1. Элементы ГПС
В соответствии с ГОСТ 26228-90 гибкая производственная система (ГПС) представляет собой управляемую средствами вычислительной техники совокупность технологического оборудования, состоящего из разных сочетаний гибких производственных модулей (ГПМ) и (или) гибких производственных ячеек (ГПЯ), автоматизированной системы технологической подготовки производства и системы обеспечения функционирования, обладающую свойством автоматизированной переналадки при изменении программы производства изделий, разновидности которых ограничены технологическими возможностями оборудования.
Под гибкой производственной ячейкой (ГПЯ) понимают управляемую средствами вычислительной техники совокупность нескольких ГПМ и системы обеспечения функционирования, осуществляющую комплекс технологических операций, способную работать автономно и в составе ГПС при изготовлении изделий в пределах подготовленного запаса заготовок и инструмента.
Под гибким производственным модулем (ГПМ) понимают единицу технологического оборудования, автоматически осуществляющую технологические операции в пределах его технических характеристик, способную работать автономно и в составе ГПС или ГПЯ.
Относительная автономность производственных единиц – ГПМ, обеспечивается координацией как единое целое многоуровневой системой управления, обеспечивающей изменение программы функционирования подсистем ГПС и тем самым – быструю перенастройку технологии изготовления при смене объектов производства.
Каждый ГПМ имеет автономное программное управление. В свою очередь, линии, цеха и участки ГПС, которые комплектуются из ГПМ, также имеют соответствующее программное управление.
По организационной структуре различают следующие виды ГПС: гибкие автоматизированные линии (ГАЛ), гибкие автоматизированные цеха (ГАЦ), гибкие автоматизированные участки (ГАУ).
ГАЛ – ГПС, в которой технологическое оборудование расположено в принятой последовательности технологических операций.
ГАУ – ГПС, функционирующая по технологическому маршруту, в котором предусмотрены возможность изменения последовательности использования технологического оборудования.
ГАЦ – ГПС, представляющая собой в различных сочетаниях совокупность гибких автоматизированных и роботизированных технологических линий и участков для изготовления изделий заданной номенклатуры.
Роботизированная технологическая линия представляет собой совокупность РТК, связанных между собой транспортными средствами и системой управления, или нескольких единиц технологического оборудования, обслуживаемых одним или несколькими ПР для выполнения операций в принятой технологической последовательности.
Роботизированный технологический участок представляет собой совокупность РТК, связанных между собой транспортными средствами и системой управления, или нескольких единиц технологического оборудования, обслуживаемых одним или несколькими ПР, в которой предусмотрена возможность изменения последовательности использования технологического оборудования.
2. Система обеспечения функционирования ГПССистема обеспечения функционирования ГПС определяется как совокупность взаимосвязанных автоматизированных систем, обеспечивающих проектирование изделий, технологическую подготовку их производства, управление ГПС при помощи ЭВМ и автоматическое перемещение предметов производства и технологической оснастки.
В систему обеспечения функционирования ГПС входят подсистемы:
· автоматизированная транспортно-складская система (АТСС);
· автоматизированная система управления технологическими процессами (АСУТП);
· автоматизированная система инструментального обеспечения (АСИО);
· система автоматизированного контроля (САК);
· автоматизированная система удаления отходов (АСУО);
· автоматизированная система научных исследований (АСНИ);
· система автоматизированного проектирования (САПР);
· автоматизированная система подготовки производства (АСТПП);
· автоматизированная система управления (АСУ) и др.
ГПС состоит из ряда основных автоматизированных подсистем: технологической, транспортной, складирующей, контроля и управления.
Автоматизированная технологическая подсистема ГПС. В состав технологической подсистемы ГПС входит множества ГПМ совместно с необходимыми средствами технологического оснащения, предназначенных для выполнения основных технологических операций производства ЭА.
Автоматизированная транспортно-складская система (АТСС) - подсистема взаимосвязанных автоматизированных транспортных и складских устройств для укладки, хранения, временного накопления, разгрузки и доставки предметов труда, технологической оснастки.
Автоматизированная подсистема управления ТП (АСУ ТП) состоит из средств вычислительной техники – управляющих ЗВМ, связанных в единый комплекс с помощью интерфейсных устройств и линий передачи данных, и программного обеспечения. Предназначена для управления отдельными единицами автоматизированного оборудования всех подсистем и системы в целом; базируется на использовании оборудования с ЧПУ, ГПМ. Программное управление ГПМ основывается на применении программы, определяющей порядок действий с целью получения требуемого результата.
Система управления охватывает все уровни иерархии ГПС; нижний уровень управления – ГПМ и обслуживающие их АССЮ, АТС и САК; средний уровень управления – ГАЛ и ГАУ и обслуживающие их АСС, АТС и САК; высший уровень управления - ГАЦ, т.е. управление производственными единицами (линиями и участками) в соответствии с заданным планом производства изделий.
Подсистема контроля ГПС (САК) решает задачи: получения и передачи информации о свойствах, техническом состоянии и пространственном расположении контролируемых объектов, а также о состоянии технологической среду; сравнения фактических параметров с заданными; передачи информации о рассогласованиях для принятия на различных уровнях ГПС; получения и представления информации об исполнении функций; автоматической перестройки средств контроля в пределах заданной номенклатуры контролируемых объектов; полноты и достоверности контроля.
Автоматизированная система инструментального обеспечения (АСИО) – система взаимосвязанных элементов, включающая участки подготовки инструмента, его транспортирования, накопления, устройства смен и контроля качества инструмента, обеспечивающие подготовку, хранение, автоматическую установку и замену инструмента.
3. Организационная структура и взаимосвязи в ГПССостав и структура ГПС зависит от специализации, технологических задач, типов изделий, типа производства, частоты смены продукции. Рис 1.
Для обеспечения функционирования ГПС необходимо:
· скомплектовать, подготовить и загрузить в АТСС заготовки, комплектующие, полуфабрикаты, материалы и другие ингридиенты производства;
· подготовить, настроить и ввести в АТСС и ГПМ приспособления и инструменты;
· подготовить и ввести в библиотеку программ АСУТП, АСТПП и АСУП необходимые программы управления гибкой производственной системы (ГПС); автоматизированной системы испытаний (АСИ);
· системы материально-технического обеспечения (СМТО);
· автоматизированной системы управления (АСУ) ИПС.
При этом подсистемы АСУ, АСНИ, САПР и АСТПП, являясь внешними по отношению к ГПС, реализируют информационное обеспечение на входе ГПС с использованием соответствующих баз данных (БД). Так АСУ обеспечивает планирование загрузки ГПС по номенклатуре и качеству изделий, предназначенных к выпуску в определенные периоды времени, и планирование подготовки производства для ГПС; АСНИ и САПР — автоматизированное проектирование МЭА с выпуском технической и программной (ПД) документации; АСТПП — автоматизированные разработки технологической документации, проектирование средств технологического оснащения и выпуск конструкторской документации на оснастку, разработку управляющих перфолент для ГПМ, ГПС; АСИ — автоматизированное испытание изделий.
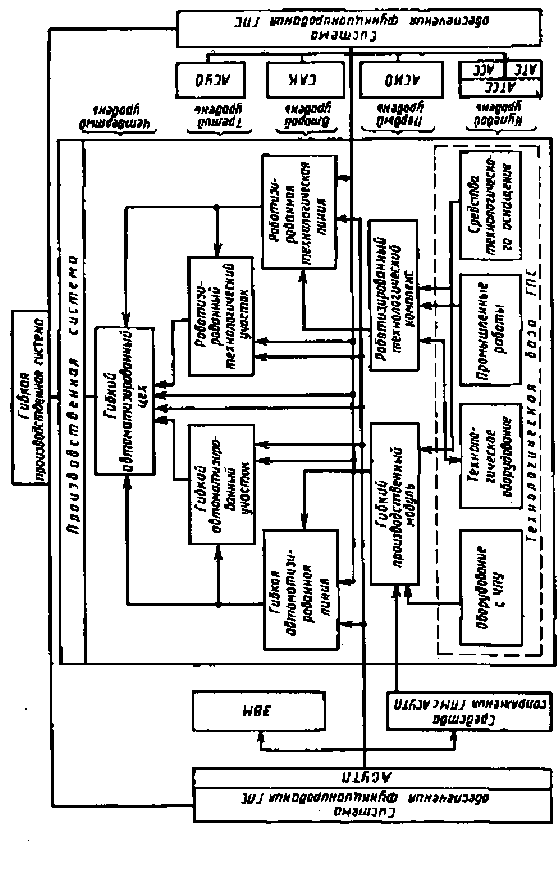
Рис. 1 - Организационные уровни сложности ГПС
Список литературы
1. Н.П. Меткин, М.С. Лапин, С.А. Клейменов, В.М. Критський. Гибкие производственные системы. – М.: Издательство стандартов, 1989. – 309с.
2. Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие для студентов вузов. – К.: ИД «Профессионал», 2004. – 304 с.
3. Роботизированные технологические комплексы/ Г. И. Костюк, О. О. Баранов, И.Г. Левченко, В. А. Фадеев – Учеб. Пособие. – Харьков. Нац. аэрокосмический университет «ХАИ», 2003. – 214с.
4. Алексеев П.И., Н.П.Меткин, М.С.Лапин. Технологическое проектирование ГПС. – Л.: ЛДНТП, 1984. – 36с.
5. Проектирование металлорежущих станков и станочных систем: Справочник-учебник в 3-х т. Т. 3: Проектирование станочных систем /Под общей ред. А.С. Проникова - М.: Изд-во МГТУ им. Н.Э.Баумана; Изд-во МГТУ «Станкин», 2000. - 584 с.
6. Гибкие производственные комплексы /под.ред. П.Н.Белянина. – М.: Машиностроение, 1984. – 384с.
7. Гибкое автоматическое производство/под.ред. С.А.Майорова. – М.: Машиностроение, 1985. – 456с.
8. Иванов А.А. ГПС в приборостроении. – М.: Машиностроение,1988. – 282с.
9. Морозов В.П., Дымарский Я.С. Элементы теории управления ГАП. – Л.: Машиностроение, 1984. – 364с.
10. Управление работотехническими системами и гибкими автоматизированными производствами /под.ред. Н.М.Макарова, – М.: Радио и связь, 1981, ч.3 – 156с.
11. Широков А.Г. Склады в ГПС. – М.: Машиностроение, 1988. – 216с.
Похожие работы

... функциональных возможностей; - улучшение эргономических качеств; - улучшение эстетических качеств; - повышение чувствительности, точности, стабильности, диапазона. Цели и задачи автоматизации производственных систем Автоматизация - это совокупность организационно-технических мероприятий, обеспечивающих замену физического и умственного труда человека, затрачиваемого на планирование, ...
огичное определению Ф.Махлупа. По их мнению, доля информационного сектора США в конце 70-х годов достигла 25% . В настоящее время к информационному сектору относят в основном следующие сферы: производство знаний и нововведений, включая исследования и разработки, распространение информации и коммуникации; отрасли, связанные со страхованием; рекламу и справочное обслуживание; индустрию ...
... позволяющих вести такое программирование []. Компьютерные УЧПУ к этим станкам содержат ПО, включающее 3D CAD / CAM систему, систему автопрограммирования и систему автотехнолога. Комбинация технологии и программного обеспечения позволяет УЧПУ напрямую использовать геометрическое определение детали как программу и исключает этап постпроцессора в цикле работ по подготовке станочных УП. Модель в 3D ...
... к относительно простым и многократно повторяющимся операциям. На примере фирмы IBM можно проследить, как проходили эксперименты по применению роботов в сборочных процессах. Эта крупнейшая фирма по производству компьютеров не только продает роботы, предназначенные для сборки, но и использует их на собственных предприятиях во многих странах. На заводе этой компании в Гриноке (Шотландия) ...
0 комментариев