Министерство образования и науки Украины
Одесская государственная академия строительства и архитектуры
Кафедра ПАТСМ
Пояснительная записка
к курсовой работе по дисциплине:
«Технология отделочных материалов»
Выполнил: ст. гр. 53С
Голышев А.А.
Проверила:.
Москалева К.М.
Одесса
2010
Содержание
Введение
Номенклатура изделий
Характеристика используемого сырья
Технологическая схема производства асбестовых листов
Режим работы цеха и отделений
Расчет производительности цеха
Подбор основного технологического оборудования
Контроль качества сырья и готовой продукции
Техника безопасности и охрана труда при производстве ОМ
Список использованных источников
I. Введение
Материалы, применяемые для отделки строительных конструкций и сооружений, домов и квартир, должны защищать их от воздействия окружающей среды, придавать завершающее архитектурное оформление, создавать особые санитарно-гигиенические условия, уменьшающие запыление, загрязнение, увлажнение, защиту от шума и др.; обеспечивать возможность восстановления поверхности отделки. А также отвечать эстетическим запросам владельца здания, дома, помещения. И, в конце концов - удовлетворять типовому архитектурному стилю, принятому в данной местности. Во всем мире резко увеличивается объем производства отделочных материалов, расширяется ассортимент, повышаются качество и выразительность, столь необходимые современному городу, общественным зданиям и жилищу.
Разнообразные отделочные материалы и изделия, применяемые в современном строительстве, классифицируют по технологическому признаку: лакокрасочные материалы, изделия из природного и искусственного камня, керамики, стекла, металлов, лесных материалов, полимеров и др. А так же и по архитектурно-строительным видам (материалы для наружной отделки; внутренней отделки; покрытия полов; специальных целей). Ряд материалов и изделий применяют для отделки, как внутренних интерьеров, так и фасадов зданий, предъявляя к ним повышенные эксплуатационные и эстетические свойства. Среди эксплуатационных свойств важнейшими являются санитарно-гигиенические, создающие в помещениях здоровые условия для жизни, работы и отдыха, а также огнестойкие, токсикологические, радиационные характеристики, удовлетворяющие соответствующим нормам. Условиями высокого эстетического качества являются подчинение отделки законам красоты, гармонии, художественного вкуса, образная передача цветового тона, чистоты, насыщенности цвета, цветового рисунка, структурно-текстурных особенностей материала.
Решающее влияние на техническую и экономическую эффективность отделочных материалов оказывают фактический срок службы, эксплуатационные расходы на текущие и капитальные ремонты, а также общий срок службы с учетом морального старения. Зачастую это и определяет выбор того или иного отделочного материала.
Номенклатура изделий
Номенклатура асбестоцементных изделий насчитывает свыше 40 наименований. Они могут быть разделены на следующие основные группы: профилированные листы — волнистые и полуволнистые для кровель и обшивки стен; плоские плиты — обыкновенные и офактуренные или окрашенные для облицовки стен; панели кровельные и стеновые с теплоизоляционным слоем; трубы напорные и безнапорные и соединительные муфты к ним; специальные изделия (архитектурные, санитарно-технические, электроизоляционные и т. д.).
Асбестоцементные листовые конструкции применяют во всех климатических зонах России и объем их производства обеспечивает нужды строительства. Объем производства сборных асбестоцементных конструкций удовлетворяет только 6—7% потребности в них.
Дальнейшая индустриализация строительства, снижение трудо- и материалоемкости, повышение долговечности и надежности асбестоцементных конструкций требуют увеличения размеров волнистых листов до 6 м, организации производства окрашенных и армированных листов, плоских прессованных листов, погонажных элементов для каркасов панелей.
Профилированные листы изготовляют из асбестоцемента волнистыми (обыкновенного и усиленного профиля) и полуволнистыми.
Листы волнистые имеют форму прямоугольника с шестью (восемью) волнами, направление гребней которых совпадает с направлением большой стороны прямоугольника. Длина волнистых листов обыкновенного профиля (ВО) – 1200мм, ширина - около 700мм и толщина - 5,5 мм. Листы волнистые усиленного профиля (ВУ) несколько толще, что позволяет изготовлять их больших размеров. Длина их – 2800 мм, ширина - около 1000 мм и толщина - 8 мм. В последние годы разработан новый тип асбестоцементных волнистых листов - СВ-40-250 размером 2500x1150x6 мм. По сравнению с ранее выпускаемыми листами ВО, эти листы имеют большую полезную площадь и меньший расход асбестоцемента на 1 м2 полезной площади.
Листы, профилированные должны быть строго прямоугольной формы, без трещин и отколов. Профилированные асбестоцементные листы применяют для устройства кровель, облицовки стен, ограждений балконов и т.п. Плоские облицовочные асбестоцементные плиты выпускают непрессованными и прессованными повышенной прочности толщиной 4-10мм, шириной до 1600 мм и длиной до 2800 мм. В процессе формования их лицевую поверхность отделывают в зависимости от назначения декоративным асбестоцементным слоем, окрашивают водостойкими эмалями, полируют, а также делают рельефной, имитирующей керамическую глазурованную плитку. Плиты, окрашенные водостойкими эмалями, в последнее время с успехом применяют для облицовки панелей, потолков, стен санитарных узлов и кухон жилых и общественных зданий.
Асбестоцементный шифер - недорогой, легкий в монтаже и один из самых известных кровельных материалов. Волнистые асбестоцементные листы (шифер) являются самым распространенным кровельным материалом. До недавнего времени их размеры были относительно небольшими: листы обыкновенного профиля ВО имели размер в плане 1200X680 мм и массу около 9 кг. В настоящее время их выпуск почти повсеместно прекращен и начато производство крупноразмерных асбестоцементных листов волнистого профиля.
Наиболее массовыми для сельского домостроения являются асбестоцементные листы УВ размером в плане 1750*25 мм. Каждый из них покрывает около 1,5 м2 крыши и по сравнению с мелкоразмерным листом ВО имеет в 2 раза меньше стыков.
Современные асбестоцементные кровельные листы - шифер, для повышения их декоративных свойств и увеличения срока службы, окрашивают. Окрашивание производится силикатными красками или красками на фосфатном связующем, с использованием различных пигментов. В прошлом асбестоцементные листы (шифер) имели либо безликий, серый оттенок, либо могли быть красного или зеленого цвета. В настоящее время шифер производится самых различных цветов: красно-коричневого, шоколадного, кирпично-красного, желтого (охра), синего и др. Краска, которой покрывают готовые листы шифера, образует защитный слой, предохраняющий изделие от разрушения, снижающий его водопоглощение и повышающий морозостойкость. Такой защитный слой уменьшает объем выделений асбеста в окружающую воздушную среду и увеличивает срок службы шифера в 1,3 - 1,5 раза.
Плоский шифер уже отходит с потребительского рынка, его недостатки все-таки перебороли его достоинства: укладка усложняется благодаря малым размерам (400x400 мм) и ограничивается углом уклона от 30°. Но и внешний вид плоской шиферной кровли оставляет желать лучшего, его проще заменить на оптимальные для таких уклонов нарядные черепицу и ее интерпретаторы (металлочерепицу и битумную черепицу).
Характеристика используемого сырья
Асбестом называют группу минералов, имеющих волокнистое строение и при механическом воздействии способных распадаться на тончайшие волокна. В производстве асбестоцементных листов применяют хризотил-асбест. Мировая добыча хризотил-асбеста составляет 95%, а вся группа кислотостойких асбестов — не более 5%. Химический состав хризотил-асбеста выражается формулой 3MgO-2Si02-2H20, т. е. он является гидросиликатом магния. Молекулы асбеста прочно связаны между собой лишь в одном направлении, боковая же связь с соседними молекулами крайне слаба. Этим свойством объясняется очень высокая прочность асбеста на растяжение вдоль волокон и хорошая распушаемость — расщепление поперек волокон. Диаметр волокна хризотил-асбеста колеблется от 0,00001 мм до 0,000003 мм.
Асбест обладает большой адсорбционной способностью. А в смеси с портландцементом при смачивании водой он адсорбирует (т. е. хорошо) удерживает на своей поверхности продукты гидратации цемента, связывающие волокна асбеста, поэтому асбестоцемент является как бы тонкоармированным цементным камнем. Хризотил-асбест не сгораем, однако при температуре 0°С он начинает терять адсорбционную воду, предел прочности при растяжении снижается до 10%, а при 368°С испаряется вся адсорбционная вода, что приводит к снижению прочности на 25-30%. После охлаждения асбест восстанавливает из воздуха потерянную влагу и прежние свойства. При нагревании асбеста до температуры более 550°С удаляется вся химически связанная вода, теряются эластичность и прочность, асбест становится хрупким, и после охлаждения свойства его не восстанавливаются. При температуре около 1550°С хризотил-асбест плавится. Асбест имеет малую тепло- и электропроводность, высокую щелочестойкость, однако кислоты его легко разрушают.
Качество асбестоцементных листов во многом зависит от качества асбеста и тонкости помола цемента. В соответствии с ГОСТом качество хризотил-асбеста характеризуется следующими показателями:
· текстурой (степень распушаемости волокон);
· средней длиной волокна, эластичностью, влажностью;
· степенью засоренности пылью.
Большое влияние на качество продукции оказывает длина волокон асбеста. Это основной признак деления асбеста на сорта. Чем больше средняя длина волокон, тем выше сорт. Для производства асбестоцементных изделий применяют коротковолокнистый асбест—3, 4, 5 и 6 сортов с длиной волокон от 10 мм до нескольких сотых мм, а содержание их составляет 50-24 % по массе, остальные 50-76 % приходятся на долю пылевидных и других неволокнистых частиц. Иногда часть асбеста (10-15%) заменяют базальтовой или шлаковой минеральной ватой.
Асбест с недеформированными волокнами, размер которых в поперечнике более 2 мм, условно называют «кусковым» асбестом, а менее 2 мм — «иголками». «Распушенным» называют асбест, в котором волокна тонки, деформированы и перепутаны. Частицы сопутствующей породы крупностью более 0,25 мм носят название «галь», а менее 0,25 мм — «пыль».
Портландцемент М400. В качестве вяжущего компонента при производстве асбестоцементных листов используют специальный портландцемент для асбестоцементных изделий. В данном случае применяется портландцемент М400. Такой цемент характеризуется быстрым нарастанием прочности как в начале, так и в последующие сроки твердения, замедленным началом схватывания (не ранее 1,5 ч) и достаточно большой тонкостью помола, необходимой для того, чтобы создать значительную поверхность сцепления между цементом и тонко распушенными волокнами асбеста. Этот цемент содержит не менее 52% 3CaO-SiO2 и не более 8 % ЗСаО-А12Оз, в нем не должно быть минеральных добавок (кроме гипса). Нарастание прочности изделия должно происходить достаточно быстро для перехода полуфабриката в готовую продукцию. Для удовлетворения требований ГОСТ 9835—77 для производства асбестоцементных листов используют специальный портландцемент с удельной поверхностью 2200-3200 см2/г. Количество добавок в цементе устанавливают с согласия потребителя, но не более 3% (за исключением гипса). Гипс же добавляют для регулирования сроков схватывания в количестве не менее 1,5% и не более 3,5% от массы цемента.
Формование асбестоцементных изделий продолжается дольше, чем изделий из бетона. В связи с этим начало схватывания у цемента для асбестоцементных изделий должно наступать несколько позже, чем у обычного портландцемента, — не ранее 1,5 ч с момента затворения водой, а конец — не позднее 10 ч после начала затворения.
При изготовлении асбестоцементных листов применяют также специальные белый и цветные цементы.
Технологическая часть
В настоящее время существует три способа производства асбестоцементных изделий: мокрый способ — из асбестоцементной суспензии, полусухой — из асбестоцементной массы и сухой — из сухой асбестоцементной смеси. Наиболее широкое распространение получил мокрый способ. Два других применяют только в опытных установках.
Процесс производства асбестоцементных листов складывается из следующих основных технологических операций:
1) Транспортирование цемента в закрытые бункера по трубопроводу;
2) Дозировка цемента весовыми дозаторами;
3) Подача асбеста в расходные бункера с помощью электропогрузчика;
4) переемещение асбеста транспортером в расходный бункер;
5) Дозирование;
6) Первичная обработка шихты;
7) Обработка асбеста в гидропушителях при наличие большого количества воды;
8) Перекачка асбестовой суспензии в турбосмеситель и смешивание с цементом;
9) Перемешивание асбестоцементной массы;
10) Поступление массы в ковшовую мешалку;
11) Перемещение массы на валы сетчатых цилиндров листоформовочных машин (ЛФМ);
12) Формование листов;
13) Разрезка на листы заданных размеров;
14)Волнировка листов на механизированных линиях;
15) Предварительное твердение в конвейере.
16) Твердение в увлажнителе.
17) Перемещение на склад готовой продукции и окончательное твердение.
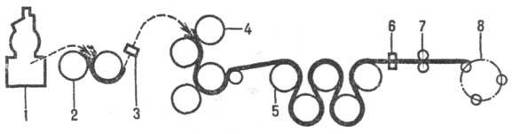
Описание технологической схемы производства асбестоцементных листов
Цемент транспортируется по трубопроводу в закрытые бункера и дозируется строго по весу весовыми дозаторами. Асбест складируется по сортам и маркам в закрытом помещении. Дозировка асбеста также осуществляется по весу согласно заданной шихты.
Асбест доставляют на заводы в бумажных мешках в железнодорожных вагонах. На заводе хранят в закрытом складе на деревянном полу в отдельных отсеках для разных марок и сортов. Если асбест поступил на склад в таре, то его можно хранить в штабелях. Над каждым отсеком или штабелем указывают сорт и марку асбеста.
Для изготовления изделий устанавливают состав смески асбеста. Так, для асбестоцементных волнистых листов, применяемых для покрытия кровель жилых зданий, смеска асбеста установлена следующая: 50% асбеста 5-го сорта, 50% асбеста 6-го сорта, причем общее содержание мягкой текстуры не должно превышать 50%, в том числе содержание в смеске асбеста М-60-40 не должно быть более 15%. Сорта асбеста и их процентное содержание в применяемых смесках нормируют специальными технологическими картами.
Далее асбест на специальных поддонах подаётся электропогрузчиком на площадку и загружается в расходные бункера раздельно по группам и маркам. Из них асбест по наклонным транспортёрам подаётся в весовые дозаторы, где собирается готовая шихта асбеста. По команде с пульта управления шихта высыпается из дозаторов и с помощью передаточных и наклонных транспортёров поступает на раздаточный транспортёр, откуда поступает в бегуны, где шихта подвергается первичной обработке (увлажнению, облипанию). Одновременно с погрузкой асбеста в бегуны, его увлажняют осветленной рекуперацией водой, с помощью специального мерника в количестве не менее 5л на 1кг сухого асбеста. Продолжительность обработки асбеста в бегунах 12-15 мин, влажность асбеста не менее 28-80%.
По окончании обработки асбест выгружается из бегунов без остатка. Далее асбест подвергается обработке в гидропушителях при присутствии большого количества воды с целью хорошей распушки. Время обработки 8 - 10 мин. Распушка асбеста не менее 80 - 90%. Распушка асбеста определяет в значительной мере качество продукции. Различают три вида распушки: сухую, мокрую и полусухую.
При сухом способе распушку производят на бегунах и пушителях. В бегунах разминаются пучки асбеста, нарушается связь между волокнами, а в пушителе (дезинтеграторе) происходит дальнейшее расщепление размятых пучков на отдельные волокна. Окончательно же распушиваются волокна асбеста в аппарате для приготовления асбестоцементной массы — голлендере. При мокром способе распушки асбест замачивают в воде 3-5 дней, затем смеску разминают на бегунах. Вода проникает в микрощели и оказывает расклинивающее действие, вследствие чего волокна распушиваются легче и лучше. Увлажнение асбеста повышает эластичность волокон, что увеличивает сопротивление излому при обработке на бегунах. В настоящее время для обминания асбеста все большее распространение получает валковая машина. В отличие от бегунов эта машина выпускает высококачественный обмятый асбест непрерывным потоком.
По окончании распушки асбестовая суспензия насосом перекачивается в турбосмеситель, где происходит смешивание с цементом. Количество цемента, загружаемого на один замес в смеситель 600- 800 кг.
Загрузка цемента в смеситель производится постепенно равномерными порциями из расходного бункера через весовой дозатор. По окончании загрузки цемента асбестоцементная масса перемешивается в течение 45 мин. Готовая масса самотёком поступает в ковшовую мешалку, предназначенную для бесперебойного питания. Масса в мешалке непрерывно перемешивается. Из ковшовой мешалки асбестоцементная масса поступает на валы сетчатых цилиндров листоформовочных машин (ЛФМ), на которых производится формование асбестоцементного макета полуфабриката. Формование листов производится на универсальной кругло - сетчатой трёхцилиндровой машине СМ 943. Асбестоцементный накат автоматически по достижении заданной толщины срезчиком снимается с формовочного барабана машины. Снятый накат ленточным транспортом подаётся к гильотинным ножницам которые разрезают на форматы размером 1750*10 мм.
Отводящим и питающим транспортёрами листы подаются на волнировщик, где подвергаются волнировке на механизированных линиях беспрокладочного формования СМ 115 и СМА 170 с применением ускоренного гидротермального твердения. В настоящее время применяют агрегаты для автоматического изготовления волнистых листов и укладывания их в стопку.
Листы после профилирования, имеющие внешние дефекты сбрасываются на стоящий транспортёр к мешалочным обрезкам для переработки.
Далее происходит процесс твердения в три стадии:
1. предварительное твердение в конвейере;
2. твердение в увлажнителе;
3. окончательное твердение на тёплом складе.
После увлажнителя переборщиком осуществляется комплектование стоп. Окончательное твердение изделий осуществляется на складе готовой продукции и далее на открытых площадях. На складе листы выдерживают семь суток, после чего происходит приём готовой продукции ОТК и испытание партий согласно ГОСТ 16233 70.
Режим работы технологической линии
Режим работы технологической линии характеризуется технологическими особенностями производства, количеством рабочих дней в году ![]() ), количеством смен в сутки (n), продолжительностью смены в часах (г).
), количеством смен в сутки (n), продолжительностью смены в часах (г).
Расчетный годовой фонд времени работы технологической линии определяем по формуле:
![]() =
= ![]()
![]()
![]() = 262 х 8 х 2 х 0,9=3772,8 час;
= 262 х 8 х 2 х 0,9=3772,8 час;
где: ![]() – коэффициент использования технологического оборудования (0,87…0,92).
– коэффициент использования технологического оборудования (0,87…0,92).
Итоговые данные по принятым режимам сводим в таблицу 1.
Табл. 1.
Режим работы цеха.
| № п/п | Наименование цехов, отделений | Количество рабочих дней в году, сут | Количество смен в сутки | Длитель-ность смены, час | Коэф- фициент использо вания технол. оборудов | Расчетный годовой фонд работы тех. оборуд. в час |
| 1. | 2. | 3. | 4. | 5. | 6. | 7. |
| 1. | Транспортирование сырья | 262 | 2 | 8 | 0,9 | 3772,8 |
| 2. | Дозирование | 262 | 2 | 8 | 0,9 | 3772,8 |
| 3. | Перемешивание в ковшевой мешалке | 262 | 2 | 8 | 0,9 | 3772,8 |
| 4. | Формование листов | 262 | 2 | 8 | 0,9 | 3772,8 |
| 5. | Разрезка на заданные размеры | 262 | 2 | 8 | 0,9 | 3772,8 |
| 6. | Волнировка | 262 | 2 | 8 | 0,9 | 3772,8 |
Рассчитываем суточную, сменную и часовую производительность технологической линии, используя заданную годовую производительность.
Суточную производительность определяем по формуле:
![]() =
=![]() =
=![]()
![]() ;
;
где: ![]() - годовая производительность цеха;
- годовая производительность цеха;
![]() - количество рабочих дней в году, сут.
- количество рабочих дней в году, сут.
Производительность в смену определяем по формуле:
![]() =
=![]() =
= ![]() ;
;
где: n - количеством смен в сутки.
Производительность в час определяем по формуле:
![]() =
=![]() =
= ![]() = 3,98
= 3,98 ![]() ;
;
где: ![]() – расчетный годовой фонд времени оборудования в часах.
– расчетный годовой фонд времени оборудования в часах.
| Наименование выпускаемого изделия | Производительность | |||
| в год | в сутки | в смену | в час | |
| Асбестоцементные листы (700х900х5 мм) | 15000 | 57,25 |
| 3,98 |
Полученные данные сводим в таблицу 2.
Подбор технологического оборудования для производства асбестоцементных листов
Выбор и расчет технологического оборудования зависит от часовой производительности каждой машины и коэффициента использования оборудования.
Требуемое количество машин рассчитываем по формуле:
М = ![]() ;
;
где: М – количество машин, шт.;
![]() – часовая производительность линии;
– часовая производительность линии;
![]() - часовая производительность машин выбранного типа;
- часовая производительность машин выбранного типа;
![]() - коэффициент использования оборудования во времени.
- коэффициент использования оборудования во времени.
![]() Количество валковых машин:
Количество валковых машин:
М = ![]() = 2,2
= 2,2 ![]() 3 шт.
3 шт.
2) количество голландеров:
М = ![]() = 2,95
= 2,95 ![]() 3 шт
3 шт
После подбора оборудования приводим их краткую характеристику. Полученные данные сводим в таблицу 3.
| №п/п | Наименование технологического оборудования | Марка, краткая характеристика оборудования | Мощность двигателя | Коэффици-ент использования оборудования | |
| Единич-ная | Общая | ||||
| 1. | Валковая машина | СМ-957. Количество валков – 7; размеры валков: диаметр – 0,4м; длина – 0,7м; число оборотов валков в сек. – 4,66; мощность электродвигателя в кВт – 40 и 0,4; Габариты в м: длина – 3,6; ширина – 2,35; высота – 2,345; масса в т – 9,8. |
40 кВт | 120Квт | 0,9 |
| 2. | Голландер | СМ-892(роторный); Габаритные размеры в м: длина – 4,32; ширина – 3,25; высота – 1,62; Масса в т – 10,7 |
40кВт | 120кВт | 0,9 |
| 3. | Листоформовочная машина | СМ-343А. Габаритные размеры в м: длина – 9,91; ширина – 4,08; высота – 3,85; Маса в т - 27 | 18,7кВт | 18,7кВт | 0,9 |
| 4. | Ротационные ножницы | СМ-275. Габаритные размеры в м: длина – 14,3; ширина – 3,89; высота – 1,6.Масса в т – 1,075; Мощность электродвигателя в кВт – 12,5. | 12,5кВт | 12,5кВт |
0,9 |
Контроль качества сырья и готовой продукции
Одними из основных этапов технологии изготовления отделочных материалов являются контроль за качеством поступающего сырья, за всеми технологическими операциями, а также контроль уже готовой продукции. Контроль качества исходного сырья заключается в следующем: каждую партию поступающего на завод сырья предприятие-поставщик должно снабжать паспортом, а непосредственно контроль ведет заводская лаборатория, которая проверяет их внешний вид, для каждого вида сырья отбирают пробы, проводят испытания и определяют соответствие показателей свойств с требованиями ГОСТа.
Результаты испытания и анализа лаборатория сообщает в отдел технического контроля, который дает разрешение на передачу сырья в производство или бракует его, т.е. возвращает сырье, обязательно со своими результатами испытаний, предприятию-поставщику.
К задачам контроля за технологическими процессами относят проверку очередности и правильности операции, расход сырьевых материалов и соответствие рецептуры, расход электроэнергии, пара, воздуха, размеров поперечного сечения выпускаемых изделий, их внешний вид и т.д.
Параметры всех технологических процессов задаются заводской лабораторией, контролируются отделом технического контроля, а также цеховыми лабораториями. Все контрольно-измерительные и весовые приборы периодически проверяются в соответствии с правилами.
Качество готовой продукции на соответствие с требованием ГОСТа или ТУ контролирует заводская лаборатория. Для характеристики внешнего вида материала, определения размеров, формы, а также проведения физико-химических и механических испытаний от каждой партии отбирают определенное его количество, затем из отобранной пробы материала в установленном порядке изготавливают требуемое количество образцов и подвергают их всем испытаниям, регламентированных ГОСТом, после чего дают заключение о его качестве.
Результаты испытаний включают в паспорт-документ, который сопровождает каждую партию, отгружаемой заказчику продукции и удовлетворяющий соответствие её требованиям стандарта.
Кроме результатов испытаний в паспорте указывают наименование, адрес предприятия-изготовителя, марку и сорт изделия, основные внешние признаки, массу или количество изделий в партии, дату изготовления и розничную цену.
Техника безопасности при производстве отделочных материалов
Как известно, некоторые отделочные материалы, связующие и другие составляющие пластические массы (кроме минеральных наполнителей и пигментов), обладают достаточной токсичностью и пожароопасностью.
Токсичные полимеры могут вызывать заболевания людей, занятых их переработкой. Эти материалы, а также продукты их разложения, которые образуются в процессе производства отделочных материалов, попадая в грунт, воду рек и озер, отравляют природный и животный мир.
Токсичными и горючими является и большинство пластификаторов, вредное воздействие на организм человека оказывают многие отвердители и стабилизаторы. Токсичными и взрывоопасными является большинство растворителей, ацетон, бензол, которые широко применяются в производстве красок и мастик. Заводы, выпускающие полимерные композиционные материалы, характеризуются следующими правилами охраны труда и противопожарной безопасности:
1) хранение и транспортирование токсичных сырьевых материалов только в плотно закрываемой таре;
2) категорически запрещается пользоваться источниками огня;
3) ограждены движущиеся части механизмов и машин, различных производственных емкостей: бункеров, резервуаров и т.д.;
4) надежная теплоизоляция установок и агрегатов, работающих при повышенных температурах;
5) обеспечение общей вентиляции всех рабочих помещений и в том числе местная у каждой машины и агрегата, при работе которых выделяются вредные вещества;
6) заземление всех электродвигателей, пусковых устройств и агрегатов для предотвращения образования статистического электричества и искр;
7) размещение в изолируемых помещениях технологических линий, связанных с токсичным выделением веществ и пыли.
Рабочие должны своевременно проходить инструктаж по технике безопасности и противопожарной технике, строго соблюдать правила личной гигиены, кроме того, рабочие снабжаются специальной одеждой и дополнительными средствами защиты. Также, на что следует обратить внимание, рабочие помещения должны быть снабжены материалами для медицинской помощи пострадавшим.
В целях защиты окружающей среды от загрязнения все вентиляционные выбросы и сточные воды, следует обязательно подвергать специальной чистке, которая исключала бы попадание в воздух, грунт и водоемы каких-либо загрязняющих веществ.
Список используемой литературы
1. Пахаренко В. А., Яковлева Р. А., Пахаренко А. В. «Переработка полимерных композиционных материалов» - К. : Издательская компания «Волна», 2006 – 552 с.
2. Почапский Н. Ф. «Технология строительных изделий из полимеров» - Киев – Донецк : Высшая школа, 1979 – 216 с.
3. Воробьев В. А. «Технология строительных материалов и изделий на основе пластмасс» - М.: Высшая школа, 1974 -472 с.
4. Рыбьев И. А. « Строительное материаловеденье» - М.: Высшая школа, 2002 – 701 с.
5. Сапожников М. Я., Дроздов Н. Е. «Справочник по оборудованию заводов строительных материалов – М.: Издательство лит. по строит., 1970 – 487 с.
6. Воробьев В. А., Андрианов Р. А. «Технология полимеров»,Учебник для вузов: - 2-е изд. перераб. – М.: Высшая школа, 1980 – 303 с.
7. Новиков В. У. «Полимерные материалы для строительства» - М.: Высшая школа, 1995 – 448 с.
8. Материаловедение. Отделочные строительные работы: Учебник для нач. проф. образования, В. А. Смирнов, Б. А. Ефимов, О. В. Кульков и др. – М.: ПрофОбрИздат, 2002 – 288 с.
Похожие работы
... области дизайна, представляет собой единство моды и признанного мирового качества. Благодаря новейшим технологиям и особенностям производства, коллекции натурального линолеума выделяются на рынке строительных и отделочных материалов целым рядом отличительных особенностей: · экологически чистый материал (состоит только из натуральных компонентов) · высокая износостойкость ...
... кремнезема в зернах заполнителя, а бетон с хлористыми солями – в железобетонных конструкциях. 3. Классификация качественных углеродистых сталей по назначению и их маркировка. Сталь – основной конструкционный материал, применяемый в строительстве. По химическому составу стали подразделяют на углеродистые и легированные. Углеродистые стали содержат железо, углерод и примеси (марганец, ...
... согласно рисунку художника, в широком понимании можно рассматривать как взаимодействие низкомолекулярных окрашенных соединений (красители или пигменты) с твердым бипористым (микро- и макропоры) дисперсным полимерным текстильным материалом. Как правило, это взаимодействие осуществляется в результате массопереноса окрашенного вещества в форме иона или незаряженной молекулы из внешней среды (фазы), ...
... дизайна. На упаковке вы найдете всю необходимую информацию для правильного приготовления и использования обойного клея. Б. ОРГАНИЗАЦИЯ И ПРОИЗВОДСТВО РАБОТ 1. Организация отделочных работ Организация штукатурных работ При выполнении штукатурных работ необходимо применять поточный способ их производства, расчленяя процесс этих работ на отдельные технологические операции, характер и ...
0 комментариев