СОДЕРЖАНИЕ
ВВЕДЕНИЕ
НАТЯЖЕНИЕ АРМАТУРЫ МЕХАНИЧЕСКИМ СПОСОБОМ
РЕШЕНИЕ
КОНТРОЛЬ НАТЯЖЕНИЯ АРМАТУРЫ
СПИСОК ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
Как известно, бетон хорошо работает на сжатие, но плохо на растяжение. Поэтому для увеличения несущей способности конструкции, для снижения опасности образования трещин в растянутой зоне в бетон вводят арматуру. Однако, во избежание появления значительных растягивающих усилий в зоне растяжения конструкции необходимо размещать большое количество арматуры, в связи с чем увеличивается площадь сечения и вес конструкции. Поэтому, в производстве железобетонных изделий применяют предварительное напряжение арматуры. Существуют несколько способов натяжения арматуры:
- механический
- электротермический
- электротермомеханический
- химический, при применении расширяющегося цемента.
Принцип самонапряжения конструкций является весьма перспективным, так как дает возможность обойтись без сложных приспособлений для натяжения арматуры, которые используются в первых трех способах.
механическое натяжение арматура гидравлический
НАТЯЖЕНИЕ АРМАТУРЫ МЕХАНИЧЕСКИМ СПОСОБОМ
Как правило, механическое натяжение арматуры осуществляется гидравлическими и винтовыми домкратами. Можно использовать и простейшие грузовые устройства и приспособления, представляющие собой систему лебедок, блоков, рычагов и полиспастов, оснащенных динамометрами. Раскладку прядей арматуры производят по принципу полиспаста. Арматуру натягивают на упоры стенда или формы. При этом натяжение может осуществляться одиночными стержнями, группами стержней или одновременно всей арматурой. Во всех случаях необходимо соблюдать условия симметричности и равномерности передачи усилий от напрягаемой арматуры на днище формы. Кроме того, необходима и определенная последовательность передачи механических усилий на арматуру. Первоначально передается усилие, составляющее 45-50 % от проектного значения. При таком натяжении проверяется правильность расположения стержней и анкерных устройств. Затем натяжение арматуры доводят до усилия, превышающего проектное на 10 %, делается выдержка напряжения в течение 3-5 мин, после чего усилия в арматуре снижают до проектных.
Одна из наиболее трудоемких технологических операций при производстве предварительно напряженных железобетонных изделий - укладка и натяжение стержней.
Процесс механического натяжения арматуры заключается в укладке полного комплекта подготовленных мерных стержней в упоры подвижной и неподвижной траверс силовой формы - установки. К подвижной траверсе крепятся гидравлические домкраты, каждый из которых одним концом упирается в форму - установку, а другим перемещает подвижную траверсу. Натяжение арматуры контролируется электроконтактным манометром. По достижении заданного усилия натяжения подвижная траверса фиксируется. После передачи натяжения на бетон фиксаторы убираются. Траверса может одновременно натягивать до 30 стержней.
Натяжение стержневой арматуры, пучков высокопрочной проволоки и прядей с резьбовыми зажимами и анкерами производится однопоршневыми гидравлическими домкратами типов СМЖ-86, СМЖ-82, СМЖ-84 и др. Эти домкраты могут быть использованы также при натяжении прядевой и стержневой арматуры посредством специальных инвентарных зажимов, например типа Гипростроммаш или НИИЖБ, присоединяемых к штоку домкрата захватной муфтой, скобой и т. п.
В зависимости от принятого порядка натяжения стержневой арматуры все установки могут быть распределены на две группы:
а) рассчитанные на последовательное натяжение стержней передвижным гидродомкратом;
б) предназначенные для одновременного натяжения нескольких стержней.
Установка, предназначенная для последовательного натяжения стержней при изготовлении пустотных настилов, состоит из опорной конструкции с роликами для размещения на ней формы, тележки с гидродомкратом, оборудованным захватным устройством, и насосной станции.
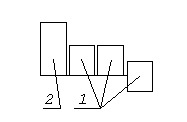
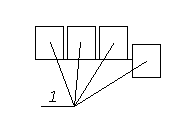
Более эффективная установка Главмосжелезобетона осуществляет одновременное натяжение необходимого числа стержней. Процесс натяжения заключается в следующем (рис. 1). Форму устанавливают на козлы и упирают торцовым швеллером в брус. Стержень с высаженными головками заводится одним концом в неподвижный вилочный упор, а другим — в подвижный вилочный упор на передней стороне формы. При движении штока гидродомкрата влево на подвижный упор опускается захват и, продолжая двигаться, натягивает арматурный стержень, поворачивая упор вокруг шарнира.
По достижении заданного усилия натяжения положение упора фиксируют винтом. Число гидродомкратов с захватами равно числу стержней в форме. Домкраты включены в магистраль гидросистемы параллельно, поэтому все стержни натягиваются одновременно и равномерно.
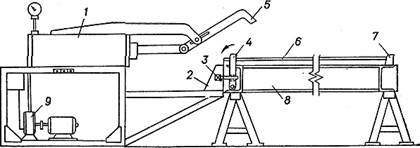
Рис. 1. Установка для одновременного натяжения стержневой арматуры: 1— гидродомкрат; 2 — упорный брус; 3 — фиксирующий винт; 4 — подвижный вилочный упор; 5 — захват; 6 — арматурный стержень; 7 — неподвижный силовой упор; 8 — форма; 9 — гидронасос приводной.
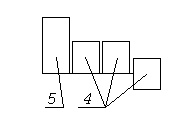
Для одновременного натяжения десяти стержней при изготовлении пустотных панелей разработана установка Гипростройиндустрии, которая состоит из рамы с упорным приспособлением для укладки форм, десяти гидродомкратов и насосной станции (рис. 2). Равномерность одновременного натяжения всех стержней обеспечивается соединением домкратов по принципу сообщающихся сосудов.
Арматурные элементы типа УНАЭ натягивают на упоры силовых форм установкой, оборудованной подвижной траверсой со съемными или накидными захватами и двумя гидродомкратами типа СМЖ-82. Для фиксации натяжения арматуры применяют вилочные клиновые шайбы, которые закладывают между упорами формы и анкерными колодками УНАЭ.
При групповом натяжении стержней, прядей или канатов на длинных стендах применяют комплект оборудования с гидродомкратами типа 1489 с тяговым усилием 5000 кН. Арматурные элементы закрепляют в анкерной плите передней траверсы, которая соединяется с гидродомкратом посредством тяг с резьбой, проходящих через упоры стенда. Пакеты выравнивают подтяжкой домкратом с усилием натяжения 30 кН.
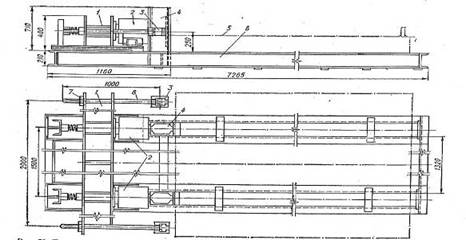
Рис.2 Пост для одновременного натяжения УНАЭ при изготовлении пустотных панелей 1 - траверса; 2 – домкрат; 3 – захват; 4 – упорные стойки; 5 – поддон; 6 – опорная рама; 7 – гайка; 8 – тяга захвата.
Технологические расчеты механического натяжения арматуры
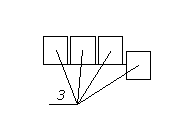
Длина стержней, проволок и пакетов при натяжении на упоры форм должна быть больше расстояния между упорами (рис. 3):
![]()
где lи – длина изделия, мм; lу – расстояние от торца изделия до наружной грани упора, мм; lа – длина зажимного или анкерного устройства.
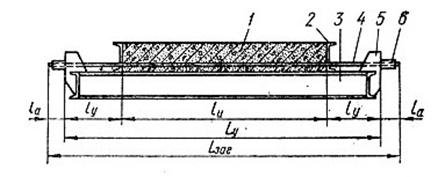
Рис. 3. Расчетная схема к определению длины заготовки арматурного элемента при механическом натяжении арматуры на упоры формы: 1 – изделие; 2 – торцовый борт формы; 3 – поддон; 4 – напрягаемая арматура; 5 – упор; 6 – зажимное устройство.
Тяговое усилие домкрата для натяжения арматуры определяют по формуле
![]() , где
, где
1,1 - коэффициент, учитывающий возможную технологическую перетяжку;
п - число одновременно натягиваемых стержней или проволок;
f - площадь поперечного сечения одного стержня, см2;
![]() - контролируемое напряжение, кгс/см2;
- контролируемое напряжение, кгс/см2;
![]() - коэффициент полезного действия механизма натяжения (для гидродомкрата
- коэффициент полезного действия механизма натяжения (для гидродомкрата ![]() =0,94…0,96 )
=0,94…0,96 )
Учитывая тяговое усилие и возможное удлинение арматуры, ход поршня или тяги
![]() , где
, где
l - длина натягиваемой арматуры, см;
А - длина хода, необходимая для выборки свободно провисающей арматуры, принимается равной 0,4…0,5Lзаг
РЕШЕНИЕ
В качестве изделия была взята плиты перекрытия железобетонная многопустотная 1ПК69.12 (ГОСТ 9561-91)
Определение длины заготовок арматурных элементов для пустотной плиты перекрытия:
При натяжении на упоры формы:
![]() мм
мм
При натяжении на упоры короткого стенда:
![]() мм
мм
При натяжении на упоры длинного стенда:
![]()
Определение необходимого тягового усилия:
 тс
тс
Учитывая тяговое усилие и возможное удлинение арматуры, ход поршня или тяги:
![]() мм
мм
Ход поршня гидродомкрата принимается 0,01 Lзаг. Длина хода, необходимая для выборки свободно провисающей арматуры, принимается равной 0,4…0,5Lзаг
А=0,5·0,01·7550=3775 мм
На основе полученных данных подбираем гидродомкрат типа ДГ 1600.
| Гидродомкрат ДГ 1600 | усиление, кН – 1600, рабочий ход поршня, мм – 400, диаметр натягиваемых стержней мм: 8 – 40, рабочее давление, МПа 40, габаритные размеры, мм: 1125×315×315, масса, кг. - 518 |
КОНТРОЛЬ НАТЯЖЕНИЯ АРМАТУРЫ
Контроль натяжения арматуры — важная технологическая операция. Отклонения, допущенные при изготовлении предварительно-напряженных конструкций, могут быть обнаружены только при испытании готовых изделий, поэтому в процессе производства необходимо контролировать:
- равномерность натяжения арматуры (при натяжении);
- степень натяжения арматуры (перед бетонированием);
- надежность заанкеривания арматуры в бетоне (перед отпуском натяжения).
Опыт применения разных способов предварительного напряжения показал, что отклонения от проектных значений напряжения могут происходить по следующим причинам:
- при использовании в гидродомкрате манометра невысокого класса точности;
- из-за отклонения в направлении действия усилия в гидродомкрате и арматуре при отгибах арматуры;
- в результате отклонения длины арматурных заготовок или расстояний между упорами при электротермическом натяжении арматуры;
- из-за недоучета деформации упоров стенда или формы и проскальзывания концов арматурных элементов в зажимах.
Допустимые колебания в натяжении арматуры должны находиться в пределах ±10% от проектного значения.
В соответствии с применяемыми в настоящее время способами натяжения арматуры могут быть два варианта контроля:
1) усилие измеряется в процессе самого натяжения и результаты немедленно используются для регулирования процесса натяжения до фиксации полученного удлинения;
2) усилие измеряется после завершения процесса натяжения и фиксации полученного удлинения и результаты не могут быть использованы для немедленного регулирования усилия, а служат основой для суждения о ходе технологического процесса и необходимости корректировки при последующем изготовлении конструкций.
Усилие предварительного натяжения арматуры измеряют несколькими методами. Наиболее распространены контроль с помощью динамометра, манометра, измерение удлинения, поперечная оттяжка и частотный (табл.1).
Контроль силы натяжения арматуры по измерению удлинения является одним из наиболее простых методов. Этот способ контроля основан на зависимости между напряжением и удлинением стали, которая при напряжениях ниже предела упругости любого класса стали всегда линейна, и описывается законом Гука
![]()
| Способ контроля | Вид арматуры | Измерительный прибор |
| Механический По усилию в натяжном механизме По деформации арматурного элемента: удлинение прогиб По резонансу колебаний арматуры и элементов прибора Электронно-механический По изменению сопротивления проволочных тензодатчиков По частоте свободных колебаний арматурного элемента | Проволочная, стержневая, прядевая Проволочная, прядевая Проволочная, прядевая, стержневая | Манометр, динамометр гидравлический и пружинный Индикаторная линейка, индикаторный прибор КМ Динамометры пружинные ДП-250, ДПР-250, ДП-500 Динамометры пружинные ПРД, ДН и др. Резонансный индикатор напряжений Приборы типа ЭМИН-2, ЭМИН-3, ПИН и др. Электронные частотомеры типа ИНА-3, ИПН-6 и др. |
Предел упругости горячекатаных сталей близок к пределу текучести, а контролируемое напряжение ниже предела текучести, поэтому представленную линейную зависимость для контролируемого напряжения можно использовать.
Для холоднотянутых сталей характерно различие в очертании диаграмм растяжения, поэтому при равных удлинениях отдельных стержней возникающие напряжения неодинаковы. При определении напряжения арматуры из горячекатаных сталей по ее удлинению достоверность результата зависит от точности измерения удлинения и от соответствия принятого для расчета значения модуля упругости истинному его значению. Полная деформация холоднотянутой стали при заданном напряжении зависит не только от модуля упругости, но и от пластической составляющей деформации. Поэтому для получения зависимости между удлинением и напряжением следует пользоваться диаграммой растяжения, полученной испытанием напрягаемой партии стали. Удлинение арматуры в процессе ее натяжения замеряют с помощью специальной шкалы с метрическими делениями. Этот метод можно использовать при многих способах натяжения арматуры, но чаще всего его применяют при механическом натяжении арматуры домкратами.
Контроль силы натяжения по измерению стрелы прогиба несложен, но весьма трудоемок из-за необходимости натяжения пучка проволоки. Для измерения стрелы прогиба используют накладные динамометры ПРД-6, ДП-6, ДП-500, ПРД-У, ПИН, ДН и ЭМИН.
Общее усилие натяжения N рассчитывают исходя из числа одновременно натягиваемых проволок или стержней п, площади их сечения f и заданного напряжения арматуры ![]() :
:
![]()
Усилие, которое развивается в процессе работы натяжной машины, можно измерять механическими динамометрами сжатия и растяжения, а также гидравлическими силоизмерителями,
Пружинный динамометр ПРД (без собственной базы) предназначен для измерения натяжения стержневой и прядевой арматуры диаметром 7... 28 мм, длиной до 24 м. Принцип работы прибора основан на оттягивании середины стержня между упорами тарированной пружиной, деформации которой измеряются индикатором.
Использование высокоточных динамометров позволяет определять натяжение арматуры с погрешностью не более 3 %. Метод основан на снятии показаний деформации динамометра, связанного с силой натяжения арматуры. Измерение силы натяжения по показаниям манометра используют при одиночном и групповом натяжении всех видов арматуры: стержневой, проволочной, прядевой и канатной.
Контроль натяжения по резонансу колебаний осуществляется прибором, который называется резонансным индикатором напряжения. Метод измерения основан на явлении резонанса колебаний, возникающего при совпадении частоты колебаний напряженного стержня с частотой свободных колебаний одного из элементов прибора. Прибор состоит из комплекта тарированных упругих пластинок-лепестков, отличающихся друг от друга величиной массы (груза), сосредоточенной на их свободном конце. Лепестки консольно защемлены в основании, состоящем из двух скоб, которые служат также для закрепления прибора на арматуре посредством установочного винта. Лепестки изготовляются из упругого немагнитного грузы создаются напайкой олова с последующим спиливанием лишнего при тарировании. Легким ударом натянутой арматуре сообщаются поперечные колебания, резонанс того или иного лепестка указывает на величину напряжения. Прибор можно применять для измерений натяжения арматуры близких диаметров и постоянной длины.
Контроль натяжения по измерению сопротивления проволочных тензодатчиков. Электротензометрическое измерение натяжения арматуры основано на применении проволочных датчиков омического сопротивления (из константановой проволоки), наклеенных на упругий элемент. При воздействии усилия растяжения происходит изменение активного сопротивления датчиков, и равновесие в электрической цепи нарушается.
Метод измерения собственных частотных поперечных колебаний напряженной арматуры прибором ИПН-7 основан на преобразовании механических колебаний в электрические. Использующиеся приборы могут автоматически определять длину заготовки и просчитывать удлинение арматуры.
СПИСОК ЛИТЕРАТУРЫ
1. Пособие по технологии изготовления предварительно напряженных железобетонных конструкций.- М.:Стройиздат,1992.-104 с.
2. ГОСТ 9561-91 «Плиты перекрытий железобетонные многопустотные для зданий и сооружений»
3. Электронный ресурс: www.stroy-armatura.ru
4. СНиП 3.09.01-85. Производство сборных железобетонных конструкций и изделий.-М.-ЦИТП Госстроя СССР,1985.-40с
5. ГОСТ 22362-77 «Конструкции железобетонные. Методы измерения силы натяжения арматур»
Похожие работы

... 1991. - 767 с. 7. Бондаренко В.М., Римшин В.И. Примеры расчёта железобетонных и каменных конструкций: Учеб. пособие. - М.: Высш. шк., 2006. - 504 с. 8. Тимофеев Н.А. Проектирование несущих железобетонных конструкций многоэтажного промышленного здания: Метод. указания к курсовой работе и практическим занятиям для студентов спец. "Строительство ж. д., путь и путевое хозяйство". - М.: МИИТ, 2004. ...
... 16) одинаковых элементов – длинными, или линейными. Первые широко применяют для изготовления элементов с любой напрягаемой арматурой, а вторые – главным образом при производстве изделий с проволочной арматурой. По способу организации работы линейные стенды подразделяют на протяжные и пакетные. Протяжными стенды называют потому, что стальную проволоку, сматываемую с бухт, расположенных в торце ...
... сжатие стержней между собой. Процесс точечной сварки может длиться доли секунды при применении тока в несколько десятков тысяч ампер. По агрегатно-поточному способу производства преимущественно изготовляют предварительно напряженные многопустотные настилы и панели перекрытия, плиты покрытия размером 3×6, 3×12 и 3×16 м. а также колонны и свай. На первом посту производят распалубку ...
... и ТЭП к нему. 2. Календарный план строительства. 3. График движения рабочих. 4. График завоза и расхода материалов. 5. График работы основных строительных машин. Строящееся здание – Дом быта на 15 рабочих мест. Район строительства г. Бобруйск. Грунт в районе строительства – крупный песок. Габариты здания 22,2м х 19м. Высота здания 12,1м. При производстве работ используются следующие ...
0 комментариев