Содержание
1. Техническая характеристика и критический анализ базового варианта
1.1 Характеристика сортамента
1.2 Состав и расположение основного оборудования [4]
1.3 Характеристика технологического процесса [3]
1.4 Критический анализ
1. Техническая характеристика и критический анализ базового варианта
УНРС №3, предназначена для получения слябов сечением толщиной 200-250 мм, шириной 1250-1800 мм и длиной 4¸10 метров с производительностью около 1,3 млн. тонн в год, с последующей транспортировкой их непосредственно в листопрокатные цеха для прокатки в лист.
Далее в данном пункте проекта представлены характеристика сортамента, состав, расположение и техническая характеристика оборудования и основные технологические операции УНРС №3 [2].
1.1 Характеристика сортамента
Слябовая 2-х ручьевая УНРС №3, предназначена для получения слябов сечением 250¸315х1250¸1850 мм, длиной 4¸12 метров из углеродистых обыкновенного качества и качественных, конструкционных, низколегированных трубных и легированных сталей с последующей транспортировкой их непосредственно в листопрокатные цеха для прокатки в лист.
Размеры слябов указываются в заявке листопрокатных цехов на выполнение конкретного заказа.
Отклонение по длине сляба не должно превышать ±50 мм, по ширине ±6 мм, по высоте ±3 мм.
Выпуклость граней сляба не допускается.
По химическому составу и макроструктуре слябы должны удовлетворять требованиям соответствующих стандартов, технических условий или других нормативных документов (протоколов, технических соглашений и др.) на товарный листовой прокат.
Каждый сляб плавки должен иметь на торце горячую маркировку - номер плавки, номер ручья, шифр марки стали. Маркировка слябов должна быть четкой.
1.2 Состав и расположение основного оборудования [4]
УНРС предназначена для непрерывной разливки стали, поступающей в ковшах от сталеплавильных агрегатов и для получения литых заготовок (слябов) определенного профиля с различными размерами.
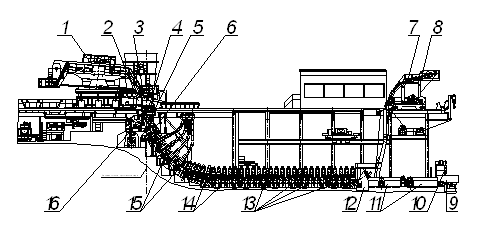
Рисунок 1.1 - Общий вид УНРС
УНРС №3 характеризуется следующими техническими данными (Согласно Пояснительной записке №56.04280. ЧерМК КП. Оборудование УНРС №3):
Тип УНРС - криволинейная, двухручьевая
Расстояние между осями ручьев, мм 6000
Емкость сталеразливочного ковша, т 385
Емкость промежуточного ковша, т 27
Высота подъема стальковша на стенде, мм 800
Скорость подъема и опускания стальковша, м/с 0,03
Рабочий уровень металла в промковше, мм 1025
Скорость подъема и опускания промковша, м/с 0,0363
Высота подъема промковша, мм 550
Скорость перемещения тележки промковша, м/с 0,373
Сечение отливаемых слябов, мм х мм 250¸315х1250¸1850
Радиус базовой стенки кристаллизатора, мм 10000
Длина кристаллизатора, мм 1200
Длина медной стенки кристаллизатора, мм 1000
Длина радиального участка, мм 13449
Длина криволинейного участка, мм 4645,5
Длина горизонтального участка, мм 19340
Металлургическая длина УНРС, мм 37434,5
Скорость разливки, м/с 0,003 ¸ 0,02
Амплитуда качания кристаллизатора, мм ±3,5; ±6
Частота качания кристаллизатора, кач/мин 40¸200
Скорость резки слитка, мм/мин 40¸600
Длина отрезаемых слябов, м 4¸12
Максимальный рабочий ход МГР, м 8
Транспортная скорость рольгангов, м/с 0,5
Время поворота траверсы разливочного стенда на 180º, с 30
Количество знаков маркировки 10
Все машины расположены в отделении непрерывной разливки стали конвертерного цеха единым блоком, имеющим общую разливочную площадку. Защитными стенками по периметру всего блока оборудование УНРС выделено из общего пространства цеха в отдельное помещение. На радиальном и криволинейном участках, где слиток охлаждается водой с помощью форсунок, оборудование находится в закрытом бункере, снабженном вытяжной вентиляцией. Все механизмы и устройства, связанные непосредственно с формированием слитка и его вытягиванием, установлены и закреплены на бетонном фундаменте. Для размещения приводов вращения разливочного стенда, распределительного узла водоснабжения установок с регулирующей и запорной аппаратурой и передвижения обслуживающего персонала в блоке УНРС предусмотрено промежуточное перекрытие и переходные площадки [4].
УНРС состоит (рисунок 1.1) из:
разливочного стенда 1, представляющего собой стационарно установленное двухпозиционное устройство подъемно-поворотного типа циклического действия.
Разливочный стенд предназначен для размещения на нем сталеразливочных ковшей, поворота ковшей из резервного положения в рабочее и обратно, подъема и опускания ковшей при разливке, а также взвешивания ковшей с металлом. Кроме того, стенд служит опорой для крепления круговых рельс передвижения тележек промковшей.
Стенд характеризуется следующими техническими данными (Согласно Пояснительной записке №56.04280. ЧерМК КП. Оборудование УНРС №3):
Масса сталеразливочного ковша с металлом, т 500
Масса порожнего ковша, т 100
Масса вращающихся частей стенда, т 450
Скорость подъема ковша, м/с 0,03
Высота подъема ковша, мм 800
Скорость вращения при повороте стенда, об/мин 1
Основные составные части стенда: траверса, подвеска, опора, рычаг, поворотная платформа, механизм подъема и опускания ковша, механизм поворота стенда, узел центральной цапфы, опорная рама.
Двух тележек 2 с промежуточными ковшами 3, предназначенными для размещения промковша, передвижения его из резервной позиции в рабочую и обратно, а также для подъема и опускания ковша при выполнении различных технологических операций [4].
Тележка характеризуется следующими техническими данными (Согласно Пояснительной записке №56.04280. ЧерМК КП. Оборудование УНРС №3):
Масса промковша с металлом, т 56,4
Скорость передвижения тележки, м/с 0,5
Высота подъема люльки тележки, мм 600
Скорость подъема люльки тележки, м/с 0,04
Тележка представляет собой сварную раму, установленную на двух подпружиненных холостых и двух приводных ходовых колесах. Перемещение тележки осуществляется с помощью электромеханического привода.
Вес ковша воспринимается тележкой через вмонтированные в раму три тензометрических датчика, контролирующих уровень металла в промежуточном ковше.
радиального кристаллизатора 4 (рисунок 1.2), предназначенного для непрерывного формообразования слитка с коркой такой толщины, чтобы она не разрушалась под действием ферростатического давления стали и усилия вытягивания слитка; одновременно кристаллизатор служит для интенсивного первоначального отбора тепла от жидкой стали с помощью водяного охлаждения. Кристаллизатор представляет собой открытую сверху и снизу прямоугольную изложницу, выполненную из четырех отдельных стенок, что позволяет, перемещая узкие стенки, изменять ширину отливаемых слитков [4].
Кристаллизатор характеризуется следующими основными техническими данными (Согласно Пояснительной записке №56.04280. ЧерМК КП. Оборудование УНРС №3):
Радиус базовой стенки, мм 10000
Высота базовой медной стенки, мм 1020
Номинальная толщина медных плит, мм 70
Максимальная площадь сечения каналов, м2 0,0176
Скорость движения воды в каналах, м/с 6
Расход охлаждающей воды м3/ч: 350
Давление воды на подводе, МПа 0,6
Диаметр подвесных роликов, мм 140
Число форсунок, шт. 20
Основные части, из которых состоит кристаллизатор, две широкие стенки 12, 13и две узкие стенки 10, 14. В каждой стенке основанием является стальная литая плита, к которой крепится медная плита с вертикальными каналами для прохода охлаждающей воды.
В широких стеках 12, 13 медные плиты изогнуты по дуге с радиусом, принятым для данной УНРС. В стальных плитах широких стенок предусмотрены приливы, в которых монтируются опоры, самоустанавливающиеся (с помощью сферических пят) на раме механизма качания. Три опоры выполнены на упорной резьбе для регулировки по высоте, а четвертая опора не регулируется.
Каждая из двух узких стенок поджата к широким с помощью трех специальных шпилек. На средней шпильке она висит шарнирно и может поворачиваться при настройке необходимой конусности кристаллизатора, а две другие шпильки стягивают широкие стенки и снабжены регулировочными винтами 15 для фиксации положения узкой стенки. Средняя шпилька на концах крепится в ползунах, установленных в пазах широких стенок. Передвигая ползуны специальными винтами и настраивая одновременно положение стенки винтами, можно перемещать узкую стенку, изменяя ширину слитка.
В нижней части широких и узких стенок устанавливаются холостые роликовые подвески, которые при вытягивании обкатывают слиток. Ролики 9 предназначены для удержания корочки слитка после выхода из кристаллизатора и предохранения нижней части медных стенок от интенсивного износа. Их оси укреплены стационарно, а бочки приводятся во вращение от слитка. С помощью прокладок и регулируемых упоров ролики и роликовые подвески выставляются таким образом, чтобы их образующие совпадали с рабочими поверхностями соответствующих стенок.
Для охлаждения кристаллизатора вода подается по двум подводящим патрубкам сначала к узким стенкам и крайним участкам широких стенок и проходит по каналам в медных плитах сверху вниз. Затем вода поступает к центральному участку широких стенок, поднимается по каналам снизу вверх и идет на слив. Патрубки для охлаждающей воды, соединяемые с узкой стенкой, выполнены телескопическими для осуществления возможности перемещения этих стенок без отключения охлаждения.
В верхних водяных камерах широких стенок установлены воздухоспускные клапана для спуска воздуха при заполнении кристаллизатора водой. Для охлаждения слитка после выхода из кристаллизатора по периметру установлены два ряда форсунок (всего 20 штук). Вода к форсункам подается через металлорукава со съемного блока. Соединение рукавов с коллекторами форсунок осуществляется посредством двух быстроразъемных соединений.
Кристаллизатор оснащен двумя системами термодатчиков, посредством которых определяется уровень металла в кристаллизаторе и отслеживается тенденция к подвисанию и прорыву слитка.
Термодатчики расположены на всех медных стенках кристаллизатора и посредством специальных кабелей соединены с кросс-блоками.5 кросс-блоков закреплены на специальных кронштейнах и соединены с общим кросс-блоком посредством специальных кабелей. Общий кросс-блок (КБО) имеет 2 выходных разъема.
Временным дном кристаллизатора (перед разливкой) является торец головки затравки, заведенной в машину. Зазор между стенками кристаллизатора и головкой затравки заделывается асбестовым шнуром по всему периметру.
съемного блока, на раме которого крепятся:
а) механизм качания кристаллизатора (МКК) 16, предназначенный для сообщения кристаллизатору во время литья слитка качательных движений, способствующих уменьшению прилипания корки слитка к стенкам кристаллизатора [4].
МКК характеризуется следующими основными техническими данными (Согласно Пояснительной записке №56.04280. ЧерМК КП. Оборудование УНРС №3):
Амплитуда качания кристаллизатора, мм ±3,5; ±6
Частота качания кристаллизатора, кач/мин 40¸200
Смазка подшипников качения густая, централизованная
Масса качающихся частей с кристаллизатором, т 35
Основными составными частями механизма качания кристаллизатора являются рама, шарнирно опирающаяся на двуплечий рычаг, пластинчатые пружины; качающиеся части механизма приводятся через эксцентрик от электродвигателя постоянного тока.
б) нулевая роликовая секция 5, предназначенная для направления и охлаждения слитка в зоне вторичного охлаждения непосредственно под кристаллизатором [4].
Основные технические данные (Согласно Пояснительной записке №56.04280. ЧерМК КП. Оборудование УНРС №3):
Габариты нулевой секции, мм 1200x1445x3600
Диаметр коротких роликов, мм 140
Диаметр длинных роликов, мм 215
Нулевая роликовая секция представляет собой единый сменный узел, настройка и ремонт которого производится вне установки, и состоит из следующих основных узлов: базовой стенки, внутренней стенки, боковых стенок, целых и разрезных роликов, секций боковых роликов.
в) семироликовой секции 6, установленной в технологическом потоке МНЛЗ непосредственно под нулевой роликовой секцией и предназначенной для направления, охлаждения, удержания слитка от раздутия ферростатическим давлением жидкого металла и транспортировки его [4].
Секция характеризуется следующими техническими данными (Согласно Пояснительной записке №56.04280. ЧерМК КП. Оборудование УНРС №3):
Габариты секции, мм 1975x2025x3320
Диаметр роликов, мм 215, 250
Число приводных роликов диаметром 250 мм, шт 4
Семироликовая секция представляет собой единый сменный узел, настройка и ремонт которого производятся вне установки, и состоит из следующих основных узлов: рамы нижней, рамы верхней, роликов неприводных диаметром 215 мм, роликов приводных диаметром 250 мм, роликов неприводных диаметром 250 мм.
г) роликовых секций радиального 15, криволинейного 14 и горизонтального 13 участков, предназначенных для удержания слитка от раздутия под действием ферростатического давления, а также для охлаждения, плавного выпрямления и вытягивания слитка [4].
Секции роликовые характеризуются следующими техническими данными (Согласно Пояснительной записке №56.04280. ЧерМК КП. Оборудование УНРС №3):
Диаметр роликов секции №3, мм 270
Диаметр роликов секции №4, мм 300
Диаметр верхних роликов секций №5 и №6, мм 370
Диаметр нижних роликов секций №5 и №6, мм 380
Диаметр роликов секций №7,8,9,10, мм 380
Число пар роликов в каждой секции, шт 10
Длина бочки ролика, мм 2050
На радиальном участке устанавливаются две секции №3 и №4 одинаковой конструкции: первая из десяти пар роликов диаметром 270 мм и вторая из десяти пар роликов диаметром 300 мм. Радиальный участок распространяется до ролика 34.
На криволинейном участке устанавливаются две секции №5 и №6 одинаковой конструкции, каждая из которых содержит по10 пар роликов диаметром 370 мм - верхние, диаметром 380 мм - нижние. Конструктивно секции роликовые криволинейного участка включают ролики с 35-го по 54-й, из которых нечетные ролики нижнего ряда приводные, четные нижнего ряда и все верхние ролики холостые.
На горизонтальном участке устанавливаются четыре секции №7, 8, 9, 10 одинаковой конструкции по 10 пар роликов диаметром 380 мм в каждой. Ролики нижнего ряда нечетные с 55-го по 83-й и все последние с 85-го по 93-й выполнены приводными, ролики верхнего ряда и все остальные нижнего ряда холостые.
д) затравки 7, предназначенной для образования временного дна кристаллизатора перед началом очередной разливки металла и для последующего вытягивания слитка из кристаллизатора и роликовой зоны вторичного охлаждения [4].
Затравка характеризуется следующими техническими данными (Согласно Пояснительной записке №56.04280. ЧерМК КП. Оборудование УНРС №3):
Давление воздуха в камерах, МПа 0,4÷0,6
Толщина отливаемых слитков, мм 250¸315
Ширина отливаемых слябов, мм 1250¸1850
Максимальная длина затравки, мм 7675
Вес тела затравки, кг 6000
Объем воздуха в камерах, м3 0,31
Затравка состоит из ряда шарнирно связанных между собой звеньев с крышками внутри которых проложены 3 резиновых рукава. В переднем звене затравки имеется разводка труб с обратными клапанами для надувания затравки, колодка для установки манометров и соединительные шланги. В комплект затравки входит несколько головок для отливки слитков разной толщины. Для изменения размера головки затравки по ширине, к головке с боков крепятся болтами и планками сменные накладки.
Неработающие кристаллизаторы сверху закрываются защитными плитами со сменными воротниками.
УНРС обслуживается:
самоходным напольным устройством для подъема и заведения затравки 8, и отделения затравки 12, предназначенным для своевременного отделения затравки от слитка, подъема ее на разливочную площадку и последующего заведения затравки через кристаллизатор в роликовую зону УНРС [4].
Устройство характеризуется следующими техническими данными (Согласно Пояснительной записке №56.04280. ЧерМК КП. Оборудование УНРС №3):
Усилие отделения головки затравки, кН 220
Ход отделяющих упоров, мм 250
Ход траверсы до выхода из направляющих, мм 8885
Полный ход траверсы, мм 18105
Скорость подъема траверсы с затравкой, м/с 0,167
Максимальная масса устройства (с затравкой), т 60
Скорость перемещения устройства, м/с 0,25
Максимальный ход тележки, мм 30000
Максимальный поднимаемый устройством груз, т 21
Скорость опускания траверсы с затравкой, м/с 0,15
Механизм отделения затравки представляет собой установку гидроцилиндра, которая через коленвал воздействует на упоры ползуна, отделяющего в определенный момент головку затравки от слитка. Устройство для подъема и заведения затравки представляет собой самоходную тележку, которая перемещается на колесах по рельсам от электромеханического привода, имеет подъемное устройство с подвижной траверсой, перемещающейся от канатного электромеханического привода.
Основные составные части устройства отделения, подъема и заведения затравки - механизм отделения затравки, пути, траверса, буфера, устройство для подъема и заведения затравки, упоры и натяжное устройство.
машиной 10 газовой резки слитка (МГР), предназначенной для разрезки сляба в процессе разливки на мерные длины согласно заказу.
Машина газовой резки представляет собой самоходную рельсовую тележку с установленными на ней резаками и приводами перемещения, а также снабженную механизмом захвата сляба [4].
МГР характеризуется следующими основными техническими данными (Согласно Пояснительной записке №56.04280. ЧерМК КП. Оборудование УНРС №3):
Максимальный рабочий ход МГР, м 8
Скорость перемещения МГР, м/мин 0,2¸1,6
Скорость перемещения суппорта с резаком при резке, мм/мин 30¸600
Максимальный ход суппортов, мм 2300
Диаметр поршня пневмоцилиндра механизма захвата, мм 180
Диаметр ходовых колес, мм 200
Основные составные части МГР: рама, балки, катки, направляющие, каретки, захваты, цилиндры пневматические, суппорты, винты, приводы передвижения суппортов, механизмы подъема резаков, привод передвижения МГР, валы промежуточные, мостик.
устройством для разогрева промковша, который предназначен для приема жидкого металла из сталеразливочного ковша и подачи его стабильной дозированной струей в кристаллизаторы двух ручьев УНРС [4].
Промковш характеризуется следующими техническими данными (Согласно Пояснительной записке №56.04280. ЧерМК КП. Оборудование УНРС №3):
Рабочий уровень металла в промковше, мм 1025
Емкость промежуточного ковша, т 27
Масса футеровки ковша, не более, т 17
Масса промковша с металлом, т 56,4
Ход стопора максимальный, мм 90
Усилие на рукояти, не более, кН 150
Промежуточный ковш является общим для двух ручьев УНРС и устанавливается на тележке, осуществляющей его подъем (опускание) и центрирование относительно кристаллизатора, а также перемещение из резервной позиции в рабочую и обратно.
Ковш состоит из корпуса с футеровкой, двух стопорных механизмов и двух механизмов для смены погружаемых стаканов. Сверху ковш закрывается крышками.
Для транспортировки слитка применяют рольганг 11, рольганг 9 с опрокидывающимися роликами, приемные рольганги и рольганг тележку. Установка рольганга предназначена для приема затравки, транспортировки слябовой заготовки в синхронном движении с роликами вторичного охлаждения. Рольганг сдвоенный с опрокидывающимися роликами предназначен для транспортировки металла в зоне работы машин газовой резки. Приемные рольганги предназначены для приема слябов во время резки на МГР, остановки для нанесения маркировки и передачи на рольганг-тележку. Рольганг-тележка предназначена для приема слябов с приемных рольгангов УНРС и передачи их на рольганги линии отделки слябов.
УНРС снабжена также устройствами для аварийного отделения затравки, стендами и приспособлениями для сборки и настройки отдельных узлов машины и для выставки ее технологической оси [4].
1.3 Характеристика технологического процесса [3]
Работа УНРС осуществляется в следующем порядке. С помощью устройства для заведения и подъема затравки в кристаллизатор сверху вводят затравку, заполняют воздухом камеры и удерживают ее приводными роликами радиального участка таким образом, чтобы торец головки затравки образовал временное дно кристаллизатора. Сталеразливочный ковш КС-385 со сталью после внепечной обработки в вакууматоре или на аргонной установке устанавливают цеховым мостовым краном на резервную подвеску разливочного стенда, находящуюся в нижнем положении и подсоединяют гидроприводы шиберных затворов. Промковш, предварительно нагретый до 1100-1200 °С, поднимают в верхнее положение, убирают горелки разогрева и перемещением самоходной тележки промковш из резервной позиции переводят в рабочую позицию. Центрируют промковш относительно кристаллизаторов и подключают исполнительные механизмы дистанционного и автоматического управления стопорами промковша. Затем поворотом разливочного стенда сталеразливочный ковш переводят из резервной позиции в рабочую, где устанавливают по оси УНРС над промежуточным ковшом и опускают в нижнее положение, чтобы между ковшами было минимальное расстояние. Перед началом разливки должны быть подготовлены к работе системы водяного охлаждения слитка и вентиляции.
Разливка начинается после открытия шиберного затвора сталеразливочного ковша, при этом разливочные стаканы промковша должны быть плотно закрыты стопорами. Наполнив промежуточный ковш на высоту 250-300 мм от боевой части ковша, открывают оба стопора и начинают заполнение кристаллизаторов, затем на мениск металла наводят шлак. При наполнении кристаллизатора до уровня, равного 100-150 мм от верхнего его края, включают механизм качания кристаллизатора, предупреждающий прилипание корки затвердевающего металла к стенкам кристаллизатора. Затем включают приводные ролики радиального участка для вытягивания слитка и подачу воды в форсунки системы вторичного охлаждения слитка. Скорость вытягивания слитка вначале минимальна (0,2 м/мин), а затем постепенно увеличивается до заданной путем изменения частоты вращения приводных роликов.
Если планируется непрерывная разливка нескольких плавок, то до опорожнения первого ковша на резервную подвеску разливочного стенда устанавливают второй ковш со сталью той же марки, что и в первом ковше. После опорожнения первого ковша поворотом траверсы стенда над промковшом устанавливают второй ковш и продолжают разливку. При длительной разливке серии плавок периодически, по мере износа огнеупорных материалов, заменяют промковши.
Из кристаллизатора слиток поступает в нулевую и в семироликовую секции, которые служат для направления и охлаждения слитка для предупреждения выпучивания и разрыва корки затвердевающего слитка. Затем приводная роликовая секция радиального участка перемещает слиток по технологической оси машин. Далее слиток поступает в роликовую секцию криволинейного участка, где подвергается дальнейшему охлаждению и выпрямлению. Выпрямление выполняется достаточно постепенно, чтобы в слитке не появились трещины (этот участок технологической оси машины изогнут по дуге с равномерно, до бесконечности, увеличивающимся радиусом кривизны). Затем слиток попадает в роликовую секцию горизонтального участка, где дополнительно охлаждается. Далее слиток транспортируется рольгангом к машине газовой резки, разрезается на слябы, которые передаются рольганг-тележкой в транспортно-отделочное отделение или с помощью устройства для передачи слябов временно складируется на специальных площадках копильниках.
По мере движения слитка по криволинейному и горизонтальному участкам последовательно включаются в автоматическом режиме нижерасположенные приводные ролики и секции форсуночного охлаждения.
Затравка после выхода из последнего ролика горизонтального участка попадает в устройство для отделения затравки, где в автоматическом режиме отделяется от слитка, поднимается в вертикальное положение под разливочную площадку и перехватывается машиной задачи и выдачи затравки, где она хранится до следующего цикла разливки. При значительной приварке слитка к головке затравки, когда автоматического отделения затравки не происходит, применяют специально установленное устройство для аварийного отделения корпуса затравки от ее головки. Корпус затравки захватывается лебедкой за хвостовую часть и поднимается вверх под разливочную площадку, где цеховой кран его перехватывает и подает на разливочную площадку.
Сталеразливочный ковш по окончании разливки переводят в резервное положение (поворотом траверсы), отсоединяют гидроприводы шиберных затворов и затем снимают ковш с разливочного стенда.
1.4 Критический анализ
Как упоминалось ранее во введении дипломного проекта, реконструкция УНРС №3 может повлиять на повышение качества выпускаемой продукции, уменьшение количества простоев и снижение издержек на обслуживание.
В ходе анализа работы данной УНРС было выявлено, что наиболее проблемная зона - это кристаллизатор.
Существующий кристаллизатор имеет ряд недостатков:
применяется устаревшая технология изменения ширины сечения сляба: необходимо снимать кристаллизатор с УНРС и настраивать его на нужный размер на специальном стенде. Настройка осуществляется при помощи системы стяжек и ползунов. Настройка занимает большое количество времени, а ее качество сильно зависит от квалификации обслуживающего персонала.
кристаллизатор имеет небольшой диапазон ширин отливаемых слябов от 1250 мм до 1850 мм, технически невозможно получить больший диапазон.
данный кристаллизатор изготовлен в 80-х годах, когда еще не была разработана технология нанесения износостойких материалов на медные плиты, поэтому в нем используются медные плиты без покрытия, что приводит к их быстрому износу (уменьшению срока их службы) и к появлению трещин на поверхности слябов.
Таким образом, можно сделать вывод, что требуется провести реконструкцию существующего кристаллизатора.
При проектировании принято решение установить на кристаллизаторе механизм передвижения узких стенок, который даст возможность изменять ширину отливаемого сляба, без необходимости прерывать процесс разливки.
Применение кристаллизатора, перестраиваемого по ширине отливаемой заготовки непосредственно в процессе разливки позволит сократить простои и увеличить машинное время УНРС, что соответственно приведет к росту производительности установки.
В данной работе предложено покрыть износостойким материалом стенки кристаллизатора с целью защиты их от износа. В качестве износостойкого материала выбран никель. Этим будет достигнута низкая адгезионная активность поверхности кристаллизатора в контакте с литой заготовкой, снижение деформационной компоненты силы трения, обеспечение высокой сопротивляемости термическим ударам и прочное сцепление покрытия со стенкой кристаллизатора при сохранении высокой интенсивности теплопередачи, что в целом дает увеличение долговечности кристаллизатора и улучшение качества литых заготовок.
После внедрения механизма передвижения узких стенок кристаллизатора и применения никелевого покрытия возрастет продолжительность безостановочной работы УНРС, следовательно, возрастет нагрузка на поддерживающие ролики кристаллизатора, поэтому необходимо добавить еще один комплект поддерживающих роликов на обе широкие стенки кристаллизатора, это позволит в несколько раз уменьшить нагрузку на ролики, увеличить продолжительность их работы.
Таким образом, данные нововведения позволят без больших затрат повысить качество выпускаемой продукции, уменьшить количество простоев и снизить издержки на обслуживание.
Похожие работы
... они дают возможность экономично, с требуемой точностью оценит параметры эквивалентной схемы транзистора. Конструкция, магнитные материалы, электрические провода и изоляция Основными элементами конструкции трансформаторов являются сердечник (магнитопровод) и обмотки: К элементам конструкции относятся также конструктивные детали, служащие для крепления сердечника и установки трансформаторов в ...
0 комментариев