После подготовки необходимой информации перейдем к опытно-конструкторской разработке станочного и пристаночного конвейеров.
Как уже говорилось, задачей разработки является снижение энергопотребления и повышение надежности транспортеров, повышение удобства уборки стружки, снижение затрат на эксплуатацию конвейеров.
Выполнения этой задачи можно добиться, в частности, путем регулирования скорости конвейеров. Так как это было сделано, например, с помощью устройств управления "ЭРАТОН-ФР" с энергосберегающим асинхронным регулируемым электроприводом.
3.1. Разработка системы оптимального управления шнековым конвейером
Обратимся вначале к шнековому конвейеру. Снабдим его системой оптимального управления шнековым транспортером, которая представлена на рис.17. В ней решение поставленной задачи достигается за счет того, что стружкоуборочный транспортер содержащий рабочий орган 1, размещенный в корпусе, установленном в нижней части станины токарного станка под его рабочей зоной, и мотор 2, соединенный с рабочим органом через коробку передач 3 и ограничитель крутящего момента 4. Кроме того, коробка передач содержит блок бесступенчатого регулирования скорости 5, связанный с мотором 2, четырех входной блок умножения 6, выделитель модуля сигнала 7, усилитель с регулируемым коэффициентом усиления 8, датчик скорости вращения шпинделя станка 9, датчик величины продольной подачи суппорта станка 10, задатчик обрабатываемого на станке диаметра заготовки 11, датчик обработанного диаметра заготовки 12 и компаратор 13. Выходы датчика 9 скорости вращения шпинделя, датчика 10 величины продольной подачи и задатчика 11 обрабатываемого диаметра соединены, соответственно, с первым, вторым и третьим входами блока умножения 6. Выход компаратора 13 соединен с его четвертым входом. Первый (прямой) вход компаратора соединен с задатчиком 11 обрабатываемого диаметра, второй (инвертирующий) вход компаратора соединен с датчиком 12 обработанного диаметра. Выход блока умножения 6 соединен со входом выделителя модуля 7. Выход выделителя модуля соединен со входом усилителя 8, а выход усилителя подключен ко входу регулятора 5 скорости мотора 2.
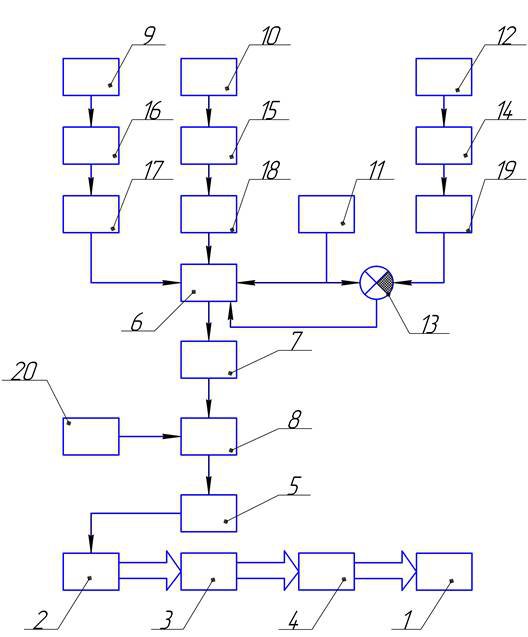
Рис.17. Схема управления шнековым конвейером.
При эксплуатации транспортера вначале нужно настроить усилитель 8, регулируя его коэффициент усиления К. Затем с помощью задатчика 11 в блок умножения 6 и компаратор 13 ввести сигнал, отображающий D1 – диаметр заготовки, обрабатываемой на станке (обрабатываемый диаметр). После этого можно начинать обработку заготовки на станке. При этом происходит следующее. Датчик 9 выдает сигнал, отображающий n, об/мин - скорость вращения шпинделя станка. Датчик 10 выдает сигнал, отображающий S,мм/об - величину подачи суппорта станка. Датчик 12 выдает сигнал, отображающий D2 – диаметр, получающийся в результате обработки (обработанный диаметр). На выходе компаратора 13 получается сигнал, отображающий D1 – D2, то есть, глубину резания t мм (отображающий, но не равный ей, т.к. ![]() ).
).
Все эти сигналы и сигнал от задатчика 11, поступая на блок умножения 6, дают на его выходе сигнал, отображающий
![]() .
.
Но общеизвестно, что объем срезаемого металла в единицу времени при токарной обработке равен ![]() ,
,
где V- скорость резания, равная, в свою очередь,
![]() .
.
Отсюда ![]() .
.
То есть, сигнал на выходе блока 6 отображает объем металла, срезаемого на станке в минуту. Если принять во внимание, что этот объем металла уходит в стружку, то, учитывая усадку стружки и ее «рыхлость» при попадании на стружкоуборочный транспортер, скорость работы транспортера наиболее экономично нужно выбирать пропорционально величине q. Но т.к. q пропорционально А, то сигнал, отображающий А, и должен задавать скорость мотора транспортера. Выбрав при настройке транспортера величину К с учетом усадки стружки, ее «рыхлости» и величины π/2, это легко обеспечить. Если теперь при работе станка объем стружки будет меняться (из-за изменения n, S, D1 или D2), то скорость работы мотора транспортера будет тоже меняться, оставаясь все время такой, чтобы убирать нужный объем стружки, а не работать вхолостую или с излишней производительностью. Это наиболее энергосберегающий режим работы транспортера. Обеспечение этого и есть технический результат разработки. Этот результат будет иметь место как при наружном точении на токарном станке, так и при растачивании отверстий, что обеспечивается использованием выделителя модуля сигнала 7.
Цифро-аналоговые преобразователи являются интерфейсом между дискретным цифровым миром и аналоговыми сигналами. 14 – счетчик, 17 – ПКН, 18 и 19 - цифро-аналоговый преобразователь (ЦАП) — устройство для преобразования цифрового (обычно двоичного) кода в аналоговый сигнал (ток, напряжение или заряд).
Для датчика скорости вращения шпинделя станка 9 применяем частотомер 15, а для датчика величины продольной подачи суппорта станка 10 - частотомер 16. Частотомеры 15 и 16 марки Ч3-63. Они предназначены для измерения частот различных периодических колебаний, электрических или механических.
Схема частотомера показана на рис.18.
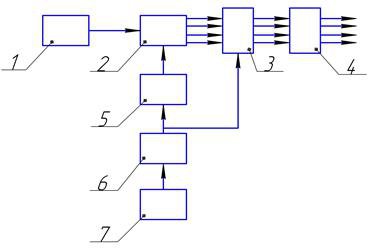
Рис.18. Схема частотомера.
1 – датчик импульсов;
2 – счетчик 1;
3 – ключевая схема;
4 – память;
5 – преобразователь;
6 – счетчик 2;
7 – генератор импульсов.
Применяя данную систему оптимального управления шнековым конвейером, получаем снижение энергопотребления.
В настоящее время стружкоуборочные транспортеры, аналогичные предлагаемому, известны. К ним относятся, например, транспортеры, описанные в книге «Гибкое автоматическое производство / В.О. Азбель, В.Е. Егоров, А.Ю. Звоницкий и др. – 2-е изд. перераб. и доп. Л.: Машиностроение, Ленинградское отделение, 1985» на стр. 246 [14].
Указанные транспортеры, разработанные НПО «Комплекс», содержат рабочий орган (скребковый конвейер, шнек и др.), кинематически соединенный с автономным приводом, в качестве которого используется электромотор с редуктором. Рабочий орган крепится в корпусе, который устанавливается в нижней части станины станка под его рабочей зоной. В процессе обработки заготовок на станке образующаяся стружка падает на рабочий орган транспортера, а тот, в свою очередь, приводимый в действие мотором, перемещает её в зону накопления. В зависимости от габаритных размеров и некоторой средней производительности станка транспортеры – аналоги подбирают так, чтобы они обеспечивали уборку стружки с некоторой средней для данного станка скоростью. В связи с этим их выпускают разных типоразмеров, в частности, со скоростями рабочего органа 0,133; 0,2 и 0,25 м/с. Это неэкономично, поскольку требует применения разных моторов и разных редукторов. Кроме того, подобрав стружкоуборочный транспортер к станку по некоторой средней производительности последнего и выбрав его по некоторой средней скорости, заставляем его зачастую работать с недогрузкой, расходуя электроэнергию зря, а зачастую с перегрузкой, подвергая его повышенному износу и отказам из-за застревания стружки. В результате надежность транспортеров – аналогов зачастую оказывается ниже требуемой.
Для повышения экономичности стружкоуборочных транспортеров их выполняют с приводами, скорость которых можно изменять, не используя разные моторы и редукторы. К таким транспортерам относится, в частности, выпускаемый ООО ХЕННЛИХ (совместное российско-германское предприятие) в г. Твери, описанный в http://www.hennlich.ru [24] и принятый нами за образец.
Таким образом, перечисленное, а также то, что транспортер более универсален, чем аналоги, и при использовании на разных станках не требует применения разных моторов и редукторов, делает его более экономичным и надежным, чем транспортеры – аналоги.
Вместе с тем, энергопотребление стружкоуборочного транспортера оказывается, все – таки, не всегда приемлемым. Зачастую его энергопотребление требуется снизить, а надежность повысить. Обеспечивается это тем, что мотор транспортера работает при использовании транспортера в составе станка, всегда с необходимой и достаточной скоростью.
3.2. Совершенствование конструкции и расчет шнекового конвейера
Перейдем от системы управления шнековым транспортером к его проектированию.
Для реализации задачи разработки и усовершенствования конструкции представляем шнековый конвейер с частотно-токовым регулированием скорости привода (рис.19).
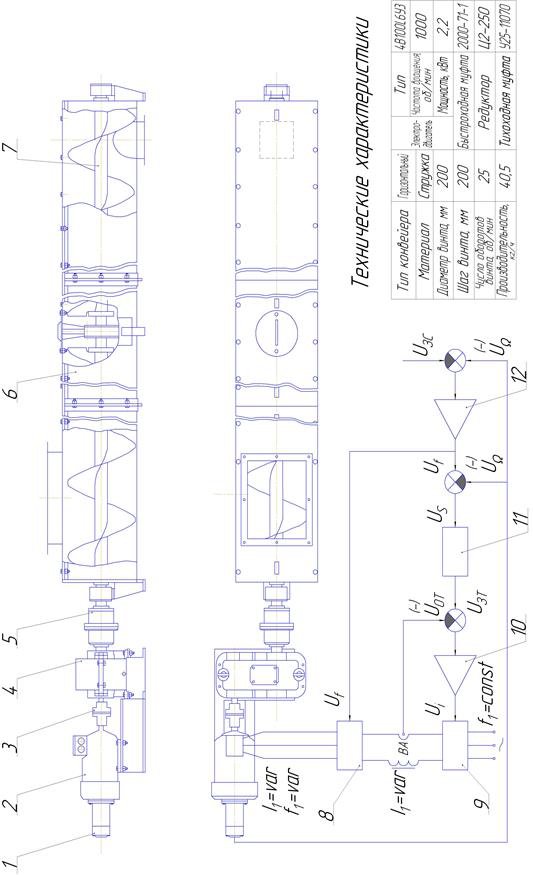
Рис. 19. Шнековый транспортер.
Как и в приводе постоянного тока, в асинхронном регулируемом электроприводе образована двухконтурная система управления с внутренним контуром тока и внешним контуром скорости. Каждый контур имеет свой регулятор. Сигнал задания в контуре скорости UЗС сравнивается с сигналом обратной связи по скорости UW, пропорциональным реальной скорости W асинхронного электродвигателя. На основании разницы UЗС - UW регулятор скорости 12 формирует сигнал Uf управления автономным инвертором тока 8, задающий частоту тока статора f1и, следовательно, скорость магнитного поля W0. Таким образом, происходит регулирование по первому каналу электропривода – частотному.
В контуре тока выходной сигнал регулятора скорости 12 Uf, пропорциональной частоте тока статора складывается с сигналом отрицательной обратной связи по скорости UW, формируя сигналы пропорциональный абсолютному скольжению s электродвигателя:
![]() ,
,
где ![]() - коэффициенты преобразования.
- коэффициенты преобразования.
Функциональный преобразователь 11 на основе сигнала о скольжении электродвигателя формирует сигнал задания тока статора UЗТ, который поступает на регулятор тока 10 и сравнивается с сигналом обратной связи по току UОТ, пропорциональным реальному току статора. Выходной сигнал 10 поступает на управляемый выпрямитель 9 и формирует закон изменения тока статора. Таким образом, происходит регулирование по второму каналу электропривода – токовому.
Далее проведем расчет уже спроектированного шнекового конвейера, для определения основных производственных характеристик.
Выберем исходные параметры:
· диаметр винта: D=0,2м;
· длина конвейера: L=3,7м;
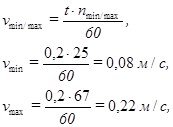
Рассчитаем минимальный и максимальный объем металлической стружки по формуле:
![]() ;
;
![]()
где s – подача при точении;
t – глубина резания;
v – скорость резания.
Параметры s, t, v приняли из главы 2.
· Расчет основных параметров винтового конвейера.
Определим максимальную и минимальную производительность винтового конвейера, которая рассчитывается по формуле:
![]() (1)
(1)
где D – диаметр винта, м;
t – шаг винта, м;
п – частота вращения винта, об/мин;
ρ – плотность транспортируемого материала, т/м3;
С – поправочный коэффициент, зависящий от угла наклона конвейера β, при β= 0º принимаем С = 1 [1, стр. 354]
ψ – коэффициент наполнения поперечного сечения винта, для
абразивных материалов ψ = 0,125 [1, стр. 354].
В нормальных условиях работы рекомендуется шаг винта t принимать равным диаметру винта D [1, стр. 354]. Плотность стружки выбираем таблицы 5 [3, стр. 21] ρ = 1,5 т/м3. Рекомендуемое число оборотов винта выбираем по ГОСТ 2037-65 п = 25 об/мин.
![]()
![]()
Определим максимальную и минимальнуюмощность на валу винта.
Мощность на валу винта определяют по формуле [1, стр. 355]:
![]() (2)
(2)
где L – горизонтальная проекция длины конвейера, м;
W – опытный коэффициент сопротивления при движении груза по желобу [1, стр. 354, табл. 12.1], W = 4;
k – коэффициент, учитывающий характер перемещения винта, k = 0,2;
qК – погонная масса вращающихся частей конвейера, кг/м;
v – осевая скорость движения груза, м/с;
wВ – коэффициент сопротивления движению вращающихся частей конвейера, при подшипниках качения wВ = 0,08.
Максимальную частоту вращения винта можно определить по формуле:
![]() (3)
(3)
где А– расчетный коэффициент, для абразивного материала, А = 30 [1,стр.354]
![]()
Далее определим осевую скорость движения груза:
 (4)
(4)
Затем найдем погонную массу вращающихся частей конвейера:
![]() (5)
(5)
![]()
Зная все необходимые значения, находим мощность на валу винта:
![]()
![]()
Определение мощности и выбор электродвигателя.
Минимальную и максимальную мощность двигателя определяется с учетом КПД механизма:
![]() (6)
(6)
![]() - механический КПД привода, [4, стр. 19];
- механический КПД привода, [4, стр. 19];
где ![]() (7)
(7)
где ![]() – кпд муфт,
– кпд муфт, ![]() =0,98;
=0,98;
![]() – кпд двухступенчатого редуктора,
– кпд двухступенчатого редуктора, ![]() = 0,96.
= 0,96.
![]()
Теперь найдем мощности электродвигателя:
По ГОСТ 19523-81 выбираем асинхронный электродвигатель типа: 4А160М8У3 с номинальной мощностью 11 кВт и асинхронной частотой вращения nдв.ном.= 750 мин-1.
![]()
Рис.20. Кинематическая схема привода винтового конвейера.
- Кинематический расчет привода.
Определим общее передаточное число привода по формуле:
![]() (8)
(8)
![]()
Принимаем Uобщ. =30. По ГОСТ 20373-94 выбираем цилиндрический двухступенчатый редуктор типа Ц2-250 и с передаточным отношением U=30; Номинальный крутящий момент на тихоходном валу 825 Н×м; КПД=0,96.
Определим фактическую частоту вращения винта.
![]() , (9)
, (9)
![]()
Определение силовых параметров на валу винта
Момент на валу винта определяем по формуле:
![]() , (10)
, (10)
где h – механический КПД привода.
![]()
Определим наибольшую действующую продольную силу:
![]() (11)
(11)
где j – угол трения материала о поверхность винта;
a – угол подъема винтовой линии;
k – коэффициент, учитывающий радиус действия силы (k=0,7…0,8).
Угол подъема винтовой линии определим по формуле:
![]() (12)
(12)
![]()
Угол трения материала о поверхность винта:
![]() (13)
(13)
где f1 – коэффициент трения частиц груза о поверхность винта, для элементной стружки выбираем по таблице 24 [3, стр. 300] f1 = 0,84.
![]()
![]()
Определим максимальную и минимальную массу груза, передвигающегося по конвейеру:
![]() (14)
(14)
где u– скорость груза, м/с.
Определим силу, действующую на один виток:
![]() (15)
(15)
где q' – вес, передвигающийся по конвейеру, Н/м.
![]() (16)
(16)
![]()
![]()
Подбор муфт для привода конвейера. Подберем муфты для соединения вала электродвигателя и быстроходного вала редуктора.
Определим крутящий момент в этом соединении:
![]()
По ГОСТ 21424-93 выбираем упругую втулочно-пальцевую муфту с максимальным крутящим моментом 250 Нм.
Подбор муфты для соединения выходного вала редуктора и вала винта
Типоразмер муфты выбираем по диаметру валов и по величине расчетного крутящего момента:
![]()
По ГОСТ 21424-75 выбираем упругую втулочно-пальцевую муфту с максимальным крутящим моментом 8000 Нм.
После проведенных расчетов можно сказать об энергопотреблении и энергозатратах при эксплуатации шнекового конвейера. Из таблицы 2 [40] следует, что применение плавного регулирования скорости транспортера, с помощью частотно-регулируемого электропривода, позволяет снизить электропотребление на 26…38% по сравнению с нерегулируемым электроприводом. Экономия энергии при применении регулируемого привода тем выше, чем ниже загрузка конвейера.
Таблица 2
Потребление энергии конвейерами в зависимости от типа электропривода и нагрузки
|
Тип электропривода конвейера |
Потребление энергии при загрузке конвейера, отн. ед. |
|
|
низкой |
высокой |
|
|
Нерегулируемый асинхронный Частотно-регулируемый асинхронный |
1,0 0,62 |
1,0 0,74 |
Таким образом, применение частотно-регулируемого электропривода конвейера, обеспечивающего плавное регулирование скорости, позволяет получить максимальную экономию электроэнергии транспортирования стружки при переменном грузопотоке. Немаловажное значение имеет и плавный пуск транспортера.
После проектирования конвейера и необходимого расчета с выбором основных параметров и основного оборудования, требуется произвести привязку транспортера к производственным условиям, то есть, непосредственно к станку.
3.3. Разработка схемы сопряжения оптимального шнекового конвейера со станком
Транспортер содержит рабочий орган (шнек), размещенный в корпусе, устанавливаемом в нижней части станины токарного станка под его рабочей зоной, и мотор, соединенный с рабочим органом через коробку передач и ограничитель крутящего момента. В процессе работы станка на рабочий орган транспортера сыплется стружка, а он перемещает ее в зону накопления и брикетирования так же, как и транспортеры – аналоги. Однако имеющаяся в нем коробка передач позволяет перед работой станка переключить ее и выбрать нужную далее скорость движения рабочего органа транспортера. Имеющийся ограничитель крутящего момента при этом предотвращает отказы транспортера в случае застревания стружки. Кроме того, если транспортер работает со скоростью, не превышающей требуемую, то снижается его износ.
В существующих станках с ЧПУ, конвейер со станком никак не связан и ориентирован на выгрузку стружки в тару.
Разработаем привязку шнекового конвейера к кинематической схеме станка с ЧПУ (рис.21). Это необходимо для встраивания конвейера в станок с ЧПУ. За основу возьмем уже существующую кинематическую схему станка с ЧПУ модели СА500С10Ф3 и соединим с ней кинематическую схему шнекового транспортера.
Наибольший диаметр обработанной заготовки на этом станке 200мм. В кинематической схеме станка отсутствуют зубчатые колеса, что обусловливает малошумную работу основных цепей станка. Вращение на шпиндель 1 передается электродвигателю постоянного тока 11 через поликлиновые ременные передачи 2 или 3 (переброска ремня с одной пары шкивов на другую производится вручную).
Фотоимпульсный датчик 12 обеспечивает резьбонарезание и точную подачу суппорта на один оборот шпинделя. Перемещение суппорта в направлении, перпендикулярном оси шпинделя, осуществляется от высокомоментного электродвигателя 13 через зубчатую ременную передачу 6 и шариковую пару 7. Два ролика 4 и 5 предотвращают поперечные колебания зубчатого ремня. Датчик 14 контролирует позиционирование суппорта с точностью 5 мкм.
Аналогичный регулируемый привод (от двигателя 15) предусмотрен и для продольного перемещения суппорта.
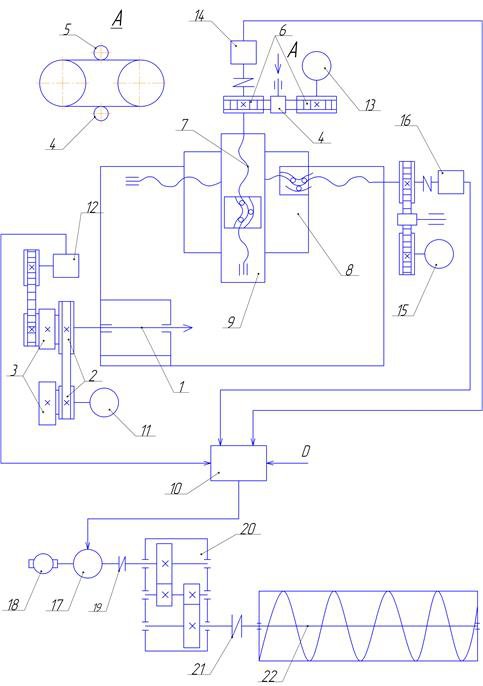
Рис.21. Схема станка с управляемым шнековым конвейером.
Итак, мы спроектировали шнековый транспортер, и встроили его в станок с ЧПУ модели СА500С10Ф3. Спроектированная конструкция полностью соответствует требованиям уборки стружки и обеспечивает выполнение главной задачи.
3.4. Разработка системы автоматической подстройки в резонанс виброконвейера
Для перемещения стружки от станка до общецехового конвейера, как указывалось, может быть выбран вибрационный транспортер. Виброконвейер будет расположен ниже уровняпола. Также необходимо, чтобы спроектированный транспортер обеспечивал все требования и условия стружкоуборки.
Предлагаемый вибрационный транспортер относится к транспортирующим машинам, а именнок транспортерам, работающим с использованием искусственно создаваемых вибраций. Он может быть применен для транспортирования сыпучих и им подобных материалов в машиностроении, в том числе и для стружки.
В настоящее время вибротранстпортеры, аналогичные предлагаемому, известны. К ним относятся, в частности, описанные в классической работе «Гончаревич И.Ф. и др. Вибрационные грохоты и конвейеры. – М.: Госгортехиздат, 1960» [6]. Эти транспортеры обычносодержат лоток,закрепленный на основании на упругой подвеске с помощью наклонных плоских пружинили пружинных стержней. Кроме этого, они имеют в своем составе вибровозбудитель – электромагнит переменного тока, электродвигатель с эксцентриком и т.п. Вибровозбудитель устанавливается на основании транспортера с возможностью взаимодействия с лотком. Когда вибровозбудитель начинает работать (он обычно питается от источника переменного тока, если электромагнитный, и от источника переменного или постоянного тока, если какой-либо иной),то, взаимодействуя с лотком,заставляет, последний совершать колебания. Поскольку пружины, на которыхустановлен лоток,наклонные, эти колебания, имеют вертикальную и горизонтальную составляющие. Возникающие в результате действия этих составляющих силы тренияскольжения перемещаемого груза по лотку и силы инерции груза вызывают движение груза по лотку, в чем и состоит задача транспортирования.
Для того, чтобы снизить потребляемую мощность вибровозбудителя и его энергопотребление,частоту колебаний, создаваемых вибровозбудителем, обычно выбирают близкой к частоте собственных колебаний лотка с грузом. В таком случае при эксплуатации вибротранспортера он работает в резонансной зоне. Однако, масса перемещающегося по лотку груза может быть разной, поэтому и частота собственных колебаний лотка с грузом может быть разной. Чтобы оставаться в резонансной зоне, частоту колебаний вибровозбудителя нужно тогда тоже изменять. Но в вибротранспортёрах – аналогах это не предусмотрено. В результате оказывается, что они не всегда работают экономично, с минимальным энергопотреблением.
Указанного недостатка, в определенной степени, лишен вибротранспортер, описанный в работе«Кувшинский В.В. Автоматизация технологических процессов в машиностроении. – М.: Машиностроение, 1972» [15], стр. 41-45. Он, помимо лотка, закрепленного на основании с помощью наклонных плоских пружин, и вибровозбудителя лотка,установленного на основании с возможностью взаимодействия с лотком,содержит регулятор частоты и задатчик. Выход регулятора соединён с вибровозбудителем, а выход задатчика – с регулятором.
Регулятор обеспечивает питание вибровозбудителя от сети переменного тока промышленной частотычерез однополупериодный или двухполупериодный выпрямитель, что заставляет работать вибровозбудитель с частотой 50 или 100 Гц. Задатчик же представляет собой устройство, с помощью которого регулятор переключается в один из двух указанных режимов. С помощьюзадатчика можно выбрать тот или иной режим работы регулятора, а тот обеспечит тот или иной режим работы вибровозбудителя.
Тем не менее, вибротранспортер остается, все же, недостаточно экономичным. Это вызвано тем, что масса транспортируемого им груза может меняться в широких пределах, а значит и частота собственных колебаний лотка с грузом может изменяться так же. Кроме того, масса может меняться в процессе работытранспортера непрерывно. Это особенно имеет место при транспортировании сыпучих грузов, когда они с одного конца транспортера загружаются неравномерно, а с другого выгружаются аналогично. Отсюдаследует, что необходимо, чтобы при работе вибротранспортера частота, создаваемая вибровозбудителем, тоже менялась непрерывно, причемсогласовано с изменением массы груза. Это позволит обеспечить работу вибротранспортера в резонансной зоне при любых грузах и повысит его экономичность значительно.
Далее необходимо обеспечить вибротранспотер системой автоматической подстройки в резонанс. Предлагаемая система представлена на рис.22. Решение выполнения главной задачи выглядит следующим образом. Вибротранспортер содержит лоток 1, закрепленный на основании 2 с помощью наклонных плоских пружин3. Вибровозбудитель 4 лотка,установленный на основании с возможностью взаимодействия с лотком.Регулятор частоты5, выход которого соединен с вибровозбудителем 4, и первый задатчик 6, выход которого соединен с первым входом регулятора 5. Наряду с этим он снабжён датчиками деформации 7 пружин 3, сглаживающими фильтрами 8, вход каждого из которых соединен с одним из датчиков 7, первым сумматором 9, входы которого связаны с выходами фильтров 8, вторымзадатчиком 10 и блоком деления11. Первыйвход блока деления 11, предназначенный для ввода делимого, соединен со вторым задатчиком 10, а второй вход, предназначенный для ввода делителя, связан с выходом сумматора 9, а также блоком извлечения квадратного корня 12, вход которого соединен с выходомблока деления11. При этом регулятор 5 частоты выполнен в виде второго сумматора, второй вход которого связанс выходомблока извлечения квадратного корня 12, задатчики выполнены бесступенчатыми (например, в виде потенциометров), датчики 7 представляют собой,например, тензодатчики, закрепленные (наклеенные или установленные иначе) на пружинах 3.
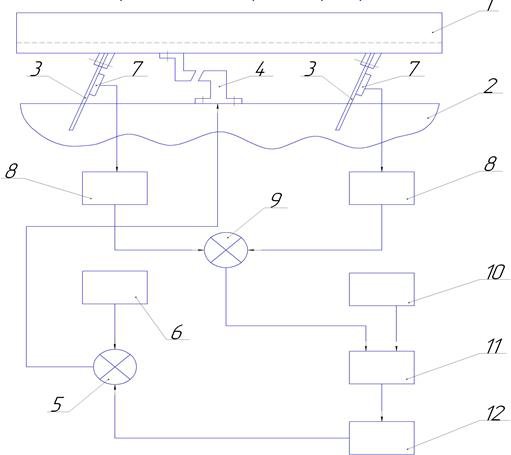
Рис.22. Схема управления вибрационным транспортером.
Перед эксплуатацией вибротранспортера его вначале настраивают. Для этого сначала определяют жесткость G установки лотка 1 на пружинах 3. Это можно сделать, зная жесткость пружин,по формуле
![]() ,
,
где Gi –жесткость i-ой пружины.
Затем с помощью задатчика 10 нужно ввестисигнал, пропорциональный G, в блок деления 11. Далее, когда лоток 1 вибротранспортера загружается грузом массы М, на выходах датчиков 7 появятся сигналы, сумма которыхбудет отображать М. На выходе первого сумматора 9 появится соответствующий сигнал. Он поступит на второй вход блока деления 11, который выдаст сигнал
![]() ,
,
где К – коэффициент пропорциональности.
Этот сигналпоступит на блок 12, который выдаст на выходе сигнал
![]() ,
,
соответствующий частотесобственных колебаний лотка, заполненного грузом массы М (в М входит и масса лотка). Сигнал с выхода блока 12 поступит на второй вход регулятора 5, представляющего собой второй сумматор. Блок 12, по существу, есть усилитель с переменным коэффициентом усиления, выводимым задатчиком 10. На выходе блока 5 появится сигнал,заставляющий вибровозбудитель работать с частотой, более или менее близкой к fc . Регулируя с помощью задатчика 6 сигнал, вводимый во второйсумматор 5, настраивают вибровозбудитель 4 в резонанс с частотой fc .
При эксплуатации вибротранспортера масса груза, находящегося в лотке 1 в каждый данныймомент времени, будет равна некоторой текущейвеличине М. Поскольку лоток,перемещая груз, вибрирует, на выходах датчиков 7 будут периодически изменяющиеся сигналы(обычно синусоидальные). Эти сигналыбудут проходить через фильтры8, где колебания сглаживаются и усредняются (на выходекаждого фильтрабудет сигнал,примерно равныйсреднему значению поступающего на него периодического сигнала). Сигналыс выходовфильтров 8 сложатся первымсумматором 9, который выдаст сигнал, характеризующий массу М груза, находящегося в данный моментна лотке 1. Так же, как и при настройке, на выходе блока 12 появится сигнал,отображающий частотусобственных колебаний лотка 1 с грузом массы М, но уже такой, которая имеет место в данный момент.Этот сигналпройдет через блок 5 и поступит на вибровозбудитель 4, заставляя его работать с вынужденной частотой, близкой к частоте собственных колебаний лотка с грузом, то есть в резонансной зоне. Так будет происходить при различных значениях М, а значит вибротранспортер будет работать наиболее экономично (с минимальными энергетическими затратами) при всевозможных изменениях массы перемещаемых грузов.При этом транспортирование груза он так же будет производить с максимальной надежностью, т.к. на перемещение груза по лотку будет расходоваться максимальная часть энергии.
Следует отметить, что производительность вибротранспортера при этом всегда будет оставаться постоянной, т.к. она равна
Q=R • M • V
где R – некоторый коэффициент пропорциональности, а V – скорость перемещения груза по лотку.
Если М увеличивается, то частота, создаваемая вибровозбудителем уменьшится, а, значит,уменьшится V. Если М уменьшится, то V увеличится. Таким образом, произведение M • V будет оставаться примерно постоянным при разныхМ. Отсюда:
Q=R • M • V ≈ const.
Исходя из изложенного, можно полагать, что технический результат предлагаемой разработки состоит в повышении её надежности и снижении энергопотребления, причем без снижения производительности вибротранспортера.
В конструкции вибротранспортера применяется тензодатчик 7, он располагается на плоских пластинах 3. Наклеиваемый тензодатчик представляет собой тонкую проволочку, сложенную в виде решетки (рис.23) и обклеенную с обеих сторон изоляционными пластинками из папиросной бумаги, пленки лака или клея. Для определения растяжения или сжатия пластинка прочно наклеивается на поверхность детали при помощи специального клея; тензодатчики воспринимают деформации наружного волокна детали и реагируют на растяжение и сжатие. В случае растяжения сопротивление проволочки тензодатчика увеличивается, а при сжатии уменьшается.
Проволочные датчики имеют малый вес и габариты, практически безынерционны и потому могут измерять быстро меняющиеся деформации; проволочные тензодатчики можно размещать в труднодоступных местах: они просты по конструкции и дешевы; все перечисленные достоинства вызвали самое широкое распространение тензодатчиков. К недостаткам проволочных тензодатчиков следует отнести малую величину относительного изменения сопротивления (не более 1 %) и, следовательно, малую чувствительность. В связи с этим при использовании тензодатчиков следует применять измерительные схемы высокой чувствительности и сложности.
Рис.23. Конструктивная схема наклеиваемого тензодатчика. 1 – выводы;
2– проволока; 3 – бумага или лаковая пленка.
Тензодатчик является составной частью электрического тензометра – прибора для измерения в твердых телах деформаций, возникающих под воздействием нагрузок. Для измерения деформаций датчики включаются в мостовые или потенциометрические схемы. Тензодатчики позволяют измерять как статические, так и динамические деформации. При необходимости регистрации сложных деформаций применяют питание измерительных мостов напряжением высокой частоты; регистрация при этом производится на осциллографе, что делает установку значительно сложнее.
Принцип действия тензодатчика основан на измерении изменения сопротивления тензорезисторов наклеенных на упругое тело, которое под действием силы, деформируется и деформирует размещенные на нем тензорезисторы.
Электрическое соединение тензорезисторов представлено на рис.24.
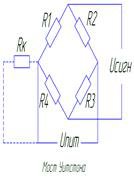
Рис.24. Электрическое соединение тензорезисторов.
Широкое применение получила мостовая схема включения тензорезисторов – мост Уитстона (рис.24). Схема представляет собой 4 тензорезистора, соединенных в электрический мост. Где Uпит – напряжение питания измерительного моста, как правило в интервалах 3-30В напряжения переменного или постоянного тока, Uсигн – напряжение измерительной диагонали моста, R1, R2, R3, R4 – сопротивления плеч измерительного моста, Rк – добавочное сопротивление, необходимое для компенсации изменения температуры окружающей среды и выравнивания чувствительности.
Применение данной системы автоматической подстройки в резонанс обеспечивает надежную бесперебойную и экономичную работу вибротранспортера, обеспечивает выполнение всех требований основной задачи. Для энергоэкономичной работы системы автоматической подстройки необходимо усовершенствование конструкции виброконвейера.
3.5. Совершенствование конструкции и расчет виброконвейера
После разработанной системы управления приступим проектируванию конструкции вибрационного конвейера.
Вибрационный транспортер имеют в своем составе эксцентриковый регулируемый привод из книги «Спиваковский А.О., Гончаревич И.Ф. Вибрационные конвейеры, питатели вспомогательные устройства. М., «Машиностроение», 1972» [5]. Конструкцией привода (рис.25) предусмотрена возможность бесступенчатого изменения амплитуды колебаний грузонесущего органа от нуля до максимума.
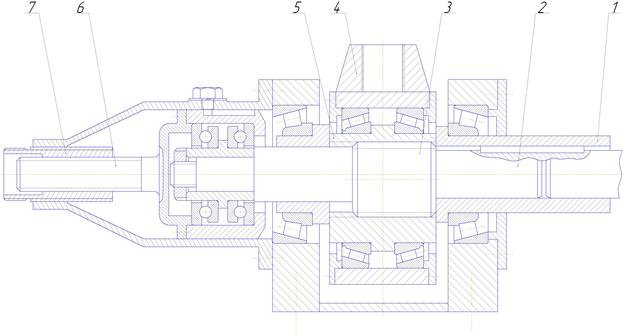
Рис.25. Эксцентриковый передаточный механизм.
Вращательное движение от двигателя через втулку 1 передается на вал 2, имеющий эксцентрично нарезанный винт 3. На винт навернута эксцентриковая гайка 5 шатуна 4. Амплитуда колебаний шатуна определяется взаимным положением эксцентриситетов винта и гайки. При вращении гайки 7, имеющий наружную и внутреннюю разнонаправленные нарезки, шток 6 перемещается поступательно, передвигая при этом вал 2. Вследствие наличия несамотормозящейся резьбы на винте 3 при поступательном движении последнего гайка 5 поворачивается до получения необходимого эксцентриситета.
Угол направления колебаний желоба относительно горизонта составляет 30°.
Схема асинхронного электропривода с частотно-токовым управлением (рис.26) аналогична винтовому конвейеру, а именно, как и в приводе постоянного тока, здесь образована двухконтурная система управления с внутренним контуром тока и внешним контуром скорости. Каждый контур имеет свой регулятор. Сигнал задания в контуре скорости UЗС сравнивается с сигналом обратной связи по скорости UW, пропорциональным реальной скорости W асинхронного электродвигателя. На основании разницы UЗС - UW регулятор скорости 12 формирует сигнал Uf управления автономным инвертором 8, задающий частоту тока статора f 1 и скорость магнитного поля W0.
В контуре тока выходной сигнал регулятора скорости 12 Uf, пропорциональной частоте тока статора складывается с сигналом отрицательной обратной связи по скорости UW, формируя сигналы пропорциональный абсолютному скольжению sэлектродвигателя:
![]() ,
,
где ![]() - коэффициенты преобразования.
- коэффициенты преобразования.
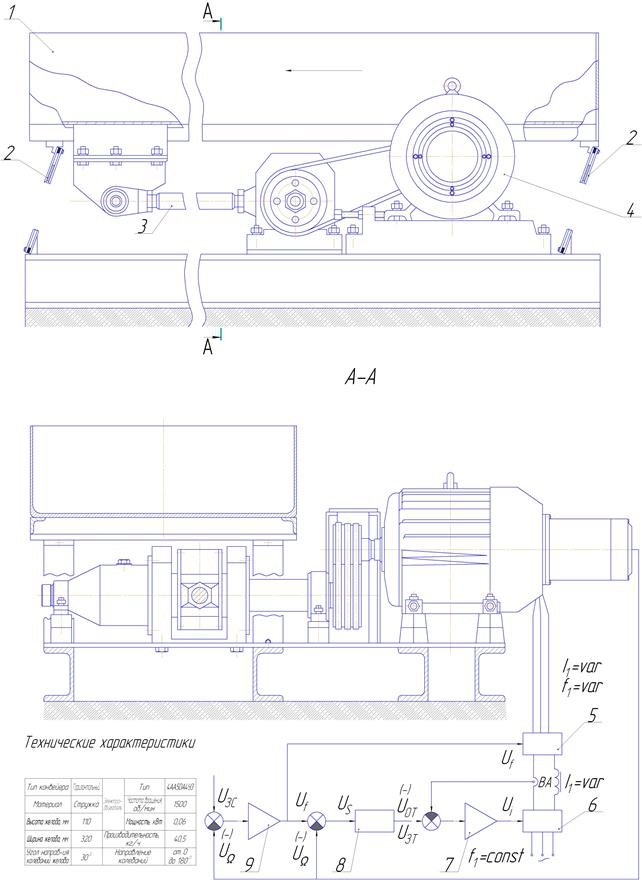
Рис.26. Вибрационный транспортер.
Функциональный преобразователь 11 на основе сигнала о скольжении электродвигателя формирует сигнал задания тока статора UЗТ, который поступает на регулятор тока 10 и сравнивается с сигналом обратной связи по току UОТ, пропорциональным реальному току статора. Выходной сигнал 10 поступает на управляемый выпрямитель 9 и формирует закон изменения тока статора. Таким образом, происходит регулирование по второму каналу электропривода – токовому.
Спроектированная система управления и конструкция вибрационного транспортера полностью удовлетворяет основной задаче работы.
Для подтверждения надежности конструкции и выбора основных параметров, необходим конкретный расчет вибрационного конвейера, который и произведем далее.
Теория и расчет вибрационного конвейера включает 3 взаимосвязанные задачи:
1) Расчет колебательной системы конвейера;
2) Определение размеров сечения грузонесущего элемента на основе расчета средней скорости перемещения груза и производительности;
3) Определение мощности привода конвейера для преодоления инерционных усилий, сопротивлений перемещению груза и потерь в упругих связях колебательной системы.
При решении первой задачи определяют амплитуду и частоту колебаний, усилия в приводе и упругих связях и их настройку. При этом используют основные положения теории механических колебаний и динамики колебательной системы с линейными и нелинейными упругими связями, составляют и решают дифференциальные уравнения движения системы.
Частота и амплитуда колебаний конвейера определяются рекомендуемым коэффициентом режима работы Г в зависимости от типа привода и характеристики транспортируемого груза.
Выбираем рекомендуемую частоту колебаний для уравновешенного конвейера легкого типа с эксцентриковым вибрационным приводом ω=800…450 1/мин [1, стр. 385, табл. 13.4]; рекомендуемое значение амплитуды а = 5-15 мм; рекомендуемый коэффициент режима работы Г = 2, [1, стр. 364, табл. 13.1].
Примем: ω min = 450 1/мин, ω max = 800 1/мин;
аmin = 5 мм, аmax = 15 мм.
Угол направления колебаний b принимают в зависимости от частоты колебаний w: при w ³ 1000 1/мин, b = 20¼25°; при w < 1000 1/мин, b=30¼35°; в среднем b=30°.
Для нашего конвейера выбираем угол направления колебаний желоба b=30°.
Скорость транспортирования v (м/с) зависит от свойств транспортируемых грузов и угла наклона конвейера. Максимальная и минимальная скорость для горизонтальных конвейеров определяется по формуле:
![]() ;
;
где К1 - эмпирический коэффициент, зависящий от физико-механических свойств транспортируемого груза [1, стр. 385, табл. 13.5] ![]() ;
;
а – амплитуда колебаний;
Г – коэффициент режима работы конвейера, Г = 2 [1, стр. 364, табл. 13.1].
Зная все данные найдем скорость транспортирования:

Так как винтовой конвейер передает стружку напрямую в вибрационный, то производительность этих конвейеров должна быть одинакова. Следовательно, Qmax =0,21 т/час, Qmin =7,8•10-4 т/час.
Определим размеры грузонесущего элемента. Грузонесущий элемент выполним в виде открытого желоба прямоугольного сечения. Ширина желоба составляет 320 мм, высота – 110 мм, длина – 4 м. [7, стр. 320]
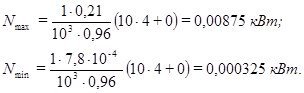
Максимальную и минимальную мощность N (кВт) приводного электродвигателя с повышенным пусковым моментом определяют по эмпирическим формулам, для коротких конвейеров длиной L £ 10 м:
![]()
где СВ – коэффициент транспортабельности груза; для грузов обладающих хорошей транспортабельностью СВ = 1 [1, стр. 385];
Q – производительность конвейера, т/ч;
К3 – коэффициент удельной затраты мощности К3=10 [1, стр. 386, табл. 13.6];
L – горизонтальная проекция длины транспортирования груза, м;
Н – высота подъема груза (при наклонном транспортировании), в нашем случае Н = 0 м;
h - КПД механизмов привода, h= 0,96.
По ГОСТ 19523-81 выбираем асинхронный электродвигатель типа: 4АА50А4У3 с номинальной мощностью 0,06 кВт и асинхронной частотой вращения nдв.ном.= 1500мин-1.
В качестве подвесок в вибрационном конвейере применены двухслойные плоские пружины [9, стр. 192], которые изображены на рис.27.
Режим работы вибрационного конвейера зависит, прежде всего, от правильного выбора жесткости подвесок, а так же от того, обладают ли подвески одинаковой жесткостью.
Разная жесткость приводит к тому, что лоток начинает совершать паразитные колебания, а это вызывает неравномерное перемещение груза по лотку.
Рис.27. Двухслойная плоская пружина.
Расчет подвесок производится исходя из условия настройки работы вибрационного устройства на резонансный режим, поэтому формула для определения геометрических размеров подвесок имеет вид:
![]()
где J – осевой момент инерции;
Е – модуль упругости материала подвесок (для стали Е = 20...22×1010 Па) принимаем Е = 20×1010 Па;
l – длина рабочего участка подвесок;
n – общее число пластин во всех пакетах подвесок.
Для подвесок с прямоугольным сечением осевой момент инерции:
![]()
где b – ширина подвески;
h – толщина подвески.
Длину рабочего участка l подвесок и ее ширину b выбирают, исходя из конструктивных соображений. Тогда толщина пружины:
![]()
Определим осевой момент инерции:
![]()
В процессе расчета колебательной системы конвейера определили размеры сечения грузонесущего элемента и определили мощности привода конвейера для преодоления инерционных усилий, сопротивлений перемещению груза и потерь в упругих связях колебательной системы.
Модернизация энергоэкономичных станочного и пристаночного шнекового и вибрационного конвейеров приведут к более устойчивой, и экономичной работе системы стружкоуборки, за счет оптимизированных систем управления и усовершенствования конструкций.
0 комментариев