Вступ
Застосування процесів зварювання. Зварюванням називається процес одержання нероз'ємних з'єднань за допомогою становлення міжатомних зв'язків між частинами, що зварюються, при їхньому нагріванні або пластичному деформуванні, або спільній дії того й іншого (ДСТ-2601-84). Розрізняють два основних найбільш розповсюджені види зварювання: зварювання плавленням і зварювання тиском. Сутність зварювання плавленням полягає у тому, що метал по краях частин, що зварюються, оплавляється під дією теплоти джерела нагрівання. Джерелом нагрівання може бути електрична дуга, газове полум'я, розплавлений шлак, плазма, енергія лазерного полум'я. При усіх видах плавленням рідкий метал, що утвориться, однієї кромки з'єднується і перемішується з рідким металом іншої кромки, створюється загальний об'єм рідкого металу, що називається зварювальною ванною. Після затвердіння металу зварювальної ванни виходить зварний шов. Сутність зварювання тиском полягає в пластичному деформуванні металу про кромках частин, шляхом їхнього стиску під навантаженням при температурі нижче температури плавлення. Зварний шов виходить у результаті пластичної деформації. Зварюванням тиском добре зварюється тільки пластичні метали: мідь, алюміній, свинець і ін. (холодне зварювання). Серед великого розмаїття різних видів зварювання плавленням ведуче місце займає дугове зварювання, при якому джерелом теплоти є електрична дуга.
Історія розвитку процесу зварювання
У 1802 році російський вчений В. В. Петров відкрив явище електричного дугового розряду і вказав на можливість використання його для розплавлювання металів. Своїм відкриттям Петров поклав початок розвиткові нових галузей технічних знань і науки, що одержали надалі практичне застосування в електродуговому освітленні, а потім при електричному нагріванні, плавленні і зварюванні металів. У 1882 році учений – інженер Н. Н. Бенардос, працюючи над створенням великих акумуляторних батарей, відкрив спосіб електродугового зварювання металів вугільним електродом, що не плавиться. Їм було розроблений спосіб дугового зварювання в захисному газі і дуговому різанні металів. У 1888 році учений – інженер Н. Г. Слав'янов запропонував робити зварювання металевим електродом, що плавиться. З ім'ям Слав'янова зв'язаний розвиток металургійних основ електричного дугового зварювання, створення першого автоматичного регулятора довжини дуги і першого зварювального генератора. Їм були запропоновані флюси для одержання високоякісного металу зварних швів. (У московському політехнічному музеї є справжній зварювальний генератор Слав'янова й експонуються зразки зварених з'єднань). В 1924 – 1935 рр. застосовували в основному ручне зварювання електродами з тонкими іонізуючими (крейдовими) покриттями. В ці роки під керівництвом академіка В. П. Вологдіна були виготовлені перші вітчизняні казани і корпуси декількох суден. З 1935 – 1939 рр. почали застосовувати товстопокриті електроди. Для електродних стержнів використовували леговану сталь, що дозволило використовувати зварювання для виготовлення промислового устаткування і будівельних конструкцій. У процесі розвитку зварювального виробництва, під керівництвом Е. О. Патона (1870-1953 рр.), була розроблена технологія зварювання під флюсом. Зварювання під флюсом дозволило збільшити продуктивність процесів в 5-10 разів, забезпечити гарну якість зварного з'єднання за рахунок збільшення потужності зварювальної дуги і надійного захисту розплавленого металу від навколишнього повітря, механізувати й удосконалювати технологію виробництва зварних конструкцій. На початку 50-х років Інститутом електрозварювальника ім. Е. О. Патона було розроблено електрошлакове зварювання, що дозволило змінити литі і ковані великогабаритні деталі зварними; заготовки стали більш зручними при зборці-монтажі. Промислове застосування з 1948 року одержали способи дугового зварювання в інертних захисних газах:
− ручний – електродом, що не плавиться;
механізований і автоматичний – електродом, що не плавиться і плавиться. У 1950 – 1952 рр. було розроблено зварювання низьковуглецевих і низьколегованих сталей у середовищі вуглекислого газу – процес високопродуктивний і забезпечує гарну якість зварних з'єднань. Зварювання в середовищі вуглекислого газу складає близько 30% об'єму всіх зварювальних робіт у нашій країні. Розробкою цього способу зварювання керував доктор наук, процесор К. Ф. Любавський. У ці ж роки французькими вченими був розроблений новий вид електричного зварювання плавленням, що одержало назву електронно-променевого зварювання. Цей спосіб зварювання застосовується й у нашій промисловості. Вперше у відкритому космосі було здійснено автоматичне зварювання і різання в 1969 році космонавтами В. Кубасовим і Г. Шоніним. Продовжуючи ці роботи, у 1984 році космонавтами С. Савицька і В. Джанібекова провели у відкритому космосі ручне зварювання, різання і паяння різання різних металів.
Призначення та переваги зварювання
До зварювання плавленням відноситься також газове зварювання, при якому для нагрівання використовується тепло полум'я суміші газів, що спалюється за допомогою пальника (ДСТ 2601-84). Спосіб газового зварювання був розроблений наприкінці минулого сторіччя, коли почалося промислове виробництво кисню, водню й ацетилену. У цей період газове зварювання було основним способом зварювання металів і забезпечувало одержання найбільш міцних з'єднань. Найбільше поширення одержало газове зварювання з застосуванням ацетилену. З розвитком мережі залізниць і вагонобудування газове зварювання не могло забезпечити одержання конструкцій підвищеної надійності. Більше поширення одержує дугове зварювання. Зі створенням і впровадженням у виробництво високоякісних електродів для ручного дугового зварювання, а також розробкою різних методів автоматичного і механізованого дугового зварювання під флюсом і в середовищі захисних газів, контактного зварювання газове зварювання витіснялося з багатьох виробництв. Проте газове зварювання застосовується в багатьох галузях промисловості при виготовленні і ремонті виробів з тонколистової сталі, зварюванню виробів з алюмінію і його сплавів, міді, латуні й інших кольорових металів і їхніх сплавів; наплавочних роботах. Різновидом газопламеної обробки є газотермічне різання, що широко застосовується при розкрої металу. До зварювання з застосуванням тиску відноситься контактне зварювання, при якому використовується також тепло, що виділяється в контакті частин, що зварюються, при проходженні електричного струму. Розрізняють точкове, стикове, шовне і рельєфне контактне зварювання. Основні способи контактного зварювання розроблені наприкінці минулого сторіччя. У 1887 році Н. Н. Бенардос одержав патент на способи точкового і шовного контактного зварювання, удосконаленні застосуванням електродів з міді і її сплавів, стали найбільш розповсюдженими. Контактне зварювання займає ведуче місце серед механізованих способів зварювання. В автомобілебудуванні контактне точкове зварювання є основним способом з'єднання тонколистових штампових конструкцій. Кузов сучасного легкового автомобіля зварений більш ніж у 10 тисячах точок. Сучасний авіалайнер має кілька мільйонів зварних точок. Стиковим зварюванням зварюють стики залізничних рейок, стики магістральних трубопроводів. Шовне зварювання застосовується при виготовленні бензобаків. Рельєфне зварювання є найбільш високопродуктивним способом зварювання арматури для будівельних залізобетонних конструкцій. Особливістю контактного зварювання – висока швидкість нагрівання й одержання звареного шва. Це створює умови застосування високопродуктивних потокових і автоматичних ліній складання вузлів автомобілів, опалювальних радіаторів, елементів приладів і радіосхем.
Основні положення законодавства про охорону праці робітників зварювальників
Створення безпечних умов праці є основною і найважливішою задачею будь-якого виробництва. За правильну організацію і стан техніки безпеки несе відповідальність керівництво підприємства, а всі поточні питання вирішуються відділами техніки безпеки або інженерами по техніці безпеки. Дотримання правил по техніці безпеки на підприємствах контролюється інспекцією Держтехнагляду України, інспектором ЦК профспілок робітників даної галузі промисловості, Державною санітарною інспекцією пожежної охорони. Крім загальних (17) необхідно враховувати деякі спеціальні правила по техніці безпеки при зварюванні металів і санітарних умов:
1. “Правила техніки безпеки і виробничої санітарії при електрозварювальних роботах”, затвердженні Президією ЦК профспілки робочі машинобудування 8 січня 1960 р. зі змінами від 158 лютого 1963 року, погодженими з Головою державною санітарією України.
“Санітарні правила при зварюванні, наплавленні і різанні металів” Міністерства охорони здоров'я України. Відповідно до трудового законодавства до зварювальних робіт допускаються особи не молодше 18 років; зварники мають додаткову відпустку тривалістю дог 12 робочих днів; при роботі всередині судиний робочий день зварювальника обмежений до шести годин. Кожний зварювальник повинен у досконалості знати правила техніки безпеки, проходити інструктаж перед допуском до роботи, здавати відповідні іспити. При виконанні зварювальних робіт можуть відбуватися нещасні випадки по наступних причинах:
− поразка електричним струмом;
− шкідливий вплив світлового випромінювання електричної дуги;
− опіки від бризів розплавленого металу і шлаку;
− забруднення повітря продуктами горіння зварювальної дуги;
− вибухи судин і вибухонебезпечних речовин;
− недотримання протипожежних правил.
Захист від враження електричним струмом
Електричний струм уражає нервову систему людини або викликають опіки. Ступінь враження залежить від сили струму, його напруги й опору тіла людини. Величина струму до 0,002А не представляє небезпеки, про м 0,002 до 0,05 А небезпечна, може викликати болючі відчуття, сприяє різкому скороченню м'язів, а вище 0,05 А може привести до смертельного результату. У сухих приміщеннях безпечним вважається напруга до 36А, а в сирих – до 12 А, що необхідно враховувати при проводці ліній для освітлювальних цілей. Чим нижчий опір тіла людини, тим сильніше поразка струмом. У сою чергу, опір тіла людини знижується (підсилюється ступінь поразки) при вологій шкірі, у період сп'яніння, хвороби, перевтоми. Хворі люди й у стані сп'яніння до зварювання не допускаються. Зварник постійно стикається із струмоведучими елементами зварювального ланцюга, що мають напругу до 90 А і трохи вище, а також із зварювальним устаткуванням, що одержує харчування від електричної мережі напругою 220, 380 і 500 А. Випадкове порушення (або відсутність) заземлення або несправність устаткування призводить до поразки електричним струмом. Щоб уникнути поразки струмом при виконанні зварювальних робіт, необхідно:
1. Надійно заземлювати корпуса зварювальної апаратури і джерел харчування.
2. Застосовувати рубильники і перемикачі закритого типу.
3. Забезпечувати надійну ізоляцію всіх проводів харчування (трансформаторів, перетворювачів, випрямителей і т. д.).
4. Не доторкатися незахищеними руками до електропровідників, користуватися сухим спецодягом і брезентовими рукавицями, у сирих місцях надягати гумові рукавиці і чоботи, застосовувати ізолюючі коврики.
5. Надійно ізолювати рукоятку електротримачів і закріплюючих пристроїв, а при використанні зварювальних струмів вище 600 А електропровідник провід підключати безпосередньо до електротримача, крім електропровідника через ізольовану рукоятку.
6. При зварюванні внутрішніх швів резервуарів, казанів, труб і інших подібних закритих конструкцій користуватися гумовими (рукавичками) ковриками або підстилкою з ізольованого матеріалу. Гумовим головним убором (шоломом) і діелектричними галошами, переносною лампою напругою не більше 12А; зварювання в середині закритих конструкцій вести в присутності чергового підручного, котрий повинен знаходитися поза конструкцією, мати вільний доступ до рубильника для відключення струму, добре знати, що йому потрібно робити у випадку враження зварювальника електричним струмом.
7. При виявлені напруги на корпусі апаратури, устаткування або на захисних кожухах негайно робити зупинку роботи, викликати електромонтера або довести до відома майстра.
8. Зварювальні провідники надійно з'єднують механічними затискачами (муфтами), зварюванням або паянням з наступною надійною ізоляцією місць з'єднання, не допускати застосування різних навивок, структур і ін.
При виконанні зварювання у важких умовах (зварювання в закритих конструкціях, у сирих місцях і т. д.) застосовувати пристрій, що знижує напругу холостого ходу джерел живлення. Для підключення однофазних трансформаторів застосовували тільки трьохжильний гнучкий шланговий кабель, у якому третю жилу використовували для заземлення (один кінець жили підключити до болта корпуса, що заземлює трансформатора, другий – до корпуса рубильника). Щодня перед початком зварювання перевіряти справність апаратури, джерел живлення, струмоведучих проводів і надійність заземлення. При роботі на відкритих площадках і на монтажі джерела зварювального струму захищати від атмосферних опадів брезентом або будь-якими іншими засобами, що забезпечують вологонепроникненість. Запобігати можливим механічним ушкодженням струмоведучих проводів при кантуванні зварювальних конструкцій, складуванні заготовок, при русі рейкового й іншого транспорту. Допускати до обслуговування зварювального устаткування тільки кваліфікованих електромонтерів (не нижче ІІІ групи), що мають право на обслуговування електроустановок напругою до 1000 В. Викликати електромонтера для усунення несправності зварювальної апаратури і джерел живлення, для підключення їх до силової мережі, а також для їхнього відключення від силової мережі, для проведення всіх інших робіт, зв'язаних з дотриманням загальних правил монтажу й експлуатації електротехнічних силових установок. При дотриманні правил техніки безпеки ведення зварювальних робіт враження зварювальників струмом цілком виключено. У випадку враження струмом необхідно терміново прийняти наступні міри:
1) Якщо уражений струмом тримається за провід або яку небудь металеву деталь, що знаходиться під напругою, необхідно, не доторкуючись потерпілого, виключити струм будь-яким способом (виключити рубильник, перебити провід сокирою із сухою рукоядкою, зняти запобіжник, створити коротке замикання проводів, при якому перегорять запобіжники). Якщо це швидко здійснити не можливо, то звільнити потерпілого від проводів, строго дотримуючись наступних правил:
− не доторкатись до тіла потерпілого незахищеними руками;
− допускається брати потерпілого за кінці одягу, якщо він сухий, або надягти гумові рукавички;
− якщо потерпілий уражений струмом від проводу, що обірвався, відкинути провід ударом сухої дерев'яної рейки, а у випадку судорожного зчеплення руки з проводом надягнути гумові рукавички і, стоячи на ізолюючій підстилці, обережно по одному відгинати пальці потерпілого.
2) Після звільнення потерпілого від дії електричного струму:
− при виявленні подиху і пульсу обережно перенести його в тихе і спокійне місце, укласти на суху підстилку, розстебнути одяг, що здавлює, забезпечити догляд свіжого повітря і викликати медичну допомогу;
якщо потерпілий не виявляє ознак життя, негайно почати робити йому штучне дихання, що продовжувати беззупинно робочий час – (іноді кілька годин) і припиняти тільки по висновку лікаря. З кожним роком підсилюються вимоги до виконання правил техніки безпеки, у результаті чого враження зварювальників електричним струмом у даний час – виключно рідкісне явище.
Захист від променів електричної дуги
Промені електричної дуги шкідливо впливають на зварювальників і людей, які знаходяться поруч з ними. За своїми властивостями вони поділяються на видимі і невидимі. До видимих відносять світлові промені електричної дуги, які осліплююче діють на очі. При довгочасному опромінені послаблюється зір. До невидимих відносять ультрафіолетові і інфрачервоні промені, які визивають запалення очей і опіки шкіри. Ультрафіолетові промені шкідливо діють на сітчатку і рогівку очей. Якщо на протязі декількох хвилин дивитись на світло дуги без захисних засобів, то через деякий час появляється світлобоязкість, сльозоточивість та сильні болі в очах. Складається враження, що очі забруднені піском. Невеликі запалення очей проходять через кілька годин. Інфрачервоні промені при тривалій дії викликають захворювання очей, сприяють загальній утраті зору (катаракта хрусталика). Крім того, світло дуги викликає на відкритих частинах тіла опіки такі ж, як сонячні. При зварюванні відкритою дугою (ручне зварювання, напівавтоматичному й автоматичному в середовищі захисних газів) небезпечно дивитися не тільки на дугу, але і на відображення світла від стін, небезпечне висвітлення дугою особи людини в профіль. В останньому випадку начебто людина і не дивиться на дугу, але в цей час він може одержати опромінення очей, достатнє для порушення запального процесу. Для запобігання осіб, що працюють поруч з палаючою зварювальною дугою і зварювальників застосовують загальні і індивідуальні засоби захисту. До загальних засобів захисту відносяться кабіни з двер, виконаними у виді брезентових фіранок, переносні щити в ширми, коли робота на якомусь місці носить тимчасовий характер.
Таблиця. Скляні світлофільтри для захисту очей зварників і допоміжних робіт
| Призначення | Позначення | Класифікаційний папір | Марка скла | Розміри, мм |
| Для електрозварювачів, працюючих на струмі А 30-75 | Е-2 | 9 | ТС-3 | Прямокутні 52х102, товщиною 1,5-4,0 |
| 75-200 | Е-2 | 10 | ТС-3 | |
| 200-400 | Е-3 | 11 | ТС-3 | |
| Понад 400 | Е-4 | 12 | ТС-3 | |
| Е-5 | 13 | ТС-3 | ||
| Для допоміжних робітників при електрозварюванні в цехах і на відкритих площадках. | В-1 В-2 В-3 | 2,4 3 4 | ТС-1 ТС-1 ТС-2 | Круглі діаметром 30-60, товщиною 1,5-3,5 |
| Для газозварювальників при електрозварюванні в цехах і на відкритих площадках. | Г-1 | 4 | ТС-2 | |
| При газовому зварюванні і різанні середньої потуджності | Г-2 | 5 | ТС-2 | |
| При потужному газовому зварюванні і різанні. | Г-2 | 6 | ТС-2 |
Світлофільтр №13 застосовується під час електрозварювання при струмі понад 400 А і зварюванні відкритою дугою в середовищі захисних газів.
Захист від бризг, продуктів горіння і попередження вибухів
Захист від бризг, крім опіків від електричної дуги при зварюванні можуть бути опіки від бризів розплавленого металу і шлаку. Для попередження опіків зварників необхідно:
1. Мати спецодяг із брезенту або щільного сукна.
2. Не заправляти куртку в штани, а штани в чоботи, не робити на спецодязі відкриті кишені.
3. Прикривати голову беретом або будь-яким головним убором без козирка.
4. Працювати в рукавицях.
Забезпечувати мінімальне розбризкування металу шляхом відповідного підбора режимів зварювання. Захист від продуктів горіння зварювальної дуги. Будь-які способи дугового зварювання в тім або іншому ступені забруднюють повітря домішками, що можуть викликати отруєння, поразку легень і призвести до легеневих захворювань. При зварюванні всіх металів у тім або іншому ступені утвориться окис азоту, а також аміак, що відноситься до токсичних газів. При зварюванні під флюсом виділяються фтористі з'єднання, а при ручному зварюванні марганцеві, також шкідливі для організму людини, тому у флюсах і обмазках електродів обмежують застосування фтористих з'єднань і марганцю. Виключено, наприклад, електроди марки ЦМ-7, в обмазку яких входить 30% феромарганцю. Небезпечні не тільки токсичні гази, але і нетоксичні, якщо вони знижують процентний уміст кисню в повітрі. Перед зварюванням отворів у газопроводах обов'язково продути газопровід повітрям. Вибух може відбутися в тому випадку, якщо чистий кисень стикається з мастилом і різними жирами. При цьому відбувається якби процес самозаймання. Необхідно стежити, щоб мастило не потрапило на балони з киснем, кисневі шланги, різаки і зварювальні пальники.
Протипожежні заходи
У зварювальних цехах, на будівельно-монтажних площадках, на зварювальних і наплавочних ділянках необхідно суворо дотримувати наступні правила, що запобігають можливості виникнення пожежі від іскор, що розлітаються і бризг розплавленого металу:
1. Робоче місце зварника повинне бути цілком очищене від легкозаймистих або вибухонебезпечних металів. Легкозаймисті рідини і різні пальні матеріали повинні знаходитись від місця зварювання на відстані не менш 30 м., ацителенові генератори і балони з пальними газами – на відстані не менш 10 м.
2. У місцях виконання зварювальних робіт захист від іскор, що розлітаються, і бризг металу повинна забезпечуватися металевими або брезентовими ширмами, на ділянках зварювання повинні бути вогнегасники, шухляди з піском, бочки з водою, різний пожежний інвентар, обов'язково телефонний зв'язок і пристрої для звукових сигналів.
3. Усі робітники та службовці при надходженні на роботу або при зміні робочих місць повинні бути проінструктовані з протипожежної безпеки і по прийнятому на підприємстві протипожежному режимі. На великих ділянках і в цехах повинні бути офіційно назначені відповідальні за стан протипожежних засобів і виконання протипожежного режиму роботи.
4. Обов'язково два рази в тиждень перевіряти стан зварювального обладнання.
При гасінні пожежі, що виникла в результаті витті пламенення рідин (бензину, гасу, рідких мастильних матеріалів), не можна користуватися водою або рідкопінним вогнегасниками, необхідні пісок або спеціальні густопінні вогнегасники. Відповідальність за протипожежний стан окремих цехів, майстерень, складів і інших об'єктів, а також за своєчасне виконання протипожежних заходів на них покладається персонально на начальників цехів, майстерень, складів і т. д. Тому з усіх питань, зв'язаних із уживанням заходів протипожежної безпеки, необхідно звертатися насамперед до зазначених керівників. При аваріях зварювані роботи допускається робити під спостереженням начальника цеху без письмового дозволу. Після закінчення вогневих робіт зварник зобов'язаний ретельно оглянути місце проведення цих робіт, полити водою легкозаймисті конструкції й усунути порушення, що можуть привести до виникнення пожежі. У даний час існують загальні правила й інструкції про пожежну безпеку для найбільш розповсюджених виробництв усіх міністерств і відомств. Вимоги по пожежній безпеці для різних виробництв у відповідні правила техніки безпеки і виробничої санітарії при електрозварювальних роботах для цих виробництв.
Похожие работы
... а все обладнання кабіни - надійно заземлене. Пересувні пости використовують при зварюванні великих виробів безпосередньо на виробничих ділянках. Розділ 2.Основна частина 2.1 Опис технологічного процесу ручного дугового зварювання В основі будь-якого промислового виробництва лежить технологічний процес, який є частиною виробничого процесу. Виробничий процес – це сукупність технологічних ...

... . Рис. 48. Укладання першої плити перекриття: 1) помости-площадки; 2) розчинна постіль завтовшки 10–15 мм; 3) плита перекриття Рис. 49. Рихтування плити, що установлюють за допомогою лома: а) розміри площі опирання; б) перепади в місцях поздовжніх стиків 7. Зварювання сталі 15 ГС товщиною 4 мм у нижньому положенні Сталь марки 15 ГС та їй подібні в нижньому положенні зварюють по ...

... в КР, а пробіг до капітального ремонту приймаємо як міжремонтний цикл. 2.1.1 Прийняті коефіцієнти коректування нормативів Періодичність і трудомісткість технічного обслуговування і поточного ремонту рухомого складу корегуємо згідно ВНТП – СГіП – 46.16.96 з допомогою коефіцієнтів в залежності від таких умов: категорії умов експлуатації – к1; модифікації рухомого складу та організації його ...
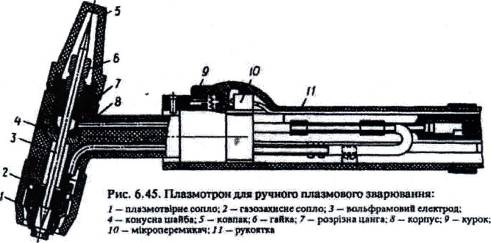
... кілець, поршнів, колінчастих валів і іншого литва фасону, що працює в умовах тертя. Васокомарганцевисту сталь Г13Л, що містить 1,2 % вуглецю І 13 % марганцю, застосовують для виготовлення піскоструминних апаратів, ланок гусениць і т,п. 2. УСТАНОВКИ ДЛЯ ПЛАЗМОВОГО ЗВАРЮВАННЯ До комплекту установки для плазмового зварювання входять: джерело живлення дуги, шафа керування, переносний блок ...
0 комментариев