Федеральное агентство по образованию
Нижнекамский химико-технологический институт (филиал)
государственного образовательного учреждения
высшего профессионального образования «Казанский государственный технологический университет»
Кафедра ПАХТ
РЕФЕРАТ
по дисциплине "Химическое сопротивление материалов и защита от коррозии"
Тема: «Хромоникелевые стали Х18Н9»
Нижнекамск. 2010 г.
Содержание
Введение
Анализ и структура хромоникелевых сталей
Коррозионные свойства хромоникелевых сталей
Хромоникелевые стали сложных систем
Литература
Введение
С целью придания обычным железоуглеродистым сплавам коррозионной стойкости в агрессивных средах и жаростойкости при высоких температурах железоуглеродистые стали легируют хромом, никелем, молибденом, кремнием, алюминием и другими элементами. Выбор легирующих элементов определяется эксплуатационными условиями конструкции, для которой предназначается сплав. Так, хром является наиболее часто применяемым легирующим элементом для создания как коррозионностойких, так и жаростойких сплавов на железной основе. Объясняется это тем, что хром обладает способностью передавать свое свойство пассивироваться железоуглеродистым сплавам, а также повышать защитные свойства высокотемпературной окалины.
Никель при значительных его добавках способствует образованию γ - фазы и ее стабильности в железных сплавах, обеспечивает высокие механические и технологические свойства сплавов (пластичность, вязкость, прокаливаемость и др.) и повышает также их коррозионную стойкость в депассивирующих средах, едких щелочах, расплавах солей и др.
Анализ и структура хромоникелевых сталей
Железо и никель, обладая взаимной растворимостью, дают непрерывный ряд твердых растворов. Никель способствует образованию сплавов с неограниченной γ - областью. Железоникелевые сплавы устойчивы в растворах серной кислоты, щелочей и ряда органических кислот. Однако железоникелевые сплавы не нашли широкого применения в качестве конструкционных материалов в химическом машиностроении, так как они не имеют особых преимуществ па сравнению с хромистыми сталями.
Особо большое распространение нашли стали системы Fe - Cr - Ni без дополнительных присадок и с присадками титана, ниобия, молибдена, меди и др. Введение никеля в систему Fe - Cr вносит значительные изменения в структуру сплава и расширяет область существования аустенита. В зависимости от содержания хрома и никеля в сплаве, хромоникелевые стали подразделяются на аустенитные, аустенито-ферритные и аустенито-мартенситные. С возрастанием содержания никеля увеличивается область существования γ-фазы, аустенитная структура делается устойчивой при достаточном содержании никеля уже при низких температурах. Повышение содержания хрома, наоборот, уменьшает, область существования γ-фазы. Для получения стали аустенитного класса в системе Fe - Сr - Ni, как это видно из диаграммы на рис.1, достаточно добавки 8 % Ni при содержании хрома 18%.
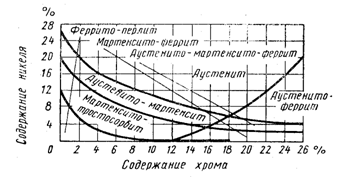
Рис. 1. Структурная диаграмма хромоникелевых сталей (по Мауеру и Шерреру)
На рис.2 приведена диаграмма, показывающая влияние хрома в железоникелевых сплавах с 8% Ni на положение фаз при различных температурах. Из диаграммы следует, что для получения однофазной γ-структуры при повышенных температурах нельзя увеличивать содержания хрома сверх 20%. Для сохранения аустенитной структуры при более высоком содержании хрома необходимо повысить содержание никеля. Так, для стали
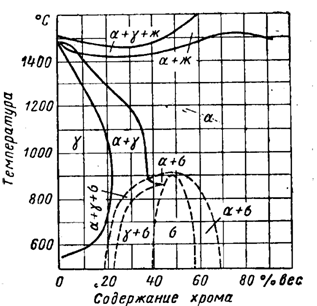
Рис.2 Положение фаз в сплавах железа
хромоникелевая сталь коррозия
Как видно из диаграммы на рис. 2, σ-фаза появляется в системе Fe – Cr-Ni в широком интервале составов по хрому и никелю. Область образования чистой интерметаллической σ-фазы лежит приблизительно при 50 % Cr. σ-фаза обладает ограниченной растворимостью в α- и γ- твердых растворах и выделяется в хромоникелевых сталях при температурах приблизительно 900-950°С. Выделяясь в ряде случаев по границам зерен, она сообщает сплаву большую хрупкость. Присадка ферритообразующих элементов (Cr, Ti, Аl и др.) ускоряет образование σ-фазы, а присадка аустенитообразующих элементов (N, С и др.) замедляет ее выделение.
Коррозионные свойства хромоникелевых сталей
Наряду с высокими механическими и технологическими свойствами в хромоникелевых сталях может возникать склонность к межкристаллитной коррозии, в особенности после медленного охлаждения или длительного нагрева стали, а также после повторного нагрева (отпуска) закаленной стали в интервале температур500-850 °С вследствие выпадения по границам зерен карбидов. В связи с этим недостатком хромоникелевой стали ограничивается её применение для сварных конструкций, так как при сварке металл около шва нагревается до 500-850 °С. ' Опасными зонами при сварке аустенитных сталей являются зоны по линии сплавления, по которой в некоторых средах (азотная кислота ( возможно возникновение ножевой коррозии, а также зона, расположенная на некотором расстоянии от шва, где металл подвергается нагреву 500-850°С и возможно выпадение карбидов хрома.
Межкристаллитная коррозия вызывает большую потерю прочности конструкции, часто без изменения внешнего вида. Большинство исследователей считает, что межкристаллитная коррозия хромоникелевых сталей объясняется электрохимической неоднородностью поверхности стали, связанной с работой гальванической пары.
Анодами являются небольшие обедненные хромом зоны металла по границам зерен, а катодами - вся остальная поверхность, находящаяся в пассивном состоянии, не подвергающаяся разрушению. Причину межкристаллитной коррозии этих сталей связывают также и с возникающими на границах зерен напряжениями вследствие превращения γ-фазы в α-фазы, так как образование α-фазы сопровождается заметным уменьшением объема.
Для борьбы с межкристаллитной коррозией могут быть использованы следующие методы:
а) термическая обработка изделий, в том числе и сварных, с нагревом до температуры 1050-1120° С и последующим быстрым охлаждением в воде;
б) применение хромоникелевой стали с пониженным содержанием углерода (не выше 0,03%, а иногда и более низким, что определяется степенью агрессивности среды);
в) введение в сталь таких стабилизаторов (карбидообразующих элементов), как титан, ниобий и др.
Для того чтобы связать углерод стали в другие карбиды, устраняя таким образом возможность образования карбидов хрома, а следовательно, уменьшить возможность появления склонности к межкристаллитной коррозии, нужно ввести в сталь присадку титана, ниобия и др., как было указано ранее для хромистых сталей. Практически в сталь вводят обычно титана в 6-7 раз больше, чем углерода. Содержание ниобия в стали должно превышать содержание углерода примерно в 8-10 раз.
Одной из основных причин, вызывающих пониженную коррозионную стойкость пришовной зоны сварных соединений, по-видимому, следует считать пониженное против необходимых норм содержание связанного в карбиды титана. Что же касается сварного шва, то его склонность к межкристаллитной коррозии объясняется повышенным содержанием в нем углерода и отсутствием титана. В некоторых случаях, вместо обычного принятого режима закалки хромоникелевой стали X18H9 с высоких температур рекомендуется применять так называемый стабилизирующий отжиг. Применение стабилизирующего отжига особенно эффективно в целях предотвращения в конструкциях межкристаллитной коррозии сварных швов, а также зон, расположенных вблизи сварных швов либо вблизи перекрещивающихся сварных швов. Стабилизирующим отжигом называется особый вид термической обработки листовой стали или готовых изделий, при котором в металле достаточно быстро проходят диффузионные процессы, выравнивающие содержание хрома по сечению зерна и приводящие структуру стали в стабильное состояние. Наблюдаемое при этом выделение карбидов хрома по границам зерен не может повлечь за собой (при благоприятных условиях) возникновение склонности к межкристаллитной коррозии или снижение сопротивляемости общей коррозии, поскольку при этом режиме термической обработки диффузионные процессы в стали X18H9, выравнивающие концентрацию хрома в зерне, идут с большой скоростью и обеднение границ зерен по содержанию хрома практически не происходит. Стабилизирующий отжиг осуществляется путем нагрева стали до температуры 850-900°С с выдержкой, достаточной для того, чтобы процессы распада твердого раствора аустенита и выравнивание концентраций хрома по сечению зерна были полностью закончены. Обычно выдержка 3-5 ч является достаточной для завершения этих процессов. Хромоникелевые стали могут в некоторых условиях подвергаться точечной коррозии, которая вызывается местным нарушением пассивности металла в результате образования микроэлементов. Микроэлементы, создающие разность потенциалов между отдельными участками металла, возникают обычно вследствие, наличия неметаллических включений, плен, раковин, трещин, участков окалины и местных загрязнений поверхности стали ржавчиной, пылью и т. п. Электродвижущая сила между пассивированной и непассивированной поверхностью стали достигает значений порядка 0,5-0,6 в. Помимо гетерогенности поверхности металла, условием возникновения точечной коррозии является также присутствие в агрессивной среде кислорода или другого окислителя, который обеспечил бы стабильность пассивного состояния катодной площади и наличие активатора, который не давал возможности пассивироваться анодной зоне (точечному поражению). Последнее условие обеспечивается ионами хлора, брома и др. Поэтому точечная коррозия хромистых и хромоникелевых сталей часто наблюдается в растворах хлоридов в морской воде и в грунтах. На точечную коррозию хромоникелевых сталей весьма существенно влияет рН раствора. Наиболее глубокую точечную коррозию вызывают нейтральные растворы, у которых рН близок к 7; щелочные растворы менее активны; слабокислые растворы вызывают незначительную точечную коррозию при отсутствии ионов-активаторо.
В растворах солей, не содержащих кислород, хромоникелевые стали, как и хромистые стали, не подвержены точечной коррозии. Для предотвращения возникновения точечной коррозии хромоникелевых сталей рекомендуется обеспечивать равномерное омывание поверхности металла кислородосодержащим электролитом (в движущейся жидкости меньше вероятность точечной коррозии, чем в неподвижной жидкости( , более тонкая обработка поверхности металла ( полирование) , применение сталей более чистых в отношении содержания различных включений, выбор соответствующего режима термической обработки и, наконец, дополнительное легирование стали молибденом в количестве 2,5-4 %.
В табл. приведены экспериментальные данные по точечной коррозии хромистых и хромоникелевых сталей в морской воде. Из таблицы видно большое преимущество стали Х18Н10М2.
Скорость развития точечной коррозии различных марок
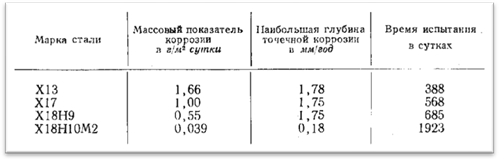
При больших скоростях движения морской воды вероятность точечной коррозии значительно меньше вследствие улучшения аэрации поверхности.
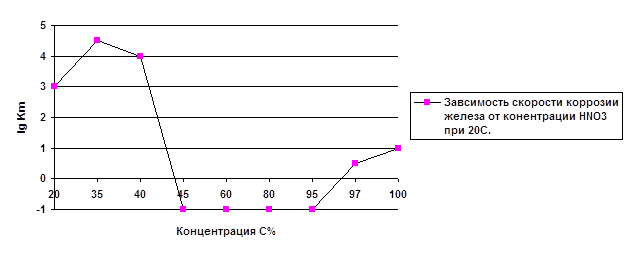
Коррозионная стойкость хромоникелевых сталей (как и хромистых) обусловлена в основном образованием на поверхности сплава защитной пассивной пленки ; однако хромоникелевые стали обладают несколько более высокой коррозионной стойкостью, чем хромистые стали. Объясняется это наличием в сплаве никеля, который способствует образованию мелкозернистой однофазной структуры и повышает стойкость стали в разбавленных растворах серной кислоты, а также в ряде водных растворов солей. Высоколегированные хромоникелевые стали устойчивы в азотной кислоте при концентрации не выше 80% и температуре до 70°С. В серной и соляной кислотах эти стали неустойчивы. В фосфорной кислоте они устойчивы только при температуре до 100°С и при концентрации не выше 60%. Органические кислоты при комнатной температуре не действуют на хромоникелевые стали; в других органических средах в большинстве случаев сталь также устойчива. В растворах хлористых солей щелочных и щелочеземельных металлов стали недостаточно устойчивы возможна точечная коррозия и коррозионное растрескивание. Азотнокислые и сернокислые соли в большинстве случаев на хромоникелевые стали не действуют. В едких щелочах, за исключением расплавленных, эти стали устойчивы.
Расплавленные металлы, за исключением свинца, разрушают хромоникелевые стали. В расплавленных хлоридах щелочных металлов с течением времени коррозия этих сталей замедляется. В большинстве органических соединений, в растворах азотнокислых, сернокислых и хлористых солей, в окиси углерода, сухом хлоре и сернистом газе, окислах азота, сероводороде, углекислом газе и т.п. аустенитные хромоникелевые стали достаточно устойчивы. Следует отметить, что при высоких концентрациях азотной кислоты хромоникелевые стали подвержены так называемому явлению «перепассивации», при котором пассивные пленки теряют свои защитные свойства вследствие перехода хрома в окислы высшей валентности, неустойчивые в высококонцентрированной кислоте. В последние годы находят применение малолегированные по никелю хромоникелевые стали аустенито-ферритного класса марок Х21Н5, 0Х21Н5, 0Х21Н6М2Т и 1Х18Н5Т, обладающие достаточно высокой коррозионной стойкостью в ряде агрессивных сред. Для предотвращения склонности к межкристаллитной коррозии рекомендуется начальную термическую обработку этих сталей производить при пониженных температурах закалки, порядка 950-1000°С.
Исследования ряда авторов показали, что стали аустенитоферритного класса для предотвращения появления у них склонности к межкристаллитной коррозии следует стабилизировать титаном. Наилучшие результаты показала сталь 1Х21Н5Т. Коррозионная стойкость аустенито-ферритных сталей указанных выше марок приближается к стали типа Х18Н9. Эти стали еще мало изучены в производственных условиях. По данным А. А. Бабакова и др., стали 0Х21Н5Т и 1Х21Н5Т пригодны для изготовления аппаратуры следующих производств: азотной кислоты при температуре не свыше 55°С; контактной 98%-ной серной кислоты при температуре до 50-70°С ; синтетической мочевины при температуре не выше 110°С ; установок поглощения окислов азота, выделенных при нейтрализации их щелочью; термической фосфорной кислоты и др.
Хромоникелевые стали сложных систем
Несмотря на широкое применение хромоникелевых сталей типа Х18Н9 для изготовления химической аппаратуры, предназначенной для работы в условиях воздействия сильно агрессивных сред, все же эти стали имеют некоторые недостатки, как, например, недостаточная стабильность аустенита, невозможность применения этих сталей в серной кислоте низких и средних концентраций и в восстановительных средах и др. С целью улучшения тех или иных свойств хромоникелевых сталей их легируют добавками ряда элементов. В ряде случаев повышают процентное содержание никеля или хрома, частично заменяют никель марганцем и т. д.
Хромоникельмолибденовые стали. Для повышения стойкости хромоникелевой стали в неокислительных средах в качестве легирующих присадок обычно вводят такие компоненты, которые сами по себе являются в этих средах более устойчивыми, чем железо и хром. К таким элементам следует отнести никель, медь, молибден, кремний и некоторые другие.
Особый интерес представляют хромоникелевые стали, легированные 2-3% Мо Характерной особенностью молибдена является склонность его к пассивации как в окислительных, так и в восстановительных средах. Молибден, как известно, повышает также стойкость стали в средах, содержащих хлор-ионы. Из хромоникельмолибденовых сталей наибольшее распространение нашли стали Х17Н13М2Т и Х17Н13М3Т. В хромоникельмолибденовые стали, содержащие ферритообразующий элемент - молибден, для сохранения однородности аустенитной структуры вводится повышенное по сравнению со сталью lХ18Н9, количество никеля (до 12-14%). Хромоникельмолибденовые стали имеют такие же механические свойства, что и стали типа Х18Н9 Они сочетают сравнительно высокую прочность очень высокими пластическими свойствами и высокой ударной вязкостью. Стали аустенитного класса марок Х17НIЗМ2Т и Х17НIЗМЗТ ввиду присутствия в них необходимого количества титана, предотвращающего появление склонности к межкристаллитной коррозии, с успехом применяются для изготовления сварной аппаратуры без дополнительной термической обработки сварных конструкций. По технологическим свойствам хромоникельмолибденовые стали близки к хромоникелевым: они хорошо свариваются, протягиваются и штампуются.
Хромоникельмолибденовые стали применяются для изготовления аппаратуры, работающей в сильно агрессивных средах, в серной кислоте при концентрации 10-12% и температуре 40-50°С ,в горячих растворах Н2SО3, в горячей фосфорной кислоте, в кипящих растворах уксусной, щавелевой и муравьиной кислот и др.
Хромоникельмолибденомедистые стали
Хромоникельмолибденовые стали имеют ограниченное применение в растворах серной кислоты, а с повышением температуры эти стали пригодны только в растворах Н2SO4 низких концентраций. Добавка меди в небольших количествах (2-3%) придает хромоникелевым сталям стойкость в неокислительных кислотах и других средах, содержащих ионы-активаторы (хлор-ион и др.). Добавка меди существенно улучшает коррозионную стойкость аустенитной стали в серной кислоте невысоких концентраций, однако добавка только меди недостаточна для полной пассивации стали при невысоких температурах в разбавленной кислоте. Более эффективные результаты получаются при совместном легировании стали медью и молибденом. Были разработаны новые марки высоколегированных сталей на основе сложной системы Fe-Cr-Ni-Mo-Cu, в которых содержание хрома и никеля колеблется соответственно от 18 до 23 и от 23 до 28%. Стали указанных марок обнаруживают склонность к межкристаллитнай коррозии. Сталь марки ЭИ943 меньше подвержена этому виду коррозии, чем другие.
Коррозионная стойкость хромоникельмолибденомедистых сталей в некоторых агрессивных средах, в особенности в растворах серной кислоты средних концентраций при повышенной температуре, вплоть до 800 °С, довольно высока. Влияние легирующих элементов на коррозионную стойкость этих сталей в серной кислоте сказывается различно, в зависимости от концентрации и температуры среды. Хром повышает коррозионную стойкость 5-30%-ной серной кислоте при температуре 80°С. Никель и медь повышают коррозионную стойкость в 5-60%-ной серной кислоте и особенно в 40-60%-ной при 80°С и в 5-70%-ной ,при температуре до 80°С. Молибден увеличивает стойкость стали в 5-70-ной кислоте при 80°С и в 5\-50%-ной при температуре кипения.
При применении хромоникельмолибденомедистых сталей для сварных конструкций в состав сталей должен быть введен стабилизатор - титан в соотнашении Ti:C ≥7. Стали марок Х23Н23М3Д3 и Х23Н28М3Д3 обладают также высокой коррозионной стойкостью в фосфорной кислоте, содержащей фтористые соединения, и в ряде других сильно агрессивных сред.
Применение для изготовления химической аппаратуры хромомарганцевых и хромомарганцевоникелевых сталей вызвано возможностью полной или частичной замены никеля марганцем в хромоникелевых сталях типа Х18Н9, однако эти стали менее коррозионностойки, чем хромоникелевые стали типа Х18Н9.
Марганец относится к элементам, которые расширяют γ-область при образовании твердых растворов Fе – Мn. В тройной системе Fe-Cr-Mn эффективность марганца для расширения у-области значительно меньше, чем никеля и зависит от содержания хрома. В системе Fe - Сr - Мп при содержании хрома более 15-% без никеля получить однородную аустенитную сталь не представляется возможным. После закалки на аустенит хромомарганцевые стали с 18% Сr и 9% Мп обладают достаточно высокой химической стойкостью в ряде агрессивных сред, но менее эффективны, чем хромоникелевые стали Х18Н9. С увеличением содержания никеля в хромомарганцевой стали типа Х18Н9 наблюдается не только переход от аустенитоферритной структуры к аустенитной, но также повышение устойчивости аустенита при холодной деформации. По указанным причинам, чисто хромомарганцевые стали имеют довольно ограниченное применение в качестве химически стойких конструкционных сталей. Наибольшее практичеcкое применение нашли хромомарганцевые стали с содержанием никеля. Достаточно ввести 2% Ni, чтобы получить аустенитную структуру в интервале от 1000-1200° С в сплаве, содержащем 18% Сr и 0,1 % С. При добавлении в сплав 5% Ni аустенитная структура устойчива и при комнатной температуре. Коррозионная стойкость этих сталей несколько ниже, чем сталей типа Х18Н9, особенно в восстановительных и некоторых органических средах. Сталь 2Х13Н4Г9 (ЭИ100) в исходном состоянии после закалки на аустенит обладает более высокими механическими свойствами, чем сталь Х18Н9. Сталь Х14Г14Н3Т относится к аустенитным, имеет повышенную прочность и высокую пластичность, не склонна к межкристаллитной коррозии и может применяться для изготовления сварных изделий без последующей термической обработки. По коррозионной стойкости она близка к 12-14 % -ным хромистым сталям. Хромомарганцевые стали с 18 % Сr и 4 % Ni обладают до статочно высокой коррозионной стойкостью во многих агрессивных средах и при повышенных температурах. Стали типа Х18Н9М3Т с соотношением Ti : С ≥ 5 не склонны к межкристаллитной коррозии и могут быть применены для изготовления сварной аппаратуры.
Литература
1. Клинов И.Я. Коррозия химической аппаратуры и коррозионностойкие материалы. М. : «Машиностроение», 1967.
2. Веденкин С.Г. Коррозионные свойства металлов и сплавов. М. : Металлургиздат, 1956.
3. Бабаков А.А. Нержавеющие стали. М. : Госхимиздат, 1956.
4. Коломбье Л., Гохман И. Нержавеющие и жаропрочные стали. М. : Металлургиздат, 1958.
5. Гудермон Э. Специальные стали. М. : «Металлургия» 1966.
6. Томашов Н.Д. Теория коррозии и защиты металлов.М.: Издательство АН СССР, 1959.
7. Химушкин Ф.Ф. Нержавеющие стали. М. : «Металлургия» 1967.
Похожие работы
... образование новой фазы , или больших механических напряжений , возникающих при образовании избыточной фазы , то это приводит к интенсивной коррозии границ зёрен , т. е. к межкристаллитной коррозии . Электрохимическая гетерогенность сплава в зависимости от условий может или не влиять на коррозионную стойкость металлов , или увеличивать , или уменьшать её . Опытные данные по коррозии ряда ...
... . Этот способ нашел широкое применение при обработке конвертерной, мартеновской стали, а также электрометалла. Вакуумная дегазация- один из наиболее распространенных способов повышения качества стали- заключается в удалении из стали водорода, кислорода и азота. При вакуумировании резко повышаются механические свойства сталей. основными способами вакуумной обработки являются вакуумирование в ...
... нержавеющей листовой стали включает термическую обработку горячекатаных полос, травление, холодную прокатку, термическую обработку холоднокатаных полос, травление холоднокатаных полос, дрессировку, порезку полос на листы, сортировку и упаковку. Рисунок 6. Прокатный стан кварто-1700: 1 – бумагомоталка; 2 – разматыватель; 3 – правильная машина; 4 – натяжные барабаны; 5 – клеть кварто-1700; 6 – ...
0 комментариев