Министерство образования и науки РФ
ГОУ ВПО Казанский государственный технический университет им.Туполева
РАСЧЕТНО-ГРАФИЧЕСКАЯ РАБОТА
По дисциплине «МЕТРОЛОГИЯ.СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ»
Работу выполнил
студент «КТОАМП»
Максимов Антон
Работу проверил
преподаватель
Савин И.А.
г. Набережные Челны –2010
Расчетно-графическая работа № 1
Тема: Контроль качества гладких цилиндрических изделий
Номинальный размер соединений: 10
Посадки: ![]()
![]()
![]()
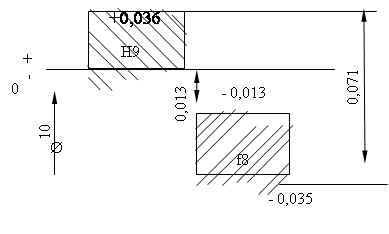
1) Дано: Æ ![]()
ES= + 0,036 мм es= -0,013 мм
EI= + 0 мм ei= - 0,035 мм
Решение:
Smax = ES-ei = + 0,036 – (- 0,035)= + 0,071
Smin = EI-es = 0-(-0,013) = + 0,013
TS = Smax – Smin = + 0,071- 0,013= + 0,058
Проверочный расчет
ТП = TД + Td = (ES - EI)+(es - ei) = ( + 0,036 – 0) + ( -0,013 – ( - 0,035) =
= + 0,036 + 0,022 = 0,058 мм
![]() Ответ:
Ответ:
Smax = + 0,071 мм
Smin = + 0,013 мм
Вывод: посадка с зазором в системе отверстия.
2) Дано: Æ ![]()
ES= - 0,017 мм es= 0мм
EI= -0,032 мм ei= - 0,009 мм
Решение: : Nmax = es-EI = 0,032
Nmin = ei-ES = 0,008
TП = Nmax – Nmin = 0,024


![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() 0
0
 | |||
 | |||
Ответ:
Nmax = + 0,032 мм
Nmin = + 0,008 мм
Вывод: посадка с натягом в системе вала.
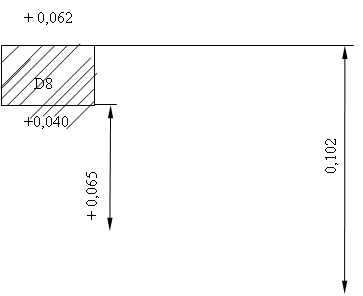
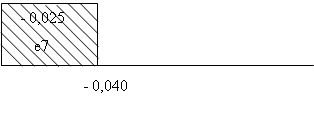
3) Дано: Æ ![]()
ES= +0,062 мм es= -0,025 мм
EI= -+0,040мм ei= -0,040 мм
Решение:
Smax = ES-ei =0,102
Smin = EI-es =0,065
TS = Smax – Smin =0,037
Проверочный расчет
ТП = TД + Td = (ES - EI)+(es - ei) = 0,037 мм
 | |||
 | |||
![]()
![]() 0
0
 | |||
 | |||
Ответ:
Smax = + 0,102 мм
Smin = + 0,065 мм
Вывод: посадка с зазором комбинированная.
Расчетно-графическая работа № 2
Обоснование выбора посадок подшипников на валы и в отверстия корпусов
Дано:
№ подшипника – 114
Класс точности подшипника – 5
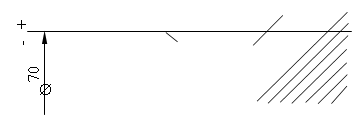
d = 70 мм = 0,070 м
D = 110 мм = 0,110 м
B = 20 мм = 0,020 м
r = 2,0 мм = 0,002 м
серия - легкая
Fr = 0,8 КН = 800 Н
Fa = 0,6 КН = 600 Н
Решение:
К1 = 1,8
К2 = 1
К3 = 1
![]()
![]()
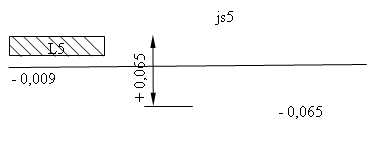
Предельные отклонения вала (js5)
max = + 0,065 мм
min = - 0,065 мм
Предельные отклонения внутреннего кольца
max = 0
min = - 0,009 мм
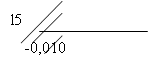
Предельные отклонения наружного кольца
max = 0
min = - 0,010 мм

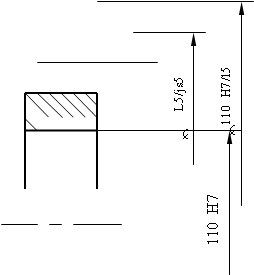
Внутреннее кольцо: Æ ![]()

Nmax = es –EI = +0,065 - (- 0,009) = + 0,074 мм
Smax = ES - ei = 0 - ( - 0,065) = + 0,065 мм
 | |||
|









0
Определяем допустимое значение натяга:
![]() Па
Па
![]() 0,248 мм
0,248 мм
Для нагрузки со значительными толчками, вибрациями, кратковременными перегрузками до 200% и неразъемном корпусе выбираем поле допуска (Н7)
Наружное кольца: Æ ![]()

Smax = ES – ei = +0,035 – (-0,010) = +0,045 мм
Smin = EI – es = 0 – 0 = 0
 | |||
| |||






![]()
![]()
![]()
![]()
![]()
![]() 0
0
 | |||
 | |||
Вывод:
Соединение Æ ![]() с небольшим зазором, что позволяет постепенно проворачиваться наружному кольцу в корпусе. Радиальное усилие при этом воспринимается новыми участками дорожек качения кольца, что приводит к равномерному изнашиванию дорожек кольца.
с небольшим зазором, что позволяет постепенно проворачиваться наружному кольцу в корпусе. Радиальное усилие при этом воспринимается новыми участками дорожек качения кольца, что приводит к равномерному изнашиванию дорожек кольца.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()


![]()

 Соединение Æ
Соединение Æ ![]() переходное, что исключает возможность обкатки и проскальзывание этого кольца по посадочной поверхности вала и удовлетворяет эксплуатационным требованиям.
переходное, что исключает возможность обкатки и проскальзывание этого кольца по посадочной поверхности вала и удовлетворяет эксплуатационным требованиям.
 | |||
 | |||
Расчетно-графическая работа № 3
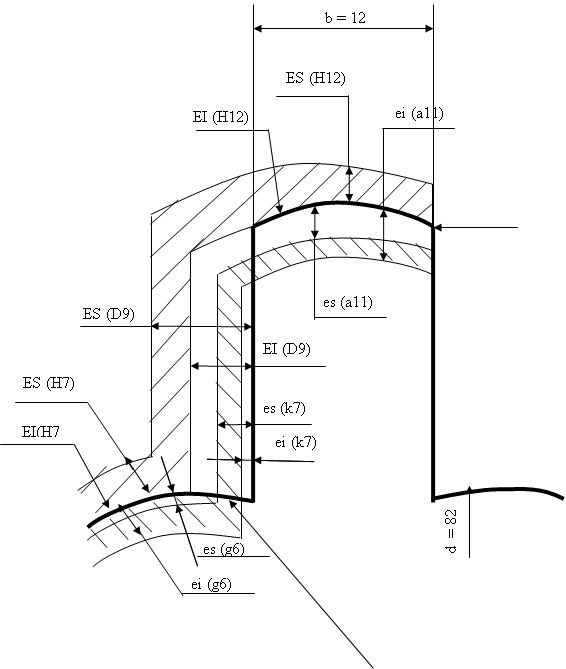
Тема: контроль качества шлицевых соединений с прямобочными и эвольвентными профилями.
Дано:
Ширина шлица, b мм - 12
Количество шлицев, 10
Внутренний диаметр, d мм - 82
Наружный диаметр, D мм – 88
Центрирование по – d
Обозначение посадки соединения ![]()
![]()
Решение:
| Номинальные рамеры | Поле допуска | Отклонение по ГОСТ 25346-89 мм | Предельные размеры | |||
| Верхнее | Нижнее | Наибольший | Наименьший | |||
| Шлицевой вал | ||||||
| d = 82 D = 88 b = 12 | g6 a11 k7 | - 0,12 - 0,38 + 0,019 | - 0,034 - 0,6 + 0,001 | 81,988 87,62 12,019 | 81,966 87.4 12,001 | |
| Шлицевая втулка | ||||||
| d = 82 D = 88 b = 12 | H7 H12 D9 | + 0,035 + 0,35 + 0,093 | 0 0 + 0,050 | 82,035 88,35 12,093 | 82 88 12,050 | |
d – 10 x 82![]() x 88
x 88![]() x 12
x 12![]()
Поле допуска шлицевой втулки
![]() d - 10 x 82H7 x 88H12 x 12D9
d - 10 x 82H7 x 88H12 x 12D9
|
Поле допуска шлицевого вала
![]() d – 10 x 82g6 x 88a11 x 12k7
d – 10 x 82g6 x 88a11 x 12k7
Расчетно-графическая № 4
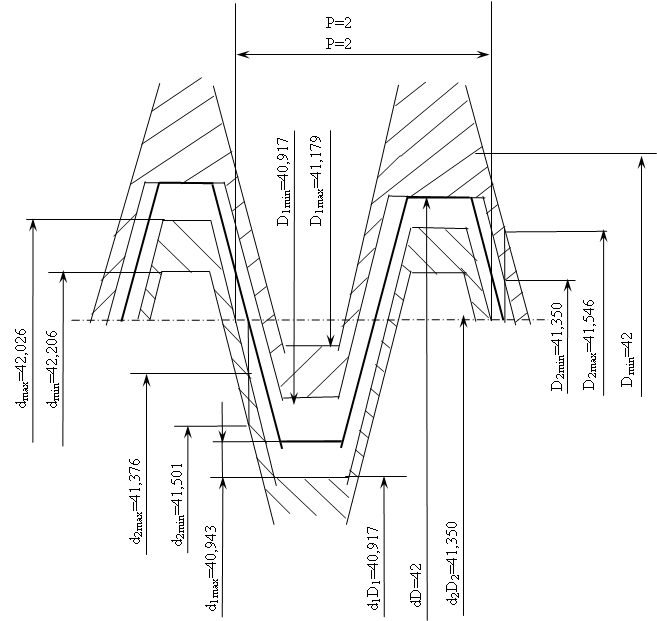
Дано: диаметр резьбы D = 42 мм
шаг резьбы P = 2 мм
обозначение резьбового соединения ![]()
Из таблицы ГОСТ 9150 – 59 выписываем номинальные значения диаметров:
d = D =42 мм
d2 = D2 = 41,350 мм
d1 = D1 = 40,917мм
По ГОСТ 16093 – 70 определяем предельные отклонения диаметров резьбы в (мкм):
Болт Верхнее отклонение для d, d1, d2 = -26Нижнее отклонение для d = -206
Нижнее отклонение для d2 = -151
ГайкаВерхнее отклонение для D2 = +196
Верхнее отклонение для D1 = +262
Подсчитываем предельные размеры болта и гайки:
| Болт, мм | Гайка, мм |
| dmax = 42 – (- 0,026) = 42,026 | Dmax – не нормируется |
| dmin =42 – ( -0,206) = 42,206 | Dmin = 42 |
| d2max = 41,350 – (-0,026) = 41,376 | D2max = 41,350 + 0,196 = 41,546 |
| d2min = 41,350 – (-0,151) = 41,501 | D2min = 41,350 |
| d1max = 40,917 – (-0,026) = 40,943 | D1max = 40,917 + 0,262 = 41,179 |
| d1min– впадина не должна выходить за линию плоского среза, проведенную на расстоянии | D1min = 40,917 |
![]() мм
мм
Похожие работы
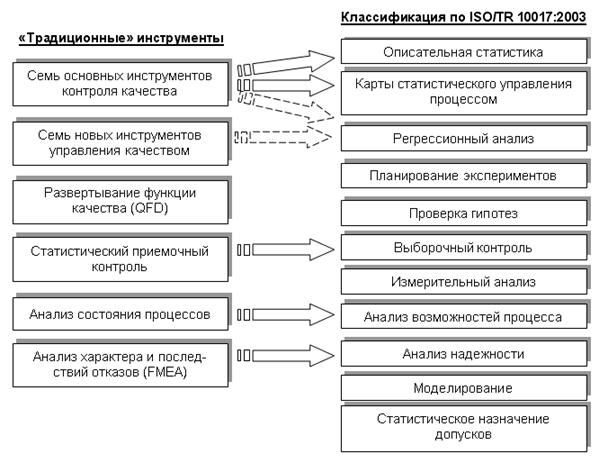
... , связанные с обработкой и анализом больших массивов количественных данных, но и отдельные инструменты работы с нечисловой информацией. Например, в группе «Семь основных инструментов контроля качества» гистограмма, стратификация (расслаивание), диаграмма Парето, диаграмма рассеивания (разброса) и контрольные карты предназначены для анализа количественной информации. Причинно-следственная диаграмма ...
... частности, об отсутствии необходимой заинтересованности и ответственности персонала контролирующих подразделений в полном выявлении брака на обслуживаемых участках производства. В структуре служб контроля качества продукции многих предприятий в основном присутствуют подразделения, обеспечивающие технические и технологические аспекты контроля качества. При этом недостаточно развиты организационно- ...
... в процесс, были одобрены, спланированы, получили материально-техническую поддержку и управлять в целях заинтересованных сторон. Глава 3. Перспектива автоматизации системы неразрушающего контроля изделий на предприятиях машиностроительного профиля 3.1 Комплексная технология АУЗК В связи с высоким техническим уровнем современного производства методом и средством НК предъявляют высокие ...
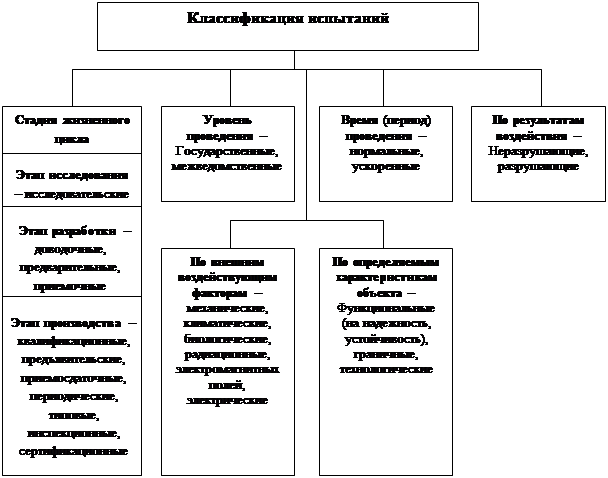
... В зависимости от характера воздействия на изделия все ВВФ делятся на классы: механические, климатические и другие природные, биологические, радиационные, электромагнитных полей /6/. 1.1 Климатические испытания изделий электронной техники Под влиянием климатических факторов в материалах ИЭТ протекают сложные физико-химические процессы, изменяющие их свойства и способствующие отказам. Опыт ...
0 комментариев