Плазменная и микроплазменная сварка
Плазменная сварка — это та же сварка плавлением. Здесь действует тоже электрическая дуга. Но это уже сжатая дуга, которую позволяет получить специальная горелка, плазмотрон. Плазмотрон позволяет получить сжатую дугу с температурой до 30000°С.
Сущность метода
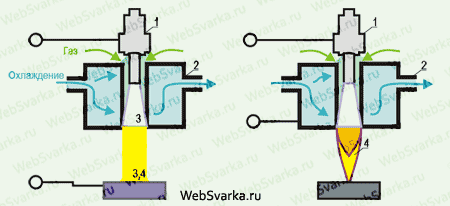
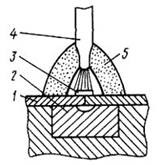
1 - вольфрамовый электрод - катод; 2 - канал сопла; 3 - столб дуги; 4 - поток плазмы
Подробная иллюстрация плазменной сварки
Сущность способа. Плазма - ионизированный газ, содержащий электрически заряженные частицы и способный проводить ток.
Ионизация газа происходит при его нагреве. Степень ионизации тем выше, чем выше температура газа. В центральной части сварочной дуги газ нагрет до температур 5000-30000° С, имеет высокую электропроводность, ярко светится и представляет собой типичную плазму. Плазменную струю, используемую для сварки и резки, получают в специальных плазматронах, в которых нагревание газа и его ионизация осуществляются дуговым разрядом в специальных камерах.
Вдуваемый в камеру газ, сжимая столб дуги в канале сопла плазматрона и охлаждая его поверхностные слои, повышает температуру столба. В результате струя проходящего газа, нагреваясь до высоких температур, ионизируется и приобретает свойства плазмы. Увеличение при нагреве объема газа в 50-100 и более раз приводит к истечению плазмы со сверхзвуковыми скоростями. Плазменная струя легко расплавляет любой металл.
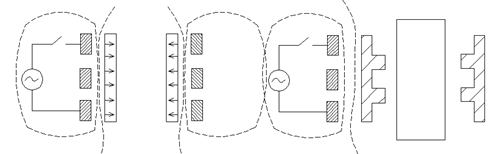
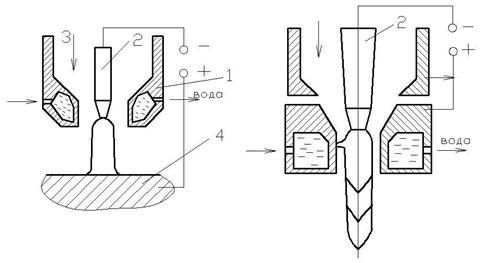
Дуговую плазменную струю для сварки и резки получают по двум основным схемам. При плазменной струе прямого действия изделие включено в сварочную цепь дуги, активные пятна которой располагаются на вольфрамовом электроде и изделии. При плазменной струе косвенного действия активные пятна дуги находятся на вольфрамовом электроде и внутренней или боковой поверхности сопла. Плазмообразующий газ может служить также и защитой расплавленного металла от воздуха. В некоторых случаях для защиты расплавленного металла используют подачу отдельной струи специального, более дешевого защитного газа. Газ, перемещающийся вдоль стенок сопла, менее ионизирован и имеет пониженную температуру. Благодаря этому предупреждается расплавление сопла. Однако большинство плазменных горелок имеет дополнительное водяное охлаждение.
Дуговая плазменная струя - интенсивный источник теплоты с широким диапазоном технологических свойств. Ее можно использовать для нагрева, сварки или резки как электропроводных металлов, так и неэлектропроводных материалов, таких как стекло, керамика и др. (плазменная струя косвенного действия). Тепловая эффективность дуговой плазменной струи зависит от величины сварочного тока и напряжения, состава, расхода и скорости истечения плазмообразующего газа, расстояния от сопла до поверхности изделия, скорости перемещения горелки (скорости сварки или резки) и т. д. Геометрическая форма струи может быть также различной (квадрат, ной, круглой и т. д.) и определяться формой выходного отверстий сопла.
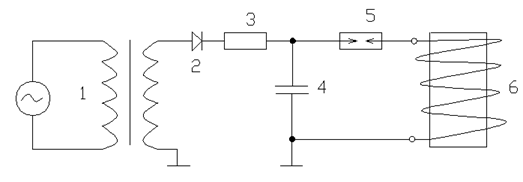
Техника сварки. Питание дуги, как правило, осуществляется переменным или постоянным током прямой полярности (минуя на электроде). Возбуждают дугу с помощью осциллятора. Для облегчения возбуждения дуги прямого действия используют дежурную дугу, горящую между электродом и соплом горелки.. Для питания плазмообразующей дуги требуются источники сварочного тока с рабочим напряжением до 120 В, а в некоторый случаях и более высоким; для питания плазматрона, используемого для резки, оптимально напряжение холостого хода источника питания до 300 В.
Плазменной струей можно сваривать практически все металлы в нижнем и вертикальном положениях, В качестве плазмообразующего газа используют аргон или гелий, которые также могут быть и защитными. К преимуществам плазменной сварки относятся высокая производительность, малая чувствительность к колебаниям длины дуги, устранение включений вольфрама в металле шва. Без скоса кромок можно сваривать металл толщиной до 15 мм с образованием провара специфической формы. Это объясняется образованием сквозного отверстия в основном металле, через которое плазменная струя выходит на обратную сторону изделия. Расплавляемый в передней части сварочной ванны металл давлением плазмы перемещается вдоль стенок сварочной ванны в ее хвостовую часть, где кристаллизуется, образуя шов. По существу процесс представляет собой прорезание изделия с заваркой места резки.
Плазменной струей можно сваривать стыковые и угловые швы. Стыковые соединения на металле толщиной до 2 мм можно сваривать с отбортовкой кромок, при толщине свыше 10 мм рекомендуется делать скос кромок. В случае необходимости используют дополнительный металл. Для сварки металла толщиной до 1 мм успешно используют микроплазменную сварку струей косвенного действия, в которой сила сварочного тока равна 0,1-10 А.
Резка плазменной струей основана на расплавлении металла в месте реза и его выдувании потоком плазмы. Плазменную струю используют для резки металла толщиной от долей до десятков миллиметров. Для резки металла малой толщины используют плазменную струю косвенного действия. При повышенной толщине металла лучшие результаты достигаются при плазменной струе прямого действия. При резке даже углеродистых сталей во многих случаях она более экономична, чем газокислородная, ввиду высокой скорости и лучшего качества реза.
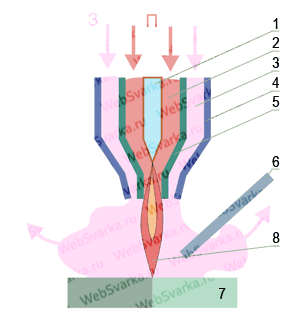
1 - Вольфрамовый электрод; 2 - канал для подачи плазмообразующего газа; 3 - канал для подачи защитного газа; 4 - керамическое сопло; 5 - сопло плазмообразующего канала; 6 - присадочная проволока; 7 - свариваемые детали; П - плазмообразующий газ; З - защитный газ.
В зависимости от металла в качестве плазмообразующих газов можно использовать азот, водород, аргоно-водородные, аргоно-азотные, азото-водородные смеси. Использование для резки смесей газов, содержащих двухатомные газы, энергетически более эффективно. Диссоциируя, двухатомный газ поглощает много теплоты, которая выделяется на холодной поверхности реза при объединении свободных атомов в молекулу. В последнее время, когда появилась возможность использовать водоохлаждаемые циркониевые и гафниевые электроды, в качестве режущего газа стали использовать и воздух. Сварку и резку можно выполнять вручную и автоматически.
Микроплазменная сварка
Сварка деталей малых толщин (5 - 0.2 мм) является сложной задачей при использований многих других методов сварки плавлением.
Малоамперная плазменная дуга, сформированная специальным плазмотроном с вольфрамовым электродом, имеет конусообразную форму с вершиной, обращенной к изделию. Такая форма ее обеспечивается конструктивными особенностями плазмотрона, правильным выбором плазмообразующего и защитного газов и их расходом. Наиболее часто в качестве плазмообразующего газа используется аргон. У нижнего среза сопла плазменная дуга существует только в струе аргона. По мере приближения к аноду (изделию) плазмообразующий и защитный газы перемешиваются и плазменная дуга горит уже в смеси этих газов. Чем ближе к аноду, тем больше в смеси содержится защитного газа. Если защитный газ имеет больший коэффициент теплопроводности, чем плазмообразующий, то степень сжатия дуги по мере приближения к аноду увеличивается, и она приобретает конусообразную форму (форму копья).
При правильно выбранном расходе плазмообразующего газа указанная форма малоамперной плазменной дуги образуется при использовании в качестве защитного газа аргоноводородной смеси (90% Аг + + 10% Н2), гелия, азота и углекислого газа. Если защитный газ аргон, то форма дуги цилиндрическая или слегка расширяющаяся в направлении к аноду. Такая же форма дуги сохраняется при ее существовании на токах больших 20 А, так как влияние защитного газа на сжатие дуги заметно ослабляется. Эффект сжатия дуги уменьшается и при увеличении расхода плазмообразующего газа более оптимального.
Особо тонкие металлы свариваются малоамперной дугой в импульсном режиме с формированием однополярных или разнополярных импульсов. Нагрев и плавление свариваемого металла происходит в течение импульса тока определенной длительности дугой прямой полярности. Во время паузы, когда ток в рабочей цепи питания плазменной дуги равен нулю, жидкий металл кристаллизуется и формируется сварная точка. Время импульса и паузы, а также скорость сварки выбираются таким образом, чтобы обеспечивалась определенная величина перекрытия кристаллизующихся точек.
Импульсная микроплазменная сварка значительно облегчает процесс получения качественного сварного соединения, поскольку позволяет таким образом подобрать амплитуду тока, длительности импульсов сварки и паузы, что прожоги свариваемого металла практически исключаются даже в случае остановки процесса или неравномерности его осуществления.
Разновидностью способа микроплазменной сварки в импульсном режиме является сварка разнополярными импульсами. В течение импульса тока прямой полярности свариваемым кромкам передается достаточное количество теплоты, которая обеспечивает их расплавление, образование сварочной ванны и, после ее кристаллизации, формирование сварной точки. В течение импульса тока обратной полярности в свариваемые кромки вводится меньшее количество теплоты, достаточное только для разрушения окисной пленки. За это время сварочная ванна охлаждается до полной или частичной кристаллизации. Следующий импульс тока прямой полярности создает сварную точку на определенном (в зависимости от скорости сварки) расстоянии от предыдущей. Перекрытие точек задается их размером и шагом.
Для сварки Al, Mg и их сплавов разработан процесс микроплазменной сварки на обратной полярности. Особенность способа состоит в том, что используются два источника питания. Один (ИП1) для непрерывного поддержания горения дежурной дуги между вольфрамовым электродом и медным соплом плазмотрона. Другой (ИП2) для питания основной дуги, горящей между медным соплом (анодом) и свариваемой деталью (катодом). Использование медного водоохлаждаемого сопла в качестве анода основной дуги позволяет исключать влияние тока обратной полярности основной дуги на вольфрамовый электрод, тем самым обеспечивается его высокая стойкость. Небольшой диаметр электрода обеспечивает устойчивое горение дежурной дуги на токах 2...5 А. При малых расходах плазмообразующего газа (0,2...0,8 л/мин) анодное пятно основной дуги размещается внутри канала сопла, а сжатие столба дуги на открытом ее участке и вблизи катода обеспечивается защитным газом, также как и при сварке на прямой полярности. Катодное пятно непрерывно блуждает по поверхности изделия и разрушает тугоплавкую оксидную пленку. Этот способ позволяет соединять AI и его сплавы толщиной в десятые и сотые доли миллиметра. Однако блуждание пятна приводит к получению широкого шва и большой зоны термического влияния.
В настоящее время успешно осуществляется микроплазменная сварка алюминия на переменном токе. При этом способе между соплом и электродом плазмотрона непрерывно горит дежурная дуга постоянного тока. При подаче на вольфрамовый электрод положительного относительно изделия полупериода напряжения, между ними формируется сжатая дуга обратной полярности с нестационарным катодным пятном, разрушающим оксидную пленку. Затем на вольфрамовый электрод плазмотрона поступает отрицательный относительно изделия полупери-
од напряжения. При этом генерируется сжатая дуга с большой плотностью энергии, достаточной для осуществления сварки металлов, имеющих на поверхности тугоплавкие окисные пленки. При этом, так как по вольфрамовому электроду проходит только ток прямой полярности, разрушения его не происходит. Возможность раздельной подачи тока прямой и обратной полярности на вольфрамовый электрод является важным технологическим достоинством данного способа микроплазменной сварки.
Микроплазменной сваркой наиболее технологично выполняются стыковые, отбортованные и торцовые соединения. Качество сварного шва зависит от правильности подготовки кромок под сварку, точности сборки и качества применяемой оснастки. Стыковые соединения рекомендуются при толщинах 5 = 0,3...2,0 мм. При 5<0,3 мм технологичнее стыковые с отбортовкой. Торцовые соединения рекомендуются для всех толщин, так как при их выполнении отпадает необходимость в применении присадочной проволоки и подкладок. Нахлесточные и тавровые соединения не рекомендуются и их следует заменять на стыковые, торцовые и стыковые с отбортовкой.
Обратная сторона шва (со стороны корня) формируется либо гладкой технологической подкладкой, имеющей канавку овального, треугольного или прямоугольного сечения. Для получения стыковых соединений применяют, как правило, односторонние швы, выполняемые за один проход с полным проплавлением кромок на всю толщину свариваемого металла. В некоторых случаях, например, при сварке стыковых кольцевых швов, применяют многопроходную одностороннюю сварку. Первый проход выполняется на токе меньше номинального и служит для прихватки кромок соединяемых деталей, а следующим проходом осуществляют проплавление кромок на всю толщину.
Методом микроплазменной сварки можно выполнять соединение деталей во всех пространственных положениях. Хотя технологически наиболее просто выполняются швы в нижнем положении, особых затруднений в выполнении вертикальных, горизонтальных и потолочных швов не возникает, так как объем сварочной ванны небольшой, и расплавленный металл легко удерживается в ней за счет сил поверхностного натяжения.
К сборке деталей под сварку предъявляются повышенные требования. Разметка деталей допускается только мягким инструментом, наличие рисок, царапин и разрывов на свариваемых кромках не допускается. Свариваемые кромки тщательно рихтуются деревянным молотком и очищаются от загрязнений. Сборку осуществляют в прецизионных оправках. При сварке протяженных швов делаются прихватки длиной 3...5 мм.
Стабильность горения плазменной дуги и качество сварного соединения зависят от формы рабочей части электрода и положения его в канале сопла. Угол заточки рабочей части вольфрамового электрода должен выдерживаться в пределах 10... 15 градусов. Ось электрода должна точно совпадать с осью канала сопла, а сам электрод должен быть утоплен в канале сопла не более чем на 0,5 мм. При соблюдении данных требований длина факела плазмы при горении дежурной дуги должна быть не менее 1,5...2,0 мм.
Основная дуга возбуждается касанием факела дежурной дуги свариваемого металла. После зажигания основной дуги плазмотрон не перемещается до тех пор, пока на кромках не образуется сварочная ванна (при ручной сварке). После этого плазмотрон перемещается по стыку в направлении сварки. Угол наклона плазмотрона поддерживается в пределах 60...80° при ручной и 80...90° при автоматической (сварка углом вперед). Поперечные колебания плазмотрона не производят. Защитный газ подается еще в течение нескольких секунд после окончания процесса сварки и отключения основной дуги.
При разработке технологии сварки любых металлов следует учитывать их исходные свойства. Например, низкоуглеродистые спокойные и полуспокойные стали успешно свариваются при использовании в качестве защитного газа аргоно-водородной смеси. Кипящие стали склонны к образованию пор, появляющихся в результате взаимодействия водорода с оксидами железа во время кристаллизации расплава сварочной ванны. Поэтому содержание водорода в защитном газе не должно превышать 3%.
Наиболее успешно микроплазменная сварка применяется при соединении деталей, выполненных из коррозионно-стойких сталей аустенитного класса. Сварка этих материалов выполняется в жестких зажимных приспособлениях для обеспечения теплоотвода из зоны сварки и уменьшения коробления свариваемых деталей и сварного изделия.
Похожие работы
... более высокой прочностью и устойчивостью к коррозии. В отличие от них в области паяния возникает коррозия. Это объясняется разницей напряжения между сплавом и припоем. К преимуществам плазменной микросварки, применяемой в ортопедической стоматологии, например с помощью установки типа Микро – PW10, следует отнести следующие: — плазменная микроструя, в которой в качестве плазмообразующего газа ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... электронов переходит в тепловую энергию, оставшаяся часть превращается в электромагнитное излучение фотонов, рентгеновское, излучение и эмиссию вторичных электронов. Технологические характеристики электронно-лучевой обработки (производительность, точность, шероховатость поверхности и т.п.) во многом определяются возможностями оборудования (табл.1), энергетическими параметрами электронного пучка ...



ом, ультразвуковая, трением и другие. 2. Пояснительная записка 2.1 Цель работы Цель работы - составить технологию изготовления контейнера для деталей по эскизу, рассчитать количество сварочных материалов и нормы времени, необходимые для изготовления этого изделия. 2.2 Расшифровка стали 10 Химический состав: Углерод - 0,07-0,14 Кремний - 0,17-0,37 Марганец-0,35-0,65 Фосфор - 0, ...
0 комментариев