Тольяттинский государственный университет
Кафедра «Технология машиностроения»
ОТЧЁТпо дисциплине «Контроль качества продукции»
Группа: М – 501
Студент: Рожков А.В.
Преподаватель: Алексеев О.К.
Тольятти 2005
Содержание:
Введение
1. Статистическая обработка данных
2. Построение гистограммы
3. Диаграмма Исикавы
4. Составление карт контроля
5. Выводы
Список литературы
Приложения
1. Статистическая обработка данных
Оценка технологической точности обработки на контрольной операции проводится с помощью индексов воспроизводимости Ср и Срк. Индекс воспроизводимости Ср характеризует соответствие изменчивости статистически устойчивого процесса ширине поля допуска. Индекс воспроизводимости Срк характеризует настроенность процесса на центр поля допуска:
Допускаемые значения индексов воспроизводимости для общепринятых оценок технологического процесса должны принимать следующие значения:
![]()
Значение индекса воспроизводимости Ср определим по формуле:
![]() (1.1)
(1.1)
где s – оценка стандартного отклонения
Δ – ширина поля допуска определяемая по формуле:
![]() (1.2)
(1.2)
где ВГД, НГД – верхняя и нижняя граница поля допуска контролируемого размера.
![]() мм.
мм.
Определим среднеквадратичное отклонение по формуле:
![]() ; (1.3)
; (1.3)
где Хi – результат i-ого измерения;
(Хср) – среднее значение контролируемых размеров для всего объема выборки,
(Хср) =0,0167 мм;
n – количество контролируемых размеров в выборке, n=100.
Определяем среднеквадратичное отклонение
s =0,0062
Так как ширина поля допуска контролируемого размера составляет Δ = 0,03 мм, то значения верхней и нижней границы поля допуска будут следующими:
ВГД = 0,03 мм; НГД = 0 мм
Определяем значение индекса воспроизводимости Ср
![]()
Полученное значение индекса воспроизводимости Ср<1; поэтому изменение технологического процесса происходит в статистически устойчивом состоянии для принятого поля допуска контролируемого размера.
Определим значение индекса воспроизводимости Срк по формуле:
![]() (1.4)
(1.4)
где d – расстояние между средней границей прохождения процесса и ближайшей границей поля допуска, принимаемое как dmin( dВГД;dНГД)
Расстояние между средней границей прохождения процесса и наибольшей границей поля допуска определим по формуле:
![]() (1.5)
(1.5)
где (Хср) – среднее значение контролируемых размеров для всей выборки
Расстояние между средней границей прохождения процесса и наименьшей границей поля допуска определим по формуле:
![]() (1.6)
(1.6)
Определяем расстояния между средней границей прохождения процесса и ближайшей границей поля допуска
Из полученных значений выбираем наименьшее и подставляем его в формулу (1.4)
![]()
Полученное значение индекса воспроизводимости Срк < 1; это говорит о том, что настройка процесса смещена от центра поля допуска, поэтому для улучшения качества процесса необходимо увеличивать Срк.
Вывод статистической обработки данных см. раздел 5 данной работы.
2. Построение гистограммы
Для выявления положения среднего значения и определения характера рассеивания необходимо построить гистограмму. Гистограмма – это графическое представление количественной информации в виде столбиковой диаграммы. Для построения гистограммы требуется провести некоторые вычисления:
1. Построить горизонтальную шкалу возможных контролируемых значений размера
2. Отметить на шкале минимальное и максимальное значение контролируемого размера, вычислить размах R = Хmax-Xmin
3. Разделим весь диапазон контролируемых значений на к-интервалов и отметим границы интервалов (α1, α2… αк+1)
4. Подсчитаем количество значений (ni) попавших в каждый интервал и составим интервальную таблицу частот
5. Вычислим длину интервала h = (αк+1- α1)/к
6. Над каждым интервалом построим прямоугольник высотой ni/ h
Определим размах для всего объема контролируемых размеров в выборкеХmax =0,03 ; Хmin =0,01; R = Хmax-Xmin +2е = 0,03-0,01 +2*0,001 = 0,022
е – погрешность измерения, принимаем равной: е = 0,001
Определяем ширину интервала по формуле:
![]() (2.1)
(2.1)
Определяем ширину интервала
![]()
Определяем границы интервала по формулам:
![]() (2.2)
(2.2)
![]() (2.3)
(2.3)
где НГ и ВГ – соответственно верхняя и нижняя границы интервала
Все полученные значения сводим в таблицу 2.1
Гистограмму представим на рис 2.1
Таблица 2.1Количество попаданий в интервал.
| № | Нгi | ВГi | Ср.зн. | Попад |
| 1 | 0,009 | 0,0112 | 0,01 | 41 |
| 2 | 0,0112 | 0,0134 | 0,0123 | 0 |
| 3 | 0,0134 | 0,0156 | 0,0145 | 0 |
| 4 | 0,0146 | 0,0178 | 0,0157 | 0 |
| 5 | 0,0178 | 0,02 | 0,0189 | 51 |
| 6 | 0,02 | 0,0222 | 0,0211 | 0 |
| 7 | 0,0222 | 0,0244 | 0,0233 | 3 |
| 8 | 0,0244 | 0,0266 | 0,0255 | 0 |
| 9 | 0,0266 | 0,0288 | 0,0277 | 0 |
| 10 | 0,0288 | 0,031 | 0,0299 | 8 |
Вывод по гистограмме см. раздел 5 данной работы.
3. Диаграмма Исикавы
Диаграмма Исикавы – это схема, показывающая отношение между показателем качества контролируемого размера детали (результат) и воздействующими на него факторами (причины).
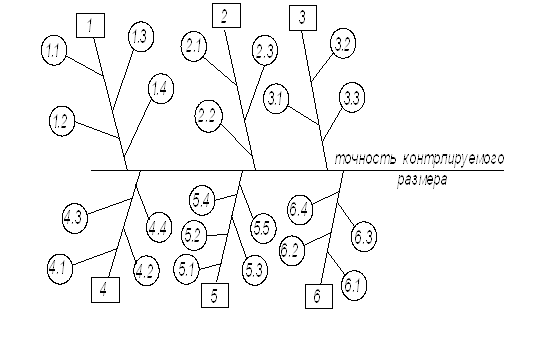
Схема 3.1
Таблица 3.1
Причины, влияющие на технологический процесс.
| 1. заготовка | 1.1 твердость | 1.2 точность размеров |
| 1.3 погрешность формы поверхностей | 1.4 погрешность расположения поверхностей | |
| 2. приспособление | 2.1 Погрешность изготовления | 2.2 погрешность установки на станке |
| 2.3 погрешность базовых поверхностей | ||
| 3. инструмент | 3.1 материал | 3.2 геометрия |
| 3.3 износ | ||
| 4. оборудование | 4.1 специальное | 4.2 специализированное |
| 4.3 универсальное | 4.4 станки с ЧПУ | |
| 5. обработка | 5.1 режимы | 5.2 охлаждение |
| 5.3 вибрации | 5.4 время (машинное) | |
| 5.5 количество смен | ||
| 6. внешние факторы | 6.1 пыльность | 6.2 загазованность |
| 6.3 освещенность | 6.4 температура окружающей среды | |
4. Составление карт контроля
Карта контроля является графическим представлением характеристик технологического процесса и предназначена для оценки степени статистической управляемости технологического процесса. Различают контрольные карты по количественному и альтернативному признаку. Составление карт контроля сводится к построению графиков разброса средней величины контролируемого параметра и размаха выборки. В рамках данной практической работы используем контрольные карты, характеризующиеся количественным признаком. В таких контрольных картах используем количественные значения, получаемые в результате измерения случайной непрерывной величины, служащей характеристикой техпроцесса.
Под непрерывной величиной понимаем случайную величину, принимающую все значения случайных величин находящихся в выборке из некоторого конечного или бесконечного промежутка, которая характеризуется плотностью распределения непрерывной функции, позволяющей вычислить вероятность попадания случайной величины в заданный интервал
Для осуществления построения контрольных карт необходимо произвести следующие вычисления:
Определим выборочное среднее значение размера и размаха подгруппы по формулам:
![]() (4.1)
(4.1)
где Х1, Х2… Хn – контролируемые значения размеров деталей принадлежащие i-ой подгруппе;
n – количество контролируемых размеров деталей в подгруппе
Среднее значение размаха контролируемых значений деталей принадлежащих i-ой подгруппе определим по формуле:
![]() (4.2)
(4.2)
где Хmax и Xmin – наибольшее и наименьшее значение контролируемого размера в i-ой подгруппе
Среднее значение размаха контролируемых размеров деталей для всей выборки определим по формуле:
![]() (4.3)
(4.3)
где r1, r2…rn – количество средних значений размаха принадлежащих всей выборке;
k – количество подгрупп объеме выборки
Среднее значение контролируемых размеров деталей для всей выборке определим по формуле:
![]() (4.4)
(4.4)
где Хср1, Хср2…Хсрn – количество средних значений размера принадлежащей всей выборке
Определим верхнюю и нижнюю контрольные границы подгруппы для контролируемых размеров и размахов.
Верхняя и нижняя контрольные границы для контролируемых размеров выборки (подгруппы):
![]() (4.5)
(4.5)
![]() (4.6)
(4.6)
Верхняя и нижняя контрольные границы для размахов выборки (подгруппы):
![]() (4.6)
(4.6)
![]() (4.7)
(4.7)
где А2, D3, D4 – постоянные константы для расчета контрольных границ, выбираемые из таблицы 4.1
Таблица 4.1Константы для расчета контрольных границ
| Объем подгруппы | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| А1 | 1,880 | 1,187 | 0,796 | 0,691 | 0,548 | 0,508 | 0,433 | 0,412 | 0,362 |
| А2 | 1,880 | 1,023 | 0,729 | 0,577 | 0,483 | 0,419 | 0,373 | 0,337 | 0,308 |
| D3 | - | - | - | - | - | 0,076 | 0,136 | 0,184 | 0,223 |
| D4 | 3,267 | 2,574 | 2,282 | 2,114 | 2,004 | 1,924 | 1,864 | 1,816 | 1,777 |
Так как в данной практической работе 100 контролируемых значений в выборке, то разбиваем всю выборку значений на 20 подгрупп, и в каждой подгруппе по 5 контролируемых размеров. Тогда для 20 подгрупп, значения констант для расчета контрольных границ принимаем следующими:
n =5 ; k=20 ; A1 = 0,691 ; А2 = 0,577 ; D4 = 2,114
Все результаты, полученные из предыдущих формул, сводим в таблицы 4.2 и 4.3
Таблица 4.2
Расчета для r-карты.
| № подгруппы | Хсрi | r | (Хср) | Rср |
| 1 | 0,014 | 0,01 | 0,0167 | 0,0135 |
| 2 | 0,018 | 0,01 | ||
| 3 | 0,02 | 0,02 | ||
| 4 | 0,014 | 0,01 | ||
| 5 | 0,018 | 0,02 | ||
| 6 | 0,016 | 0,01 | ||
| 7 | 0,02 | 0,02 | ||
| 8 | 0,012 | 0,01 | ||
| 9 | 0,016 | 0,01 | ||
| 10 | 0,022 | 0,01 | ||
| 11 | 0,014 | 0,01 | ||
| 12 | 0,018 | 0,01 | ||
| 13 | 0,02 | 0,02 | ||
| 14 | 0,016 | 0,02 | ||
| 15 | 0,016 | 0,01 | ||
| 16 | 0,016 | 0,02 | ||
| 17 | 0,016 | 0,01 | ||
| 18 | 0,016 | 0,01 | ||
| 19 | 0,016 | 0,01 | ||
| 20 | 0,016 | 0,02 |
Определим верхние и нижние контрольные границы для размеров и размахов выборки (подгруппы):
ВКГХ = 0,0167 + 0,577*0,0135=0,0244895
НКГХ = 0,0167 - 0,577*0,0135= 0,0089105
ВКГR = 2,114*0,0135= 0,028539
Полученные значения сносим в таблицу 4.3
Таблица 4.3
Итоговая таблица| Параметр | ВКГХ | НКГХ | ВКГR |
| Значение | 0,0244895 | 0,0089105 | 0,028539 |
На основании этих значений строим контрольную карту средних значений и карту размаха значений контролируемого размера
Вывод по контрольным картам см. раздел 5 данной работы.
5. Выводы
1. В ходе выполнения работы были получены следующие показатели воспроизводимости:
Срк =0,63 (< 1);
Ср = 0,71 (< 1).
Индекс воспроизводимости Срк характеризует настроенность процесса на центр поля допуска. Для улучшения качества процесса необходимо увеличить значение этого индекса.
Индекс воспроизводимости Ср характеризует соответствие изменчивости статистически устойчивого процесса ширине поля допуска. По общепринятым оценкам значение показателя хорошо характеризует технологический процесс. В нем очень мало несоответствий.
Исходя из рассчитанных индексов, следует отметить нормальную технологическую точность.
2. Анализ гистограммы показал высокую кучность размеров (51) в центре поля допуска. Это характеризует минимальную степень разброса размеров. Имеется очень незначительный вылет размеров за пределы поля допуска. Желателен запас, поэтому необходимо уменьшить разброс размеров.
3. В контрольной карте представлены 2 карты.
На х-карте (средние значения) показан хороший, стабильный ход технологического процесса. Размеры находятся по центру поля допуска размера. В диаграмме отсутствуют резкие пики, вылеты размера. Эти характеристики говорят об статически устойчивом протекании процесса, технологическая точность обеспечивается во всем диапазоне измерений контролируемых размеров детали. В итоге процесс не требует доработки и вмешательства.
На r-карте представлен размах контролируемого размера детали. В 3, 5, 7, 13, 14, 16 подвыборках наблюдается резкий размах измерений. Но в целом процесс протекает нормально, без вылетов за границы.
Литература
1. ГОСТ 2.105-79 «Общие требования к текстовым документам»
2. ГОСТ 2.1102-81 «Стадии разработки и виды документов»
3. ГОСТ 3.1104-81 «Общие требования к формам, бланкам и документам»
4. ГОСТ 3.1111-83 «Правила учета, хранения и внесения изменений»
5. ГОСТ 3.1201-85 «Система обозначения технологических документов»
6. ГОСТ 14.306-73 «Правила выбора средств технологического оснащения в процессе технического контроля»
Похожие работы
... в Германии. Качество экспортируемых пряностей подтверждается сертификатом качества, выданным Германским Аттестационным Обществом Системы Управления Качеством. Данный сертификат соответствует требованиям нормы DIN ISO 9001. Контроль за качеством продукции на ОАО «Гродненский мясокомбинат» осуществляется с учетом специфики производства мясной продукции. Всю продукцию данное предприятие производит в ...
... частности, об отсутствии необходимой заинтересованности и ответственности персонала контролирующих подразделений в полном выявлении брака на обслуживаемых участках производства. В структуре служб контроля качества продукции многих предприятий в основном присутствуют подразделения, обеспечивающие технические и технологические аспекты контроля качества. При этом недостаточно развиты организационно- ...
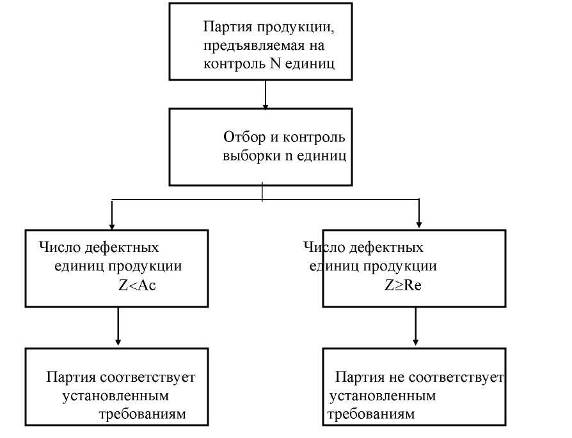
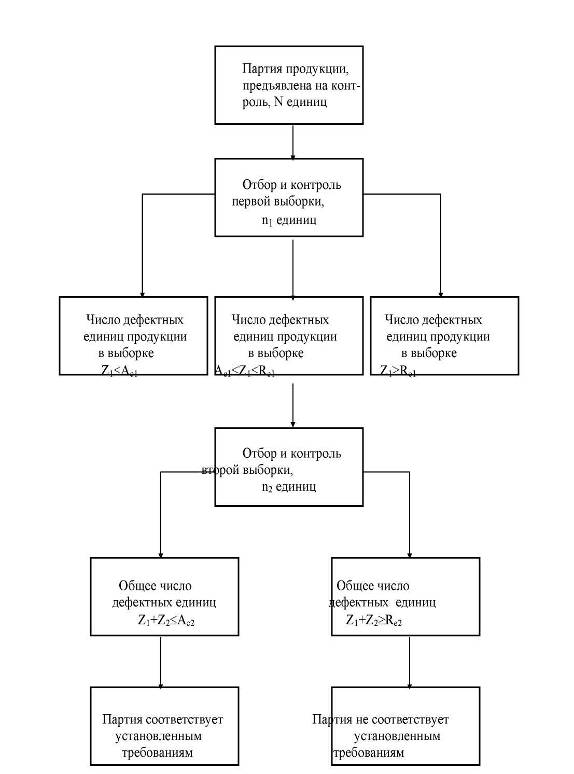
... данный метод позволяет не только разделить единицы продукции на годные и дефектные, но и разнести их по категориям, сортам, классам, группам качества и др. Под статистическим приемочным контролем по альтернативному признаку понимается контроль качества продукции по качественному признаку, в ходе которого каждую проверенную единицу продукции относят к категории годных или дефектных, а последующее ...
... конструкций. Широкое использование сталей обусловлено комплексом механических, физико-химических и технологических свойств. 2. Структура и функциональные обязанности персонала службы контроля качества на предприятии Организационная структура службы контроля качества продукции. Конкретное руководство по обеспечению качества продукции осуществляют технический директор и начальник управления ...
0 комментариев