ВВЕДЕНИЕ
В решении задач технического перевооружения народного хозяйства на основе широкого внедрения в производство новейших достижений науки и техники, что должно привести к увеличению объема выпуска продукции, повышению ее качества и эксплуатационной надежности, снижению себестоимости [1]. Важное место принадлежит внедрению малооперационных и безотходных технологических процессов, применению многофункциональных машин и оборудования, переналаживаемых при изменении технологических процессов, позволяющих создавать гибкие автоматизированные производства [2].
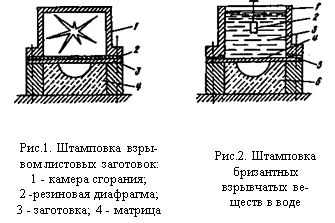
В современных конструкциях летательных аппаратов и двигателей широкое применение нашли листовые и трубчатые детали из сталей и сплавов. Их основными характеристиками являются высокие прочностные, жаропрочные и антикоррозионные свойства. Сложная форма и высокие требования к точности изготовляемых изделий, а также пониженная пластичность, ставят перед специалистами в области штамповки ряд проблем по созданию принципиально новых технологических процессов и оборудования.
В отечественной и зарубежной промышленности все шире применяют методы листовой штамповки, основанные на использовании энергии взрыва бризантных веществ, пороха и взрывчатых газовых смесей, электрических разрядов в жидкости, импульсного электромагнитного поля и других импульсных энергоносителей, которые относятся к числу новых и основных методов совершенствования технологических процессов заготовительно-штамповочных цехов в производстве летательных аппаратов и их двигателей.
В становление и развитие таких методов большой вклад внесли отечественные ученые Я.Б.Зельдович, Р.В.Пихтовников, Ю.Н.Алексеев, О.Д.Антоненков, М.А.Анучин, К.Н.Богоявленский, В.К.Борисевич, М.Н.Горбунов, В.И.Завьялова, В.Г.Кононенко, В.М.Кудинов, М.А.Лаврентьев, В.Т.Мещерин, Ю.А.Навагин, И.А.Норицин, Е.А.Попов, С.М.Поляк, И.П.Ренне, О.В.Роман, В.Г.Степанов, А.Д.Томленов и зарубежные Дж.Райнхарт, Дж.Пирсон, Р.Коул, П.В.Бриджмен, В.Джонсон, Г.Хадсон, Р.Кечч.
Высокоскоростная обработка металлов с использованием импульсных нагрузок получает все большее распространение в области листовой штамповки и штамповки тонкостенных деталей из труб благодаря ряду основных преимуществ высокоскоростного деформирования: отсутствие пружинения при обработке большинства труднодеформируемых материалов; увеличение предела прочности некоторых металлов почти на 50% и увеличение предела текучести ряда сталей при сжатии почти на 300%; повышенное упрочнение по сравнению с холодной прокаткой при одинаковой степени деформации; повышенная точность изготовления деталей, которые экономически не выгодно или физически невозможно формовать другими методами.
Отличительной чертой высокоскоростных способов штамповки является также то, что при их применении отпадает надобность в прессовом оборудовании, которое необходимо при осуществлении любых способов штамповки. В качестве технологической оснастки здесь необходима лишь матрица или пуансон, а роль ответной части штампа, в частности, играет передающая среда, в которой производится взрыв и через которую энергия взрыва в виде ударной волны воздействует на заготовку, деформируя ее по форме инструмента (пуансона или матрицы). Такой технологический процесс универсален и для него не требуется длительная подготовка производства, поэтому высокоскоростные высокоэнергетические способы применяются для штамповки деталей, изготовление которых другими методами при опытном и мелкосерийном производстве нецелесообразно.
В производстве современных газотурбинных двигателей до 15% от общей трудоемкости изготовления двигателя занимает изготовление деталей из трубчатых заготовок. Кроме того, одним из важнейших параметров надежности двигателя является надежность работы трубопроводных систем, и, прежде всего, обеспечение надежного соединения трубопроводов.
Соответствующие методы изготовления трубчатых деталей и соединений трубопроводов, особенно в связи с применением новых высокопрочных труднодеформируемых сталей и сплавов, имеют существенные недостатки, связанные с экспериментальной обработкой параметров формообразования из-за возможного разрушения заготовки в процессе деформирования, а также с наличием большого объема ручных доводочных работ.
Поэтому весьма актуальным является создание технологических процессов и оборудования, исключающих имеющиеся недостатки.
ХАРАКТЕРИСТИКА ВЗРЫВНЫХ ПРОЦЕССОВ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ
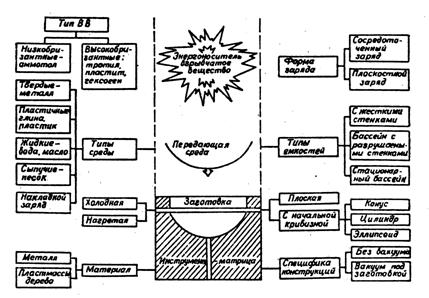
Все способы штамповки взрывом можно разделить на две группы. К первой группе относятся те способы, при которых заряд взрывчатого вещества (ВВ) располагается на расстоянии от заготовки. При таких бесконтактных операциях энергия заряда выделяется на некотором расстоянии от обрабатываемой детали и распространяется преимущественно в виде импульса давления через промежуточную среду. Максимальные удельные давления на деталь достигают значений (102÷104) МПа, причем большинство технологических операций выполняются при нижнем пределе давлений. Рабочее время обычно измеряется миллисекундами, а скорости перемещения металла десятками метров в секунду. Разгон и последующая деформация заготовки определяются главным образом внешними силами. Волны напряжений и деформаций в металле в этом случае весьма незначительны или совсем отсутствуют. Формообразование связано, в основном, с действием волны давления.
Ко второй группе относятся так называемые контактные способы штамповки, при которых заряд ВВ располагается непосредственно на поверхности заготовки. Давления, действующие в этом случае на поверхность заготовки, достигают 105 МПа, а рабочее время измеряется микросекундами. Величина импульса давления зависит от соотношения размеров заряда и заготовки и взаимного из расположения. При большинстве контактных операций в заготовке возникают неустановившиеся волны напряжений высокой интенсивности, которые распространяются в металле. Формообразование металла при таких операциях связано как с непосредственным воздействием приложенных нагрузок, так и с последующим воздействием вторичных волн напряжений.
В качестве источника энергии пери штамповке взрывом используются: детонирующие (бризантные) взрывчатые вещества – тротил порошкообразный и литой, аммоний порошкообразный и прессованный, тринитролезол, тетрил, пентолит и жидкие ВВ; пороха - пироксилиновые, нитроглицериновые, дымные.
Бризантные ВВ отличаются большой удельной концентрацией энергии и большими скоростями детонации до 7000 м/сек. [3], поэтому превращение вещества в газообразные продукты и исчисляется микросекундами; давления же у поверхности заряда могут доходить до 2 ∙ 105 МПа.
Пороха относятся к горящим взрывчатым веществам: горение распространяется со скоростью 1-3 м/сек. Образующиеся при сгорании пороха газы, расширяясь, оказывают давление на передающую среду или непосредственно на заготовку, производя полезную работу деформирования.
Наибольшее применение в настоящее время получила штамповка взрывом с использованием воды в качестве среды, передающей давление от заряда ВВ к заготовке (гидровзрывная штамповка).
Известно несколько способов (схем) гидровзрывной штамповки. Традиционная схема штамповки показана на рисунке 1-а [3]. Штампуемую листовую заготовку 1 укладывают на матрицу 6 и прижимают к ее фланцу с помощью прижимного кольца 5. на определенном расстоянии над заготовкой и установленным над ней зарядом опускают в бассейн 3 с водой 4. часть энергии, высвобождаемой под действием высокого давления деформируется, принимая форму матрицы. Для того чтобы воздух не препятствовал перемещению заготовки, происходящему с большой скоростью, что могло бы отразиться на качестве готовой детали, рабочую полость матрицы под заготовкой вакууммируют с помощью вакуумной системы 7.
Возможны две разновидности способа штамповки взрывом в бассейне. В первом случае площадь зеркала бассейна практически равна площади заготовки, благодаря чему вся энергия ударной волны используется для формирования заготовки. Во втором случае площадь зеркала бассейна значительно превышает площадь заготовки, и заготовка в своем формоизменении как бы нагружается дважды: сначала прямой ударной волной, а после – отраженной от стенок бассейна.
При формообразовании – раздаче трубчатых заготовок (рис. 1-б) воду заливают непосредственно внутрь заготовки, куда помещают затем также и заряд ВВ.
Для изготовления небольших партий деталей часто вместо стационарного бассейна используют разовые емкости с водой, разрушаемые при взрыве (рис. 1-в). Такую емкость, изготовленную из картона или тонколистового металла, устанавливают непосредственно на матрицу и заполняют водой, в которой и осуществляют взрыв заряда ВВ.
Если детали типа днищ просты по форме и не требуют высокой точности изготовления, то вместо матрицы иногда применяют упрощенную оснастку, состоящую из вытяжного и прижимного колец (рис. 1-г), между которыми размещают штампуемую заготовку. возникающий при подрыве заряда импульс давления большой интенсивности распространяется в жидкости с высокой скоростью и воздействует на заготовку. В районе расположения заряда образуется газовый пузырь, который, пульсируя (расширяясь и сжимаясь), вызывает дополнительные импульсы давлении; величина последних меньше основного импульса давления. Во время пульсации газовый пузырь перемещается поверхности жидкости, а оставшаяся энергия пузыря выделяется в атмосферу. Это явление сопровождается выплеском жидкости. По данным Коула [4], при подрыве заряда ВВ примерно 60% выделившейся энергии приходится на основной импульс давления, 25% - на первые колебания газового пузыря и остальные 15% - на последующие. Приведенные величины могут изменяться в зависимости от размера заряда и типа ВВ. однако энергия, которая преобразуется в механическую работу деформации, находится в зависимости от размера заряда и типа ВВ. Однако энергия, которая преобразуется в механическую работу деформации, находится в зависимости от взаиморасположения заготовки, заряда и поверхности жидкости, так как газовый пузырь для каждого заряда имеет вполне определенные размеры. проведенные исследования показали, что при размещении заготовки на расстоянии меньше радиуса газового пузыря можно добиться увеличения энергии формообразования на 60 – 80%.
При подрыве заряда на относительно небольшой глубине газовый пузырь разбивается о поверхность жидкости. Образующиеся при этом отраженные ударные волны ослабляют импульс давления, идущий к заготовке. Поэтому глубину погружения заряда применяют больше максимального радиуса газового пузыря, который соответствует первому периоду колебаний.
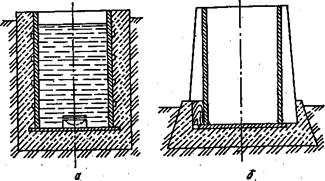
Штамповка взрывом производится в специальных установках [3÷21,24], представляющих собой подземные или наземные бассейны, оборудованные подъемно-транспортными средствами, вакуумными установками и соответствующей аппаратурой управления и контроля. Стенки бассейнов (вертикальные и наклонные) бетонируют и облицовывают листовой сталью.
Стенки и дно бассейнов изолированы энергопоглощающими средами для предотвращения распространения ударной волны на фундаменты близко расположенных зданий [19,21÷24]. В таких бассейнах можно штамповать детали диаметром в несколько метров.
В открытых бассейнах заготовка деформируется со скоростью до 30 – 50 м/сек., а в зонах прилегания к кромкам матрицы местные скорости деформирования могут достигать 100 – 150 м/сек. [4]
Высокие скорости деформирования и удельные давления обеспечивают получение точных, фактически откалиброванных деталей, что снижает до 60% объем трудоемких ручных доводочных работ.
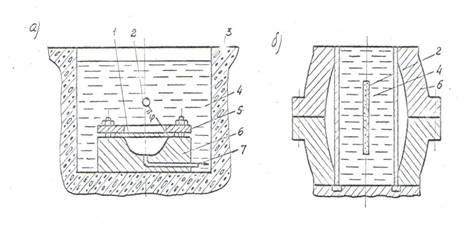
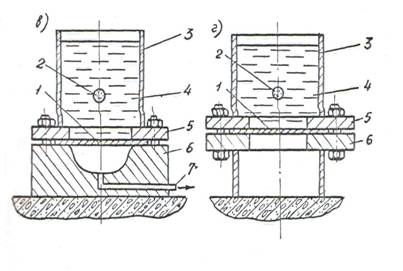
Рис. 1. Основные схемы штамповки взрывом бризантных ВВ:
а – гидровзрывная штамповка в стационарном бассейне;
б - гидровзрывная штамповка детали из трубчатой заготовки;
в - гидровзрывная штамповка в съемном бассейне (разовой емкости);
г - гидровзрывная штамповка на упрощенной оснастке.
В ряде случаев при изготовлении крупногабаритных деталей обычными способами из-за недостаточной мощности применяемого оборудования или сложной конструктивной формы деталь расчленяется на отдельные заготовки, которые после формообразования подгоняются и свариваются, образуя замкнутый контур.
Взрывной штамповкой [25] избегается расчленение, так как взрывчатое вещество заменяет всю энергетическую систему, создает более высокие давления, действующие на практически неограниченную площадь обрабатываемого изделия. Благодаря этому резко снижаются затраты на капитальное оборудование и доводочные работы.
Одним из преимуществ взрывной штамповки является сокращение цикла технологической подготовки производства в 3 - 5 раз при освоении новых изделий или случае мелкосерийного производства за счет применения дешевой, с небольшой трудоемкостью изготовления, оснастки [3,6÷8, 17÷22, 26÷40, 164÷167].
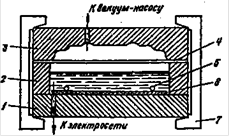
С помощью гидровзрывной штамповки можно осуществлять и формообразование нагретого металла. Схема одной из установок [41], предназначенных для этих целей, показана на рис. 2.
Матрица, состоящая из 2-х половин 1, размещена в корпусе 2. заготовку прижимают в матрице с помощью кольца 4 и клинового устройства 10. воду 7 наливают в резиновый мешок 8, между стенками которого и пиротехническим составом 11 укладывают асбест 9. заряд 6, смонтированный из листового и шнурового ВВ, повторяет форму заготовки. Шнур 5 используют для воспламенения пиротехнического состава, с помощью которого нагревают заготовку. По этой схеме штампуют детали из молибденового сплава.
Штамповка предварительно нагретых заготовок осуществима также в установках, использующих схему «метания воды», при которой заготовка перед штамповкой отделена от воды воздушным зазором [42]. При этом заготовку можно нагревать либо непосредственно в установке электроконтактным способом, либо в нагревательном устройстве с последующей подачей в установку.
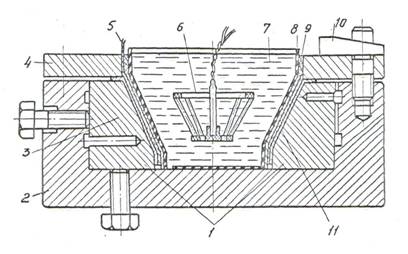
Рис. 2. Схема установки для гидровзрывной штамповки с нагревом.
При штамповке деталей незамкнутого контура, а также при штамповке труднодеформируемых металлов с нагревом в некоторых случаях в качестве среды, передающей давление от заряда ВВ к заготовке, применяют песок [43, 168]. Возможные схемы процесса указаны на рис. 3.
В матрицу 4 с уложенной на нее заготовкой 1 засыпают песок 3, в котором осуществляют взрыв заряда ВВ 2 (рис. 3-а). Согласно другим схемам требуемую форму деталей получают штамповкой по пуансону 5, причем заготовка может быть как плоской (рис. 3-б), так и предварительно сваренной в виде конструкции сложной формы (рис. 3-в).
Песок обычно засыпают в разрушаемую (разовую) емкость, причем засыпку песка осуществляют до высоты расположения заряда ВВ. После этого устанавливают заряд и продолжают заполнять емкость песком поверх заряда. Песок для штамповки должен обладать мелкой однородной структурой. При штамповке без нагрева деталей применяют увлажненный песок. Свойства песка, его плотность, влажность и размер зерен непосредственно влияют на силовые параметры процесса штамповки.
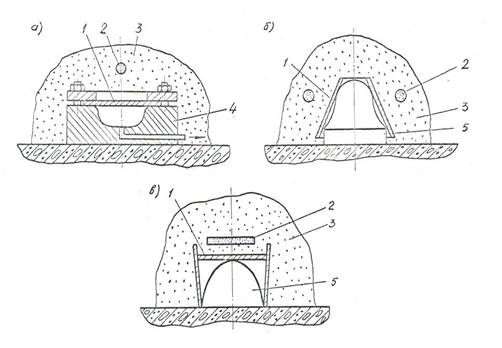
Рис. 3. Схемы штамповки взрывом в песке:
а – штамповка в матрице;
б – штамповка деталей из плоской заготовки по пуансону;
в – штамповка деталей сложной формы из заготовки – конические трубы.
На рисунке 4-а [44] показана схема установки для штамповки вольфрамовой заготовки 3, нагретой горячим песком 8, одновременно служащим и передающей средой. Песок предварительно нагревают в печи, а затем насыпают на заготовку, закрепленную в штампе 1-2. штамп также предварительно нагревают в печи или горелками. Для того чтобы штамп быстро не остывал, его помещают в контейнер 9 с горячим песком. На горячий песок, расположенный над заготовкой, укладывают асбестовый круг 4, на который затем устанавливают заряд ВВ 7, снабженный электродетонатором, после чего в емкость засыпают холодный песок 6.
Эффективна взрывная штамповка, сочетаемая с нагревом заготовки с помощью нанесенного на ее поверхность порошкообразного пиротехнического состава, размещенного в 2-х процентном растворе нитропленки [45]. Нанесенный на заготовку пиротехнический состав поджигают огнепроводным шнуром или электровоспламенителем, после чего через определенный промежуток времени взрывается заряд ВВ. На рисунке 4-б показана схема взрывной штамповки вольфрамовой заготовки 1, нагреваемой пиротехническим составом 2 с использованием в качестве передающей среды песка 4, насыпаемого поверх асбестовой прокладки 3. Температура нагрева заготовки через 25 секунд после воспламенения пиротехнического состава достигает 940 - 1000° С. Поверхности деталей после штамповки практически не имели следов окисления.
Из анализа следует, что использование бризантных взрывчатых веществ для формообразования трубчатых заготовок, особенно малого диаметра, по приведенным схемам холодной и горячей штамповки, в частности из-за высоких удельных давлений, оказывается затруднительным.
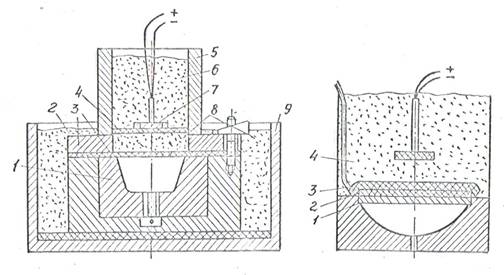
Рис. 4. Схемы взрывной штамповки с нагревом:
а – горячим песком;
б – пиротехническим составом.
Взрывная штамповка порохами может быть осуществлена только в закрытых емкостях. При этом энергия передается заготовке непосредственно, либо через промежуточную среду. Непосредственное воздействие давления пороховых газов применяют, в основном, для раздачи и калибровки полых деталей из заготовок цилиндрической, конической и бочкообразной формы [46]. Формоизменение осуществляется в разъемной матрице, причем заряд пороха, размещенный внутри полой заготовки, оказывается в замкнутом объеме, ограниченном ее стенками и заглушками, закрывающими оба торца матрицы.
Большое распространение получила и штамповка с использованием давления пороховых газов на листовую заготовку через передающую среду (воду, резину и др.) [47]. Наличие между зарядом пороха и листовой заготовкой упругой передающей среды способствует более равномерному распределению давления по заготовке в процессе формообразования и предохраняет поверхность металла от повреждения и загрязнения пороховыми газами.
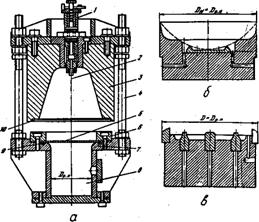
Конструкция одной из установок для штамповки давлением, образующимся при сгорании порохового заряда, показана на рис. 5.
Установка состоит из двух основных частей – подвижной верхней и неподвижной нижней. В корпусе 1 верхней части установки находится камера, заполненная водой 3, над которой размещен пороховой заряд 2 в патроне. Матрица 8 с вытяжным кольцом 6 установлена в матрицедержателе 7 нижней части установки. Воздух из формующей полости матрицы удаляется с помощью системы вакуумирования 9. Между верхней и нижней частями установки находится уплотнительная прокладка 4. Давление газов, образующихся при сгорании пороха, передается через воду штампуемой заготовке 5, вызывая ее деформацию. Поскольку масса подвижной части установки значительно превышает массу штампуемой заготовки, процесс деформирования успевает закончится до начала перемещения корпуса 1 вверх под действием сил реакции. Как только верхняя часть установки начинает перемещаться, камера открывается, и давление в ней падает.
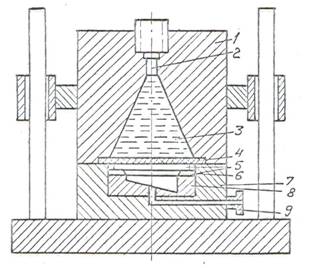
Рис. 5. Схема установки для штамповки давлением пороховых газов.
Наибольшее применение в отечественной промышленности получили установки на пороховом энергоносителе, называемые пресс-пушками (рис. 6) [48,169], малогабаритные устройства [134].
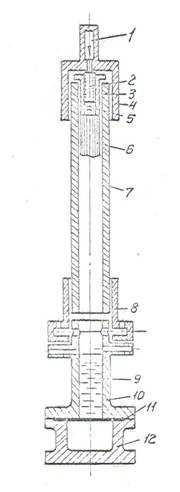
Рис. 6. Схема пресс-пушки на пороховом энергоносителе.
Установка работает следующим образом. При спуске ударного механизма 1 происходит накол капсюля-воспламенителя порохового заряда 2, размещенного в патроннике 3 казенной части ствола и закрытого затвором 4. При достижении в патроннике определенного давления срезается чека 5 или освобождаются специальные фиксаторы, и снаряд 6 под действием давления пороховых газов с большой скоростью перемещается по гладкому стволу канала 7 и ударяет по жидкости 9, находящейся в переходнике 10, соединенном со стволом центрирующей муфтой 8. При этом кинетическая энергия движущегося снаряда сообщается жидкости, которая осуществляет деформирование заготовки 11 в матрице 12. С помощью различной технологической оснастки, присоединяемой к переходнику ствола, на пресс-пушке осуществляют операции раздачи и формообразования деталей из трубчатых цилиндрических и конических заготовок, штамповку-вытяжку деталей из плоских заготовок, калибровку, пробивку отверстий и многие другие листоштамповочные операции. На пресс-пушках возможна также и объемная штамповка.
По отношению к трубчатым деталям схема пресс-пушки является наиболее эффективной и используется автором для создания оборудования.
ЭЛЕКТРОИМПУЛЬСНАЯ И ЭЛЕКТРОМАГНИТНАЯ
ШТАМПОВКА
Наряду со штамповкой взрывом все большее применение находит штамповка высоковольтным электрическим разрядом в жидкости (электрогидравлическая, электроимпульсная штамповка).
Формование деталей электрогидравлическим способом характеризуется мощным кратковременным электрическим разрядом в жидкой среде, которая создает ударную волну, воздействующую на заготовку [25, 43, 49, 170÷181].
На рисунке 7 показана схема установки для электрогидравлической штамповки. Переменный ток трансформируется в ток более высокого напряжения, затем пропускается через выпрямитель 9 и попадает в так называемый разрядный контур, состоящий из конденсаторов 2 и рабочего искрового зазора между электродами 4, находящимися в резервуаре 5 с водой. Как только на конденсаторах достигается потенциал определенной величины, происходит пробой зазора в воздушном разряднике 3 и накопленная в конденсаторах электроэнергия очень быстро выделяется в виде искрового разряда в рабочем зазоре между электродами. Мощный искровой разряд подобен взрыву. В результате разряда в жидкости возникает ударная волна, которая, дойдя до заготовки 8, удерживаемой прижимным кольцом 6, оказывает на нее силовое воздействие и осуществляет деформирование заготовки по матрице 7. Если для полного деформирования заготовки одного импульса недостаточно, то рабочий цикл может быть повторен. Как и при штамповке взрывом, под заготовкой в полости матрицы создается вакуум. Электрогидравлическая штамповка применяется на многих операциях листовой штамповки для изготовления таких небольших и средних размеров (до 1000-1500 мм, толщиной до 3 мм) деталей, как различные элементы жесткости, окантовки, полупатрубки, законцовки, обечайки, обтекатели и т.д. Процесс отличается импульсным характером и высокой скоростью приложения нагрузки. Конденсаторы разряжаются в течение 40-50 мксек. и выделяют электроэнергию огромной мощности, исчисляемой миллионами джоулей в секунду; в рабочем промежутке разрядника возникают давления, равные сотням МПа; ударная волна, распространяющаяся в жидкости с высокой скоростью, несет в себе большую энергию, часть которой расходуется на полезную работу деформирования.
С точки зрения физической сущности силового воздействия на заготовку электрогидравлическая штамповка аналогична штамповке взрывом в воде. Изменять форму ударной волны в этом случае можно путем изменения взаимного расположения электродов и применения так называемой инициирующей проволочки, которая соединяет электроды в рабочем зазоре разрядника. В зависимости от того, применяется или не применяется инициирующая проволочка, электрогидравлическая штамповка разделяется на два способа [49÷50, 182÷184].
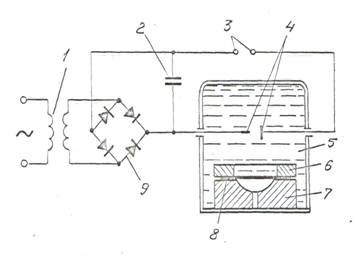
Рис. 7. Схема установки для электрогидравлической штамповки.
Если электроды соединены проволочкой [51], то при разряде компенсаторов вследствие большой мощности выделяемой энергии «взрывается» проволочка, по которой проходит ток в несколько тысяч ампер, и превращается в пар за время, исчисляемое микросекундами. При этом вдоль оси проволоки возникает газовый канал с огромным давлением, обуславливающим мгновенное расширение паров и возникновение мощной ударной волны, которая аналогична волне, возникающей при подрыве заряда линейной формы. Взрывающаяся проволочка дает возможность управлять направлением и формой ударной волны. Применение инициаторов разряда в виде проволочки (из алюминия, вольфрама, танталя, плотия и других металлов) позволяет, кроме того, в несколько раз уменьшить рабочие напряжения [52]. Но следует заметить, что подключение проволочки к электродам удлиняет рабочий цикл.
При изготовлении деталей из листовых материалов получили распространение прессы для электрогидравлической штамповки, разработанные НИАТ [53]. На рисунке 8 представлены прессы и установки различной мощности, наиболее широко используемые в авиационной промышленности.
С целью дальнейшей интенсификации процесса электрогидравлической штамповки [54] проведены работы по штамповке с нагревом. На рисунке 9 представлена схема технологического блока пресса ПЭГ – 60 модернизированного для штамповки с нагревом [Р5]. разрядная камера 1 с установленным электродом 2 отделена от заготовки 9 резиновой диафрагмой 3, прижимным кольцом 13 с вмонтированным в него теплоизоляционным слоем 4 и теплоизоляционной прокладкой 14. Матрица 7, установленная на столе пресса 8, имеет съемное кольцо 12, в котором смонтирована спираль для нагрева 10, изолируемая от корпуса матрицы кольцом 6.
Съемное кольцо с целью исключения теплопотерь защищено теплоизоляционным слоем 5, помещенным в кожухе 11. Проведенная работа по штамповке с нагревом, особенно таких титановых труднодеформируемых сплавов как ВТ – 20, показана большие возможности расширения области использования электрогидравлической штамповки.
Требования к технологической оснастке при электрогидравлической штамповке примерно такие же, как и при штамповке взрывом. Для крупносерийного производства или для штамповки деталей с калибровкой, матрицы и другие элементы установок должны быть выполнены из прочных сталей. Для опытного и мелкосерийного производства можно применять более дешевые и легко обрабатываемые материалы.
Главными недостатками электрогидроимпульсной штамповки являются ограниченная энергоемкость установки, невысокая стойкость электродов, большое рассеивание энергии ударной волны.
Рис. 8. Прессы и установки для электрогидравлической штамповки листовых деталей летательных аппаратов и их двигателей.
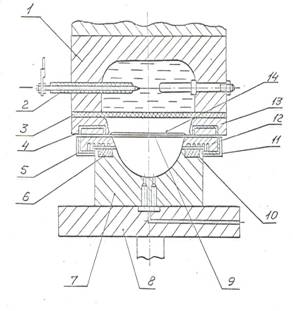
Рис. 9. Схема технологического блока пресса ПЭГ – 60, модернизированного для электрогидравлической штамповки с нагревом.
Электросхема установок для электромагнитной штамповки аналогична электросхеме установок для электрогидравлической штамповки, однако, принцип преобразования электрической энергии, накопленной в конденсаторах, в необходимую для штамповки механическую энергию отличается. Электромагнитная штамповка основана на преобразовании электрической энергии в механическую за счет импульсного разряда конденсаторов через соленоид, вокруг которого при этом возникает магнитное поле высокой мощности, наводящее вихревые токи в трубчатой или листовой токопроводящее заготовке. взаимодействие вихревых токов с магнитным полем создает механические силы, которые производят деформирование заготовки по пуансону или матрице. На рис. 10 – 13 приведены схемы формоизменения с помощью импульсных магнитных полей [43, 56÷65, 185÷191].
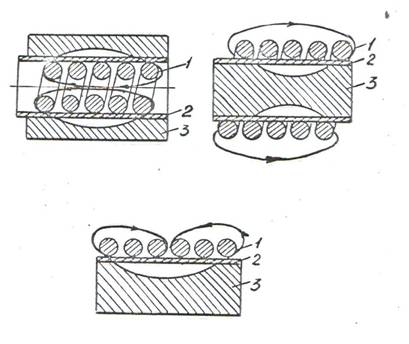
Рис. 10. Основные схемы магнитно-импульсного формоизменения.
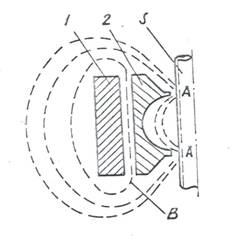
Рис. 11. Концентрация магнитного потока в двух зонах АА круглой заготовки:
1 – индуктор;
2 – конденсатор;
3 – заготовка.
Применяемые для электромагнитной штамповки установки приспособлены, главным образом, для деформирования трубчатых заготовок и изготовления различных соединений труб, однако главным недостатком электромагнитной штамповки является низкая стойкость индукторов. Из проведенного анализа в области динамических высокоскоростных процессов с применением разных энергоносителей видно, что использование пороховых установок для формообразования деталей из листовых заготовок и труб является одним из важных направлений в области машиностроения.
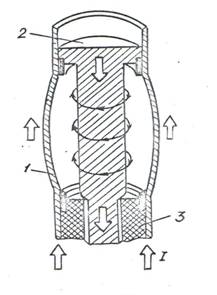
Рис. 12. Раздача трубчатой заготовки путем импульсного пропускания тока:
1 – заготовка; 2 – токопроводящий стержень; 3 –изоляция.
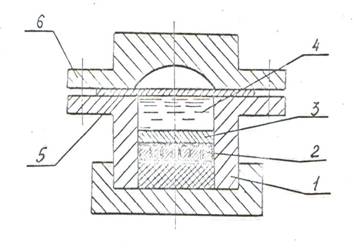
Рис. 13. Принципиальная схема магнитно-импульсной штамповки через промежуточную среду (воду): 1 – корпус; 2 – индуктор; 3 – поршень; 4 – вода; 5 – заготовка; 6 – матрица.
АНАЛИЗ ТЕОРЕТИЧЕСКИХ ИССЛЕДОВАНИЙ В ОБЛАСТИ ВЗРЫВНЫХ ПРОЦЕССОВ ФОРМООБРАЗОВАНИЯ
В процессе формообразования деталей из трубчатых заготовок, материал последних испытывает напряженно-деформированное состояние, которое может приближаться к критическому. Для ведения процессов необходим предварительный анализ теоретических расчетов с целью подборки эффективного метода.
В последнее время в строительной механике пластинок и оболочек находит широкое применение для расчетов напряженно-деформированного состояния метод конечных элементов (МКЭ), сводящийся к аппроксимации сплошной среды с бесконечным числом степеней свободы совокупностью подобластей или элементов, имеющих конечное число степеней свободы [66]. В качестве элементов для плоских заготовок применяют треугольники, а для пространственных тетраэдры. В осесимметричных оболочках вращения конечными элементами могут быть части оболочки, образованные из исходной сечениями, перпендикулярными к ее оси вращения.
Внутри каждого элемента задаются функции формы, позволяющие определить перемещения точек элемента по перемещениям в узлах. За координатные функции принимаются функции, тождественно равные нулю, всюду, кроме одного конечного элемента, внутри которого они совпадают с функциями формы. В качестве неизвестных коэффициентов метода Ритца (МКЭ часто трактуется как метод Ритца) берутся узловые перемещения. После минимизации функционала энергии получается алгебраическая система уравнений (основная система), которая может быть решена методами вычислительной математики на ЭВМ.
Расчету больших динамических упругопластических деформаций типа балок и колец методом конечных элементов с учетом упрочнения и зависимости характеристик материала от скорости деформации посвящены работы [66, 68].
Проблемам пластического течения тонколистового металла при импульсном формообразовании посвящены работы [69÷71]. В этих работах рассматриваются процессы импульсного формообразования тонколистовой заготовки в круглое вытяжное окно матрицы; соотношения между скоростями движения заготовки, деформациями и перемещениями; между скоростями пластических волн изгиба и растяжения, определено их равенство. Дан способ оценки критической скорости удара, превышение которой приводит к вырубке металла вместо формообразования. Процессы деформирования заготовок описываются системой дифференциальных уравнений.
Большое количество работ посвящено теоретическим вопросам геометрически нелинейной теории упругости в применении к тонким осесимметричным оболочкам [72÷85].
Методы решения физически нелинейных задач теории пластичности и общие вопросы теории пластичности рассмотрены в работах [66, 86÷114].
Инженерные методы исследования ударных процессов, динамика сооружений, расчет их на действие кратковременных сил, колебания деформируемых систем представлены в работах [115÷121].
В монографии [122] учитывается геометрическая нелинейность при решении задач механики сплошных сред методом конечных элементов без учета физической нелинейности и в статической постановке.
Методы решения систем алгебраических уравнений, к которым сводятся задачи, описываемые конечно-элементными моделями в линейной постановке, предложены в работах [123, 124].
Вопросы динамической штамповки местных отбортовок и законцовок на трубах большой длины импульсным методом рассмотрены в работе [125].
Алгоритм расчета динамического поведения плоской заготовки с учетом различных граничных условий, а также представлением материала заготовки упругопластическим с деформационным упрочнением в зависимости от скорости деформации, предлагается в исследованиях [126].
В работе [127] разработан общий вид уравнений связи напряжений и деформаций в материале при одноосном напряженном состоянии с учетом влияния скорости деформации и истории предшествующего нагружения. Здесь же используются квазистатические экспериментальные результаты о механическом поведении материала для описания высокоскоростного нагружения.
В работах [128÷132] учтены физическая и геометрическая нелинейности при решении задачи импульсного упругопластического деформирования плоской заготовки методом конечных элементов. Здесь же учитываются и другие факторы нагружения и поведения металла при динамическом воздействии: утонение, произвольная диаграмма напряжений-деформаций, инерционные силы, сложность нагружения, начальные деформации и напряжения.
Однако в последних работах решения получены только для деталей из плоских заготовок. При формировании заготовок из труб задача усложняется, так как необходимо применять другие конечные элементы, требуется более простой учет физической нелинейности для улучшения сходимости физически нелинейного решения, изменяются граничные и начальные условия.
В работе [133] с точки зрения механики деформируемого твердого тела рассмотрена безмоментная цилиндрическая оболочка. Траектория деформирования, построенная в двумерном пространстве А.А.Ильюшина, сохраняет квазилинейный характер до интенсивностей деформацией порядка 25%. Затем траектории искривляются, что указывает на необходимость корректировки определяющих соотношений. В той же работе отмечается, что в меньшей степени исследованы постановки и решения задач при нестационарном (с изменением характеристики процесса в точках Эйлерова пространства) конечном формоизменении с учетом упрочнения материала. В работе применен метод конечных элементов.
Анализ, приведенных в данном параграфе работ, показывает, что при определении технологических параметров взрывного способа формообразования деталей из трубчатых заготовок на основе рассмотрения динамики и напряженно-деформированного состояния заготовки-детали можно применить наиболее мощный метод численного анализа – метод конечных элементов, который требует своего дальнейшего развития применительно к рассматриваемому классу задач.
НОМЕНКЛАТУРА ТРУБЧАТЫХ ДЕТАЛЕЙ ГТД
В конструкциях современных газотурбинных двигателей, особенно большого ресурса, широкое применение получили детали из листовых и трубчатых заготовок, изготавливаемые из высокопрочных нержавеющих и титановых сплавов [64].
На рисунке 14 изображен схематический разрез газотурбинного двигателя семейства НК-8, используемого для самолетов Ту-154, Ил-62 и Ил-86.
Рассмотрим номенклатуру двух наиболее распространенных групп деталей, занимающих до 15% от трудоемкости изготовления всего двигателя: трубчатые соединения (рис. 14-а) и трубчатые детали, получаемые из листовых заготовок (рис. 14-б).
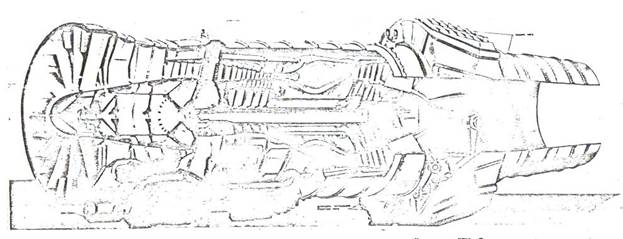
Рис. 14. Схематический разрез газотурбинного двигателя семейства НК-8:
а - трубчатые соединения;
б - трубчатые детали, получаемые из листовых заготовок.
В двигателях семейства НК-8 находят широкое применение трубчатые ниппельные соединения со сферической и конусной развальцовкой, телескопические и другие (рис.15).
В этих типах соединений, как правило, имеется элемент, содержащий местные кольцевые выпуклости-зиги или развальцовку по форме сферы или конуса.
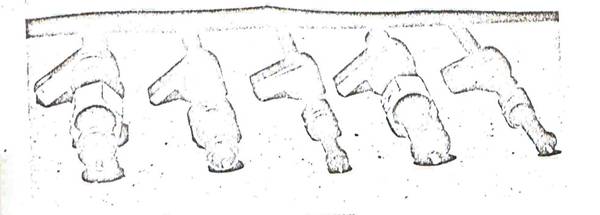
Рис. 15. Ниппельные соединения.
На рисунке 16 изображено ниппельное соединение трубопроводов. Герметичность в этой схеме обеспечивается за счет упругого контакта наружной поверхностью ниппеля 2 с ответной внутренней конической поверхностью штуцера 4. При этом необходимо обеспечивать плотное прилегание трубы 1 к поверхности ниппеля 2, часть которой является поверхностью сферы. Плотное прилегание трубы к ниппелю достигается ее раздачей без деформации самого ниппеля.
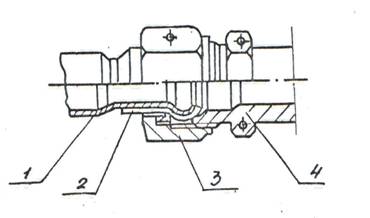
Рис. 16. Ниппельное соединение трубопроводов со сферической развальцовкой в конструкциях двигателей летательных аппаратов.
На рисунке 17 показана схема соединения трубопроводов с конусной развальцовкой. Соединение развальцованной на конус трубы 1 со штуцером 4 выполняется при затягивании гайки 3 через ниппель 2.
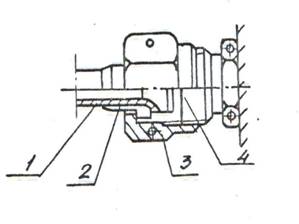
Рис. 17. Соединение трубопроводов с конусной развальцовкой.
Телескопическое соединение трубопроводов 1 и 2 (рис. 18) осуществляется с помощью гаек 4, переходника 3 и уплотнительных колец 5.
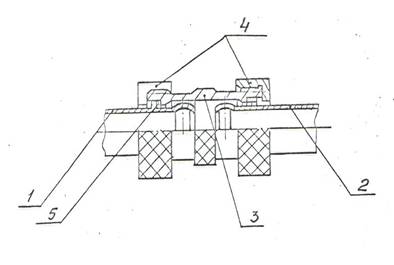
Рис. 18. Телескопическое соединение трубопроводов.
Изготовление и монтаж трубопроводов, их соединения выполняются на Казанском моторостроительном производственном объединении по ТУ 01.251. Номенклатура законцовок трубопроводов КМПО представлена в таблице 1. Из нее видно, что операция конусной развальцовки концов трубопроводов является наиболее часто применяемой операцией при изготовлении разъемных ниппельных соединений трубопроводных систем двигателей летательных аппаратов.
Процесс образования конической части трубы осуществляется роликовым инструментом на станке TP1-3M, что обуславливает низкое качество получаемых деталей и высокий процент брака (до 15%) из-за остающихся следов контакта жесткого инструмента с трубой и появления трещин от действия локальных нагрузок. Кроме того, наиболее часто встречающимися общими недостатками в конусной развальцовке трубопроводов являются следующие: образование острого угла в месте перехода цилиндрической части трубы в коническую, утонение на кромке конуса до 30%, невозможность обработки высокопрочных материалов, появление трещин в районе максимального диаметра конуса.
Таблица 1
| Наименование операции | Размер трубы, мм | Кол-во законцовок по изделиям, шт. | Материал | ||
| ТВУ | М | ТМ (рем) | |||
| Сферическая развальцовка Конусная развальцовка Зиговка | 16х0,8 22х0,8 27х0,8 34х0,8 8х0,6 12х0,6 16х0,8 22х0,8 16х0,8 22х0,8 27х0,8 34х0,8 | 1 24 2 2 64 18 23 5 - 1 - 2 | - 38 8 5 119 37 32 2 4 - 1 1 | 1 20 1 2 68 28 14 - 2 - - 2 | 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т |
Операция сферической развальцовки осуществляется в специальной оснастке за счет выдавливания сферы с помощью резинового пуансона. Процесс формообразования является трудоемким, включает значительное количество ручных работ при работе с оснасткой. Усиление формообразования, создаваемое прессов модели П-37, приводит к частой смене резиновых пуансонов и не всегда обеспечивает требуемое качество готовых деталей. Использование эластичного пуансона дает большой процент недоштамповки по внутренней поверхности ниппеля, быстрый износ эластичного материала, затрудненный съем его из трубы после штамповки.
Операция зиговки труб диаметром более 18 мм осуществляется на роликовом станке модели Д-7690-75-00-000, изготовленном в объединении, а зиговка труб диаметром 16 мм и менее осуществляется вручную.
Процессу роликовой обкатки присущи следующие недостатки: появление утонения (до 40%) на стенках зигов, получение недеформированного зига, нечеткое оформление радиусов перехода, эллипсность трубы и появление трещин в районе максимальной раздачи.
Как видно из вышеизложенного наиболее распространенные методы развальцовки на конус, сферической развальцовки и зиговки обладают существенными недостатками и ограниченными возможностями. Это вызывает необходимость изыскания новых методов изготовления законцовок труб и разработки соответствующего оборудования, обеспечивающих более высокое качество получаемых деталей, простоту применяемого оборудования и инструмента, возможность формообразования труднодеформируемых материалов, экономичность процесса.
Формообразование трубчатых деталей из листовых заготовок по существующим технологическим процессам также является трудоемкой операцией с применением значительной доли ручных доводочных работ.
Так, трубчатая деталь «переходник» (рис. 19-а) из листовой стали Х18Н10Т толщиной 1 мм по прежней технологии штамповалась на гидравлическом прессе в приспособлении с разжимным пуансоном в 2-3 приема. Недостатком такого способа является неравномерность деформации заготовки по периметру при растяжении на пуансоне и значительная огранка, которая только частично уменьшается при увеличении количества приемов формообразования. Это являлось причиной частого брака и некачественной сборки со стыкуемой деталью.
Детали типа «патрубок» (рис. 19-б, в, г) из материала BT1-0 толщиной 1,2-1,5 мм изготовлялись из двух половинок, предварительно отформованных в штампе с ручной подгонкой и сваркой этих половинок. Недостатком такой технологии является большая трудоемкость и нерациональный расход листового материала.
Изготовление детали «кожух» (рис. 19-д) из материала ЭИ-696А толщиной 1,5 мм по прежней технологии включало гибку в цилиндр и последующую сварку стыкового шва, а также выколачивание вручную двух бобышек и образование 14 отверстий с отбортовками.
Деталь типа «цилиндр» (рис. 19-е) из листовой стали Х18Н10Т толщиной 1,5 мм изготовлялась ручной слесарной обработкой, требующей значительной подгонки при сборке в узле по отбортовке и срезу.
Деталь «середина бака» (рис. 19-ж) из материала BT1-0 толщиной 1 мм изготовлялась по прежней технологии путем сворачивания листа в цилиндр и сварки, ручной выколотки четырех круглых площадок и формообразованием кольцевого рифта.
Указанные недостатки существующих технологических процессов получения трубчатых деталей из высокопрочных труднодеформируемых материалов определили задачи создания новых технологических процессов и оборудования, которые бы позволили значительно уменьшить долю ручных доводочных работ, уменьшить количество переходов и обеспечили более высокое качество изготовления деталей, поскольку система показателей качества, принятая при производстве авиационных газотурбинных двигателей имеет взаимосвязь с критериями эффективности в эксплуатации этих двигателей [143].
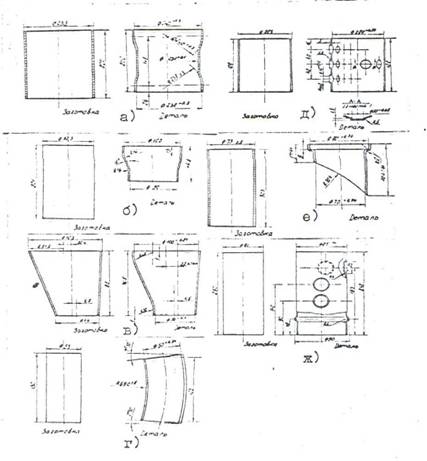
Рис. 19. Трубчатые детали:
а - «переходник»; б, в, г – «патрубок»;
д – «кожух»; е – «цилиндр»; ж – «середина бака.
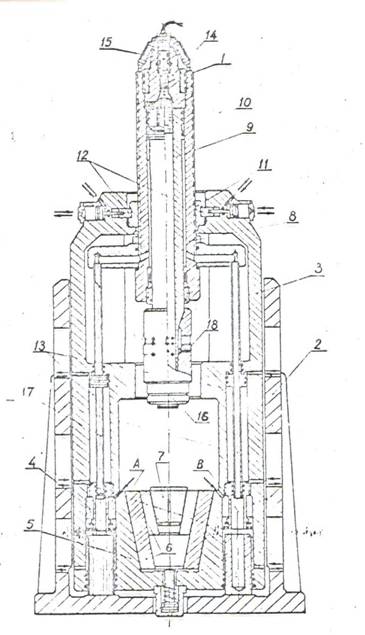
Рис. 20. Схема высокоскоростного молота взрывного действия [141,145, 155÷160]:
1 - заряд пороха; 2 – станина; 3 – силовая рама; 4 – амортизаторы; 5 – основание силовой рамы; 6 – переходные конуса; 7 – сменные матрицы; 8 – ствол; 9 – шток; 10 – снаряд-боек; 11 – гайка; 12 – гидромеханический замок; 13 – гидроцилиндры; 14 – взрывная камера;
15 – затвор; 16 – штамповая оснастка; 17 – штоки; 18 – букса; А – коническое гнездо;
В – гидравлическая полость.
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ВЗРЫВНОГО ФОРМООБРАЗОВАНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ
Предлагаемые техпроцессы предусматривают возможность проведения операции калибровки, зиговки, конусной и сферической развальцовки трубопроводов диаметрами 8÷60 мм на пороховых установках моделей УП-1 и УФКТП-16/60, а также диаметрами 60 – 600 мм на высокоскоростном молоте взрывного действия, вместо используемого оборудования в виде трубовальцовочного станка ТР1-3М, пресса П-37, роликового станка Д 7690-75-00-000, поскольку наиболее трудоемкими являются процессы сферической развальцовки, а наибольшая номенклатура по изделиям ТМ, ТВУ, М, У приходится на коническую развальцовку. Трудоемкости формообразования труб и номенклатура трубопроводов приведены в таблицах 2 – 4.
Таблица 2
Трудоемкость формообразования труб
| Наименование операции | Оборудование | Трудоемкость, н/мин |
| 1 | 2 | 3 |
| 1. Калибровка 2. Зиговка 3. Развальцовка сферы 4. Развальцовка на конус 5. Торцовка | Пресс П-37, штампы Роликовый станок Д 7690-75-00-000 Пресс П-37, штампы Труборазвальцовочный станок ТР1-3 Приспособления торцовочные Д-5352-0492 (вручную) | 3 5 17 5 6 |
Таблица 3
Номенклатура трубопроводов по конусной развальцовке
| Изделие | Количество наименований по диаметрам | Всего наименований на изделие | Количество концов труб на изделие | ||
| Ø 8,0х0,6 | Ø 12,0х0,6 | Ø 16,0х0,8 | |||
| «ТМ» «ТВУ» «М» «У» | 42 42 62 43 | 13 18 30 29 | 10 13 20 18 | 65 73 112 90 | 103 115 188 149 |
Таблица 4
Номенклатура трубопроводов по сферической развальцовке и зиговке
| Изделие | Количество наименований по диаметрам | Всего наименований на изделие | Количество концов труб на изделие | |||
| Ø 16 | Ø 22 | Ø 27 | Ø 34 | |||
| «ТМ» «ТВУ» «М» «У» | 4 1 3 - | 9 14 17 5 | 1 1 4 5 | 1 1 4 13 | 15 17 28 23 | 25 31 52 46 |
Из этой номенклатуры был проведен выбор типовых представителей законцовок диаметрами 8, 12, 16 мм для конусной развальцовки и диаметрами 16, 22, 27, 34 для зиговки и сферической развальцовки.
Разработка конструкций оснастки – матриц под типовые представители проведена на основе технических условий предприятия, предъявляемых к готовым деталям. При этом учитывалось, что при развальцовке формование трубы осуществляется в ниппель, вложенный во внутреннюю полость матрицы, которая повторяет его наружные размеры и размеры калиброванного участка трубы. Зиговка осуществляется непосредственно в матрицу.
Материал матриц 30ХГСА, твердость НС 45-50, диаметр 50 мм, длина 45-58 мм. Разрабатываемые технологические процессы являются промежуточными операциями действующей на предприятии серийной технологии изготовления по ТУ 01.251; ТУ 86.500.000 и ТУ 152.800.000.
Техпроцесс включает в себя следующие этапы:
- подготовка оборудования и установка трубы в соответствующую матрицу, которая предварительно введена в технологический блок установки;
- гидравлический зажим матрицы при давлении 9,8 МПа (100 кгс/см2);
- засыпка навески пороха и затвор камеры сгорания;
- электроподжигание пороха с дистанционного пульта;
- формование и съем детали;
- вентиляция;
- гидроразъем матриц;
- съем готовой детали;
- контроль детали в БТК цеха;
- испытания.
В результате обработки процессов, контроля геометрии деталей и гидроиспытаний были установлены технологические параметры процессов, которые помещены в таблицу 5.
С целью обобщения результатов отработки технологических процессов была составлена таблица 6 потребной массы зарядов для формообразования труб из материала АМГ – 2М, 12Х18Н10Т и титанового сплава 7М для диаметров 8÷34 мм.
Таблица 5
Режимы технологических процессов
| Наименование операции | Размер трубы Ø, мм | Марки материала | Давление зажима матрицы, МПа | Навеска пороха, г | |
| Установка УП-1 | Установка УФКТП-16/60 | ||||
| Конусная развальцовка Зиговка, калибровка Сферическая развальцовка | 8х0,6 12х0,6 16х0,8 16х0,8 22х0,8 27х0,8 34х0,8 16х0,8 22х0,8 27х0,8 | 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т | 10 10 10 10-20 10-20 10-20 10-20 10-20 10-20 10-20 | 0,7 0,8 0,9 1,8 2,0 2,3 2,6 2,0 2,2 2,4 | - - - 8,0 8,0 9,0 9,0 8,0 9,0 9,0 |
Таблица 6
Потребная масса зарядов
| Наименование операции | Размер трубы Ø, мм | Марки материала | Навеска пороха, г | |
| Установка УП-1 | Установка УФКТП-16/60 | |||
| Конусная развальцовка Зиговка, калибровка Сферическая развальцовка | 8,0х0,6 12,0х0,6 16,0х0,8 16,0х0,8 18,0х1,0 20,0х1,0 22,0х0,8 25,0х0,5 27,0х0,8 28,0х1,5 30,0х0,5 34,0х0,8 36,0х0,8 42,0х1,0 16,0х1,0 22,0х0,8 27,0х0,8 34,0х0,8 | 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т АМГ – 2М АМГ – 2М 12Х18Н10Т 7М 12Х18Н10Т АМГ – 2М 7М 12Х18Н10Т 7М АМГ – 2М 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т | 0,7 0,8 1,0 1,8 1,4 1,5 2,0 2,2 2,2 1,8 2,5 2,6 2,8 2,3 2,0 2,2 2,4 2,8 | - - - 8,0 - - 8,0 - 9,0 - - 9,0 - - 8,0 9,0 9,0 - |
Типовые детали, изготавливаемые по этим техпроцессам, далее показаны на рисунках.
Возможности внедряемых техпроцессов следующие:
- проведение технологических операций калибровки, зиговки, сферической и конусной развальцовки на одной установке;
- формообразование деталей из высокопрочных материалов и титановых сплавов диаметрами 8÷60 мм с коэффициентами раздачи 1,1÷1,3;
- ремонт и монтаж трубопроводных систем в полевых условиях;
- проведение пробивки отверстий в трубопроводах, необходимых для ответвлений.
Таким образом, можно сделать вывод, что разработанные техпроцессы для деталей 22 наименований можно применять как на предприятиях отрасли, так и общего машиностроения.
На высокоскоростном молоте взрывного действия отштампованы трубчатые детали из высокопрочных материалов диаметром до 600 мм и высотой до 550 мм (рис. 21).

Рис. 21. Отштампованные на молоте взрывного действия трубчатые детали.
При штамповке детали «патрубок» за 1 удар снаряда-бойка получаются 4 готовые детали из одной цилиндрической заготовки (рис. 22). Матрица изготовлена таким образом, что при ударе снаряда-бойка вода, используемая в качестве передающей среды, формует заготовку по углублениям в матрице диаметром 85 мм, образовывая отбортовки и просекая по острым выступам; она одновременно просекает заготовку и по углам канавок глубиной 5 мм, выполненных по радиусу 304 мм. Получаются 4 готовые детали, у которых необходимо притупить лишь острые кромки.
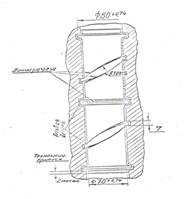
Рис. 22. Схема получения 4-х деталей типа «патрубок» за один удар на молоте взрывного действия.
Полное формообразование и разделение на детали осуществляются зарядом пороха массой 25 г.
Учитывая возможный быстрый износ режущих кромок, штамп изготовлен со съемными вставками.
Техпроцессы на молоте взрывного действия отработаны для изготовления 10 наименований крупногабаритных трубчатых деталей.
РАЗРАБОТКА ОБОРУДОВАНИЯ ДЛЯ ВЗРЫВНОГО
ФОРМООБРАЗОВАНИЯ
Для сознания оптимальных условий изготовления качественных деталей взрывным формообразованием необходимо обеспечить заданные скорости снаряда-бойка и энергии удара, которые в свою очередь определяются физико-механическими характеристиками материала обрабатываемой заготовки, а также ее геометрией.
В известных молотах необходимая энергия удара может быть достигнута подбором соответствующих компонентов взрывчатого вещества и величины давления, под которым его подают во взрывную камеру. Однако обеспечить сравнительно высокую скорость удара при относительно небольшой величине энергии удара, которые необходимы при обработке малогабаритных деталей, невозможно вследствие сравнительно большой величины массы элементов, воздействующих на заготовку при ее деформировании. Равно как при сравнительно большой скорости удара – обеспечить сравнительно малую энергию удара при обработке тех же деталей. Поэтому на известных молотах исключена возможность обработки деталей различных типоразмеров, что ограничивает технологические возможности молота.
В основу разработки была поставлена задача создать высокоскоростной молот взрывного действия с ударным телом такой конструкции, которая позволила бы при постоянной величине энергии удара изменять в широких пределах величину скорости удара, что значительно расширит технологические возможности молота.
Эта задача решается тем, что в высокоскоростном молоте взрывного действия, в неподвижной станине которого смонтирована силовая рама, несущая нижний инструмент и силовой цилиндр, надпоршневая полость которого служит взрывной камерой, и на полом штоке поршня которого соосно с нижним инструментом размещено ударное тело с верхним инструментом, ударное тело установлено в полости штока с возможностью независимых от него осевых перемещений посредством размещенного в этой же полости бойка, перемещаемого давлением газов, образующихся в процессе взрыва во взрывной камере, сообщающейся с полостью штока через центральное отверстие, выполненное в поршне.
При этом целесообразно, чтобы ударное тело представляло собой поршень дополнительного силового цилиндра, закрепленного на полом штоке поршня основного силового цилиндра таким образом, что надпоршневая полость дополнительного силового цилиндра является продолжением полости указанного штока и имеет возможность сообщения с пневмомагистралью для возврата бойка в исходное положение, а подпоршневая полость дополнительного силового цилиндра сообщена с пневмомагистралью для возврата его поршня в исходное положение. При этом, основной силовой цилиндр смонтирован с возможностью осевых установочных перемещений его корпуса. Для этого цилиндра имеется кольцевой бурт, а у силовой рамы на поверхности, сопряженной с поверхностью корпуса этого силового цилиндра, выполнена кольцевая проточка для размещения кольцевого бурта, разделяющего ее на две полости для размещения текучей среды, посредством которой осуществляются осевые установочные перемещения корпуса основного силового цилиндра.
Такое техническое решение позволяет значительно уменьшить величину массы, воздействующей на заготовку при ее деформировании, и сообщать ударному телу посредством сравнительно легкого бойка заданные скорость и энергию удара. При этом подбором соответствующего количества взрывчатого вещества и величины давления, под которым его подают во взрывную камеру, можно ударному телу сообщать заданную энергию удара при заданной скорости удара. Тем самым обеспечивается возможность обработки на предлагаемом молоте деталей различных типоразмеров, а, следовательно, значительно расширяются его технологические возможности.
Возможность осуществления осевых установочных перемещений корпуса основного силового цилиндра позволяет подводить верхний инструмент к заготовке, размещенной на нижнем инструменте, на расстояние, меньшее величины хода поршня дополнительного силового цилиндра.
Кроме того, такое техническое решение возврата ударного тела в исходное положение позволяет исключить из конструкции молота гидроцилиндры, смонтированные в нижней части силовой рамы, и освободить тем самым зону деформирования заготовки.
Целесообразно, чтобы в надпоршневой полости дополнительного силового цилиндра было размещено упругое тело для воздействия через него бойка на поршень этого силового цилиндра.
Это дает возможность применять поршни дополнительного силового цилиндра с площадью поперечного сечения равной или существенно отличной от площади поперечного сечения бойка для обеспечения возможности варьирования величиной энергии удара постоянной скорости удара.
Кроме того, наличие упругого тела между бойком и поршнем дополнительного силового цилиндра обеспечивает уменьшение напряжений в бойке и упомянутом поршне при их соударении, что снижает износ бойка и поршня и повышает надежность молота.
Целесообразно в качестве упругого тела взять жидкость. В данном техническом решении заключается простота обеспечения заданной формы упругого тела, удобнее заполнение полости с переменным сечением, а также незначительный коэффициент трения.
Отношение массы поршня дополнительного силового цилиндра с верхним инструментом к массе бойка равно отношению квадратов площадей поперечных сечений поршня и бойка.
При этом целесообразно, чтобы площадь поперечного сечения поршня дополнительного силового цилиндра была равна площади поперечного сечения бойка, а также существенно больше или меньше ее.
Такие технические решения дают возможность сообщать поршню дополнительного силового цилиндра энергию удара, величину которой можно менять в широких пределах при неизменной скорости удара верхнего инструмента по заготовке путем изменения кинетической энергии и скорости перемещения бойка. В результате этого, применяя поршни с различной площадью поперечного сечения, на одном и том же молоте можно обрабатывать заготовки различных типоразмеров, что значительно расширяет технологические возможности молота.
Согласно поставленной задаче необходимо чтобы отношение массы поршня дополнительного силового цилиндра с верхним инструментом к массе бойка было меньше отношения квадратов площадей поперечных сечений поршня и бойка, имеющего в результате этого возможность сообщения верхнему инструменту дополнительного импульса давления.
Это позволяет обрабатывать детали и сдвоенным ударом с малой паузой между ударами. Возможность изменения отношения величин энергии этих ударов также расширяет технологические возможности молота.
Целесообразно также, чтобы отношение массы поршня дополнительного силового цилиндра с верхним инструментом к массе бойка было больше отношения квадратов площадей поперечных сечений поршня и бойка, при этом полость штока основного силового цилиндра сообщена с атмосферой каналом, выполненным в стенке указанного штока на расстоянии от его торца, несколько большем длины бойка.
При таком техническом решении боек получает возможность вернуться в исходное положение под действием упругих сил, возникающих в упругом теле при взаимодействии бойка с поршнем дополнительного силового цилиндра через означенное круглое тело. Боек, опускаясь ниже указанного канала, дает возможность сообщения полости штока с атмосферой, в результате чего газы из взрывной камеры и полости штока выбрасываются через этот канал в атмосферу, давление над бойком падает и не препятствует возврату бойка в исходное положение. Это ведет, кроме того, к повышению производительности молота.
Боек и полый шток с закрепленным на нем дополнительным силовым цилиндром установлены с возможностью совместного перемещения в основном силовом цилиндре, подпоршневая полость которого сообщена с пневмомагистралью, где вмонтировано известное устройство для снижения давления в этой подпоршневой полости, и в результате такого совместного перемещения осуществляется предварительный подвод верхнего инструмента к заготовке и высокоскоростное ее деформирование при воздействии бойка на поршень дополнительного силового цилиндра через упругое тело. Это позволяет осуществить высокоскоростное деформирование заготовки со скоростью, возрастающей от нуля до заданной.
Такое техническое решение дает возможность осуществлять на предлагаемом молоте обработку трубчатых, листовых заготовок, а также другие виды обработки.
Коллективом совместно с автором разработан и создан многоцелевой высокоскоростной молот взрывного действия, который запатентован за рубежом в шести странах [155÷160].
Высокоскоростной молот взрывного действия включает в себя (рис. 20) жестко закрепленную на фундаменте станину 2 с двумя стойками-кронштейнами и основанием.
В направляющих станины 2 на гидрогазовых амортизаторах 4 подвижно с возможностью вертикальных перемещений установлена силовая рама 3. Последняя имеет основание 5 с коническим гнездом А и переходными конусами 6, предназначенными для установки и запирания сменных матриц 7 различных габаритов.
В верхней части силовой рамы 3 резьбовой гайкой 11 и гидромеханическим замком 12 фиксируется направляющий ствол с полым рабочим штоком 9 и снаряд-бойком 10. Он может перемещаться гидроцилиндрами 13 и включает взрывную камеру 14 с зазором 15, предназначенными для установки и подрыва заряда пороха 1.
Перед выстрелом снаряд-боек 10 фиксируется во взрывной камере в исходном положении пружинными стопорами.
В нижней части штока на буксе крепится уплотнительный элемент рабочей штамповой оснастки 16.
Путем простых наладок штамповой оснастки 7 и 16, выбора необходимой дозы заряда пороха 1 и массы снаряда-бойка 10 молот настраивается на выполнение технологических процессов обработки трубчатых деталей.
При штамповке трубчатых деталей (рис. 23) заготовку 19 устанавливают в матрицу 7 с уплотняющей оснасткой 16.
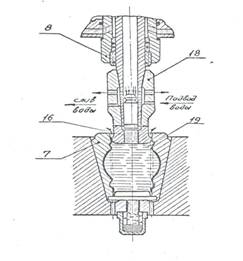
Рис. 23. Схема штамповки трубчатых деталей:
7 – сменная матрица; 8 – ствол;
16 – уплотняющая штамповая оснастка;
18 – букса; 19 – заготовка детали.
Ствол 8 гидроцилиндром 13 опускается до упора в матрицу 7 и фиксируется в этом положении гайкой 11 и гидромеханическим замком 12.
При этом штоки 17 гидроцилиндров 13 внедряются в гидравлические полости В амортизаторов 4, вследствие чего силовая рама 3 поднимается над станиной 2 на расстояние, обеспечивающее гашение ударных нагрузок на фундамент и плавную остановку подвижных элементов молота после удара.
Внутренняя полость заготовки заполняется водой до сливных отверстий в буксе 18, одновременно во взрывную камеру 14 устанавливают заряд пороха 1 и запирают затвор 15. После этого производится подрыв заряда пороха и под действием давления пороховых газов снаряд-боек 10 разгоняется по стволу до требуемой скорости и в конце хода ударяет по зеркалу воды, создавая в ней высокое давление, которое, воздействуя на заготовку, деформирует ее по внутренней полости матрицы, образуя, таким образом, нужную деталь.
После этого стравливают оставшееся давление пороховых газов из камеры сгорания, открывают затвор 15 и возвращают снаряд-боек 10 в исходное положение, открывая гидромеханический замок 12, поднимают ствол 8 вверх. Вытолкнув штамп 7 из конического гнезда технологического блока, раскрывают его и извлекают готовую деталь.
ТЕХНОЛОГИЧЕСКАЯ ХАРАКТЕРИСТИКА МОЛОТА
Максимальная энергия удара, кгс∙м 25000
Скорость соударения, м/с до 300
Максимальный вес заряда, кг 0,25
Диаметр снаряд-бойка, мм 84
Масса снаряд-бойка, кг от 1 до 22
Усилие затяжки матриц, кг 50000
Энергоноситель порох «Сокол»
Продолжительность цикла, мин 1-3
Габаритные размеры в плане, мм 2200х1500
Высота молота над уровнем пола, мм 4500
Масса молота, кг 10500
Создана также пороховая установка для формообразования концов трубопроводов – УФКТП-16/60, которая имеет следующие технические характеристики:
1. Наибольшее давление пороховых газов
полости камеры сгорания, н/см2 40000
2. Наибольшая масса порохового заряда, г 5
3. Размеры формуемых труб, мм
наружный диаметр 16÷60
толщина стенки 0,5÷2,5
4. Наибольшее усилие на штоке гидроцилиндра
герметизации внутренней полости заготовки, н 40000
5. Усилие на штоке гидроцилиндра зажима
матриц, н 11500
6. Объем камеры сгорания, см3 20÷80
7. Габаритные размеры установки без
пульта управления, мм
длина 1130
ширина 720
высота 2000
8. Масса установки, кг 1180
На установке УФКТП-16/60 (рис. 24) заготовка трубы 1 монтируется на конец оправки 17 с эластичной втулкой 19 до упора в опорную шайбу 6 и зажимается с помощью цилиндра зажима полуматриц 18, клина 5, рамки 4 в полуматрицах 3 и 2. Эластичная втулка 19 предварительно затягивается цилиндром предварительного зажима уплотнения 14.
Порох из бункера 13, установленного на корпусе 23, заполняет полость мерной шайбы 20 и при открывании затвора 10 с помощью цилиндра поворота и открывания затвора 16 путем вращения зубчатого сектора 7, перемещения до упора рейки 8, поворачивающей сам затвор 10, а при дальнейшем движении штока цилиндра 16 и поворота рычага затвора 9 производится передвижение ползуна до затвора дозы пороха из мерной шайбы 20 через питатель21 в камеру сгорания 22. затем затвор 10 запирает через уплотнительное кольцо 11 камеру сгорания 22, производится поджиг пороха зональной свечой 15 и выделяющиеся при сгорании пороха газы по каналу оправки 17 через эластичное уплотнение 19 деформирующий заготовку 1.
После выполнения операции раскрывают полуматрицы 3 и извлекают деталь.
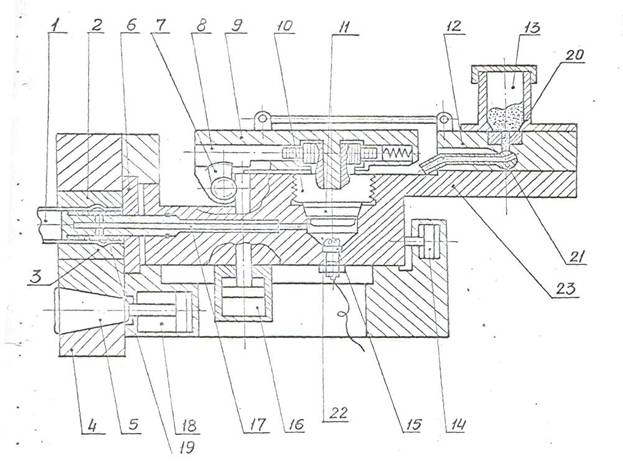
Рис. 24. Схема установки УФКТП-16/60:
1 – заготовка трубы;
2, 3 – полуматрицы;
4 – рамка;
5 – клин;
6 – опорная шайба;
7 – зубчатый сектор;
8 – рейка;
9 – рычаг затвора;
10 – затвор;
11 – уплотнительное кольцо;
12 – ползун дозатора пороха;
13 – бункер;
14 – цилиндр предварительного зажима уплотнения;
15 – запальная свеча;
16 – цилиндр поворота и открывания затвора;
17 – оправка;
18 – цилиндр поворота и открывания затвора;
19 – эластичная втулка;
20 – мерная шайба;
21 – питатель;
22 – камера сгорания;
23 – корпус.
Похожие работы
... в конденсаторах; образование волн сжатия и пульсация газового пузыря после разряда; взаимодействие ударной волны и гидропотока с заготовкой. По сравнению с традиционными методами обработки металлов давлением электрогидравлическая штамповка имеет следующие преимущества: упрощается и удешевляется технологическая оснастка, что способствует сокращению сроков технологической подготовки производства ...


... конструктора, отдел главного энергетика, отдел главного механика, отдел маркетинга и сбыта, отдел внешней кооперации, производственный отдел, отдел планирования цен и организации труда. Между отделами и цехами осуществляется очень тесная взаимосвязь. В целом на заводе используется устаревшее оборудование, хотя имеется прогрессивное и высокопроизводительное оборудование в новых цехах. ...
0 комментариев