Широкое внедрение автоматизации – наиболее эффективный путь повышения производительности труда.
На многих объектах для организации правильного технологического процесса необходимо длительно поддерживать заданные значения различных физических параметров или изменять их во времени по определенному закону. Вследствие различных внешних воздействий на объект эти параметры отклоняются от заданных. Оператор или машинист должен так воздействовать на объект, чтобы значения регулируемых параметров не выходили за допустимые пределы, т. е. управлять объектом. Отдельные функции оператора могут выполнять различные автоматические приборы. Воздействие их на объект осуществляется по команде человека, который следит за состоянием параметров. Такое управление называют автоматическим. Чтобы полностью исключить человека из процесса управления, система должна быть замкнутой: приборы должны следить за отклонением регулируемого параметра и соответственно давать команду на управление объектом. Такая замкнутая система управления называется системой автоматического регулирования (САР).
Первые простейшие автоматические системы регулирования для поддержания заданных значений уровня жидкости, давления пара, скорости вращения появились во второй половине XVIII в. с развитием паровых машин. Создание первых автоматических регуляторов шло интуитивно и было заслугой отдельных изобретателей. Для дальнейшего развития средств автоматизации необходимы были методы расчета автоматических регуляторов. Уже во второй половине XIX в. была создана стройная теория автоматического регулирования, основанная на математических методах. В работах Д. К. Максвелла "О регуляторах" (1866г.) и И.А. Вышнеградского "Об общей теории регуляторов" (1876г.), "О регуляторах прямого действия" (1876г.) регуляторы и объект регулирования впервые рассматриваются как единая динамическая система. Теория автоматического регулирования непрерывно расширяется и углубляется.
Современный этап развития автоматизации характеризуется значительным усложнением задач автоматического управления: увеличением числа регулируемых параметров и взаимосвязью объектов регулирования; повышением требуемой точности регулирования, их быстродействия; увеличением дистанционности управления и т. д. Эти задачи могут быть решены только на базе современной электронной техники, широкого внедрения микропроцессоров и универсальных компьютеров.
Широкое внедрение автоматизации на холодильных установках началось только в XX в., но уже в 60-х годах созданы крупные полностью автоматизированные установки.
Для управления различными технологическими процессами необходимо поддерживать в заданных пределах, а иногда изменять по определенному закону значение одной или одновременно нескольких физических величин. При этом необходимо следить, чтобы не возникали опасные режимы работы.
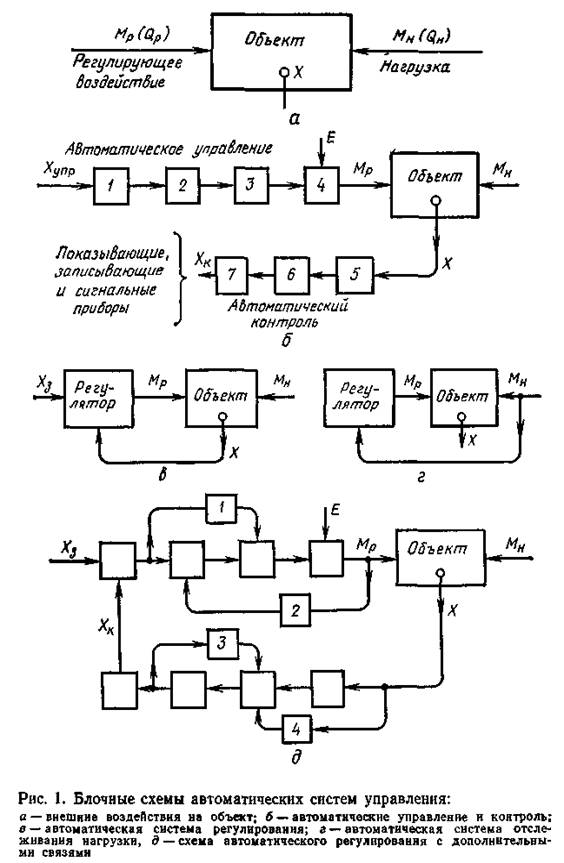
Устройство, в котором протекает процесс, требующий непрерывного регулирования, называют управляемым объектом, или сокращенно объектом (рис. 1,а).
Физическая величина, значение которой не должно выходить за определенные пределы, называется управляемым, или регулируемым параметром и обозначается буквой X. Это может быть температура t, давление р, уровень жидкости Н, относительная влажность φ и т. д. Начальное (заданное) значение регулируемого параметра обозначим Х0. В результате внешних воздействий на объект действительное значение X может отклоняться от заданного Х0. Величину отклонения регулируемого параметра от своего начального значения называют рассогласованием:
ΔХ=Х—Х0.
Внешнее воздействие на объект, не зависящее от оператора и увеличивающее рассогласование, называют нагрузкой и обозначают Мн (или QH — когда речь идет о тепловой нагрузке).
Чтобы уменьшить рассогласование, необходимо оказать на объект воздействие, противоположное нагрузке. Организованное воздействие на объект, уменьшающее рассогласование, называют регулирующим воздействием — Мр (или QP — при тепловом воздействии).
Значение параметра X (в частности, Х0) сохраняется постоянным только тогда, когда регулирующее воздействие равно нагрузке:
Х = const только при Мр = Мн.
Это основной закон регулирования (как ручного, так и автоматического). Для уменьшения положительного рассогласования необходимо, чтобы Мр было по модулю больше, чем Мн. И наоборот, при Мр<Мн рассогласование увеличивается.
Автоматические системы. При ручном регулировании для изменения регулирующего воздействия машинисту приходится иногда выполнять целый ряд операций (открытие или закрытие вентилей, пуск насосов, компрессоров, изменение их производительности и т. д.). Если эти операции выполняются автоматическими устройствами по команде человека (например, нажатием кнопки "Пуск"), то такой способ работы называют автоматическим управлением. Сложная схема такого управления показана на рис. 1,б, Элементы 1, 2, 3 и 4 преобразуют один физический параметр в другой, более удобный для передачи следующему элементу. Стрелки показывают направление воздействия. Входным сигналом автоматического управления Хупр может быть нажатие кнопки, перемещение ручки реостата и т. д. Для увеличения мощности передаваемого сигнала к отдельным элементам может быть подведена дополнительная энергия Е.
Для управления объектом машинисту (оператору) необходимо непрерывно получать информацию от объекта, т. е. вести контроль: замерять значение регулируемого параметра X и подсчитывать величину рассогласования ΔХ. Этот процесс также можно автоматизировать (автоматический контроль), т. е. установить приборы, которые будут показывать, записывать величину ΔХ или подавать сигнал при выходе ΔХ за допустимые пределы.
Информацию, получаемую от объекта (цепочка 5—7), называют обратной связью, а автоматическое управление — прямой связью.
При автоматическом управлении и автоматическом контроле оператору достаточно взглянуть на приборы и нажать кнопку. Нельзя ли и этот процесс автоматизировать, чтобы совсем обойтись без оператора? Оказывается, достаточно подать выходной сигнал автоматического контроля Хк на вход автоматического управления (к элементу 1), чтобы процесс управления стал полностью автоматизированным. При этом элемент 1 сравнивает сигнал Хк с заданным Х3. Чем больше рассогласование ΔХ, тем больше разность Хк—Х3, и соответственно увеличивается регулирующее воздействие Мр.
Автоматические системы управления с замкнутой цепью воздействия, в которых управляющее воздействие вырабатывается в зависимости от рассогласования, называют системой автоматической регулирования (САР).
Элементы автоматического управления (1—4) и контроля (5—7) при замыкании цепи образуют автоматический регулятор. Таким образом, автоматическая система регулирования состоит из объекта и автоматического регулятора (рис. 1,в). Автоматическим регулятором (или просто регулятором) называют устройство, которое воспринимает рассогласование и воздействует на объект так, чтобы уменьшить это рассогласование.
По цели воздействия на объект различают следующие системы управления:
а) стабилизирующие,
б) программные,
в) следящие,
г) оптимизирующие.
Стабилизирующие системы поддерживают значение регулируемого параметра постоянным (в заданных пределах). Настройка у них постоянна.
Программные системы управления имеют настройку, изменяющуюся с течением времени по заданной программе.
В следящих системах настройка непрерывно изменяется в зависимости от какого-то внешнего фактора. В установках кондиционирования воздуха, например, в жаркие дни выгоднее поддерживать в помещении более высокую температуру, чем в прохладные. Поэтому желательно непрерывно изменять настройку в зависимости от температуры наружного воздуха.
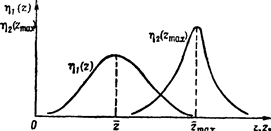
В оптимизирующих системах поступающая на регулятор информация от объекта и внешней среды предварительно обрабатывается для определения наиболее выгодного значения регулируемого параметра. В соответствии с этим изменяется настройка.
Для поддержания заданного значения регулируемого параметра Х0 кроме автоматических систем регулирования иногда применяют автоматическую систему отслеживания нагрузки (рис. 1,г). В этой системе регулятор воспринимает изменение нагрузки, а не рассогласования, обеспечивая непрерывное равенство Мр=Мн. Теоретически при этом точно обеспечивается X0 = const. Однако практически из-за различных внешних воздействий на элементы регулятора (помехи) равенство МР=Мн может нарушиться. Возникающее при этом рассогласование ΔХ оказывается значительно больше, чем в системе автоматического регулирования, так как в системе отслеживания нагрузки отсутствует обратная связь, т. е. она не реагирует на рассогласование ΔХ.
В сложных автоматических системах (рис. 1,д) наряду с основными цепями (прямой и обратной связями) могут быть и дополнительные цепи прямой и обратной связей. Если направление дополнительной цепи совпадает с основной, то ее называют прямой (цепи 1 и 4); если направления воздействий не совпадают, то возникает дополнительная обратная связь (цепи 2 и 3). Входом автоматической системы считают задающее воздействие, выходом — регулируемый параметр.
Наряду с автоматическим поддержанием параметров в заданных пределах необходима также защита установок от опасных режимов, которую выполняют системы автоматической защиты (САЗ). Они могут быть профилактическими или аварийными.
Профилактическая защита воздействует на регулирующие устройства или отдельные элементы регулятора до наступления опасного режима. Например, в случае прекращения подачи воды на конденсатор компрессор надо остановить, не дожидаясь аварийного повышения давления.
Аварийная защита воспринимает отклонение регулируемого параметра и, когда значение его становится опасным, отключает один из узлов системы, чтобы рассогласование больше не возрастало. При срабатывании автоматической защиты нормальное функционирование системы автоматического регулирования прекращается и регулируемый параметр обычно выходит за допустимые пределы. Если после срабатывания защиты контролируемый параметр вернулся в заданную зону, САЗ может снова включить отключенный узел, и система регулирования продолжает нормально работать (защита многоразового действия).
На крупных объектах чаще применяют САЗ одноразового действия, т. е. после возвращения контролируемого параметра в допустимую зону отключенные защитой узлы сами уже не включаются.
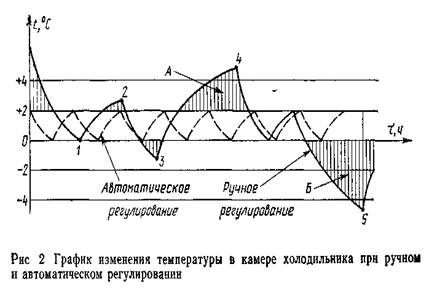
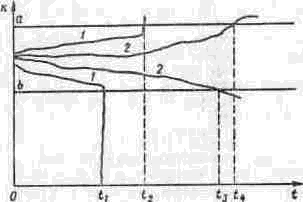
САЗ обычно сочетают с сигнализацией (общей или дифференцированной, т. е. указывающей на причину срабатывания). Преимущества автоматизации. Чтобы выявить преимущества автоматизации, сравним для примера графики изменения температуры в холодильной камере при ручном и автоматическом ее регулировании (рис. 2). Пусть требуемая температура в камере от 0 до 2°С. Когда температура достигает 0°С (точка 1), машинист останавливает компрессор. Температура начинает повышаться, и, когда поднимется примерно до 2°С, машинист снова включает компрессор (точка 2). График показывает, что из-за несвоевременного включения или остановки компрессора температура в камере выходит за допустимые пределы (точки 3, 4, 5). При частых повышениях температуры (участок А) сокращаются допустимые сроки хранения, ухудшается качество скоропортящихся продуктов. Пониженная температура (участок Б) вызывает усушку продуктов, а иногда и снижает их вкусовые качества; кроме того, на дополнительную работу компрессора бесцельно расходуются электроэнергия, охлаждающая вода, преждевременно наступает износ компрессора.
При автоматическом регулировании реле температуры включает и останавливает компрессор при 0 и +2 °С.
Основные функции защиты приборы также выполняют надежнее, чем человек. Машинист может не заметить быстрого повышения давления в конденсаторе (из-за прекращения подачи воды), неисправность в масляном насосе и пр., приборы же реагируют на эти неисправности мгновенно. Правда, в некоторых случаях неполадки скорее будут замечены машинистом, он услышит стук в неисправном компрессоре, почувствует местную утечку аммиака. Все же опыт эксплуатации показал, что автоматические установки работают значительно надежнее.
Таким образом, автоматизация обеспечивает следующие основные преимущества:
1) сокращаются затраты времени на обслуживание;
2) точнее поддерживается требуемый технологический режим;
3) уменьшаются эксплуатационные расходы (на электроэнергию, воду, ремонт и пр.);
4) повышается надежность работы установок.
Несмотря на перечисленные преимущества, автоматизация целесообразна лишь в тех случаях, когда это экономически обосновано, т. е. расходы, связанные с автоматизацией, окупаются экономией от ее внедрения. Кроме того, необходимо автоматизировать процессы, нормальное протекание которых не может быть обеспечено при ручном управлении: точные технологические процессы, работа во вредной или взрывоопасной среде.
Из всех процессов автоматизации наибольшее практическое значение имеет автоматическое регулирование. Поэтому далее в основном рассматриваются автоматические системы регулирования, являющиеся основой автоматизации холодильных установок.
Литература
1. Автоматизация технологических процессов пищевых производств /Под ред. Е. Б. Карпина.
2. Автоматические приборы, регуляторы и управляющие машины: Справочник/ Под ред. Б. Д. Кошарского.
3. Петров. И. К., Солощенко М. Н., Царьков В. Н. Приборы и средства автоматизации для пищевой промышленности: Справочник.
4. Автоматизация технологических процессов пищевой промышленности. Соколов.
Похожие работы

... .В. Иванова«Автоматизация технологических процессов основных химических производств»Методические материалы по курсу лекций (в двух частях)Часть 2.2003г. УДК 66-52:66(075)Иванова Г.В. Автоматизация технологических процессов основных химических производств: Методическое пособие. Часть 2 / СПбГТИ(ТУ).-СПб., 2003.- 70с. Методическое пособие предназначено для курса лекций по учебной дисциплине « ...
... решить только на основе широкого внедрения автоматики в производственные процессы и внедрить автоматизированные системы в различные сферы хозяйственной деятельности, и в первую очередь в проектирование, управление оборудованием и технологическими процессами. Поднять уровень автоматизации производства примерно в 2 раза. Создавать комплексно-автоматизированные производства, которые можно быстро и ...

... функций можно классифицировать по следующим признакам: v по влиянию на работу объекта управления (вызвавшие аварию с повреждением оборудования, останов технологического процесса, ухудшение качества протекания технологического процесса); v по причинам возникновения (из-за отказов технических средств, ошибок программного обеспечения, неправильных действий персонала); v по степени нарушения ...
... в два человека. От одной части технологического процесса к другой, подача бутылки осуществляется с помощью конвейера. 2. АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА 2.1. Описание расширенной функциональной схемы автоматизации розлива минеральной воды. Расширенная ФСА представлена на рисунке 2.2. В данном технологическом процессе предусмотрены схемы блокировки, сигнализации и защиты. При ...
0 комментариев