Готовое швейное изделие без отделки малопривлекательно для потребителя. Для того чтобы «оживить» изделие, украсить его, известно довольно много способов и реализующих их видов технологического оборудования. Особое внимание отделке изделий уделяется в последнее время.
Ведущим направлением в области отделки является вышивка, которая с каждым годом становится всё популярнее. Вышитые изделия и просто вышитые ткани смотрятся очень эффектно и могут придать исключительность даже самым простым изделиям. А разнообразие ассортимента и нарядность изделия сомнений не вызывают.
Больших успехов здесь достигли фирмы «Tajima» (Япония), «Barudan» (Япония), «Sun-Star» (Южная Корея), «ZSK» (Германия), «Melco» (США). Конструктивное разнообразие оборудования для вышивки велико. Так, число шьющих головок в агрегате колеблется от 1÷2 до 20 и более. Число сменяемых цветных ниток от 6 до 15. Поле вышивки одной головки достигает размера 450 550 мм; длина стежка – от 0,1 до 12,7 мм. Скорость шитья до 1200 об/мин (при длине стежка 2÷3 мм), а иногда и 1500 об/мин. Оборудование может воспроизвести на ткани с помощью цветных ниток картины известных художников. Общий вид одной из таких установок показан на рисунке 1.

Рис. 1. Вышивальная машина
Совершенствование этой техники идёт следующими путями: увеличивается объём памяти, увеличивается число шьющих головок (до 60 шт.), вводятся в конструкцию устройства для автоматической замены шпуль в челноках; комбинируются в одной установке различные отделки: вышивка, аппликация, настрачивание шнура, вышивка цепным стежком. Уменьшаются размеры изделий, которые можно закрепить в зажимах машины.
Особенно эффективно сочетание известных вышивальных машин с лазерной установкой. Здесь возможности художника могут реализовываться гораздо полнее. Он может создавать многослойные композиции сложного профиля, производить гравировку, делать аппликации из различных материалов, включая фольгу. Можно, в угоду моде, имитировать потёртости, дыры. Диаметр пятна реза примерно 0,2 мм. Лазерная вырезка очень точна и аккуратна, не зависит от сложности контура; программируется, как и вышивка. Она позволяет выполнять такой сложный вид отделки, как «ришелье». При этом край после обрезки на тканях, содержащих синтетику, подплавляется, и предотвращается осыпание.
Несколько слов о стёжке. Всем известная стёжка «ромбиками» или «волнами» – примитив, который ушёл в прошлое.
Сегодня стёжка приближается к вышивке. Используется укладка шнура, ленты, стёжка пайетками (блестками), бисером, стеклярусом. Управление осуществляется не кулачками, а компьютером через серводвигатели, а потому сложность рисунка ограничивается только фантазией художника. Челноки не «лодочка», а ротационные; это позволило увеличить скорость работы с 600 до 1000 об/мин. Спаренные иглы позволяют получать сжатую прошивку. Натяжение материала при перематывании с рулона на рулон осуществляется сжатым воздухом.
Область применения вышитых тканей весьма велика: портьеры, тюль, драпировка стен и проёмов в зданиях, покрытие мебели, постельное бельё, нарядная вечерняя одежда (рис. 2).
Рис. 2. Образцы стёжки
Модным сегодня направлением отделки является обработка изделий ручным стежком. Строчки, состоящие из таких стежков, прокладываются на мужских пиджаках, женских жакетах, сорочках. И если это раньше была действительно строчка, выполненная ручным способом, что медленно и дорого, то теперь появились для этой цели специальные машины. Некоторые из них имитируют ручной стежок, но есть и такие, которые полностью повторяют строчку, выполненную опытным портным.
В этом случае машинная игла имеет заострение с двух сторон и ушко посередине. Два цанговых зажима передают её, заправленную ниткой, друг другу. Механизм довольно сложен, и, кроме того, нитка при шитье многократно проходит сквозь игольное отверстие, что ведёт к потере её прочности, и производители рекомендуют для этих машин специальные нитки.
Естественно, работа подобных машин более производительна. В качестве примера такой машины назовём DECO-2000 ATT американской фирмы «AMF Rеесе». На ней прокладывают отделочные строчки, например, по борту пиджака, на шлицах, вытачках, на листочках, на карманах.
В последнее время появились машины для прикрепления к одежде отделочных элементов из термопластичной пластмассы с помощью ультразвуковых генераторов. Выпускает такое оборудование фирма «V1VISION TECH.CO» (Южная Корея). Машина под маркой VHS-540 имеет две корзины (бункера), в которых размещается два вида фурнитуры. Поштучно автоматически фурнитура подаётся в рабочую зону и с помощью одновременного нагрева и действия ультразвука отделочный элемент прикрепляется к ткани. Такое двойное воздействие увеличивает прочность соединения. Простым переключением оператор может перейти от одного вида фурнитуры к другому, то есть на подачу то из одной корзины, то из другой (рис. 3).
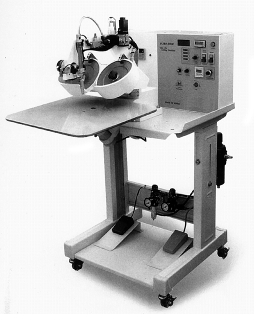
Рис. 3. Ультразвуковая установка для прикрепления фурнитуры
одежде (стразы, блёстки)
Та же фирма демонстрировала установку, скомбинированную из швейной машины челночного стежка и устройства, подающего под иглу пайетки (блёстки), отделяемые от металлической полосы. При шитье игла попадает в отверстие пайетки и прикрепляет её к изделию. Пайетки могут нашиваться вплотную друг к другу или с интервалами. Величина подачи изменяется с помощью кулачкового механизма.
Ещё одна интересная машина разработана фирмой «SALLI» (Южная Корея). Лента из термопластичного материала перематывается с кассеты на кассету. В рабочей зоне установлен пуансон, который выбивает из ленты небольшую плоскую фигурку, которая тут же прикрепляется к поверхности ткани за счёт ультразвукового разогрева. Подставляя под пуансон различные участки ткани, можно получить достаточно интересной формы яркую отделку.
Для отделки изделий из более плотных, несыпучих материалов (сукно, тонкая кожа) используется машина SRC-50 фирмы «SALLI» (рис. 4).

Рис. 4. Машина для отделки плотных материалов
В этой машине в качестве рабочего органа используется ролик, на который нанесён рисунок. Под действием волн ультразвуковой частоты рисунок ролика при прокатывании его по ткани перфорирует эту ткань, высекая на ней мелкие отверстия, что в совокупности образует своеобразную мережку. Новая оригинальная отделка.
Используются в отделке рисунки, выполненные с помощью лазера, сварочные устройства для прикрепления отделочных полос, установки для изготовления цифр и всевозможных надписей на футболках, куртках, сумках, платках.
До настоящего времени рисунки и надписи наносились методом шелкографии. Это способ нанесения краски через трафарет. Но при этом, если изображение должно быть многоцветным, нужно накладывать несколько слоёв (опять через трафарет) друг на друга. Отсюда не всегда хорошее качество, да и производительность невелика.
Современный метод печати по текстилю – метод прямого нанесения на ткань рисунка с помощью принтера, подобного таким, что широко используются в канцелярской деятельности (рис. 5).
Изображения очень чёткие, почти фотографического качества. Ограничений по цвету нет.
Для получения рисунка применяются чернила на водной основе. На ощупь изображение не отличается от основной ткани. Закрепление рисунка осуществляется при температуре 150–185 °С с помощью термопресса, что позволяет добиться полной фиксации красок на ткани.
Краски, которые используются в принтерах, не влияют негативно на кожу человека, так как это чернила на водной основе. Современная технология предоставляет возможность полноцветной печати на тканях с различным волокнистым составом. Оборудование поставляют фирмы «Brother» (Япония), «Ana Jet» (США).

Рис. 5. Принтер для печати по текстилю
Ещё один вид отделки – рисунки и надписи, сделанные на основе термотрансферных плёнок. Область применения – рабочая и спортивная одежда. Отделка яркая, хорошо видимая, обладает высокой устойчивостью к стиркам, химчисткам, агрессивным внешним проявлениям.
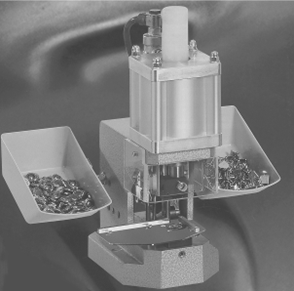
Рис. 6. Пресс для установки на одежду крючков, петель, пуговиц
Плёночные надписи выполняются из тонких плёнок (всего 55÷60 микрон), которые при тепловом воздействии привариваются к изделию, образуя с тканью как бы одно целое.
Термотрансферные плёнки изготавливаются из полиуретана или поливинилхлорида. В их состав входит ещё и клей. Он активируется под действием тепла и проникает в структуру ткани, а при остывании полимеризуется, закрепляя рисунок.
Для получения такой отделки нужны режущий плоттер (это известный всем принтер, имеющий вместо печатающей головки нож) и термопресс. Оборудование и плёнки предлагает фирма Zenon (Германия).
Фирма «Gutos» (Германия) продемонстрировала системную технику (рис. 6) для установки на одежду различного вида пуговиц, крючков, петель, зажимов, которые кроме своего основного назначения «что-то удерживать» могут нести ещё и отделочную функцию – украсить одежду. Эта фурнитура может быть металлической и пластмассовой, гладкой и с рисунком. Иногда пуговицы делаются обтянутыми тканями; той же, из которой изготовлена одежда или, наоборот, контрастной.
Особняком стоит отделка джинсовых изделий. Сейчас новые джинсы поступают в продажу в таком виде, как будто их уже долго носили: полинявшая краска, местные потёртости, даже дыры – таковы требования моды. Достигается это варкой в стиральной машине со специальными камнями (типа пемзы) и с биологически активными веществами – энзимами. Технологии эти весьма сложны, но на сегодняшний день хорошо отработаны. Такие фирмы, как «Tonello» (Италия) или «Novozymes» (Дания), поставляют оборудование и химические компоненты в необходимых количествах.
Оборудование для варки и химической обработки джинсовых изделий похоже на стиральные машины, используемые в прачечных, только больше по размерам и покрепче в конструкции.
Машина (рис. 7) состоит из неподвижной станины, на которой смонтирован водонепроницаемый корпус. Внутри корпуса вращается барабан, разделённый на секции продольными пластинами. В корпусе – люк для загрузки обрабатываемых изделий, камней и химических реактивов.

Рис.7 Установка для варки Джинс
отделка швейное изделие оборудование ткань
Объёмы машин (имеются различные варианты) рассчитаны на массу от 100 до 600 кг сухих джинс.
В машине выполняются замачивание, стирка, варка, отбеливание джинсов, а в некоторых конструкциях ещё и отжим.
При вращении барабана джинсы поднимаются разделительными пластинами в верхнюю часть барабана, откуда под действием своей тяжести падают вниз. Процесс повторяющийся и идёт, примерно, два часа; при использовании энзимов – 20÷30 минут. За это время на ткани образуются потёртости, джинсы приобретают линялый, поношенный вид.
После отжима влажные джинсы поступают в сепаратор (рис. 8), где из изделий извлекают камни и песок. После чего джинсы сушат и утюжат.

Рис. 8. Сепаратор для извлечения камней из изделий после варки
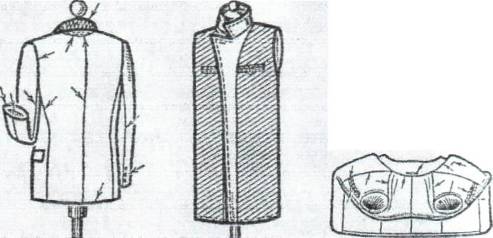
Для последней операции используют пресса и паровоздушные манекены (рис. 9).
Вообще говоря, в области отделки швейных изделий за последние годы появилась такая разнообразная и производительная техника, с такими технологическими возможностями, что из очень трудоёмкого и дорогого этот процесс стал обычным и доступным даже для небольших предприятий.

Рис. 9. Заключительная операция в отделке джинс
Хочется отметить и такую деталь: для отделки возрождаются методы, известные давно, но незаслуженно забытые. Речь идёт о нанесении на изделие цепных ниточных строчек. Машины, выполняющие такую отделку, выпускались ещё и в СССР Полтавским заводом «Легмаш». Машина имела обозначение ВМ-50. Ныне, естественно, производство закрыто.
Однако некоторые фирмы, в частности «NV. A. DE KONINCK SA» из Бельгии, с успехом торгуют этим оборудованием различных модификаций.
Базовая машина в группе – Cornely LG3 (рис. 10) имеет плоскую платформу, под которой находятся механизм обводчика нитки и рукоятка управления машиной. Процесс петлеобразования осуществляется иглой, имеющей близ своего острия крючок, упомянутым обводчиком и прижимным капсюлем. С помощью этих органов образуется однониточная цепная строчка, при этом петельки в цепочке образуется сверху на обрабатываемом материале.
Перемещение полуфабриката осуществляется транспортирующей лапкой, имеющей рабочую поверхность в виде кольца. Нитка в машине подаётся снизу через обводчик. Применяется машина для выполнения около десятка различных строчек. В её арсенале:
- цепная однолинейная тамбурная строчка;
- строчка типа «мох» (у нас её часто называют «барашек») для сплошного заполнения некоторых участков вышивки;
- различные типы спиралей;
- пришивка лент, шнуров, сутажа;
- строчка «отхлёстка» и др.
Скоростной режим машины 1100 об/мин. Нитки – всех типов: хлопчатобумажные, шерстяные, шёлковые, синтетические. Обрабатываемые материалы в достаточно широкой номенклатуре, вплоть до кожи.
Определённый интерес представляет ещё одна машина той же фирмы Cornely LG. Она используется для изготовления мережки на полотенцах, постельном белье, блузках, занавесках, скатертях. С помощью двух игл, двух вращающихся в горизонтальной плоскости челноков, специальных прокалывателей и расширителя образуется челночная зигзагообразная строчка, скрепляющая поперечные нити ткани в столбики – так называемая ажурная строчка. Ширина ажура до 8 мм, шаг ажура до 5 мм.
Описанное оборудование весьма интересно для швейных предприятий небольшой мощности и списывать его ещё рано.

Рис. 10. Вышивальная машина с ручным управлением
Современное оборудование для выполнения отделочных строчек успешно производит японская фирма «KANSAY SPECIAL». Она создает свою технику на базе плоского цепного стежка с различными видами покровной нити. Двигатель механизма, обеспечивающего подачу покровной нити, в некоторых вариантах машин осуществляется при помощи сменных копиров, что позволяет получить различные отделочные эффекты.
Интересны многоигольные машины этой же фирмы. С увеличением количества игл представляется возможным увеличивать ширину отделочной нитяной полосы до 150 мм.
В области влажно-тепловой отделки швейных изделий технический парк состоит из традиционных столов для утюжки и столов с парогенераторами, прессов с различными видами подушек, паровых манекенов. Правда, все они выполнены на новой элементной основе в системах управления.
Влажно-тепловая обработка (ВТО) является одним из сложнейших этапов изготовления одежды, от качества проведения которого зависит формоустойчивость и внешний вид изделия.
ВТО представляет собою интенсивный процесс тепло- и массообмена, протекающий в очень короткое время и сопровождающийся механическим воздействием на материал.
Под воздействием на материал тепла и влаги ослабляется действие межмолекулярных сил в волокнах и они приобретают состояние, называемое эластическим. Материал в таком состоянии легко поддаётся деформациям.
Подвергая материал в эластическом состоянии давлению, осуществляют утонение и перегибание краёв, образуют складки, устраняют неровности и замины на поверхности. Деформация вызывает изменение конфигурации цепей молекул. Удаление влаги из материала и его охлаждение после деформации способствуют установлению связи между молекулами в новом состоянии. Благодаря этому закрепляется приданная материалу деформация.
От ВТО во многом зависит качество изделия. Опытным и расчётным путём найдены необходимые режимы обработки, и несоблюдение их ведёт к браку, часто не устранимому. Процесс ВТО может быть представлен в виде непрерывного цикла, состоящего из четырёх этапов:
1) ориентация полуфабриката относительно рабочих органов;
2) увлажнение и нагрев материала для перевода его волокон в эластичное состояние;
3) деформация материала путём давления утюга или пресса на обрабатываемый участок;
4) сушка и фиксация полученной деформации.
Увлажнение производится водой или паром.
Увлажнение с помощью пара имеет целый ряд преимуществ по сравнению с увлажнением водой: равномерное увлажнение и ускоренный процесс ВТО за счёт быстрого нагрева материала и почти полное отсутствие блеска на поверхности материала (лас).
Сушка материала и фиксация полученной деформации происходит в процессе удаления избыточной влаги под воздействием нагретой гладильной подушки или утюга. С принудительным отсосом паров влаги процесс идёт более интенсивно.
Выбор режимов ВТО изделий является важным, ответственным и весьма сложным этапом. Неправильно подобранные режимы ведут к появлению лас, внешним и внутренним опалам, тепловой усадке, оплавлению ворса, пятнам, изменению цвета.
Конкретные режимы достаточно хорошо разработаны и подробно описаны в литературе. Основные виды влажно-тепловых операций приведены в таблице.
Основные виды влажно-тепловых операций
| Операция | Характер операции | Область применения |
| 1 | 2 | 3 |
| Влажно-тепловая обработка | Обработка деталей или изделий посредством спец. оборудования с использованием влаги, теплоты и давления | Внутрипроцессная обработка и окончательная отделка |
| Утюжильная обработка деталей | Выполнение ряда операций влажно-тепловой обработки с помощью утюжильного оборудования | Придание деталям желаемой формы, обработка краёв деталей, швов |
| Прессование | Выполнение операций с помощью пресса в целях уменьшения толщины шва, края или закрепления швов в нужном положении | Прессование краёв бортов, низа изделий, складок |
| Приутюживание | Уменьшение толщины шва, сгиба складок или края детали посредством утюга или пресса | Приутюживание карманов, бортов, воротников, складок |
| Разутюживание | Раскладывание припусков швов или складок в разные стороны и закрепление их в таком положении с помощью утюга или пресса | Разутюживание боковых, плечевых швов, швов рукавов |
| Заутюживание | Укладывание краёв деталей, припусков швов, складок на одну сторону и закрепление их в таком положении | Заутюживание среднего шва спинки, швов юбки, рельефов, складок |
| Сутюживание | Уменьшение длины края или площади отдельных участков изделия посредством влажно-тепловой обработки для получения выпуклых форм на смежном участке | Сутюживание краёв полочек для получения выпуклости в области груди; сутюживание посадки, например, рукавов; сутюживание слабины в концах вытачек |
| Оттягивание | Удлинение края детали посредством влажно-тепловой обработки для получения вогнутой формы на смежном участке | Оттягивание переднего среза рукава, среза стойки нижнего воротника, воланов, беек и т.д. |
| Отпаривание | Обработка изделия паром для удаления с деталей лас, возникших в результате утюжки | Отпаривание готовых изделий |
| Проутюживание | Удаление сгибов и заминов на материале или деталях изделия утюгом посредством влажно-тепловой обработки | Проутюживание материала перед раскроем, деталей перед обработкой |
| Пропаривание | ВТО, обеспечивающая насыщение изделия паром | Пропаривание изделия или отдельных деталей перед прессованием или одновременно с прессованием |
| Декатирование материала | ВТО материала паром и просушивание для предотвращения последующей усадки | Декатирование материала перед раскроем |
Для выполнения операций по влажно-тепловой обработке применяют различные по конструкции, размерам и мощности утюги, гладильные столы, прессы и паровоздушные манекены (рис. 11–13).

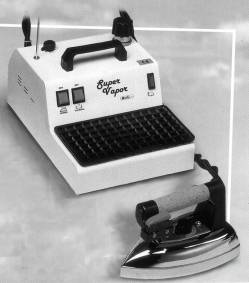
Рис. 11. Виды утюгов
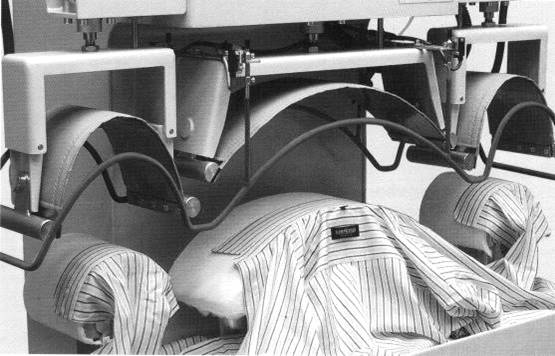
Рис. 12. Пресс для ВТО воротника и манжет мужской сорочки
Тон задают фирмы «Macpi» (Италия), «Veit» (Германия), «Rotondi» (Италия) (рис. 14).

Рис. 13. Паровоздушные манекены
в секции влажно-тепловой обработки мужских сорочек
Эти же фирмы производят установки для предпродажной подготовки одежды. Поскольку производство массовых видов швейных изделий перешло в страны Юго-Восточной Азии, они приходят в Европу огромными партиями в тюках, контейнерах, навалом. Естественно, мнутся. На упомянутых установках изделия в закрытой камере на вешалках продуваются тёплым воздухом определённой влажности и расправляются. После чего упаковываются в полиэтилен и в подвешенном виде поступают в продажу.
Необходимо отметить, что на конечном этапе изготовления швейных изделий серьёзным моментом является необходимость сохранить достигнутое всеми предыдущими процессами качество. С этой целью создано и выпускается серийно укладочное оборудование, установки для упаковки.
Из всего сказанного ясно, что технические достижения сегодняшнего дня позволяют довести до массового потребления без искажения все художественные достоинства, которые вложил автор в созданную им модель.

Рис. 14. Оборудование для влажно-тепловой обработки
Отделочный участок, где изделиям придаётся конечный (товарный) вид, комплектуется ещё оборудованием, облегчающим маркировку и упаковку. Это последнее, весьма важное звено всей производственной цепочки. От него зависит, в каком состоянии изделие дойдёт до торговой точки или до другого места реализации продукции, то есть, в конечном итоге, до конкретного потребителя.
Вопросами упаковки занимается множество фирм, однако на этом участке ещё очень много ручного труда. В принципе, упаковку мелких и простых изделий (трусы, майки, полотенца, носки, постельное бельё) удалось неплохо механизировать. Разумно решён процесс складывания и упаковки сорочек в полиэтиленовые пакеты. И потому эти изделия попадают в продажу в виде, который вызывает у потребителя только положительные эмоции. Красочные запечатанные пакеты, яркие картонные коробочки.
Просто решается упаковка и транспортировка джинсовых изделий.
А вот упаковка костюмов, пальто, платьев ещё ждёт своего оптимального решения. Пока наилучшее сегодня – это надетое на плечевую вешалку изделие и закрытое в полиэтиленовом мешке. Транспортировка изделий осуществляется в подвешенном виде на той же вешалке.

Библиографический список
1. Пармон Ф.М. Композиция костюма: одежда, обувь, аксессуары: учебник для вузов. – 2-е изд., перераб. и доп. – М.: Легпромбытиздат, 2007. – 318 с.
2. Рейбарх Л.Б., Лейбман С.Я., Рейбарх Л.П. Оборудование швейного производства. – М.: Легпромбытиздат, 2008. – 288 с.
3. Франц В.Я. Охрана труда на швейных предприятиях. – М.: Легпромбытиздат, 2007. – 256 с.
4. Жуков Ю.В. Итоги работы лёгкой промышленности в 2006 г. // Швейная промышленность. – 2007. – № 2. – С. 2–12.
Похожие работы
... , которые возникли в результате небрежной или интенсивной носки (деформация, наносные пятна, потертости, загрязнения, разрушение строчек, материала и др.). Если проверка качества швейных изделий проводилась с использованием лабораторных испытаний по физико-механическим и химическим показателям, к рукописному экземпляру прилагается Акт отбора образцов и протокол испытаний независимой лаборатории, ...
... , для повышения сохраняемости одежды должны быть обеспечены необходимые условия хранения и транспортировки. Для сохранения товарного вида и качества изделий, важное значение имеет маркировка, упаковка и хранение швейных изделий. Порядок маркировки, упаковки, транспортировки и хранения этих изделий оговорен в соответствующей нормативно-технической документации. Основные способы маркировки – ...
... на внешний вид обуви, ее прочность, износостойкость, эластичность конструкции на изгиб, водопроницаемость и удобство в носке. Поэтому при выборе обуви по назначению, необходимо учитывать наиболее рациональные методы крепления. 3. Проанализируйте стандарты на швейные изделия и укажите: - градацию качества швейных изделий, - показатели, характеризующие функциональное назначение, надежность, ...
... все возрастающий спрос на красивую и высококачественную одежду, улучшение внешнего оформления изделий, особенности и проблемы массового производства требуют от производителей глубоких знаний в области технологии швейных изделий. 3.1. Режимы обработки Режимы обработки выбираются для выполнения ниточных, клеевых, сварных швов и соединений, операций влажно-тепловой обработки, содержание которых ...
0 комментариев