Министерство образования и наук РФ
Сибирская государственная Автомобильно-Дорожная Академия
(СибАДИ)
Кафедра: АПП и электротехника
Расчетно-пояснительная записка
к курсовому проекту по курсу Автоматизация технологических процессов и производств
Автоматизация процесса мокрого помола сырья в трубной шаровой мельнице
Выполнил: студент
группы 42АТП
Козлов А.Ю.
Проверил: доцент
Руппель А.А.
Омск 2008
Содержание
Введение
Технологический раздел
Автоматизация процесса мокрого помола сырья в трубной шаровой мельнице
Контроль влажности материала
Особенностями АСУТП помола сырья
Требования к автоматизированным системам контроля и управления
Раздел автоматизации
Исходные данные к проекту
Обоснование по выбору новой структуры модернизируемой системы автоматизации
Идентификация объекта автоматизации
Анализ системы автоматизации процесса мокрого помола сырья в трубной шаровой мельнице до внедрения ПИД-регулятора.
Анализ системы автоматизации процесса мокрого помола сырья в трубной шаровой мельнице с ПИД-регулятором.
Заключение
Список используемой литературы
Введение
Ускорение научно-технического прогресса рассматривается как главное направление экономической стратегии Российского государства, основной рычаг интенсификации промышленности и повышения ее эффективности. Одним из главных средств интенсификации в промышленности является концентрация ресурсов на важнейших направлениях научно-технического прогресса, к которым отнесена и комплексная автоматизация производства. Автоматизированные системы управления оборудованием и технологическими процессами внедряют во все без исключения отрасли промышленного производства.
Характерные особенности современного этапа автоматизации состоят в том, что она опирается на революцию в электронно-вычислительной технике, на самое широкое использование мини - и микро-ЭВМ, а также на быстрое развитие робототехники и гибких производственных систем.
Применение современных средств и систем автоматизации позволяет решать следующие задачи:
- вести процесс с производительностью, максимально достижимой для данных производительных сил, автоматически учитывая непрерывные изменения технологических параметров, свойств исходных материалов и полуфабрикатов, изменений в окружающей среде, ошибки операторов;
- управлять процессом, постоянно учитывая динамику производственного плана для номенклатуры выпускаемой продукции путем оперативной перестройки режимов технологического оборудования, перераспределения работ на однотипном оборудовании и т. п.;
- автоматически управлять процессами в условиях, вредных или опасных для человека.
Широкое внедрение систем автоматизации приносит промышленности кроме прямого экономического эффекта существенный организационный эффект, так как требует специалистов высокой квалификации, и, следовательно, повышает общий уровень организации производства (уменьшает степень неупорядоченности) и его культуры, улучшает стиль и эффективность руководства и т.д.
Уровень механизации и автоматизации производственных процессов сегодня является одним из важнейших показателей научно-технического прогресса в стране.
Технологический раздел
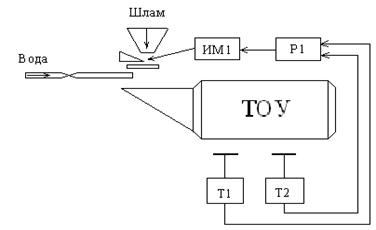
Системы управления приготовлением сырья
В многокамерных трубных шаровых мельницах осуществляется процесс мокрого помола сырья. На вход мельницы с помощью дозаторов или тарельчатых питателей из бункеров непрерывным потоком подаётся размалываемый материал, по трубопроводу подеётся вода. В дальнейшем шлам поступает на обжиг во вращающуюся печь. В процессе измельчения должна обеспечиваться стабилизация влажности и тонкости помола шлама, а также поддержание их значений на заданных технологической картой величинах. При этом влажность шлама должна быть минимальна, так как избыточное содержание воды в шламе приводит к дополнительным затратам топлива на ее испарение в печах. В то же время в шламе должно содержаться столько влаги, чтобы он беспрепятственно проходил мельницу и печь, а также перекачивался насосами. В системах контроля и регулирования широко применялись индикаторы вязкости, показания которых связаны с влажностью шлама.
Тонкость помола зависит как от расхода сырья, подаваемого в мельницу, так и от его размалываемости. Расход сырья контролируется дозаторами или тарельчатыми питателями. Измерение размалываемости сырья представляет значительные трудности. Поэтому для контроля факторов, связанных с размалываемостыо, применяют косвенные методы. Одним из таких факторов является уровень заполнения мельницы материалом, поскольку при неизменной производительности он зависят от размалываемости сырья.
Уровень материала в шаровой мельнице измеряют вибрационным (или электроакустическим) методом. В его основе лежит зависимость характеристик шума, издаваемого мельницей, от количества находящегося в ней материала. Чем меньше уровень загрузки мельницы материалом, тем интенсивнее вибрационный сигнал и наоборот. Устройство, контролирующее уровень загрузки мельницы материалом, устанавливается в начале первой камеры в так называемой зоне дробления (УКЗМ1). Здесь воспринимается сигнал изменения количества и размалываемости материала. Колебания вязкости шлама на выходе из мельницы вызываются изменением подачи материала или воды, а также изменением физических свойств сырья.
Вязкость шлама на выходе из мельницы измеряется индикатором вязкости. Значительное время запаздывания в мельнице затрудняет управление расходом воды непосредственно по индикатору вязкости. Поэтому в качестве косвенного, статистически связанного с ним промежуточного параметра, отражающего изменение вязкости шлама, используется сигнал другого вибрационного устройства, установленного в так называемой зоне шламообразования, расположенной от входа на расстоянии 35—40 % длины мельницы (УКЗМ2).
Перечисленные параметры, а также результаты измерения расхода воды (индукционным расходомером или дифманометром), известняка и добавок (по положению ножа тарельчатого питателя или с помощью дозирующих устройств) представляются оператору на показывающих, записывающих приборах пли па дисплее и печатающих устройствах.
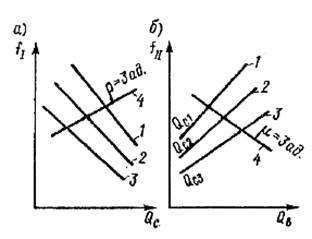
Для изучения мельницы как объекта регулирования и построения основных технологических зависимостей с помощью системы контроля и дистанционного управления определяются связи между технологическими величинами. Так, на рис. 2, а приведены зависимости сигнала УКЗМ1 В зоне дробления f1, от производительности мельницы Qс при различном гранулометрическом составе материала, который является одним из показателен размалываемости. Линия 3 характеризует наиболее крупный и трудноразма-лываемый материал, 2 — средний, 1 — легко размалываемый.
Уровень загрузки первой камеры мельницы материалом в зоне дробления зависит не только от производительности мельницы, но и от размалываемости сырья. При неизменной производительности мельницы трудноразмалываемый материал недоизмельчается, а легкоразмалываемый измельчается до чрезвычайно малых частиц. В то же время поддержание постоянного уровня загрузки первой камеры, т. е. величины f1 приводит к обратному явлению: подача в мельницу легкоразмалываемого сырья столь велика, что шлам на выходе будет грубого помола. Вынесенная на график линия 4 является линией постоянного значения тонкости помола р.
Стабилизация заданной тонкости помола достигается путем поддержания определенного соотношения между изменениями величин сигнала УКЗМ1 f1 первой камеры и производительности Qс .Зависимость сигнала УКЗМ2 в зоне шламообразования f11 от изменения расхода воды Qв при различных расходах материала в мельницу Qс имеет вид, показанный на рис. 2. Из графика следует, что при постоянном значении Qс увеличение расхода подаваемой в мельницу воды приводит к увеличению сигнала УКЗМ2, и наоборот.
Если установись новое значение Qс, то линия переместится почти параллельно самой себе. Таким образом, сигнал УКЗМ2 в зоне шламообразования зависит от расхода материала, изменение которого вызывает изменение уровня в зоне, и от расхода воды. Следовательно, сигнал УКЗМ2, установленный в зоне шламообразования, может быть использован в качестве промежуточного параметра для регулирования вязкости шлама.
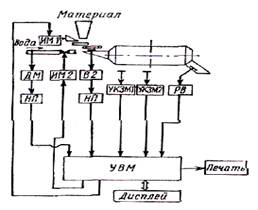
Нанесенная на график линия 4 является линией равных значений вязкости шлама. Стабилизация заданной вязкости шлама µ достигается путем поддержания определенного соотношения между изменениями величины f11 и расходом подаваемой в мельницу воды Qв. Изменения гранулометрического состава и расхода подаваемого в мельницу материала, вызывая изменения уровня смеси в зоне шламообразования, компенсируются пропорциональным изменением расхода воды с помощью УК.ЗМ2. На рис. 3 изображена блок-схема системы автоматического регулирования мокрого помола сырья. Сигналы от устройства контроля загрузки мельницы УКЗМ1 и датчика расхода сырья (дозатора, весоизмерителя или положения ножа тарельчатого питателя) подаются на вход регулирующего прибора 1-4 загрузки мельницы материалом. При соответствующих параметрах настройки регулирующий прибор поддерживает определенное соотношение сигналов датчиков f1 и Qс, благодаря чему колебания тонкости помола шлама становятся меньшими, чем при ручном управлении процессом.
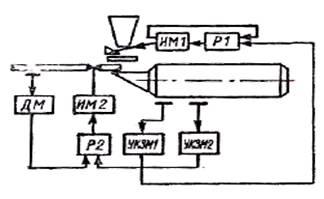
Рис. Функциональная схема системы автоматического регулирования процесса мокрого помола сырья
При изменении уровня загрузки первой камеры материалом изменяется величина сигнала УКЗМ1, подаваемого на регулирующий прибор, который воздействует на исполнительный механизм ИМ1 и перемещает нож тарельчатого питателя (или задатчик дозатора) до тех пор, пока сигнал обратной связи по положению ножа питателя (или расходомера сырья) не сбалансирует регулирующий прибор. Соотношение сигналов датчиков, поддерживаемое регулирующим прибором, при этом остается неизменным.
Система автоматического регулирования вязкости шлама управляет расходом воды в мельницу. На регулирующий прибор Р2 подаются сигналы УКЗМ2, а также дифманометра ДМ или другого расходомера воды. При изменении сигнала УКЗМ2, вызванного изменением расхода материала, регулирующий прибор Р2 воздействует на исполнительный механизм ИМ2, который с помощью пережимного или иного устройства пропорционально изменяет расход воды. При соответствующих параметрах настройки регулирующий прибор поддерживает определенное соотношение между сигналами датчиков f11 и Qв, уменьшая тем самым возможные колебания вязкости шлама па выходе мельницы, которая контролируется индикатором вязкости РВ.
Сигналы вязкости и тонкости помола шлама непосредственно подать на вход регулирующего прибора нельзя из-за значительного транспортного запаздывания и возможной «раскачки» системы. Если же на вход регуляторов подавать эти сигналы, усредненные за определенный промежуток времени (0,5—1,0 ч) и с учетом времени запаздывания по каждому каналу, т.е. реализовать двухкаскадную двухконтурную систему управления, качество работы такой системы будет значительно выше.
Для дистанционного управления процессом служат ключи выбора режима работы, ключи дистанционного управления с самовозвратом и указатели положения регулирующих органов.
Резкое и длительное изменение свойств размалываемого материала, перегрузка мельницы мелющими телами приводят к необходимости подбора параметром статической настройки. Некоторые параметры медленно изменяются во времени, например уменьшение массы шаровой загрузки. Эти изменения могут вызвать отклонение тонкости помола и вязкости шлама на выходе из мельницы, что требует корректировки или подстройки настроечных параметров
Если с течением времени вязкость или тонкость помола шлама установятся на новом значении, отличающемся от заданного, то нужно изменить положение задатчиков регулирующих приборов, чтобы, восстановить прежние значения параметров.
При возникновения длительных незатухающих колебаний параметров качества около заданных значении надо подстроить передаточный коэффициент соответствующего регулирующего прибора. Для проверки выбранных параметров настройки ведется наблюдение за характером изменения технологических параметров измельчения в течение длительного периода.
Система автоматического регулирования мокрого помола сырья была реализована в виде установки КРС-63. По усредненным данным, эта установка повышала производительность сырьевых мельниц на 6,9%, снижала влажность шлама на 1,3 %, уменьшала разброс топкости помола в два раза. Средний годовой экономический эффект от внедрения одной установки составлял 14,5 тыс.руб., окупаемость — около одного года.
Для мельницы самоизмельчения «Гидрофол» также разработана СКР. В составе данной системы имеются три контура управления:
управление скоростью двигателя транспортера, подающего мел и мельницу. Используется двигатель постоянного тока с тиристорным преобразователем. Управляющее воздействие изменяется в зависимости от активной мощности приводного двигателя, характеризующей степень заполнения мельницы;
управление расходом глиноогарочного шлама, подаваемого в мельницу, в соответствии с заданным отношением к расходу мела. Контроль расхода осуществляется индукционным расходомером ИР-51 (ИР- 11), управление — путем воздействия на шламовые задвижки или пережимные устройства;
управление расходом воды в мельницу по цепи: индикатор вязкости шлама, установленный на выходе мельницы, - блок преобразования сигнала — регулятор — исполнительный механизм (ИМ) — задвижка или пережимное устройство, изменяющее подачу воды.
Автоматизация процесса мокрого помола сырья в трубной шаровой мельнице
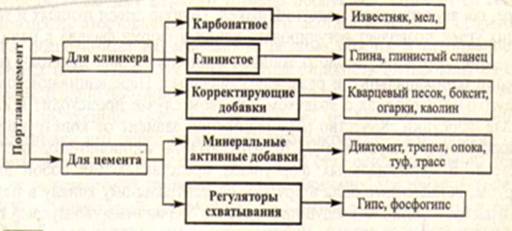
Цементное сырье независимо от его вида подготавливают в трубных шаровых мельницах. Если завод использует мягкое пластичное сырье — мел и глину, то мельницы служат только для окончательного его измельчения. При работе на твердых породах весь процесс измельчения' после его дробления ведется непосредственно в трубных мельницах.
Системы автоматического управления процессом помола в многокамерных шаровых мельницах открытого цикла должны обеспечивать стабилизацию технологических параметров — тонкости помола, влажности и максимальной производительности (рис.4).
В автоматическом регулировании загрузки мельниц сырьем заложен принцип поддержания соотношения между частотой шума в первой камере и величиной расхода подаваемого материала электронным регулирующим прибором. При этом величину соотношения принимают такой, при которой колебания тонкости помола шлама получаются наименьшими. У первой камеры установлен микрофон, который воспринимает частоту шума, издаваемого камерой, и преобразует ее в электродвижущую силу. Для контроля и регулирования процессов мокрого помола используют микрофоны с экранировочными щитками, что повышает направленность их действия. Возбужденная в микрофоне электродвижущая сила передается в усилительно-преобразующий блок, который усиливает и преобразует шумовую электродвижущую силу в напряжение постоянного тока. Величина напряжения пропорциональна этой частоте. Полученное таким образом напряжение подается на электронный автоматический потенциометр, измеряющий и регистрирующий величину напряжения и, следовательно, заполнение мельницы материалом.
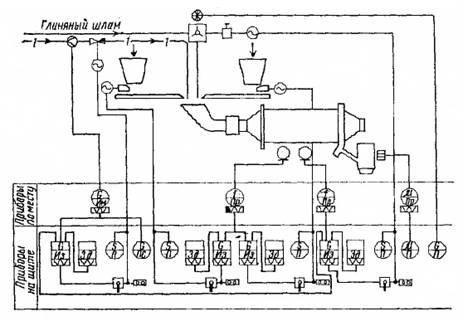
Рис.4. Схема автоматического регулирования помола сырья в трубной шаровой мельнице.
Сигнал с автоматического потенциометра поступает на вход электронного регулирующего прибора, управляющего исполнительным механизмом, который переставляет нож тарельчатого питателя. На ноже питателя установлен индукционный преобразователь расхода сырья. Исполнительный механизм включается лишь тогда, когда величина регулируемого параметра выходит за пределы зоны нечувствительности регулирующего прибора. Поскольку при изменении размалываемое™ материала изменяется частота шума камеры, регулятор всякий раз уменьшает или увеличивает количество материала, поступающего в мельницу. Система автоматического регулирования загрузки сырья устраняет перегрузку второй и третьей (а в четырехкамерной мельнице и четвертой) камер при подаче мелкого сырья и недогрузку этих камер при подаче крупного сырья. В результате становится возможным иметь меньший разброс значений тонкости помола шлама.
В основу автоматического регулирования влажности шлама, выходящего из мельницы, положен принцип поддержания определенного соотношения между частотой шума в зоне шлакообразования и расходом воды, подаваемой в мельницу. Величину этого соотношения принимают, исходя, из необходимости обеспечить минимальные колебания влажности шлама. Принятое соотношение поддерживают автоматически электронным регулирующим прибором, на вход которого подается сигнал, пропорциональный уровню загрузки мельницы и плотности шлама в зоне шламообразования (под зоной шламообразования подразумевают ту часть длины мельницы, где вся вода усвоена материалом, и перемещение водяного потока относительно материала практически отсутствует). Сигнал пропорциональный расходу воды, также подается на вход регулирующего прибора. Электронный регулирующий прибор получает также и сигнал от системы автоматической коррекции, пропорциональный степени вязкости шлама. Указанная система коррекции автоматически изменяет расход воды при отклонении вязкости шлама от заданной величины.
В схеме автоматического регулирования влажности шлама, выходящего из мельницы, использован промежуточный каскад регулирования расхода воды по частоте шума второй камеры. Микрофон, установленный вблизи обечайки мельницы у зоны шламообразования против середины второй камеры, воспринимает частоту шума в этой камере. В усилительно-преобразующем блоке э. д. с. микрофона усиливается и преобразуется в напряжение постоянного тока, которое подается на вход электронного автоматического потенциометра. Потенциометр измеряет и регистрирует величину напряжения и косвенно загрузку второй камеры шламом, а также его вязкость. С реостатного преобразователя автоматического потенциометра сигнал поступает на вход электронного регулирующего прибора, управляющего исполнительным механизмом, который установлен на кране трубопровода.
Измерителем расхода воды служит дифманометр. От него сигнал поступает на электронный регулирующий прибор, который и обеспечивает стабилизацию расхода воды в заданном объеме. Исполнительный механизм включается только тогда, когда величины регулируемых параметров — расход воды или шум — в зоне шламообразования выходят за пределы нечувствительности регулирующего прибора.
При изменении частоты шума в зоне шламообразования регулятор автоматически изменяет расход подаваемой в мельницу воды. При стабильном давлении в трубопроводе и достаточно линейной характеристике крана обратную связь через расходомер заменяют жесткой обратной связью от исполнительного механизма, перемещающего кран. Если расход воды изменяется в результате изменения давления в водопроводной магистрали, то регулятор восстанавливает заданный расход воды.
При работе рассмотренного каскада регулирования в качестве самостоятельного регулятора влажности необходимо периодически изменять его задания, поскольку происходит постоянный «уход» вязкости шлама от заданной величины. С этой целью в схеме предусмотрен каскад регулирования, состоящий из вискозиметра и регулирующего прибора прерывистого действия. Такой регулятор при большом запаздывании и плавном изменении регулируемой величины (что наблюдают при применении промежуточного каскада) позволяет улучшить динамическую характеристику регулирования".
В последние годы институт ВИАСМ проводит работы по созданию усовершенствованной системы управления процессом мокрого помола сырья в мельницах при помощи УВМ. Для этой цели использована УВМ «Днепр-1». Она позволяет вводить информацию от релейных частотных, а также аналоговых преобразователей, обладающих унифицированным выходом 0–5 мА. В принятой схеме УВМ воздействуют на параметры настройки системы автоматизации, поддержания их оптимальными в соответствии с принятым алгоритмом управления. В связи с тем что с течением времени необходимо корректировать коэффициент передачи и задания системы регулирования из-за изменения свойств подаваемого материала, перегрузки мельницы, уменьшения во времени шаровой загрузки, с выходных устройств УВМ в систему регулирования подаются корректирующие сигналы. .
Управляющее воздействие для изменения коэффициента передачи подается с аналогового выхода УВМ на вход автоматического, самопишущего потенциометра с реостатным задатчиком. Напряжение прямого сигнала электроакустического преобразователя, зависящее от положения реостатного задатчика автоматического потенциометра, суммируется с напряжением сигнала обратной связи по расходу регулируемого компонента (воды или материала) и с напряжением управляющего воздействия от УВМ по изменению задания. Суммарный сигнал поступает на вход регулируемого прибора. Основные преимущества этой схемы заключаются в том, что использована аппаратура, серийно выпускаемая промышленностью.
Контроль влажности материала
Одним из технологических параметров характеризующих режим мокрого способа производства, является влажность материала на выходе из цепной завесы. Она обусловливает гранулометрический состав материала, скорость движения его в последующих зонах, интенсивность теплопередачи от газа к материалу, пылеунос из печи. Непрерывная информация о влажности материала за цепной завесой необходима для опережающего контроля в системе управления печью.
Для технологических линий сухого способа производства важным параметром является степень декарбонизации материала после запечных теплообменных устройств. Использование этого параметра позволит системе управления заранее воздействовать в нужном направлении на подаваемое в декарбонизатор или печь топливо.
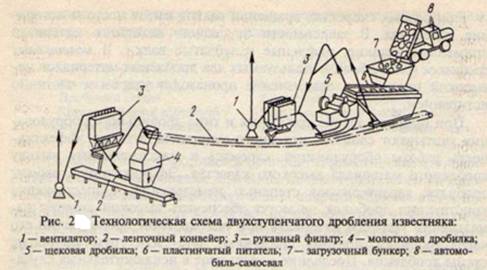
Контроль этого параметра производится нейтронным методом, заключающимся в использовании замедления нейтронов при их упругом рассеянии на ядрах атомов водорода (контроль влажности) или углерода {контроль степени декарбонизации). Нейтронный метод положен в основу разработанного Гипроцементом и ВНИИРТом (Всесоюзным научно-исследовательским институтом радиационной техники) нейтронного влагомера НИВА-2 (рис. 5).
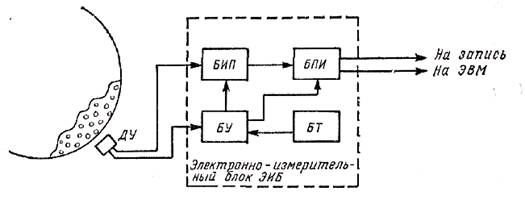
Рис.5 Нейтронный влагомер НИВА-2
Основу данного влагомера составляют детектирующее устройство (ДУ), устанавливаемое у корпуса печи, и электронно-измерительный блок.
Детектирующее устройство состоит из плутоний-берллиевого источника быстрых нейтронов с выходом порядка 105 нейтрон/с, четырех высокоэффективных гелиевых счетчик медленных нейтронов типа СИМ-18-1 и электронного блока усиления и формирования импульсов. Электронно-измерительный блок выключает в себя измерительно-пересчетный блок (БИП), блок таймера (БТ), блок управления (БУ) и блок преобразований индикация (БПИ), с выхода которого сигнал поступает на вход ЭВМ и на вторичный прибор.
Пределы измерения влажности, но шкале прибора 3—25 %, основная погрешность 1,5%. Устройство с 1977 г. эксплуатируется на трех печах Себряковского цементного завода. В дальнейшем оно было усовершенствовано НПО Промавтоматика путем перевода электронно-измерительного блока на микросхемы и модернизации ряда устройств; оно получило название НИВА-2М. Применение его на Себряковском заводе и в ПО Акмянцементас дает экономический эффект в 8—10 тыс. руб. в год на одну печь.
Особенностями АСУТП помола сырья являются:
алгоритм управления процессом в переходных режимах, необходимый для ввода технологического процесса в режим после пуска мельницы и подачи в нее сырья, а также при длительных перебоях в его поступлении;
алгоритмы диагностики ряда нарушений технологического процесса, таких как “завал”, “замазывание” и др.;
увеличение числа и централизация сигналов технологических параметров — как дискретных, так и аналоговых, и вывод их на дисплей и печать
возможность использования в АСУТП более сложных законов регулирования;
оптимальное управление, гарантирующее лучшее качество управления процессом;
реализация непосредственного цифрового управления (НЦУ) исполнительными механизмами, управляющими подачей сырья и воды в мельницу. Исходной информацией в АСУТП являются дискретные сигналы о работе мельницы и вспомогательных механизмов, поступлении сырья в мельницу и др., а также аналоговые сигналы о расходе воды и сырья, загрузке мельницы материалом, вязкости шлама, токе нагрузки и активной мощности главного привода.
Требования к автоматизированным системам контроля и управления
текущий контроль технологических параметров;
обнаружение нарушений технологического процесса и аварийных ситуаций;
расчет средних за определенный период значений показателей работы мельницы, а также среднеквадратичных отклонений;
регистрация и учет времени работы оборудования и перебоев в подаче сырья.
Уровень загрузки мельницы в зоне дробления, с помощью усилительно-преобразующего блока УПБ1.
Уровень загрузки и состояния материала в зоне шламообразования с помощью УПБ2.
Вязкость сырьевого шлама - ротационным вискозиметром РВ.
Расход воды - дифманометром ДМ.
Расход известняка - положение ножа исполнительного механизма ИМ., или положением индукционного датчика весов.
В системе управления процессом реализован контур управления загрузкой мельницы сырьем и расходом воды по косвенным переменным. В контуре управления расходом воды учитываются показания индикатора вязкости на выходе из мельницы, и осуществляется самонастройка этого контура.
Каскад управления загрузкой сырьем и расходом воды по косвенным переменным (вибрационным сигналам) обеспечивает удовлетворительную компенсацию значительной части высокочастотных возмущений. Каскад управления с использованием показании индикатора вязкости шлама компенсирует низкочастотные возмущения, не воспринимаемые промежуточным сигналом.
На рисунке представлена блок-схема КТС АСУТП. На экран дисплея оператор может о любой момент вывести интересующую его информацию о любой мельнице; на печатающем устройстве в конце смены производится распечатка технико-экономических показателей работы системы и агрегатов цеха за 8 ч.
Для получения таких положительных эффектов автоматическая система регулирования должна удовлетворять следующим требованиям:
• Обеспечить статическую ошибку - не более 0,05 %.
• Максимальное перерегулирование σ, – не более 10 %.
• Время регулирования tр - не более 50 с.
• Время нарастания – не более 15 с.
• Запас устойчивости по амплитуде - не менее 10 дБ.
• Запас устойчивости по фазе - от 30 до 80 град.
Раздел автоматизации
Исходные данные к проекту:
1. Регулируемая величина: Влажность шлама.
2. Объект автоматизации: Трубная шаровая мельница.
3. Исходные данные для идентификации объекта автоматизации –dan(301:400)
4. Интервал измерения (время дискретизации) – ТS= 3 с.
5. Передаточные функции:
• Датчика: Кg = 3.
• Регулируемого органа: Кро = 0,03.
• Исполнительного механизма: ![]()
Обоснование по выбору новой структуры модернизируемой системы автоматизации:
В исходную схему системы автоматического регулирования влажности шлама в трубной шаровой мельницы мы добавляем ПИД-регулятор для выполнения требований предъявленных к данной системе.
Из общего процесса регулирования, выбираем контур регулирования влажность шлама.
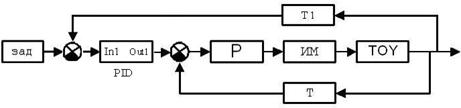
На основе функциональной схемы контура регулирования САР процесса регулирования влажности шлама в трубной шаровой мельнице, составим структурно-функциональную схему, для определения автоматического регулятора, рис. 6 .
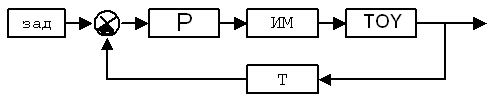
Рис. 6 . Структурно-функциональная схема контура регулирования САР процесса регулирования влажности шлама
На структурно-функциональной схеме приняты следующие обозначения:
Зад – задатчик влажности
Р – регулирующий орган
ИМ – исполнительный механизм
ТОУ – технологический объект управления
Т – датчик влажности
Для анализа САР процесса регулирования влажности шлама в трубной шаровой мельницы, составим алгоритмическую схему.
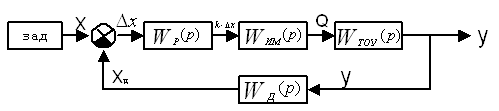
Рис.7. Алгоритмическая схема контура регулирования САР процесса регулирования влажности шлама в трубной шаровой мельницы
Для большинства элементов системы автоматизации, математические модели статических и динамических свойств известны:
Датчика: Кg = 3.
Регулируемого органа: Кро = 0,03.
Исполнительного механизма: ![]()
Из-за недостаточной изученности ТОУ, для получения его математической модели, воспользуемся статическими данными, полученными экспериментально, т.е. проведем идентификацию объекта автоматизации.
Идентификация объекта автоматизации
После проведенного эксперимента в файле “data” хранятся 2000 значений переменных величин:
U – расход воды.
Y – влажность шлама.
Измеренных с временным интервалом ts = 3 с
Объединим полученные данные в единый файл данных “dan3”:
>> ts = 3
>> dan3 = iddata (y(301:400), u(301:400), ts)
Для наглядности данных сформированного файла, обозначим переменные:
>> dan3.outputn = 'Влажноcть шлама'
>> dan3.inputn = 'Расход воды'
После чего, можно посмотреть полную информацию о файле:
>> get(dan3)
Для графических представлений данных можно воспользоваться командой:
>>plot(dan3)
Для дальнейшего использования исходных данных необходимо провести предварительную обработку этих данных с целью удаления тренда из набора данных и, если необходимо, отфильтровать данные с помощью средств имеющихся в пакете SID, а также разделить данные на две половины: dan3v и dan3e. Первая часть данных используется MATLAB для построения модели объекта, а вторая часть для проверки адекватности полученной модели.
>> ident
Введем данные в GUI (Графический Интерфейс Пользователя), выбрав позицию: Data → Inport → Iddata object
Произведем предварительную обработку данных выбрав кнопку Preprocess → Quick start
Параметрическое оценивание эксперимента
Нажав клавишу “Estimate”, во вкладке “Parametric Models” выбираем модели параметрического оценивания. (Выбираем все модели)
Проверяем их на адекватность “dan3e”
Выбираем модель с наилучшими показателями адекватности (в моем случае это модель “arx443”)
Преобразование модели
Полученная модель представлена, в так называемом “θ-формате”, внутренним видом матричной модели “Matlab”, и является дискретной. Преобразование модели сводится к тому, чтобы получить модели удобные для использования в анализе и синтезе САР.
1. Преобразование из “θ-формата”, в векторы коэффициентов полиномов A(z) и B(z):
>> [A,B]=th2arx(arx443)
2. Для получения числителя и знаменателя, воспользуемся командой:
>>[num,den]=th2tf(arx443)
3. Чтобы увидеть дискретную передаточную функцию, воспользуемся командой:
>>zdan3=tf(num, den, ts)
![]()
4. Преобразуем дискретную модель “θ-формата” в непрерывную:
>> sdan3 = thd2thc(arx443)
5. Получим передаточную функцию непрерывной системы:
>>[n,d]=th2tf(sdan3)
>> sysdan3 = tf(n,d)
![]()
Динамические характеристики объекта
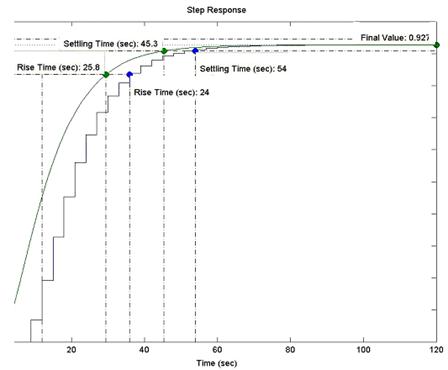
Переходная характеристика
|
Установившееся значение – 0,927
Время переходного процесса: Непрерывная модель – 45,3 с
Дискретная модель – 54 с
Время регулирования: Непрерывная модель – 25,8 с
Дискретная модель – 24 с
Частотная характеристика
Определим частотные характеристики с помощью команд “Matlab”:
>>bode (sysdan3)
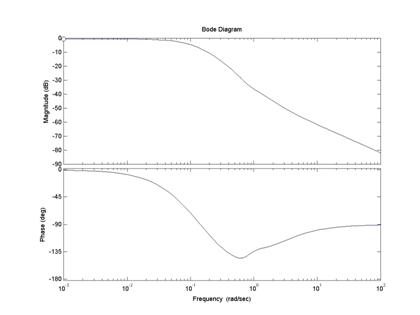
Рис.9. Частотные характеристики
>> [Gm,Pm,Wcg,Wcp]=margin(sysdan3)
где Gm – значение запаса устойчивости по амплитуде в натуральной величине на частоте Wcg
Pm – значение запаса устойчивости по фазе на частоте Wcp
Для перевода в логарифмический масштаб используем команду:
>> Gmlog = 20*log10(Gm)
Управляемость и наблюдаемость
Для решения задач анализа и синтеза системы управления важно знать, является ли объект управляемым и наблюдаемым.
Объект называется вполне управляемым, если при любом управляющем воздействии его можно перевести их какого-то начального состояния в заранее заданное конечное состояние.
Чтобы объект был вполне управляемым, необходимо и достаточно, чтобы ранг матрицы управляемости равнялся размерности вектора состояния.
Для определения управляемости необходимо воспользоваться матрицами модели в пространстве состояния.
>> [A,B,C,D] = ssdata(sysdan3)
>> Mu = ctrb(A,B)
>> n = rank(Mu)
В нашем случае ранг матрицы управляемости равен 4 и размерность вектора состояния равна 4.
ВЫВОД: объект управляем
Наблюдаемость объекта заключается в возможности выяснить состояние объекта (вектора фазовых координат) по измеренным значениям выходной переменной на некотором временном интервале.
Объект называется вполне наблюдаемым, если по реакции на выходе объекта, можно определить начальное состояние вектора переменных состояний являющихся фазовыми координатами объекта.
>> My = obsv(A,C)
>> m = rank(My)
В нашем случае ранг матрицы наблюдаемости равен 4 и размерность вектора состояния равна 4.
ВЫВОД: объект наблюдаем
Анализ системы автоматизации процесса мокрого помола сырья в трубной шаровой мельнице до внедрения ПИД-регулятора
Составим САР влажности шлама в программе Simulink (рис.10).
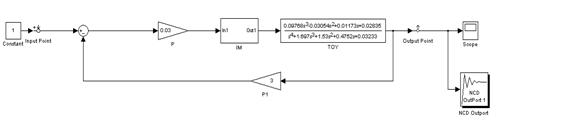
Была получена переходная характеристика (рис.11), из которой видно, что система не удовлетворяет предъявленным к ней требованиям, а именно статическая ошибка более 96%, время нарастания 21,4 с вместо предъявленных 15с.
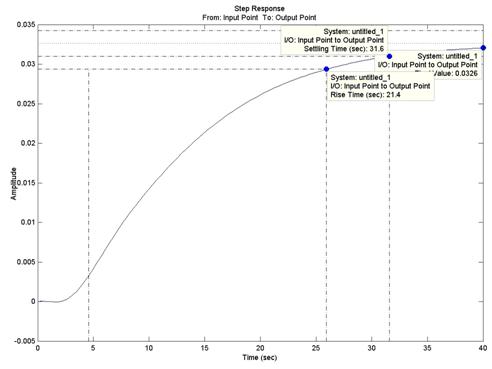
Рис.11.Переходная характеристика САР автоматизации процесса мокрого помола сырья в трубной шаровой мельнице до внедрения ПИД-регулятора.
Для выполнения предъявленных требований в исходную схему системы автоматического регулирования влажности шлама мы добавляем ПИД-регулятор и устанавливаем дополнительный датчик влажности. С помощью данного регулятора и дополнительного датчика влажности, мы обеспечиваем заданную статистическую ошибку, время регулирования и нарастания, а также обеспечиваем необходимые запасы устойчивости по амплитуде и по фазе.
Анализ системы автоматизации процесса мокрого помола сырья в трубной шаровой мельнице с ПИД-регулятора
Составим функциональную схему с установленным дополнительный датчиком влажности.
На основе функциональной схемы контура регулирования САР процесса регулирования влажности шлама в трубной шаровой мельнице, составим структурно-функциональную схему, для определения автоматического регулятора
Структурно-функциональная схема контура регулирования САР процесса регулирования влажности шлама.
Составим САР влажности шлама в трубной шаровой мельнице с ПИД-регулятором (рис.12 ).
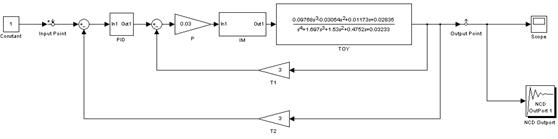
Рис.12. САР влажности шлама в трубной шаровой мельнице, с добавленным в нее ПИД-регулятором.
Коэффициенты усиления в ПИД-регуляторе обозначим kp, ki и kd. В строке Matlab приравняем все эти коэффициенты единице. После запуска программы заходим в NCD блок и выставляем требуемые значения (рис.13 ):
Время регулирования – 50 с
Максимальное перерегулирование – не более 10%
Время нарастания – не более 15 с
Статическая ошибка – менее 0,05%
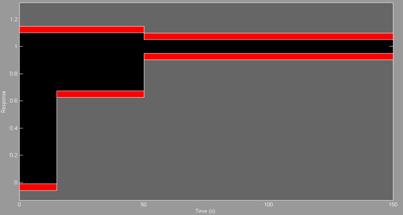
Рис.13. NCD блок с выставленными заданными значениями.
В меню Optimization выбираем Parameters, где задаем варьируемые величины – kp, ki и kd, а также указываем время дискретизации – 3 с. Нажимаем кнопку Start. Программа начинает подирать коэффициенты kp, ki и kd таким образом, чтобы переходной процесс системы удовлетворял требованиям.
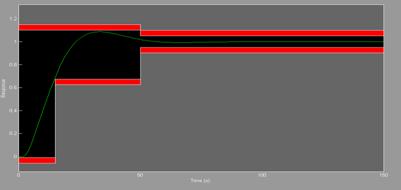
Рис.14. NCD блок с оптимальным вариантом переходного процесса.
В LTI Viewer смотрим переходную характеристику (рис.15) и частотные характеристики (рис. 16 ).
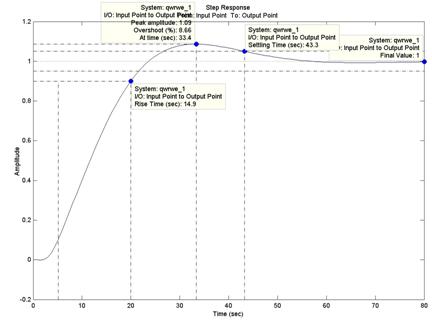
Рис.15. Переходная характеристика САР влажности шлама (с ПИД-регулятором)
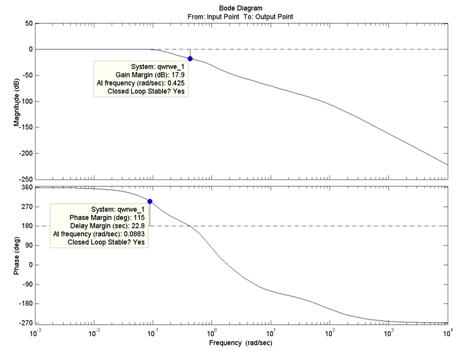
Рис.16. Амплитудно-частотная характеристика АСР влажности шлама
Из переходной характеристики (рис.15) видно, что система удовлетворяет предъявленным к ней требованиям:
Время нарастания – 14,9 с (в задании – не более 15 с)
Время регулирования – 43,3 с (в задании – 50 с)
Максимальное перерегулирование – 8,66% (в задании – не более 10%)
Статическая ошибка – 0 (в задании – менее 0,05%)
Из рис. определяем запасы устойчивости по амплитуде и по фазе:
∆L = 17,9 дБ
φ = 1150
Данные значения нас также устраивают. Для полной определенности системы в рабочей области Matlab смотрим значения коэффициентов kp, ki и kd:
kp = 19.043
ki = 2.8916
kd = 0.79524.
По годографу Найквиста (рис.17) также видно, что система устойчива.
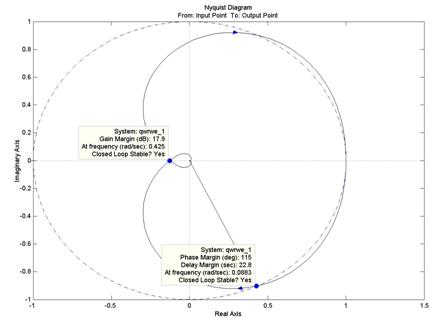
Рис.17. Годограф Найквиста
Заключение
Для заданной системы автоматического регулирования влажности шлама в трубной шаровой мельнице при максимальной производительности мы подобрали ПИД-регулятор, который помог нам добиться требуемого результата:
Время нарастания мы получили равным 14,9 с (в задании – не более 15 с)
Время регулирования – 43,3 с (в задании – 50 с)
Максимальное перерегулирование – 8,66% (в задании – не более 10%)
Статическую ошибку снизили до 0 (в задании – менее 0,05%)
Запас устойчивости по амплитуде равен 17,9 дБ
Запас устойчивости по фазе – 1150
Сравнив полученные данные с предъявленными требованиями к системе можно сделать вывод, что автоматизация процесса мокрого помола сырья в трубной шаровой мельнице при максимальной производительности можно назвать успешной, так как полученная система полностью удовлетворяет всем выдвинутым требованиям. Внедрение ПИД-регулятора можно считать целесообразным, с его помощью удалось уложить систему в требуемые рамки.
Список используемой литературы
1. А.С. Боронихин, Ю.С. Гризак «Основы автоматизации производства и контрольно-измерительные приборы на предприятиях промышленности строительных материалов», 1974г.
2. И.Б.Гинзбург «Автоматическое регулирование в промышленности строительных материалов», 1974г.
3. Н.Н.Иващенко «Автоматическое регулирование», 1978г.
4. Трушин Ю.М. «Автоматизация производственных процессов в строительстве Бетона », 1980г.
5. Воробьев В.А. « Автоматизация технологических процессов и производств в строительстве », 1989 г.
6. Артамонов К.В. « Автоматизация технологических процессов в промышленности строительных материалов», 1977г.
Похожие работы
... кварца 575 °С, связанного со скачкообразным изменением объема материала.. Толстостенные изделия, такие как фарфоровая посуда для общественного питания, можно обжигать однократно, минуя первый обжиг. На Минском фарфоровом заводе утильный обжиг производится в следующих печах: полые изделия обжигаются в печи ЛЕР, а плоские изделия в печи типа ПОК. Температурные режимы печей приведены в приложении. ...
... колебаний температуры внутри печи, а также от химического и механического воздействия обжигаемого материала. Интенсификация процессов обжига. Печные агрегаты – самое энергоемкое оборудование. В производстве цемента на их долю приходится около 80 % затрат тепловой и электрической энергии. Добиваясь снижения этих затрат, конструкции печей непрерывно совершенствуют, изыскиваю пути интенсификации ...
... дней по 24 часа в сутки (8088); 5. силосно-упаковочное отделение – 365 дней по 24 часа в сутки (8760); Расчет производительности цеха и потребности в сырье для выполнения производственной программы Составление материального баланса цементного завода. Исходные данные при расчете: Способ производства – мокрый Годовая производительность цеха – 1200000т. по клинкеру Состав портландцемента: ...
... работающих с декарбонизатором, удельная производительность увеличивается в двое и более при практически одинаковом расходе топлива (3200 – 3300 кДжкг клинкера). Как уже указывалось сырьевую муку при сухом способе производства можно обжигать во вращающихся печах, работающих в сочетании с конвейерными кольцинаторами, а так же в шахтных печах. В том и в другом случаях муку до поступления на обжиг ...
0 комментариев