Лабораторная работа №3
Цели:
1.Изучить теоретические основы термической обработки стали
2.Изучить СТО и ее применение на практике.
Термическая обработка стали
1.Теоретические основы ТО.
А.Общие сведения.
Термической обработкой называется совокупность операций нагрева, выдержки и охлаждения твердых металлических сплавов, с целью получения заданных свойств за счет изменения внутреннего строения и структуры.
ТО- термическая обработка.
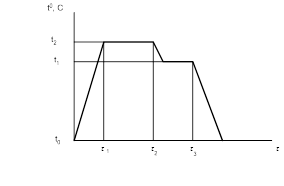
Так как основными факторами любого вида ТО является температура и время, то режим ТО обычно представляется графиком в координатах t – τ , где t – температура; τ – время.
Угол наклона характеризует скорость нагрева или охлаждения. Постоянная скорость нагрева или охлаждения изображается на графике прямой линией с определенным углом наклона. В результате ТО в сплавах происходят структурные изменения . После ТО металлические сплавы могут находиться в равновесном(стабильном) и неравновесном (метастабильном) состоянии.
Б. Виды ТО стали
СТО – собственно-термическая обработка (предусматривает только температурное воздействие на металл).
ТМО- термомеханическая обработка стали(предусматривает изменение структуры металла за счет как термического, так и деформационного воздействия).
ХТО- химико-термическая обработка стали (в результате взаимодействия с окружающей средой при нагреве меняется состав поверхностного слоя металла и происходит его насыщение различными химическими элементами).
2.СТО
Включает: отжиг, нормализацию, закалку, отпуск и старение.
А.Отжиг.
Состоит в нагреве до определенной температуры с последующей выдержкой и медленным охлаждением в печи для получения равновесной, менее твердой структуры, свободной от остаточных напряжений.
Отжиг I рода: не связан с фазовыми превращениями в твердом состоянии. В зависимости от назначения различают следующие виды отжига Iрода: диффузионный, рекристаллизационный и отжиг для снятия внутренних напряжений.
Диффузионный отжиг, или гомогенизация, является разновидностью отжига, применяемого с целью устранения в легированной стали (как и в других сплавах) дендритной ликвации.
При диффузионном отжиге с целью интенсификации диффузионных процессов сталь нагревается до 1000—1100 °С и подвергается длительной выдержке (18—24 ч). Для устранения крупнозернистости после гомогенизации производится обыкновенный отжиг, или нормализация.
Рекристаллизационный отжиг. Этот вид отжига производится с целью устранения наклепа холодного деформированного металла. Напомним, что наклепанный металл очень тверд и хрупок, его кристаллическая решетка вследствие высокой плотности дислокаций и наличия большого числа других дефектов (вакансий, перемещенных в междоузлия атомов), а также из-за искажений и больших внутренних напряжений находится в неравновесном состоянии, обладая большим запасом избыточной свободной энергии. В сильно наклепанном металле из-за слияния дислокаций в местах их скопления наблюдаются опасные дефекты — зародыши трещин.
Следовательно, в ряде случаев наклеп приходится устранять. Для этого требуется нагрев, стимулирующий диффузионные процессы. Наклеп можно устранить, применяя уже рассмотренный обыкновенный отжиг. Однако рекристаллизационный отжиг из-за значительно более низкой температуры и намного меньшей продолжительности его проведения при практически одинаковых результатах более предпочтителен.
Температура нагрева при этом виде отжига выбирается на 150—250 °С выше температуры рекристаллизации (Гр) обрабатываемого сплава. Это наименьшая температура, необходимая для протекания в наклепанном металле процессов, возвращающих ему исходные (до деформации) значения характеристик механических и других свойств.
Рекристаллизационный отжиг углеродистой стали производится при температуре нагрева в пределах 600—700 °С.
Самостоятельная работа: отжиг для снятия внутренних напряжений.
Нормализация. Особенностями режима этого вида термообработки являются температура нагрева и охлаждение на спокойном воздухе. Эти особенности обусловлены специфическими целями нормализации. Применительно к доэвтектоидным сталям, особенно низкоуглеродистым (0,05—0,25% С), нормализация за более короткое время и при большей простоте режима охлаждения позволяет получить те же результаты, что и при отжиге, т. е. весьма эффективное измельчение зерна у литых и кованых заготовок.
Так как охлаждение на воздухе обеспечивает более высокую степень переохлаждения аустенита, чем при отжиге, то продукты его распада оказываются более дисперсными. Вследствие этого нормализацией можно получить более благоприятную мелкозернистую структуру стали, обладающую повышенными прочностными свойствами.
В ряде случаев, когда от материала изделия не требуется повышенных прочностных свойств, нормализация заменяет закалку. Особенно это касается деталей из низкоуглеродистой стали, для которых применение закалки исключается из-за очень высокой критической скорости закалки.
При нормализации заэвтектоидных сталей из-за ускоренного выделения из аустенита избыточного (вторичного) цементита нежелательная цементитная сетка вокруг перлитных зерен не образуется. В связи с этим одной из целей нормализации является разрушение упомянутой сетки у заэвтектоидных сталей.
Закалка. Исторически сложившееся понятие «закалка» предполагает такую термообработку, при которой сталь приобретает неравновесную структуру, что прежде всего выражается в повышении твердости стали. В связи с этим к закалке можно отнести термообработку на сорбит, тростит, бейнит и мартенсит (самостоятельная работа студента). Степень неравновесности продуктов закалки с увеличением скорости охлаждения повышается и возрастает от сорбита к мартенситу.
Закалку на мартенсит принято считать истинной закалкой. Важнейшим преимуществом истинной закалки является возможность получения из мартенсита за счет последующего отпуска продуктов с такими ценными комплексами свойств, которые другими видами термообработки получить невозможно.
Критическая скорость закалки имеет очень важное значение. От нее зависит такое технологическое свойство стали, как прокаливаемость, т. е. способность закаливаться на определенную глубину.
Таким образом, введением в сталь углерода и легирующих элементов можно повысить прокаливаемость.
Прокаливаемость принято оценивать с помощью специальных цилиндрических образцов по глубине залегания в них полумартенситного слоя при охлаждении торца нагретого образца струей холодной воды.
Поскольку изменение скорости охлаждения от поверхности в глубь детали зависит от температуры и рода охлаждающей среды, то при оценке прокаливаемости следует учитывать и эти факторы.
Одной из целей легирования конструкционных сталей является уменьшение критической скорости закалки и получение сквозной прокаливаемости изготовленных из них деталей при закалке не только в воде, но и в более структурно-фазового состава. Интенсивность и результат этих превращений зависят от температуры отпуска.
В первую группу входят режущий и мерительный инструменты, а также штампы для холодной штамповки. От их материала требуются высокая твердость (свыше 58 HRC) и хотя бы небольшой запас вязкости.
Вторую группу составляют пружины, рессоры и другие изделия, от материала которых требуется сочетание высокого предела упругости с удовлетворительной вязкостью.
Третья группа изделий включает большинство деталей машин, испытывающих статические и особенно динамические или циклические нагрузки. При длительной эксплуатации изделий от их материала требуется сочетание удовлетворительных прочностных свойств с максимальными показателями вязкости.
Способы закалки стили. Выбор способа охлаждения нагретой под закалку стальной детали зависит от ее формы и размеров и химического состава стали.
Чем сложнее форма и больше сечение детали, тем выше напряжения, возникающие при закалке, и больше опасность образования трещин. Чем больше содержание углерода в стали, тем большие объемные изменения протекают при превращении, тем больше опасность деформации и трещин, тем тщательнее должен быть выбор способа охлаждения при закалке.
Идеальная кривая охлаждения должна характеризоваться максимальной скоростью в начале охлаждения при прохождении интервала наименьшей устойчивости аустенита и минимальной скоростью в конце охлаждения при мартенситном превращении
Наиболее простой способ закалки — это закалка в одном охладителе, при котором нагретая деталь погружается в охлаждающую жидкость и остается там до полного охлаждения. Недостатком этого способа является возникновение значительных внутренних напряжений. Для углеродистых сталей сечением более 5 мм закалочной средой является вода, для деталей меньших размеров и легированных сталей — масло.
Для уменьшения внутренних напряжений применяется закалка в двух средах, при которой деталь сначала охлаждают в воде до 300—400 °С, а затем для окончательного охлаждения переносит в масло. Недостатком этого способа является трудность регулирования выдержки деталей в нерпой охлаждающей жидкости.
Точное регулирование времени выдержки детали в первой охлаждающей жидкости достигается при ступенчатой закалке . При этом способе деталь быстро охлаждается погружением в соляную ванну с температурой, немного превышающей (на 30-500) температуру мартенситного превращения данной стали выдерживается при этой температуре до достижения одинаковой температуры по всему сечению, после чего охлаждается на воздухе. Мартенситное превращение происходит при медленном охлаждении на воздухе, что резко снижает внутренние напряжения и возможность коробления.
Отпуск.
Следовательно, в зависимости от температуры нагрева существует три вида отпуска: низкотемпературный (низкий), среднетемпературный (средний) и высокотемпературный (высокий).
Отпуск преследует цель не просто устранить внутренние напряжения в закаленной стали. Он является средством придания стали требуемого комплекса свойств. И еще очень важно иметь в виду: при увеличении температуры отпуска возрастает степень диффузионного распада мартенсита на ферритно-цементитную смесь, что обусловливает уменьшение прочностных свойств стали и повышение ее вязкости.
Таким образом, при нагреве и выдержке создаются условия для протекания диффузионных процессов в пересыщенной углеродом ОЦК решетке мартенсита, превратившейся в тетрагональную.
Низкотемпературный (низкий) отпуск производится при 150—180 °С, а для легированных сталей — до 250 °С. В этом случае при низкой интенсивности диффузионных процессов в мартенсите происходит только начальная стадия к его переходу в равновесное состояние.
При низком отпуске мартенсит лишь частично освобождается от пересыщающих его решетку атомов углерода. Поэтому основу мартенсита отпуска составляет все еще пересыщенный твердый раствор углерода в a-Fe.
Самостоятельная работа: отпускная хрупкость I, II рода и способы ее устранения.
Итоги ТО:
Отжиг: нагрев до определенной температуры с последующей выдержкой и медленным охлаждением в печи.
Нормализация: нагрев до аустенитного состояния .
Закалка: нагрев выше температур фазовых превращений, выдержке и охлаждении с высокой скоростью.
Отпуск: нагрев ниже критической точки и последующим охлаждением.
Улучшение: закалка с высоким отпуском (улучшает общий комплекс механических свойств, наиболее эффективная ТО для конструкционных сталей).
Задания:
назначить термообработку деталям машин:
-зубчатым колесам;
-нагруженным валам;
-шпонкам.
( в соответствии с чертежами деталей машин).
Похожие работы
... виды этого процесса: отжиг, закалка, отпуск, а также есть химико-термическая и термомеханическая обработка. В данном реферате будут рассмотрены, основные виды термической обработки стали. Выбор темы Тема «Основные виды термической обработки стали» была выбрана, потому, что термообработка сталей применяется очень давно, является интересной, ёмкой и наиболее практичной (можно, что-то ...
— только структурВместе с тем ХТО уступает поверхностной закалке по производительности. Основными элементарными процессами любого вида химико-термической обработки являются: 1. Диссоциация— выделение насыщающего элемента в активном атомарном состоянии в результате разложения исходных веществ: 2СО ↔СО2 + С; 2NH3 ↔ ЗН2 + 2N и т. д. Степень распада молекул газа (%) называют степенью ...
... 200-500ºC. После правки труб выполняют операции, обозначенные на рис.2 позициями 8-12.[2] 5.Термическая обработка обсадных труб из стали 36Г2С Термическая обработка – важнейшая составная часть технологии производства различных видов стальных труб. Основные цели термической обработки труб следующие: обеспечение различных эксплуатационных свойств (трубы для добычи нефти и газа, трубы для ...
... 5. Для низкого отпуска: ; ; п/ч; п/ч; ; ; ; ; . . Выбор приспособления Рис.23 Этажерка Выбор оборудования зависит от технологии термической обработки, применяемого оборудования, материалов и габаритов изделия. Так как приспособление испытывает постоянный перепад ...
0 комментариев