Процесс каталитического крекинга является основным процессом, направленным на углубление переработки нефти, как за рубежом, так и в России. Целевым назначением процесса является получение высококачественного компонента автомобильных бензинов с октановым числом 91-93 (ИМ).
При каталитическом крекинге образуется значительное количество газа, богатого пропан-пропиленовой и бутан-бутиленовой фракциями (сырье для производства высокооктанового эфира МТБЭ, алкилата и других ценных компонентов моторного топлива). Установки каталитического крекинга являются так же поставщиком сырья для производства высококачественного кокса для завода технического углерода.
За длительный период своего развития, начиная с 20-х годов, каталитический крекинг значительно совершенствовался как в отношении способа контакта сырья и катализатора (в стационарном слое, в движущемся слое шарикового катализатора, в "кипящем" слое микросферического катализатора), так и в отношении применяемых катализаторов (таблетированные катализаторы на основе природных глин, шариковые синтетические алюмосиликаты, микросферические алюмосиликаты, в том числе и цеолитсодержащие).
В 1919-1920-х гг. академиком Н.Д. Зелинским была предложена идея по осуществлению низкотемпературного каталитического крекинга (~200°С) нефтяного сырья на хлориде алюминия. На основе этих работ была создана и испытана опытная установка по получению бензина. Однако в силу существенных недостатков хлорида алюминия как катализатора (сильная коррозия аппаратуры, большой расход катализатора вследствие образования комплексных соединений с углеводородами, периодичность процесса и др.) эта идея не нашла промышленного внедрения.
Первая промышленная установка по каталитическому крекингу керосино-газойлевых фракций, которая была пущена в США в 1936г., представляла собой периодически регенерируемый процесс со стационарным слоем катализатора из природной глины.
В 1940 г. Природная глина была заменена на более активный синтетический гранулированный алюмосиликатный катализатор (установки Гудри). В 1942г. промышленный процесс каталитического крекинга переводят на непрерывную схему с применением шарикового катализатора, циркулирующего между реактором и регенератором. В последующие годы возникли и нашли широкое промышленное внедрение более совершенные установки каталитического крекинга с кипящим слоем микросферического катализатора.
Решающее значение для дальнейшего усовершенствования и интенсификации установок каталитического крекинга сыграли разработка в 1962г. и промышленное внедрение цеолитсодержащих алюмосиликатных катализаторов. Более высокие активность, селективность и термостабильность которых позволили существенно увеличить выход бензина, а также разработать и внедрить (1971г) высокоинтенсивные технологии каталитического крекинга с прямоточным реактором - с восходящим потоком микросферического катализатора в так называемом лифт - реакторе.
Эти усовершенствования влекли за собой радикальные изменения технологии процесса в целом, позволившие увеличить выход целевого продукта - компонента автобензина от 30-40% до 50-55% массы.
Достигнутый процесс обеспечил вовлечение в переработку все более тяжелого сырья: если на первой стадии развития крекингу подвергались керосино-газойлевые фракции, а затем - вакуумные газойли (наиболее распространенный вариант и в настоящее время), то за последние годы все возрастает число установок, использующих в качестве сырья нефтяные остатки: мазуты, деасфальтизаты и их смеси с вакуумными дистиллятами.
Процесс каталитического крекинга вакуумного газойля в кипящем слое микросферического цеолитсодержащего алюмосиликатного катализатора является одним из наиболее крупнотоннажных процессов нефтепереработки и в значительной мере определяет технико-экономические показатели современного НПЗ топливного профиля. Этот процесс актуален ещё и потому, что, являясь вторичным, существенно влияет на глубину переработки нефти и позволяет получить суммарный выход светлых нефтепродуктов до 85-87% за счёт выработки компонентов высокооктанового бензина, дизельного топлива, бутан-бутиленовой и пропан-пропиленовой фракций, а так же сухого газа (фр. С1-С2) используемого в качестве топлива для нужд НПЗ. На современном этапе развития нефтепереработки именно широкое использование вторичных процессов позволяет нефтеперерабатывающим предприятиям значительно сократить переработку сырой нефти, при этом, не только сохранив ассортимент выпускаемой продукции, но и значительно его увеличив.
По состоянию на 2006 г. установками ККФ в мировой нефтепереработке оснащены 332 НПЗ. Общая мощность установок каткрекинга составляет 728 млн. т. в год по сырью. В период с 2006 по 2010 гг. намечался ввод в эксплуатацию установок ККФ еще на 132 заводах мира с увеличением мощности по каталитическому крекированию на 250 млн. т. в год.
2. Характеристика исходного сырья: общая характеристика сырья, разгонка, групповой и углеводородный состав
В качестве сырья в процессе каталитического крекинга в течение многих десятилетий традиционно использовали вакуумный дистиллят (газойль) широкого фракционного состава (350 - 500 °С). В ряде случаев в сырье крекинга вовлекаются газойлевые фракции термодеструктивных процессов, гидрокрекинга, рафинаты процессов деасфальтизации мазутов и гудронов, полупродукты масляного производства и др.
В последние годы в мировой нефтепереработке наблюдается тенденция к непрерывному утяжелению сырья. На современных зарубежных установках перешли к переработке глубоковакуумных газойлей с температурой конца кипения 540-560 °С, а в отдельных случаях до 600 - 620 °С. На специально запроектированных установках каталитическому крекингу подвергают остаточное сырье: мазуты и даже гудроны или их смеси с дистиллятным сырьем без или после предварительного облагораживания гидроочисткой, деасфальтизацией или деметализацией.
Подготовка (облагораживание) сырья каталитического крекинга осуществляется с целью снижения содержания металлов и коксогенных компонентов в сырье до такой степени, чтобы его последующая каталитическая переработка была бы более экономична, то есть при умеренных габаритах регенератора и без чрезмерного расхода дорогостоящего катализатора.
Известно около 30 процессов подготовки нефтяных остатков и вакуумных дистиллятов с использованием или без использования водорода. К процессам с использованием водорода относятся гидроочистка, различные виды гидрокрекинга; к процессам без использования водорода - висбрекинг, коксование, термоконтактный крекинг, деасфальтизация и селективная очистка с помощью растворителей и др.
Выбор того или иного процесса под готовки сырья к дальнейшей переработке зависит от качества сырья, необходимой глубины его очистки и определяется технико-экономическими показателями коксогенных компонентов сырья (смол и асфальтенов) и гетероорганических соединений и металлов.
Групповой химический состав сырья более значительно влияет на выход и качество продуктов крекинга. В большинстве вакуумных газойлей, направляемых на каталитический крекинг, в зависимости от типа исходной нефти содержание в них групповых компонентов колеблется в довольно широких пределах: парафиновых 15-35% нафтеновых 20-40% и ароматических 15-60%.
Таблица 1. Влияние группового углеводородного состава вакуумного газойля на выход продуктов крекинга (катализатор цеолитсодержащий, температура 500°С)
| Выход продуктов крекинга, % об. | Сырье | ||
| парафиновое | нафтеновое | ароматическое | |
| Сухой газ | 2,6 | 3,2 | 3,4 |
| Сжиженный газ | 34,5 | 27,5 | 24,3 |
| Бензин | 73 | 70 | 54,2 |
| Легкий газойль | 5 | 10 | 20 |
| Тяжелый газойль | 2 | 5 | 10 |
| Кокс* | 4,8 | 5,4 | 6,3 |
Как видно из таблицы наилучшим для каталитического крекинга по выходу целевых продуктов (бензина и сжиженных газов) является сырье с преобладанием парафиновых и нафтеновых углеводородов. Полициклические ароматические углеводороды и смолы сырья в условиях крекинга дают мало бензина и много тяжелых фракций и кокса. Сернистые и кислородные соединения однотипного по химическому составу сырья не оказывают существенного влияния на материальный баланс каталитического крекинга, но ухудшают качество продуктов. Однако, увеличением содержания гетероорганических соединений в сырье, как правило, одновременно повышается содержание в нем полициклических углеводородов и смол.
К компонентам, обратимо дезактивирующим катализаторы крекинга, относят полициклические ароматические углеводороды, смолы, асфальтены и азотистые соединения сырья. Об обратимой дезактивирующей способности сырья можно судить: косвенно по плотности, а количественно - по коксуемости. Как правило, чем выше коксуемость сырья, тем больше выход кокса на катализаторе.
Обратимыми ядами для алюмосиликатных катализаторов являются азотистые основания: они прочно адсорбируются на кислотных активных центрах и блокируют их. При одинаковых основных свойствах большее дезактивирующее воздействие на катализатор оказывают азотистые соединения большей молекулярной массы. После выжига кокса активность отравленного азотистыми основаниями катализатора полностью восстанавливается. Цеолитсодержащие катализаторы, благодаря молекулярно-ситовым свойствам, отравляются азотом в значительно меньшей степени, чем аморфные алюмосиликатные.
Металлоорганические соединения, содержащиеся преимущественно в высококипящих и особенно остаточных фракциях нефти, относят к необратимо дезактивирующим компонентам сырья крекинга. Блокируя активные центры катализатора, они отрицательно влияют не только на его активность, но и на селективность. Так, по мере увеличения содержания никеля и ванадия, являющихся, как известно, дегидрирующими металлами, интенсивно возрастает в продуктах крекинга выход водорода и сухих газов, а выход бензина существенно снижается.
3. Характеристика катализатора: химический состав, технология приготовления и эксплуатации
Катализаторы современных крупнотоннажных процессов каталитического крекинга, осуществляемых при высоких температурах (500-800 °С) в режиме интенсивного массо- и теплообмена в аппаратах с движущимся или псевдоожиженным слоем катализатора, должных обладать не только высокими активностью, селективностью и термостабильностью, но и удовлетворять повышенным требованиям к ним по регенерационным, механическим и некоторым другим эксплуатационным свойствам. Промышленные катализаторы крекинга представляют собой в этой связи сложные многокомпонентные системы, состоящие из:
1) матрицы (носителя);
2) активного компонента - цеолита;
3) вспомогательных активных и неактивных добавок.
Матрица катализаторов крекинга выполняет функции как носителя - поверхности, на которой затем диспергируют основной активный компонент - цеолит и вспомогательные добавки. В качестве материала матрицы современных катализаторов крекинга преимущественно применяют синтетический аморфный алюмосиликат с высокой удельной поверхностью и оптимальной поровой структурой, обеспечивающей доступ для крупных молекул крекируемого сырья.
Аморфные алюмосиликаты являлись основными промышленными катализаторами крекинга до разработки цеолитсодержащих катализаторов.
Синтезируются они при взаимодействии растворов, содержащих оксиды алюминия и кремния, например, жидкого стекла Na2О3SiО2 и сернокислого алюминия A12 (SО4) 3.
Химический состав аморфного алюмосиликата может быть выражен формулой:
Na2О (Al2О3 х SiО2),
где х - число молей SiО2 на 1 моль А12О3. Обычно в промышленных аморфных алюмосиликатах содержание оксида алюминия находится в пределах 6-30% масс.
Аморфные алюмосиликаты обладают ионнообменными свойствами, а для придания каталитической активности обрабатывают их раствором сернокислого алюминия для замещения катионов Na+ на А13+. Высушенные и прокаленные аморфные алюмосиликаты проявляют протонную и апротонную кислотности. При этом по мере повышения температуры прокаливания происходит превращение протонных кислотных центров в апротонные.
Активным компонентом катализаторов крекинга является цеолит, который осуществляет вторичные каталитические превращения углеводородов сырья с образованием конечных целевых продуктов.
Химический состав цеолитов можно выразить следующей эмпирической формулой:
М2/nО-Аl2О3 - xSiO2 уН20
где х - обычно равен или больше 2 (соотношение SiО2 и А12Оз для цеолитов составляет от - 2 до 15).
В настоящее время насчитывается несколько десятков разновидностей природных и синтетических цеолитов, отличающихся структурой, типом катионов Me, силикатным модулем и числом молекул кристаллизационной воды.
Эффективность цеолитсодержащих катализаторов во многом объясняется их химическим составом и строением. Основными элементами структуры цеолитов, определяемыми типом исходного минерала, являются полости, соединенные между собой окнами и каналами. Обычно полости имеют больший диаметр, чем каналы (или окна). Пересеченные сети пор и полости способствуют лучшему диффузионному обмену между парами сырья и продуктами реакции.
Например, в цеолите типа шабазит имеется 3*1020 полостей диаметром 11,4А, в каждую полость которого может вместиться 24 молекулы воды. Диаметр окон шабазита составляет 4,9А. При нагреве цеолита вода удаляется, и образуется ячеистая структура. Удельная поверхность цеолитов достигает 700 - 1000 м2/г. Обезвоженные цеолиты способны избирательно адсорбировать молекулы различных веществ в зависимости от размеров каналов. Разумеется, если диаметр адсорбируемого вещества больше, чем сечение канала, то оно не может проникнуть во внутренние поры цеолита (ситовой эффект). Так, при диаметре канала (окна) 4А цеолит не может адсорбировать углеводороды нормального строения, диаметр молекул которых равен = 4,9А.
Обычно тип структуры синтетического цеолита обозначают буквами латинского алфавита А, X, Y,... L и т.д. Перед буквами ставят химическую формулу катиона металла, компенсирующего отрицательный заряд алюминия в алюмосиликате. Например, СаХ означает цеолит типа X в кальциевой обменной форме; LaY, ReY - соответственно лантановая и редкоземельная форма цеолита Y.
Принято подразделять цеолиты в зависимости от величины силикатного модуля на следующие структурные типы:
| Х, А | Тип цеолита |
| 1,8-2,0 | цеолит А |
| 2,3-3,0 | цеолит X |
| 3,0-6,0 | цеолит Y |
| 6,0-7,0 | эрионит (цеолит Т) |
| 8,3-10,7 | морденит |
| 10-35,0 | цеолит L |
За рубежом цеолиты классифицируют иначе: перед буквой, обозначающей тип цеолита, ставят цифру, соответствующую максимальному диаметру молекул (в ангстремах), адсорбируемых данным цеолитом. По этой классификации цеолиту NaA соответствует цеолит 4А, цеолиту СаА - 5А, цеолиту NaX - 13Х, цеолиту СаХ - 10Х и т.д.
Наибольшее промышленное применение получили синтетические цеолиты форм X и У с полостями и окнами размером около 10 А. Они обладают такой же кристаллической структурой, что и фожазит - цеолит, встречающийся в природе.
Стенки окон и полостей в цеолитах образуются из правильно расположенных тетраэдров двуокиси кремнии и окиси алюминия. (рис.1) является основным отличием цеолитов от аморфного алюмосиликата.
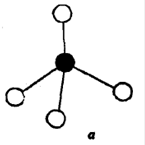
Атомы кислорода расположены в их вершинах, атом кремния связан одной валентной связью с каждым из четырех атомов кислорода. Поэтому четырехвалентный кремний в тетраэдре оказывается электрически нейтральным.
Тетраэдр, содержащий трехвалентный алюминий, обладает одним отрицательным зарядом, так как валентность одного из атомов кислорода из четырех не насыщается.
В натриевой форме цеолита отрицательный заряд тетраэдра соединяется с положительным зарядом иона натрия.
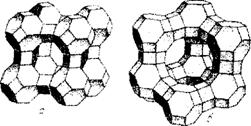
Рис. 2. Структура цеолитов: а - синтетического типа А, б - природного (фожазита).
Цеолиты обладают исключительно большой активностью. Поэтому их применяют в смеси с аморфными катализаторами. В цеолитсодержащих катализаторах крекинга обычно содержится 15-20 % (масс) цеолитов. Но даже и в таком виде они значительно превосходят (по показателям работы установки) аморфные катализаторы, и применение их дает значительный экономический эффект.
В промышленной практике применяют алюмосиликатные катализаторы (в основном цеолитсодержащие) - микросферические или размолотые - порошкообразные - для процессов флюид или шарообразные размером 3-5 мм - для процессов с движущимся слоем катализатора. Учитывая непрочность, высокие стоимость и активность цеолитов, а также для обеспечения легкого проникновения молекул сырья к зернам цеолита и отвода продуктов крекинга и подачи воздуха к коксу, отложившемуся на катализаторе (с целью его окислительной регенерации), в цеолит вводят механически прочную матрицу.
В промышленности используют две схемы получения микросферических цеолитсодержащих катализаторов:
1) получение катализатора крекинга со связующим;
2) получение катализатора крекинга без связующего.
В первом случае отдельно синтезированные цеолиты с размером кристалликов до 5 мкм смешивают со связующим. В качестве связующего, в зависимости от назначения будущего катализатора, применяют алюмо- или кремнегидрозоль. Суспензия тщательно перемешивается, подвергается распылительной сушке, ионному обмену, промывке, сушке и прокаливанию. Особенность технологии состоит в том, что наполнитель жестко фиксирует кристаллики цеолита, создавая пористую, ажурную систему тончайших транспортных пор для диффузии углеводородов.
Катализаторы, содержащие в качестве основного компонента матрицы каолин, более активны и селективны. Они проявляют высокую устойчивость к металлам, присутствующим в сырье.
Согласно второй схеме, готовится водная суспензия природного алюмосиликата - каолина, которая подвергается распылительной сушке и прокаливанию до 1100 °С. Затем в порах активного вещества матрицы на всей созданной внутренней поверхности синтезируют и выращивают слой кристаллов цеолита до размеров < 0,25 мкм. Эта технология позволяет достичь содержания цеолита в катализаторе до 80 масс.%, в отличие от 20 масс.% по первому способу. По окончании роста кристаллов цеолита осуществляют ионный обмен, термохимическую обработку, сушку и прокалку уже готового микросферического катализатора. Данная технология позволяет готовить катализатор с заданными свойствами, каждая из частиц которого имеет одинаковый состав и свойства.
Для установки с движущимся слоем катализаторы приготавливают со связующим так же, как описано выше, но в процесс включается операция по формованию шариков.
При регенерации катализаторов в атмосферу выбрасываются кроме СО2 и паров воды большие количества СО и SOx. Для уменьшения их попадания в воздух разработаны специальные добавки к катализаторам крекинга. Носителем является оксид алюминия, активным компонентом - платина, содержание которых составляет 0,06 масс % и 0,04 масс % соответственно. Катализаторы дожигания СО характеризуются повышенной насыпной плотностью и механической прочностью при истирании в системе реактор-регенератор. Содержание СО в дымовых газах регенератора снижается до 0,05 об % и ниже.
В качестве добавок к катализаторам крекинга запатентованы композиции, содержащие в основном оксид алюминия (90 масс.%), а также оксиды металлов второй группы Периодической системы элементов и оксиды, обладающие окислительными свойствами (Fе, Мn, Re).
Связывание оксидов серы происходит в регенераторе в окислительной среде с образованием сульфатов, которые в реакторе, в восстановительной среде, вновь образуют оксид и выделяют в газ крекинга сероводород.
4. Характеристика целевых и побочных продуктов
Количество и качество продуктов каталитического крекинга зависят от характеристики перерабатываемого сырья и катализаторов, а также от режима процесса. На установках каталитического крекинга получают жирный газ, нестабильный бензин, легкий и тяжелый каталитические газойли. Иногда предусмотрен отбор легроина.
Целевым продуктом каталитического крекинга является бензин высокой детонационной стойкости (октановое число от 87 до 91 по исследовательскому методу)
Жирный газ, получаемый на установках каталитического крекинга характеризуется значительным содержанием углеводородов изостроения, особенно изобутана. Это повышает ценность газа как сырья для дальней шей переработки.
Жирный газ установки каталитического крекинга и бензин для удаления из него растворенных легких газов поступают на абсорбционно-газофракционирующую установку
Сухой газ, получаемый после выделения бутан-бутиленовой и пропан - пропиленовой фракций, большей частью используется как энергетическое топливо.
Нестабильный бензин.
При каталитическом крекинге можно вырабатывать высокооктановый автомобильный бензин или сырье для получения базового авиационного бензина путем каталитической очистки.
При производстве базового авиационного бензина исходным сырьем являются керосиновые и легкие соляровые дистилляты первичной перегонки нефти или их смеси, выкипающие в пределах 240-360 °С. Сначала получают бензин с концом кипения 220-245 °С (так называемый мотобензин). После стабилизации этот бензин поступает на дальнейшую переработку-каталитическую очистку (вторая ступень каталитического крекинга), на которой получают базовый авиационный бензин. Последний, в результате каталитической очистки, содержит, по сравнению с автомобильным бензином, значительно меньше олефинов и больше ароматических углеводородов, что соответственно повышает стабильность и октановое число авиационного бензина.
Базовые авиационные бензины в зависимости от свойств перерабатываемого сырья и условий процесса имеют октановые числа по моторному методу от 82 до 85, а с добавкой этиловой жидкости (3-4мл на 1 кг бензина) - от 92 до 96.
При производстве автомобильного бензина в качестве исходного сырья, как правило, используются дистилляты, полученные при вакуумной перегонке нефти и выкипающие при 300-550°С или в несколько более узких пределах.
Получаемые на установках каталитического крекинга автомобильные бензины имеют октановые числа по моторному методу 78-82 (без добавки этиловой жидкости), а по исследовательскому методу 88-94 без этиловой жидкости и 95-99 с добавлением 0,8мл ТЭС на 1л.
Нестабильный бензин каталитического крекинга подвергают физической стабилизации с целью удаления растворенных в нем легких углеводородов, имеющих высокое давление насыщенных паров.
Из стабильных бензинов каталитического крекинга приготовляют авиационные бензины или используют их как высокооктановые компонента для приготовления автомобильных бензинов разных марок. Компоненты автомобильного бензина каталитического крекинга в нормальных условиях хранения достаточно химически стабильны.
Легкий газойль.
Легкий каталитический газойль (дистиллят с н. к.175-200 °С и к. к.320-350 °С) по сравнению с товарными дизельными фракциями имеет более низкое цетановое число и повышенное содержание серы. Цетановое число легкого каталитического газойля, полученного из легких соляровых дистиллятов парафинового оснований, составляет 45-56, из нафтеноароматических дистиллятов-25-35. При крекинге более тяжелого сырья цетановое число легкого газойля несколько выше, что объясняется меньшей глубиной превращения. Цетановые числа с повышением температуры крекинга снижаются. Легкие каталитические газойли содержат непредельные углеводороды и значительные количества (28-55%) ароматических углеводородов. Температура застывания этих газойлей ниже, чем температура застывания сырья, из которого они вырабатываются.
На качество легкого газойля влияет не только состав сырья, но и катализатор и технологический режим. С повышением температуры выход легкого каталитического газойля и его цетановое число уменьшаются, а содержание ароматических углеводородов в нем повышается. Понижение объемной скорости, сопровождающееся углублением крекинга сырья, приводит к тем же результатам. При крекинге с рециркуляцией выход легкого газойля снижается (в большинстве случаев он подается на рециркуляцию), уменьшает его цетановое число и возрастает содержание в нем ароматических углеводородов.
Легкие каталитические газойли используются в качестве компонентов дизельного топлива в том случае, если смешиваемые компоненты дизельного топлива, получаемые при первичной перегонке нефти, имеют запас (превышение) по цетановому числу и содержат серы в количестве ниже нормы.
В других случаях легкий газойль используют лишь в качестве сырья (или его компонента) для получения сажи (взамен зеленого масла) или в качестве разбавителя при получении мазутов. Возможно и комбинированное использование легкого газойля, В этом случае его подвергают экстракции одним из растворителей, применяемых в производстве масел селективным методом. Легкий газойль, частично освобожденный от ароматических углеводородов, после отгонки растворителя (рафинат) имеет более высокое цетановое число, чем до экстракции, и может быть использован в качестве дизельного топлива; нижний слой, содержащий большую часть ароматических углеводородов, также после отгонки растворителя (экстракт) может быть использован в качестве сырья для получения высококачественной сажи.
Тяжелый газойль.
Тяжелый газойль является остаточным продуктом каталитического крекинга. Качество его зависит от технологических факторов и характеристик сырья, а также от качества легкого газойля.
Тяжелый газойль может быть загрязнен катализаторной пылью; содержание серы в нем обычно выше чем в сырье каталитического крекинга. Тяжелый газойль используют либо при приготовлении мазутов, либо в качестве сырья для термического крекинга и коксования. В последнее время его использует как сырье для производства сажи.
В процессе каталитического крекинга углеводородного сырья образуется побочный продукт - кокс, который сжигается в регенераторе в потоке воздуха, превращаясь в дымовые газы.
5. Материальный баланс процесса
| Поступило | |
| Сырье - прямогонный вакуумный газойль | 100 |
| Получено | |
| Углеводородный газ | 17,3 |
| Бензин | 43,2 |
| Легкий газойль | 12,6 |
| Сырье для производства технического углерода | 10 |
| Кокс выжигаемый | 5,3 |
| Всего | 100 |
Материальный баланс установок каталитического крекинга с псевдоожиженным слоем микросферического цеолитсодержащего катализатора.
6. Технологические основы процесса: термодинамика, химизм, влияние технологических параметров
При высокой температуре в присутствии катализаторов все классы углеводородов, содержащиеся в сырье, подвергаются изменениям. При этом термодинамически вероятны реакции:
1. Разрыва связей С-С в молекулах парафинов и олефинов;
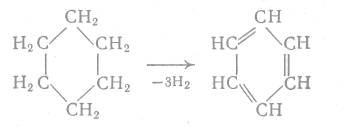
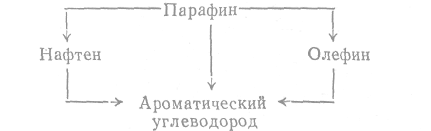
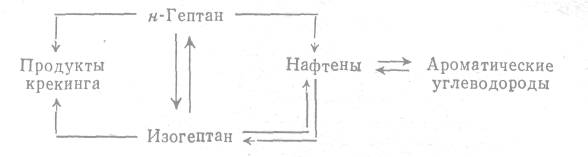
2. Дегидроциклизации парафинов с образованием ароматических структур;
3. Дегидрирования нафтеновых углеводородов;
4. Диспропорционирования олефинов и алкилбензолов;
5. Изомеризации парафинов и олефинов;
6. Реакции перераспределения водорода в ненасыщенных структурах;
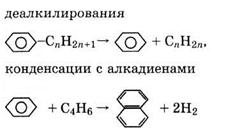
7. Деалкилирования алкилароматических углеводородов.
Большинство из этих реакций в условиях крекинга протекает до определенного равновесного состояния.
Положение близкое к состоянию равновесия наблюдается для некоторых реакций изомеризации олефинов, изомеризации и деалкилирования ароматических углеводородов. Количество тепла, необходимое для проведения каталитического крекинга, зависит от сырья, глубины его превращения и от газодинамических условий.
Основные реакции крекинга эндотермичны (т.е. идут с поглощением тепла) и для проведения процесса надо затрачивать тепло. В случае очень глубокой конвесии процесс может идти с выделением тепла, что связано с преобладанием реакций перераспределения водорода, циклизации, полимеризации олефинов, алкилирования и других, которые являются экзотермическими (т.е. идут с выделением тепла).
Тепловыделение характерно для установок с движущимся слоем катализатора. Так, найдено, что при крекинге на таких установках эндоэффект составляет 273 кДж/кг, а тепловыделение - 66 кДж/кг.
Тепловыделение для установок с микросферическим катализатором в восходящем потоке менее значительно, что объясняется малым временем контакта, недостаточным для протекания вторичных экзотермических реакций. Для условий прямоточного реактора с восходящим потоком теплота реакции крекинга с увеличением конверсии сырья увеличивается.
Теплота каталитического крекинга в промышленных условиях обычно составляет 150-250кДж/кг.
Тепло, необходимое для осуществления крекинга, вносится в реактор циркулирующим в системе горячим катализатором.
Каталитический крекинг - типичный пример гетерогенного катализа.
Реакции протекают на разделе двух фаз: твёрдой (катализатор) и паровой или жидкой (сырьё); в этой связи решающее значение имеют структура и поверхность катализатора.
Оба участника каталитической реакционной системы характеризуются неоднородностью по реакционной способности: неоднородность поверхности катализатора обусловливается наличием каталитических центров различной силы кислотности, следовательно, активности, а сырье крекинга неоднородно по молекулярной массе и химическому составу;
Процесс каталитического крекинга на катализаторе протекает постадийно. На первой стадии происходит диффузия сырья к поверхности катализатора, внешняя диффузия, далее идет процесс проникновения молекул сырья в поры катализатора (внутренняя диффузия). Попав к полостям активных центров, молекулы сырья удерживаются ими, образуя слой в котором и происходит химическая реакция.
Реакции крекинга катализируются твердыми кислотами, которыми являются алюмосиликаты, и протекают с образованием карбоний-ионов в качестве промежуточных частиц.
Карбоний-ионы образуются при гетеролитическом разрыве связи С-Н в молекуле углеводорода:
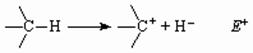
Затем неустойчивые ионы карбония стремятся перейти в более устойчивые формы.
Для ионов карбония наиболее характерны следующие превращения.
1. Перегруппировка атомов в молекуле с перемещением водорода или метильных групп, т.е., скелетная изомеризация, приводящая к образованию изомерного иона.
2. Взаимодействие с нейтральными молекулами с образованием новых ионов карбония и новых молекул как предельных, так и непредельных.
Следовательно, ион карбония может либо отнимать протон от других молекул, либо передавать свой протон олефинам, превращаясь при этом в стабильный олефин.
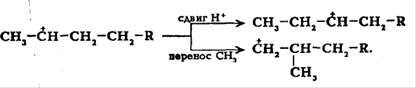
3. Распад С-С-связи карбений иона является одной из наиболее важных целевых реакций, приводящих к образованию низкомолекулярных топливных фракций и С3-С4 углеводородов в газах каталитического крекинга. Для этой реакции применимы следующие правила:
а) легче всего разрывается С-С-связь, находящаяся в β-положении по отношению к атому углерода, несущему заряд;
б) образующиеся олефины содержат двойную связь у первого углеродного атома;
в) из нескольких возможных вариантов более вероятен β-распад карбений иона с образованием олефина с меньшей длиной цепи:

Согласно теории ионов карбония, механизм каталитического крекинга представляется в виде цепных реакций.
1. Зарождение цепи происходит под действием иона водорода катализатора:
2. Развитие цепи идет по линии разнообразных превращений ионов карбония и водородного обмена с нейтральными молекулами.
3. Обрыв цепи происходит в результате реакции между ионом карбония (катион) и анионом алюмосиликата.
Алканы. Так же как и при термическом крекинге, алканы распадаются на алкен и алкан меньшей молекулярной массы. Распад происходит в нескольких местах углеродной цепи, но не на самом ее конце. Выходы метана, этана и этилена незначительны. В газе накапливаются углеводороды Сз-С4. Скорость распада в десятки раз больше, чем при термическом крекинге.
Алкены. Скорость распада алкенов при каталитическом крекинге в тысячи раз больше, чем при термическом крекинге. Помимо распада алкены вступают в реакции полимеризации - деполимеризации, перераспределения водорода, изомеризации, циклизации.
Особенно разнообразны реакции изомеризации. Здесь имеют место структурная перегруппировка, перемещение двойной связи вдоль цепи, возможна и цис-, транс-изомерия.
Циклоалканы. Реакции, характерные для крекинга циклоалканов - деалкнлирование, дегидрирование, распад кольца, - ускоряются в присутствии катализатора в 500-4000 раз.
Для всех реакций распада циклоалканов, так же как и для углеводородов с открытой цепью, характерно образование осколков не ниже С3.
Арены. Скорость и направление превращений аренов при каталитическом крекинге в большой мере зависит от строения и молекулярной массы крекируемого углеводорода.
Гомологи бензола преимущественно полностью теряют боковые цепи, что приводит к накоплению бензола. Труднее всего крекируется толуол. По мере увеличения длины боковой цепи и ее разветвления глубина деалкилирования резко возрастает.
Факторами процесса каталитического крекинга называются параметры технологического режима, которые определяют выход и качество получаемых продуктов, экономические показатели производства и его экологическую характеристику. Пределы их значений зафиксированы в технологическом регламенте установки. В процессе ее эксплуатации эти параметры поддерживаются на постоянном уровне при условии неизменного состава сырья и катализатора.
Основными факторами процесса являются:
физико-химические свойства сырья,
температура в реакторе
кратность циркуляции катализатора
давление в рабочей зоне реактора
время контакта сырья с катализатором
расход водяного пара в реактор
рециркуляция газойля.
Конверсия выше 80% мас. считается высокой, в пределах 67-77 - средней и менее 67 - низкой. Максимальный выход бензина обычно достигается при конверсии 75-79% мас.
С конверсией связано такое понятие, как жесткость технологического режима процесса. Жесткий режим - это повышенные температура в реакторе, кратность циркуляции катализатора, обеспечивающие высокое значение конверсии и, как следствие, увеличение выхода кокса и максимальное октановое число бензина.
Температура в реакторе.
В процессе каталитического крекинга основные химические реакции протекают с поглощением теплоты и по этой причине температура продуктов крекинга снижается по мере их продвижения от зоны контакта сырья с катализатором до выхода из реактора. Перепад температуры по высоте реактора может достигать 30-40°С. Ее значения контролируются в нескольких точках, расположенных по высоте и сечению реактора. В рабочем режиме установки она изменяется в пределах 490-530°С. За температуру в реакторе обычно принимают температуру продуктов реакции на выходе из него при входе в циклоны. Она зависит от расходов вводимых в реактор сырья и катализатора, их температуры, активности катализатора, глубины превращения, количества подаваемого водяного пара, степени распыления сырья и его физико-химических свойств. Температура в реакторе, наряду с кратностью циркуляции и температурой регенерированного катализатора, относится к основным параметрам, которые можно изменять в процессе работы установки. При эксплуатации установки активность и селективность катализатора снижаются. Поэтому, а также из-за его потерь через циклоны реактора и регенератора, в систему циркуляции вводят свежий или равновесный катализатор. Для сохранения выхода бензина и его октанового числа требуется постоянная, желательно равномерная, подпитка катализатора и повышение температуры в реакторе. Эти операции приводят к возрастанию скорости первичных (расщепление тяжелых углеводородов сырья при их контакте с катализатором) и вторичных (превращение углеводородов, образовавшихся в результате первичных реакций) химических реакций, что способствует росту конверсии сырья, изменению выхода и состава получаемых продуктов. В среднем, повышение температуры в реакторе на 10°С приводит к увеличению конверсии на 12-13%. С ее ростом до 530°С (рис.3.11) увеличивается выход бензина (н. к. - 195°С) и его октановое число по исследовательскому методу.
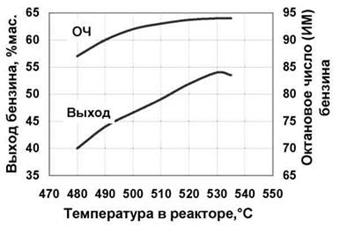
Рисунок 3.11 - Зависимость выхода бензина и его октанового числа (ИМ) от температуры в реакторе.
При температуре выше 530°С количество образующегося бензина уменьшается, так как начинают разлагаться углеводороды, входящие в его состав. Это явление называют перекрекингом. Он приводит к образованию избыточных количеств газа и кокса. Необходимо подчеркнуть, что на рис.2.4 дан пример изменения выхода бензина в зависимости от температуры для определенного сырья и катализатора. При других составе сырья и катализаторе численные значения выхода и октанового числа бензина будут другими, но влияние температуры (ход кривых) останется аналогичным.
Максимальный выход бензина достигается при температурах 520-530°С и, при прочих равных условиях, определяется физико-химическими свойствами сырья и активностью катализатора. С увеличением температуры в реакторе октановое число бензина возрастает за счет повышения в нем содержания олефиновых и ароматических углеводородов. Однако при значениях выше 530°С рост октанового числа бензина прекращается, вследствие устанавливающегося равновесия между изомерами углеводородов, входящих в его состав.
Кроме того, с повышением температуры в реакторе растет выход сухого газа, пропан-пропиленовой, бутан-бутиленовой фракций и кокса. При этом содержание пропилена и бутилена в соответствующих фракциях также увеличивается. Рост выхода газообразных продуктов и повышение в них содержания непредельных углеводородов является результатом протекания вторичных реакций, т.к. первичные реакции крекинга приводят к образованию нафтеновых и парафиновых углеводородов изостроения, имеющих третичный атом углерода.
Повышенный выход газообразных углеводородов (С1-С4) вызывает рост давления в реакторе, ухудшает условия работы холодильников конденсаторов главной фракционирующей колонны, компрессора и абсорберов очистки сухого газа.
С увеличением температуры в реакторе ускоряется отщепление боковых цепей у би- и полициклических ароматических углеводородов (реакции деалкилирования). Это способствует образованию ароматических углеводородов с короткими боковыми цепями, обладающими по сравнению с алканами, более высокой плотностью и пониженным цетановым числом. Они концентрируются в легком и тяжелом газойле (кубовом продукте ректификационной колонны). При работе установки температура в реакторе задается такой, при которой обеспечивается заданный выход бензина и его октановое число, а ее постоянство регулируется автоматически расходом регенерированного катализатора, поступающего в реактор с температурой 650-750°С.
Таким образом, температура в реакторе является главнейшим параметром процесса, который, при данном сырье, катализаторе и производительности определяет оптимальный выход бензина с заданным октановым числом.
Давление р=0,1-0,3 МПа создается исключительно для создания направленного движения потоков сырья и катализатора.
Для самого процесса каталитического крекинга повышение давления нежелательно, так как это усиливает реакции конденсации и адсорбцию тяжелых компонентов на катализаторе.
Время контакта сырья изменяет соотношение продуктов крекинга. Кратность циркуляции катализатора оказывает на конверсию сырья и выход продуктов влияние, аналогичное времени контакта. Под кратностью циркуляции понимают количество катализатора, воспринимающего единицу количества сырья. Увеличение кратности циркуляции приводит к возрастанию коксообразования.
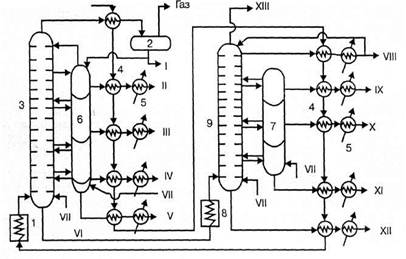
7. Описание технологической схемы установки и реакторного блока
На глубину конверсии сырья в значительной степени оказывает влияние газодинамический режим контактирования сырья с катализатором, осуществляемый в реакторах различных типов.
В реакторах с псевдоожиженным (кипящим) слоем микросферического катализатора катализ, тепло- и массообмен осуществляются при идеальном перемешивании реактантов с катализатором. Как наиболее значимые достоинства реакторов этого типа следует отметить:
высокую их удельную производительность;
легкость транспортирования микросферического катализатора и регулирования технологического режима;
осуществление каталитического процесса в области, близкой к чисто кинетической;
отсутствие градиента температуры в кипящем слое и некоторые другие.
Как недостатки реакторов с кипящим слоем можно указать на следующие:
неравномерность времени пребывания сырья в зоне реакции, в результате некоторая часть сырья подвергается чрезмерному крекированию до газа и кокса, а другая часть - легкому крекингу;
среднее фиктивное время контакта, хотя и меньше, чем в реакторах с движущимся слоем шарикового катализатора, но недостаточно малое (3-15 мин), чтобы обеспечить максимально высокую селективность крекинга.
Реакторы каталитического крекинга перечисленных выше двух типов в последние годы постепенно вытесняются более совершенными типами - прямоточными реакторами с восходящим потоком газокатализаторной смеси (лифт-реактор). По газодинамическим характеристикам этот реактор приближается к реакторам идеального вытеснения (то есть интегрального типа), являющимися более эффективными для каталитического крекинга по сравнению с реакторами с псевдоожиженным слоем катализатора. При этом время контакта сырья с ЦСК благодаря высокой активности снижается в лифт-реакторе примерно на 2 порядка (до 2 - 6 с). Высокая термостабильность современных катализаторов (редкоземельных обменных форм цеолитов или безцеолитных ультрастабильных и др.) позволяет проводить реакции крекинга при повышенных температурах и исключительно малом времени контакта, то есть осуществить высокоинтенсивный ("скоростной") жесткий крекинг (подобно процессам пиролиза).
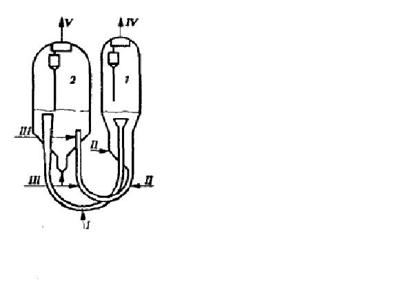
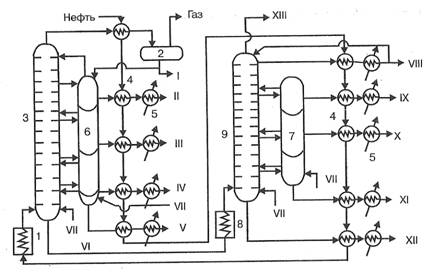
Рис.4. Схема реакторного блока отечественных установок каталитического крекинга с псевдоожиженным слоем катализатора: 43-103. 1-реактор, 2-регенератор; I-сырье, II-водяной пар, III-воздух, IV-продукты крекинга, V-дымовые газы.
Сырьё с температурой 350-500°С в смеси с пылевидным катализатором поступает через распределительное устройство, создающее псевдоожиженный слой в реакционную зону, в которой осуществляется крекинг сырья. Продукты крекинга поступают в сепаратор, где завершаются химические реакции и происходит отделение катализатора, который отводится из нижней части сепаратора и самотёком поступает в регенератор, в котором при температуре 600°С осуществляется выжиг кокса. Циклоны, расположенные в верхней части отстойной зоны улавливают катализатор, и через соответствующие спускные стояки возвращают его в слой. В отпарных секциях катализатор обрабатывается водяным паром с целью десорбции с его поверхности углеводородов. Восстановленный в регенераторе катализатор возвращается на узел ввода сырья.
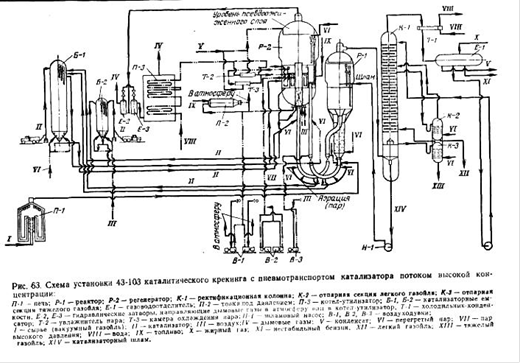
Сырье, нагретое в печи П-1 до 350 °С, вводят в поток регенерированного катализатора перед его входом в реактор Р-1. Полное испарение и частичное превращение сырья происходят еще до поступления взвеси в псевдоожиженный слой. Отработанный катализатор уходит в нижнюю, суженную отпарную секцию-десорбер, где из пор закоксованного катализатора отпариваются летучие углеводороды.
Отпаренный закоксованный катализатор транспортируют в регенератор Р-2. Чтобы поддержать движение, в основание восходящей части линии пневмотранспорта вдувают воздуходувкой В-3 часть воздуха, направляемого в регенератор для сжигания кокса. Снижение концентрации твердой фазы на этом участке обеспечивает устойчивый транспорт отработанного катализатора.
Регенерированный катализатор возвращается из регенератора Р-2 в реактор. Пары, образующиеся при контакте сырья с катализатором, снижают концентрацию твердой фазы; в результате обеспечивается движущий импульс в линии регенерированного катализатора.
Пары продуктов крекинга и сопутствующий им водяной пар покидают псевдоожиженный слой реактора при 490-500 °С и - 0,18 МПа, проходят циклонные сепараторы и направляются в ректификационную колонну К-1. Основная масса катализаторной мелочи отделяется в циклонах и возвращается в псевдоожиженный слой; самые мелкие частицы пыли уносятся в ректификационную колонну и отмываются в ее нижней части циркулирующей флегмой, образуя шлам. Из колонны К-1 выходят два боковых погона. Нижний представляет собой тяжелый каталитический газойль с н. к. = 350°С. Этот продукт можно направить на повторный крекинг в смеси со свежим сырьем. Верхний боковой погон - легкий каталитический газойль с пределами выкипания 195-350 °С. Бензин и газ вместе с водяным паром выходят с верха колонны К-1-В конденсаторе-холодильнике Т-1 образуются конденсаты нестабильного бензина и водяного пара, расслаивающиеся в газоводоотделителе Е-1. Нестабильный бензин и равновесный с ним жирный газ направляют в систему газофракционирования (на схеме не показана).
Для сброса катализатора из реактора и регенератора при регулярных и аварийных остановках имеется емкость Б-1; для подпитки системы свежим катализатором и для регулирования его уровня в реакторе предусмотрена емкость Б-2.
Газы, выходящие из регенератора при - 600°С, содержат значительные количества оксида углерода и несут большой запас тепла. Использование этого тепла, особенно после дожигания оксида углерода, позволяет получить в котле-утилизаторе П-3 значительное количество водяного пара при ~4 МПа.
Чтобы обеспечить точность регулировки отвода избыточного тепла из псевдоожиженного слоя в регенераторе Р-2, в змеевики регенератора подают не воду, а насыщенный пар из увлажнителя Т-2. Пар, перегревшийся в первой секции змеевиков, охлаждают, впрыскивая водный конденсат в камеру Т-3, до требуемой температуры и подают во вторую секцию, где он вновь нагревается. По выходе из второй секции пар идет в паровую турбину компрессора углеводородного газа, направляемого на газофракционирование.
Для разогрева регенератора при пуске установки имеется топка П-2, где нагревают воздух, направляемый в регенератор. Когда температура катализатора в регенераторе достигает 300 °С, топку П-2 отключают, и подают топливо непосредственно в псевдоожиженный слой регенератора, вплоть до выхода на нормальный режим.
8. Индивидуальное задание
В регенераторе установки каталитического крекинга с кипящим слоем катализатора сжигают 8350 кг/ч кокса. Определить температуру катализатора на выходе из регенератора, если известно:
масса циркулирующего катализатора Gк. ц. =1200 000 кг/ч
расход воздуха 11,5 кг/ кг кокса
воздух подается с температурой 25 0С
температура катализатора на входе в регенератор 480 0С
теплоты сгорания кокса (с учетом неполного сгорания в СО2)
Qс. г. =23442 кДж/кг
удельная теплоемкость катализатора С=1,046 кДж/ (кг К)
кокса С=1,255 кДж/ (кг К)
воздуха С=1,0 кДж/ (кг К)
дымовых газов С=0,45 кДж/ (кг К)
Расчет:
В регенераторе происходит выжигание кокса с поверхности катализатора в потоке подаваемого в аппарат воздуха. Тепловой баланс регенератора:
Qк. о+Qв+Qс. г=Qк. р+Qп. с
Где Qк. о - количество теплоты (в килоджоулях), поступающей в регенератор с отработанным катализатором,
Qв - количество теплоты (в килоджоулях), поступающей в регенератор с отработанным воздухом
Qс. г. - количество теплоты, выделившейся в результате горения кокса
Правая часть уравнения отвечает
Qп. с - количество теплоты (в килоджоулях) с уходящими продуктами сгорания (дымовыми газами)
Температура уходящих дымовых газов принимается на 15-20°С выше температуры кипящего слоя (5000С)
Qк. р - регенерированным катализатором
Qк. о=![]() МДж
МДж
Qв=![]() МДж
МДж
Qс. г=23,442 МДж
Qп. с=![]() МДж
МДж
Qк. р=![]()
![]()
![]() К=588,85 0С
К=588,85 0С
Ответ: температура катализатора на выходе из регенератора Т=588,85 0С
9. Список литературы
1. Ахметов С.А. Технология глубокой переработки нефти и газа. Уфа, Гилем, 2002.
2. Смидович Е.В. Технология переработки нефти и газа. Ч.2-ая. Крекинг нефтяного сырья и переработка углеводородных газов. М.: Химия, 1980.
3. Войцеховский Б.В., Корма А. Каталитический крекинг. Катализаторы, химия, кинетика. М.: Химия, 1990
4. Магарил Р.З. Теоретические основы процессов переработки нефти. Л.: Химия, 1985.
5. Сарданашвили А.Г. Примеры и задачи по технологии переработки нефти и газа. М.: Химия, 1980.
6. Хорошко С.И., Хорошко Сборник задач по химии и технологии нефти и газа. Новополоцк 2001
7. Эмирджанов Р.Т., Лемберанский Р.А. Основы технологических расчетов в нефтепереработке и нефтехимии. М.: Химия, 1989.
8. Каминский Э.Ф. Глубокая переработка нефти. Москва, 2001.
Похожие работы

... переработки нефти. Расходные коэффициенты для таких установок составляют: пар 49 кг, вода 4,1 м3, электроэнергия 37,5-103 кДж, жидкое топливо 33,4 т на 1 т перерабатываемой нефти. 1.6 Крекинг нефтепродуктов 1.6.1 Виды крекинг-процесса Крекингом называется вторичный процесс переработки нефтепродуктов, проводимый с целью повышения общего выхода бензина. Применение вторичных процессов в ...
... - какие молекулы и с какой энергией он может адсорбировать в порах или на поверхности и какие деструктивные превращения с ними производить. Цеолиты - это порядок и регулярность структуры, а значит и свойств. В нефтепереработке быстро оценили новые возможности. Но так как цеолиты значительно дороже алюмосиликатов, то их в чистом виде решили не применять. Это оказалось не только дорого, но и ...
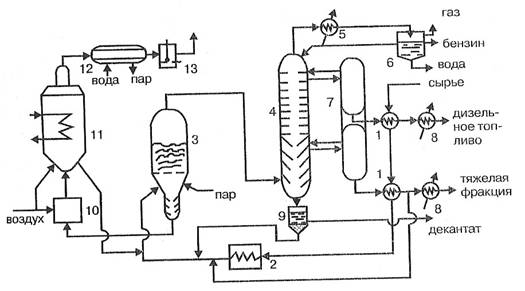
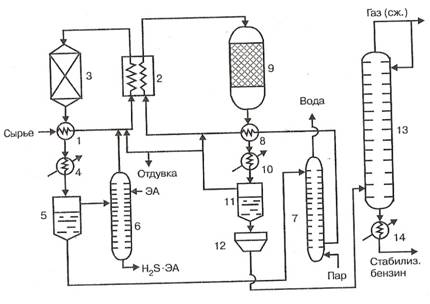
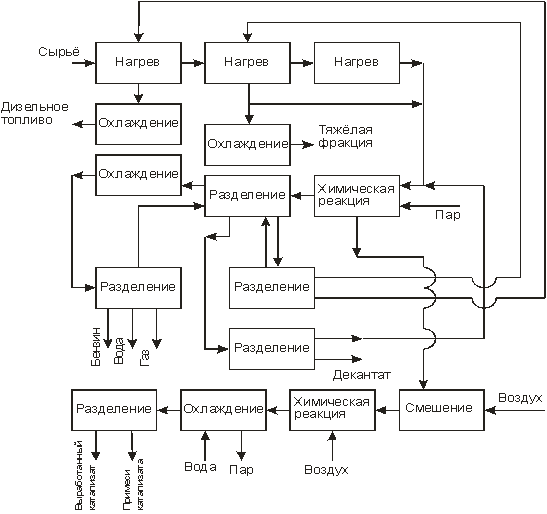
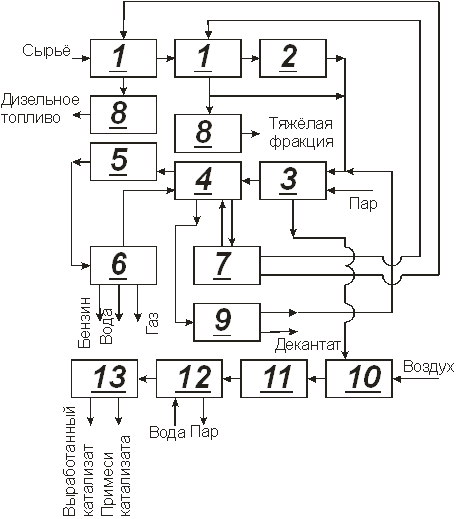
... и, пройдя холодильник 14, поступает на фракционирование. На основании приведённых данных выбираем наиболее оптимальную схему по производству бензина каталитическим крекингом нефтепродуктов. 4.2. Определение технологической топологии ХТС Для установления оптимального характера и порядка взаимодействия отдельных аппаратов в производственном процессе рассмотрим технологическую производства ...
... качестве сырья можно использовать бензины (для получения сжиженного газа); керосино-соляровые фракции и вакуумные дистилляты (для получения бензина, реактивного и дизельного топлив); остаточные продукты переработки нефти (для получения бензина и реактивного и дизельного топлива); гачи и парафины (для получения высокоиндексных масел); высокосернистые нефти, сернистые и высокосернистые мазуты (для ...
0 комментариев