Федеральное агентство по образованию
ГОУ ВПО «Уральский государственный технологический университет – УПИ»
Нижнетагильский технологический институт (филиал) УГТУ-УПИ
Кафедра ОМ
курсовой проект по технологии машиностроенияРазработка технологического процесса изготовления зубчатого колеса в условиях единичного, среднесерийного и массового типа производств
| |
2008
Содержание
Анализ точности и шероховатости
Анализ технологических требований
Технологический процесс единичного типа производства
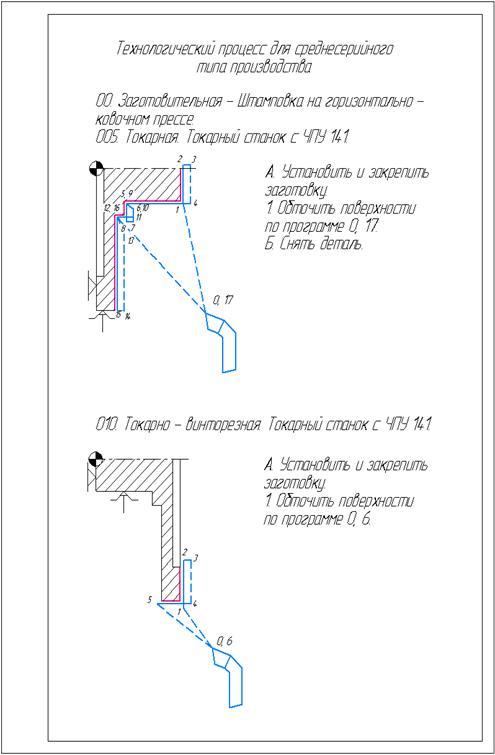
Технологический процесс среднесерийного типа производства
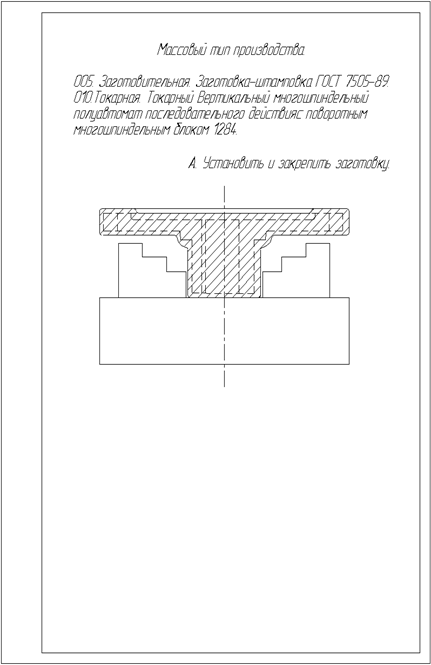
Технологический процесс массового типа производства
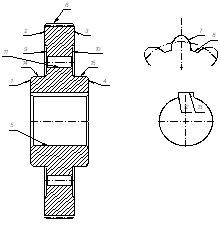
Чертеж детали
Наладка на операциях
Анализ точности и шероховатости
| Поверхность | Шероховатость Ra, мкм | Квалитет точности | Стадия обработки | |
|
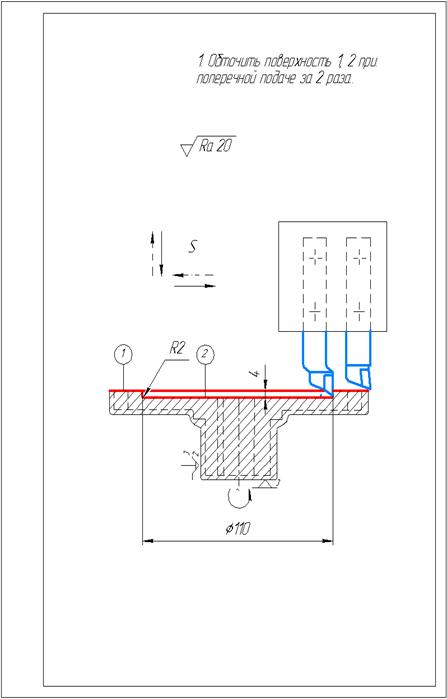
| 100-25 12,5 | 17-15 14 | Обтачивание при продольной подаче 1. обдирочное 2. получистовое | |
|
| 100-25 20 | 17-15 14 | Обтачивание при продольной подаче 1. обдирочное 2. получистовое | |
| Торец
| 100-25 20 | 17-15 14 | Обтачивание при поперечной подаче 1. обдирочное 2. получистовое | |
| Торец | 100-25 20 | 17-15 14 | Обтачивание при поперечной подаче 1. обдирочное 2. получистовое | |
| Торец
| 100-25 20 | 17-15 14 | Обтачивание при поперечной подаче 1. обдирочное 2. получистовое | |
| Торец
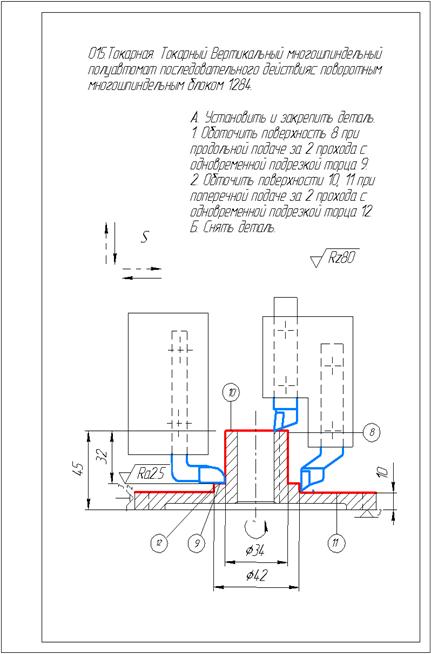
| 100-25 12.5-6,3 2,5 | 17-15 14-12 9 | Обтачивание при поперечной подаче 1. обдирочное 2. получистовое 3. чистовое | |
| Торец
| 100-25 20 | 17-15 14 | Обтачивание при поперечной подаче 1. обдирочное 2. получистовое | |
| Размер 6 | 12.5 | 12 | Строгание 1. черновое | |
|
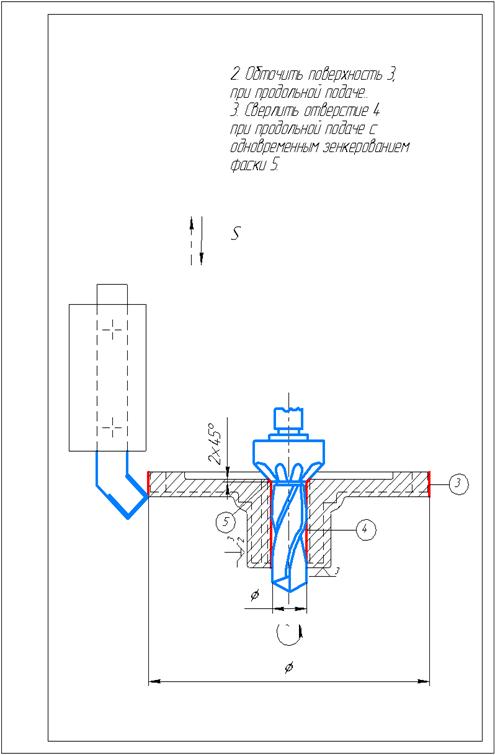
| 12,5 | 12 | Сверление | |
|
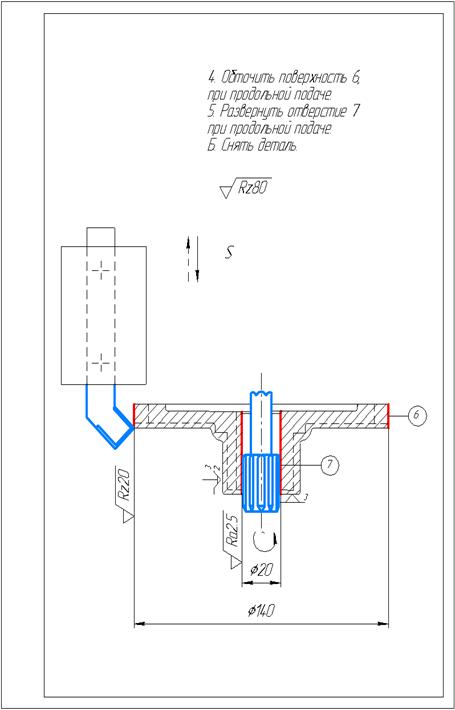
| 2,5 | 9 | Развертывание 1. нормальное | |
|
| 12,5-6,3 3,6 | 14-12 10 | Зубофрезерование 1. черновое 2.чистовое | |
|
| 2,5 | 8 | Зубошлифование 1.предварительное | |
АНАЛИЗ ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ ЧЕРТЕЖА
допустимое отклонение Радиального и торцевого биения относительно базы А не более 0.030 мм. Достигается правильным базированием, правильно выбранным зажимным усилием при обработке, а также отсутствием неучтенных погрешностей на инструменте, станке и инструменте.
Технологический процесс для еденичного типа производстваЗаготовка из проката - круглый сортовой профиль (ГОСТ 2590-71) ![]() , материал сталь 45.
, материал сталь 45.
| № Операции | Код операции | Наименование операции | Станок, оборудование | Оснастка |
| 005 | 4281 | Отрезная: Отрезать заготовку | Автомат ленточно-отрезной 8А544 | Тиски |
| 010 | Кузнечная | |||
| 015 | Термическая обработка | |||
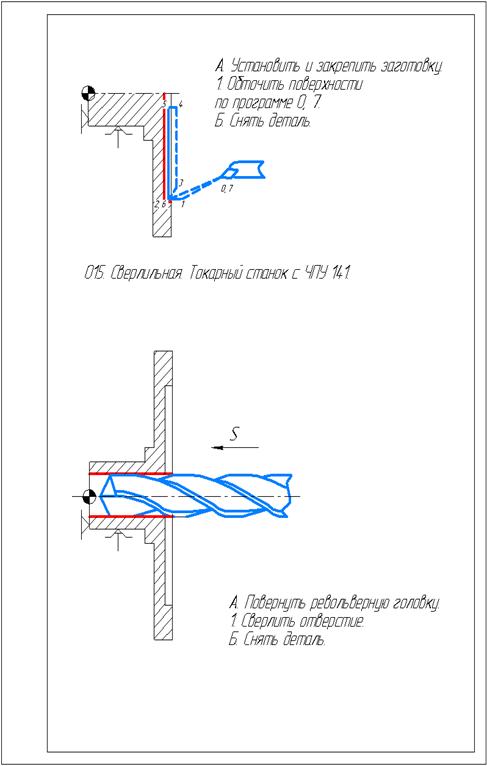
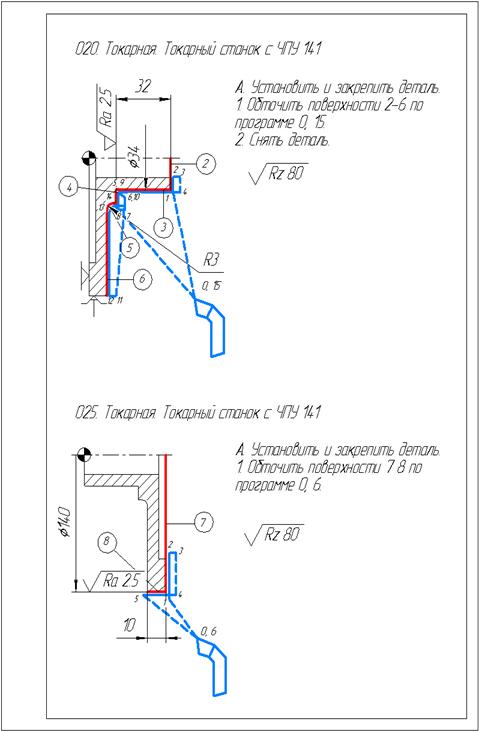
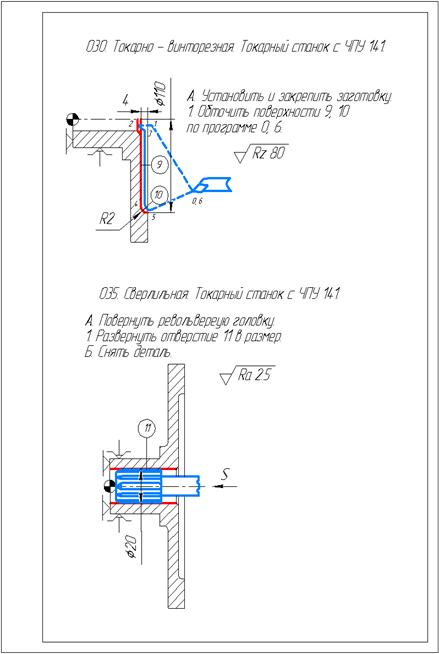
| 020 | 4110 | Токарная: 1.Подрезать торец Ø140/Ø42 предварительно 2. Подрезать торец Ø42/Ø34 предварительно 3.Подрезать торец Ø34/Ø20 предварительно 4.Сверлить отверстие Ø20 5.Точить поверхность Ø42 предварительно 6.Точить поверхность Ø34 предварительно 7.Подрезать торец Ø140/Ø110 предварительно 8.Подрезать торец Ø110/Ø20 предварительно 9.Точить поверхность Ø140 предварительно 10.Точить поверхность Ø110 предварительно 11.Подрезать торец Ø140/Ø110 окончательно 12.Подрезать торец Ø110/Ø20 окончательно 13.Точить поверхность Ø140 окончательно 14.Точить поверхность Ø110 окончательно 15.Снять фаску 2×45˚ 16.Подрезать торец Ø140/Ø42 окончательно 17.Подрезать торец Ø42/Ø34 окончательно 18.Подрезать торец Ø42/Ø34 окончательно 19.Точить поверхность Ø42 окончательно 20.Точить поверхность Ø34 окончательно 21.Развернуть отверстие Ø20 в размер | Токарно-винторезный 16К20 | Трехкулачковый патрон |
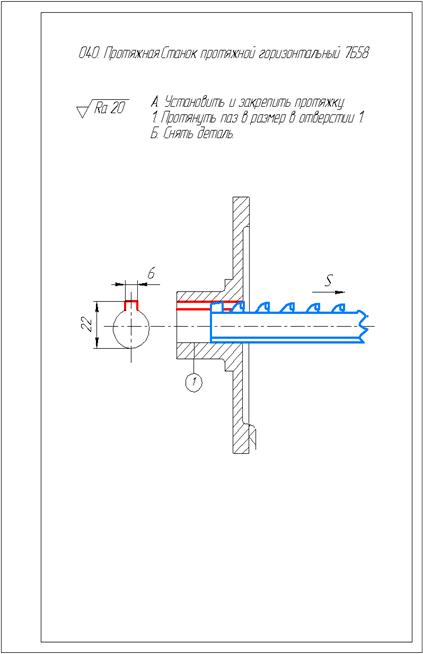
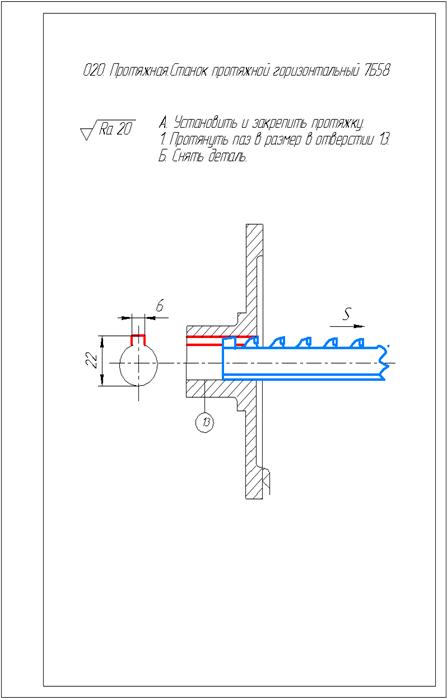
| 025 | Долбежная: долбить паз в размеры | Долбежный 7403 | Оправка | |
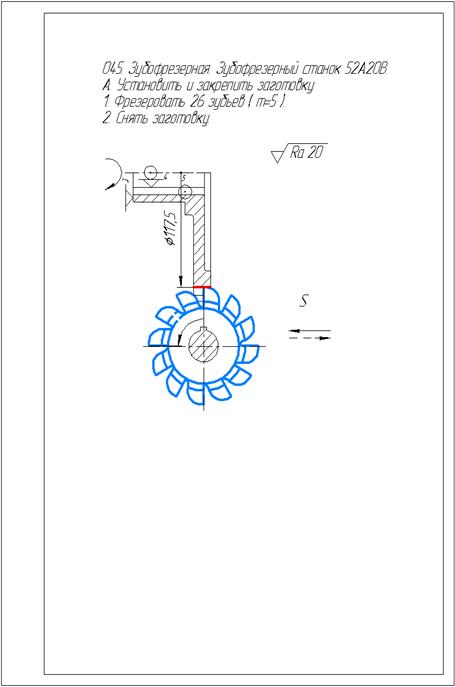
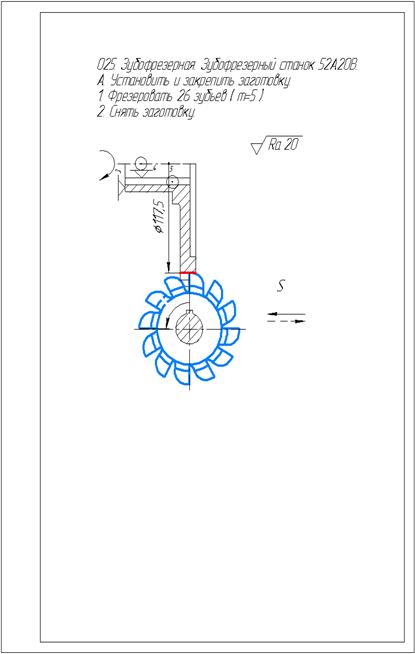
| 030 | Зубофрезерная: фрезеровать зубья под шлифование | Зубофрезерный 53А20В | Оправка | |
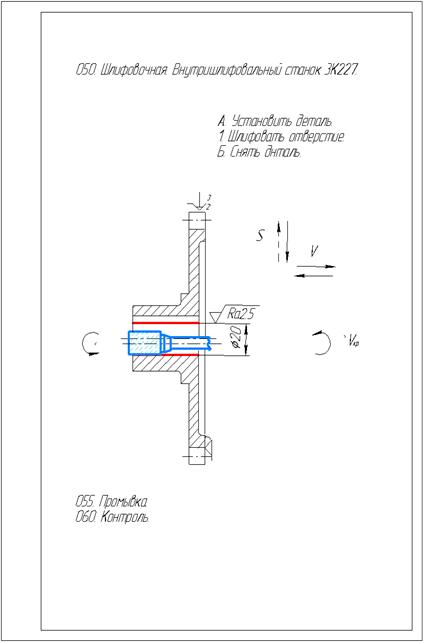
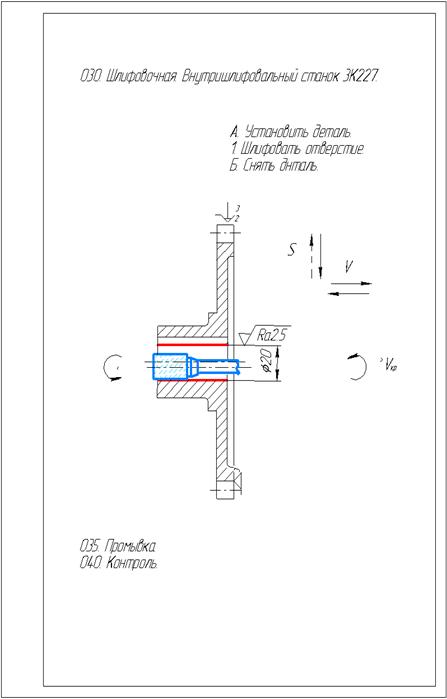
| 035 | Зубошлифовочная: Шлифовать зубья окончательно | Зубошлифовальный 58П70В | Оправка | |
| 040 | 0125 | Моечная: Промыть деталь | ||
| 045 | 2000 | Контрольная: Технический контроль | ||
| 050 | 0180 | Клеймение |
Похожие работы
... детали; - размеры и поверхности детали имеют оптимальные требования по точности и шероховатости; - конструкция детали обеспечивает возможность применения типовых технологических процессов ее изготовления; - наличие конструкционных элементов обеспечивает нормальную работу режущего инструмента; - максимальное сокращение размеров обработанных поверхностей; - возможность обработки наибольшего ...
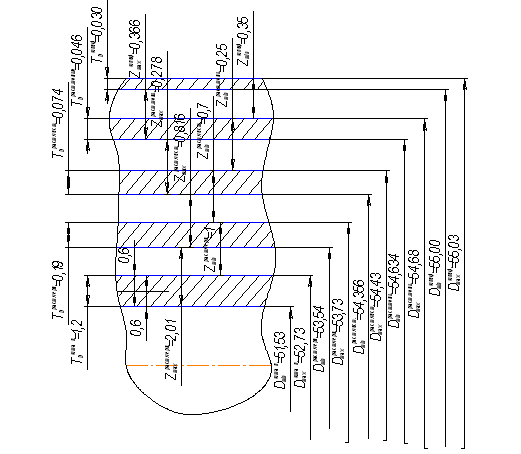
... шлифовку 0.6 мм 2.3 Размерный анализ технологического процесса Размерный анализ технологического процесса выполняется с помощью метода графов. В соответствии с принятым технологическим процессом изготовления колеса производится размерный анализ детали. Конструкторские А и технологические S размеры, а также размеры заготовки З и припуски Z показаны на листе 3 графической части. По схеме на ...





... 7 0,8 Сверление, зенкерование, развертывание. 34 12 12,5 Растачивание 36,37,46 11 12,5 Сверление Данные методы реализованы при разработке технологического маршрута изготовления матрицы. Разработка технологического маршрута изготовления матрицы При разработке маршрута в среднесерийном производстве придерживались следующих правил: 1.Технологические операции разрабатывали по принципу ...
... припуски на обработку и допуски размеров. Радиусы закруглений наружный R = 3..5 мм. Штамповочные уклоны наружных поверхностей - 7°. 4 Выбор технологического маршрута и составление плана операций технологического процесса изготовления детали Технологический процесс изготовления детали показан в таблице 4.1. Таблица 4.1 – Маршрутное описание ТП Операция Оборудование Режущий инструмент ...
0 комментариев