том, что деталь, шероховатость поверхности которой должна быть измерена, необходимо снять со станка и установить на столике прибора, т. е. способ не позволяет производить измерение непосредственно на станке и тем более во время шлифования, а это увеличивает время настройки и измерения, снижает производительность контроля и делает невозможным активное воздействие результатов измерения на процесс обработки.
Задача изобретения - расширение области применения и повышение достоверности измерения шероховатости поверхности при любой абразивной обработке, а также снижение трудоемкости в подготовке к измерению, при этом активно воздействовать на процесс обработки, заканчивая или продолжая обработку в зависимости от результатов измерения.
Поставленная задача достигается предлагаемым активным бесконтактным способом измерения шероховатости шлифованной поверхности, при котором сканирующее устройство лазерного излучения направлено на участок зоны резания, при этом сканирующее устройство лазерного излучения, входящее в контрольно-передающий элемент, содержит генератор импульсов, диод лазерного излучения, линзовую фокусирующую систему излучения и приема луча, отраженного от измеряемой поверхности, фотоприемник, источник питания, усилитель сигналов, модулятор с передающей антенной, логическое устройство перемещения вдоль зоны контакта инструмента с заготовкой и микродвигатель с редуктором, кроме того, высокочастотный сигнал, излучаемый передающей антенной, воспринимается, усиливается и регистрируется приемным элементом, состоящим из приемной антенны, приемника, демодулятора, фильтра, выделяющего полезную составляющую, усилителя сигналов, аналого-цифрового преобразователя и прибора регистрации.
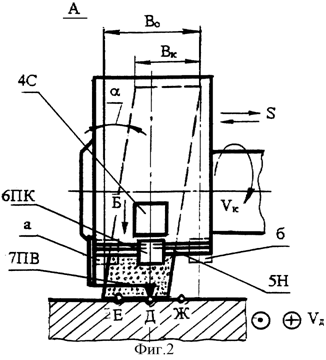
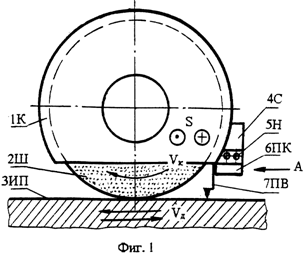
Сущность предлагаемого способа поясняется чертежами применительно к плоскому шлифованию периферией круга с аксиально-смещенным режущим слоем.
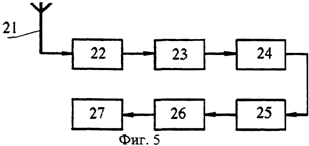
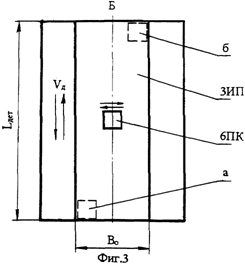
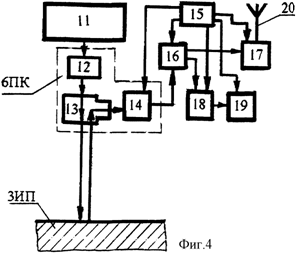
На фиг.1 показана схема измерения шероховатости шлифованной поверхности предлагаемым активным бесконтактным способом и крепление сканирующего устройства для реализации способа на кожухе шлифовального круга с аксиально-смещенным режущим слоем, вид сбоку; на фиг.2 - вид А на фиг.1; на фиг.3 - вид Б на фиг.2; на фиг.4 - блок-схема сканирующего устройства, выполняющего функции контрольно-передающего элемента; на фиг.5 - блок-схема приемно-регистрирующего элемента.
Активный бесконтактный способ измерения шероховатости шлифованной поверхности осуществляется с помощью устройства, состоящего из двух элементов.
Смонтированный на кожухе 1К шлифовального круга 2Ш первый контрольно-передающий элемент, выполненный в виде сканирующего устройства, в своем составе имеет генератор импульсов 11 (фиг.4), диод лазерного излучения 12, линзовую фокусирующую систему 13 излучения и приема луча, отраженного от измеряемой поверхности ЗИП (фиг. 1), высокочувствительный фотоприемник 14 (фиг. 4), который питается от источника питания 15, усилитель сигналов 16, модулятор 17 с передающей антенной, логическое устройство 18 перемещения каретки 6ПК (фиг. 1), (в которую входят вышеперечисленные диод 12 (фиг.4), линзовая система 13 и фотоприемник 14) и микродвигатель 19, который перемещает каретку 6ПК (фиг.1) по направляющим 5Н.
Второй элемент устройства - приемно-регистрирующий (фиг.5) в своем составе имеет приемную антенну 21, приемник 22, принимающий высокочастотный модулированный сигнал, демодулятор 23, который детектирует сигнал, выделяя низкочастотную составляющую, фильтр 24, выделяющий полезный сигнал, усилитель сигналов 25, аналого-цифровой преобразователь 26; модуль 27 для связи с регистрирующим прибором (это может быть персональный компьютер (ПК) с соответствующим программным обеспечением).
Активный бесконтактный способ измерения шероховатости шлифованной поверхности осуществляется следующим образом.
Перед началом работы по измерению шероховатости контрольно - передающий элемент (фиг. 1, 2) в виде сканирующего устройства 4С и каретки 6ПК, установленной на направляющих 5Н с возможностью перемещения вдоль высоты круга, монтируют на кожухе 1К. Для включения в работу сканирующего устройства служит путевой выключатель 7ПВ, выполненный в виде Г-образного рычага. Пока рычаг 7ПВ контактирует с обрабатываемой поверхностью устройство включено и производится измерение, при выходе шлифовального круга из зоны контакта с заготовкой при перебеге устройство выключается.
После установки контрольно-передающего элемента абразивный круг правят и балансируют известными способами (не показано).
В процессе обработки при вращении абразивного круга и продольного перемещения стола с заготовкой каретка 6ПК перемещается по направляющим 5Н из положения "а" в положение "б", охватывая всю зону шлифования Во (см. фиг.3).
При следующем ходе стола с заготовкой каретка 6ПК из положения "б" возвращается в положение "а" и т. д. На высокочувствительные слои фотоэлемента 14 воздействует лазерный луч, выработанный генератором импульсов 11 и диодом лазерного излучения 12 и прошедший через линзовую фокусирующую систему 13 излучения и приема луча, отраженного от измеряемой поверхности ЗИП.
Преобразованный фотоэлементами лазерного излучения в электрический аналоговый сигнал поступает с фотоприемника 14 на вход усилителя-согласователя 16.
Усиленный сигнал преобразуется модулятором 17 в высокочастотный спектр и пересылается передающей антенной 20 на приемную антенну 21 приемно-регистрирующего элемента (фиг.5).
Питание контрольно-передающего элемента (фиг.4) осуществляется при помощи автономного источника питания 15, вмонтированного в сканирующее устройство 4С, закрепленное на кожухе 1К.
Приемная антенна 21 (фиг.5) и приемник 22 принимают высокочастотный сигнал величины шероховатости и передают его на демодулятор 23, который детектирует, выделяя при этом низкочастотную часть спектра, фильтр 24 исключает паразитные и выделяет полезную составляющие сигнала, которая подается на вход усилителя 25, где усиливаетcя по напряжению.
Усиленный сигнал величины шероховатости преобразовывается в цифровой вид в аналого-цифровом преобразователе 26. Цифровой эквивалент шероховатости фиксируется и обрабатывается прибором регистрации и контроля 27, который при снижении и ухудшении шероховатости поверхности по причине затупления или засаливания шлифовального круга, или по другим причинам выдает предупреждающий сигнал оператору или может подать управляющий сигнал системе управления станком с целью правки шлифовального круга или изменения режимов абразивной обработки при переходе, например, к выхаживанию и т.п.
Для окончательной обработки сигнала может использоваться персональный компьютер ПК с соответствующим программным обеспечением.
Контрольно-передающий элемент состоит из подвижной каретки, в которой вмонтированы диод лазерного излучения, линзовая фокусирующая система излучения и приема луча и фотоприемник, причем каретка имеет возможность осевого перемещения по направляющим, которые прикреплены к кожуху шлифовального круга. Остальные части контрольно-передающего элемента сканирующего устройства (генератор импульсов, источник питания, усилитель сигналов, модулятор с передающей антенной, логическое устройство перемещения каретки и микродвигатель) установлены неподвижно на кожухе.
Приемно-регистрирующей элемент в своем составе имеет приемник, демодулятор, фильтр, усилитель, аналого-цифровой преобразователь и персональный компьютер (ПК) с соответствующим программным обеспечением.
Предлагаемый активный бесконтактный способ измерения шероховатости шлифованной поверхности позволяет объективно оценить высоту микронеровностей поверхностного слоя обрабатываемой детали, предупредить брак, установить оптимальные режимы при максимальной производительности абразивной обработки, расширить область применения и повысить достоверность измерения шероховатости при любой абразивной и лезвийной обработке, а также снизить трудоемкость в подготовке к измерению.
ФОРМУЛА ИЗОБРЕТЕНИЯ
Активный бесконтактный способ измерения шероховатости шлифованной поверхности, при котором сканирующее устройство лазерного излучения направлено на участок зоны резания, отличающийся тем, что сканирующее устройство лазерного излучения, входящее в контрольно-передающий элемент, содержит генератор импульсов, диод лазерного излучения, линзовую фокусирующую систему излучения и приема луча, отраженного от измеряемой поверхности, фотоприемник, источник питания, усилитель сигналов, модулятор с передающей антенной, логическое устройство перемещения вдоль зоны контакта инструмента с заготовкой и микродвигатель с редуктором, при этом высокочастотный сигнал, излучаемый передающей антенной, воспринимается, усиливается и регистрируется приемным элементом, состоящим из приемной антенны, приемника, демодулятора, фильтра, выделяющего полезную составляющую, усилителя сигналов, аналого-цифрового преобразователя и прибора регистрации.
Заключение
В ходе данной курсовой работы были установлены технические требования к детали, оценена технологичность конструкции детали с точки зрения обработки на автоматической линии, рассчитаны показатели технологичности. Так же была выбрана заготовка и определен потребный такт выпуска автоматической линии. Далее был разработан технологический процесс обработки детали и проведена синхронизация его операций. Затем определено количество единиц оборудования на автоматической линии и скомпонована сама линия. И наконец - определен фактический такт выпуска автоматической линии и сделано заключение о ее годности.
Список литературы
1. Методические указания по выполнению курсового и дипломного проектов / Ижевский механический институт; Сост. В.Ф.Степанов. Ижевск, 1981. – 92с.
2. Дипломное проектирование по технологии специального машиностроения: учеб. пособие: в 2 ч./Лукин Л.Л.; под ред. О.И. Шаврина и Б.А. Якимовича. Ижевск: Изд-во ИжГТУ, 2007.
3. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения. – 4-е изд. перераб. и доп. – Мн.: Выш. Школа, 1983. – 256с.
4. Технологичность конструкции деталей, изготовляемых механической обработкой: Метод. указания/Ижевск. Мех. ин-т; Сост. А.В. Трухачев. Ижевск, 1990. 44с.
5. Методическая разработка к курсовой работе по автоматизации производственных процессов в машиностроении/ Ижевский механический институт; составлена к.т.н.доц. Гаратуевым М.В. и к.т.н. доц. Решетниковым С.Г. Ижевск, 1973. – 31с.
6. www.fips.ru
0 комментариев