Кіріспе
Күрделі құрылысты индумтриялаудағы айтарлықтай жетістіктер ең алдымен бетон мен темірбетон бұйымдарының кеңінен қолданылуымен тікелей байланысты. Қазіргі кезде, темірбетон бұйымдары мен конструкцияларының толып жатқан номенклатураларын жасап шығаратын көптеген өнеркәсіп орындары бар.
Қазіргі бетон және темірбетон неше түрлі үй және ғимараттарды тұрғызу үшін кеңінен қолданатын материалдар мен бұйымдар. Бетонды құрылыста кеңінен қолданудағы бастапқы негіз, ол байланыстырушыны және толтырғыштарды өндіруге қажет табиғи шикізаттың таусылмас қорының барлығы; байланыстырушы мен толтырушыны жасау үшін өнеркәсіп өндіріс қалдықтарын пайдаланудың экологиялық маңыздылығы; түрлі толтырғыштарды, оның ішінде жасанды кеуекті толтырғыштарды қолдана отырып, бетонның орташа тығыздылығын кең аралықта өзгерту мүмкіншілігі; азаматтық және өнеркәсіптік құрылыстардың, оның ішінде жер астында, суастында және суүстінде пайдаланатыны, ғимараттардың қатаң және түрлі талаптарын қанағаттандыру мүмкіншілігі.
Темірбетон прогондары – ғимараттың көлденең конструктивті элементі. Ол түрлі қабырғаның аражабындарына (есік, терезе) пайдаланады. Прогондар балкілерге, итарқалықтарға немесе басқада конструктивті элементтерге бекітілу арқасында өзінің тұрақтылығын сақтайды. Осы темірбетон бұйымының ең сұранысқа көп түсетін түрі ПРГ және ол өз алдына тікбұрышты қиылысқан прогон болып табылады. Сонымен қатар Z тәріздес, C тәріздес прогондар бар.
1 Жобалауға арналған мәліметтер
1.1 Өнімнің сипаттамасы (номенклатурасы)
Прогондар – ғимараттың жабынының көлденең конструктивті элементі немесе арқалық пен итарқаға сүйенетін құрылыс бөлігі. Прогондардың үстіне тақталар мен төсеніштер жатқызылады. Прогондардың негізгі қызметі үлкен көлемді ғимараттар шатырларының сенімді болуын қамтамасыз ету болып табылады. Темірбетонды прогон тікбұрышты (ПРГ) және таврлы (ПР) қиылысқан ұзын арқалықты құрайды. Прогондарды маркасы М250 ауыр бетоннан жасайды, ал ұзындығы 6 метр прогондар үшін М350 ауыр бетонды пайдаланады. Арматуралау үшін А-III (А400) класты болатты қолданады. Арматураладың екі түрлі нұсқасы бар: алдын ала кернеуленген, яғни маркасы АтV алдын ала кернеуленген стерженмен және кеңістік қаңқаларымен арматуралау және кернеуленбеген, яғни болаттан жасалған кеңістік қаңқаларымен арматуралау. Темірбетон прогондарының ПРГ стандартты өлшемдері:
1.1-кесте
Өнімнің техникалық сипаттамасы
| Бұйымның түрі (эскизі) және оның аталуы | Маркасы | Габбаритті өлшемдері, мм | Салмағы, т | Материалдар шығыны | МемСТ,жұмыс-тық сызба | |||||
| l | B | h | Бетон | Болат, кг | ||||||
| класы |
| кернеуленбеген | кернеуленген | |||||||
| Прогон
| ПРГ 60.2.5 – 4АV | 5980 | 200 | 500 | 1,5 | В25 | 0,60 | 44,6 | 29,5 | МемСТ 29992-86, 1.225-2 сериялы |

1.2 Жобалық өнімділік
Темірбетон бұйымдарын өндіру үшін кең таралған технологиялық процесс операцияларға бөлінеді. Шығаратын өнімнің агрегаттық технологиялық тізбегі жылдық номенклатурамен анықталады. Жылдық өнімнің тізбегі мына формуламен анықталады:
Өж = Вр · h · 60 · V/Тқ.ц. (1.1)
Өж = 255 · 16 · 60 · 5· 0,6/15 = 48960 ![]() / жылына
/ жылына
мұндағы Вр – бір жылдағы жұмыс күні, сағат;
V – бір уақытта қалыптанатын бұйым көлемі;
h – тәуліктегі жұмыс уақыт саны;
Тқ.ц. – қалыптау циклі, минут.
1.3 Жұмыс режимі. Өндірістік бағдарлама
1.2-кесте
Жоспарлы тоқтау ұзақтылығы және жұмыс тәулігінің есептік саны
| Технологиялық тізбек және негізгі технологиялық жабдық | Жөндеуге жоспарлы тоқтау ұзақтығы | Бір жылдағы жұмыс тәулігінің есептік саны |
| Агрегатты-ағымды және стендті тізбек, касеталы жабдық | 7 | 255 |
1.3-кесте
Өндірістік бағдарлама
| Бұйымның аталуы | Бұйымның өнімділгі | |||
| жылына | тәулігіне | ауысымына | Сағатына | |
| Прогон ПРГ | 48960 | 192 | 96 | 12 |
1.4 Бұйымды өндіру әдісін таңдау
Жиналушы темірбетон бұйымдарын жасау бірнеше технологиялық бөлімшелерден тұрады: бетон араласпасын дайындау; арматуралық элементтерін орналастыру; бұйымдарды бетондау – қалыптау; бетон қатаюы; бұйымдарды қалыптан шығарып, қалыптарды келесі циклға даярлау; бұйымдарды ірілендіре жинау және зауыттық дайындық дәрежесін жоғарылату мақсатында олардың беттерін тиісінше өңдеу.
Өндірістік процестерді тасқындық тәсіл принциптерінде ұйымдастырады. Жеке тасқындар мен технологиялық созындылар мүмкіндігінше жасалынатын бұйымдар және конструкциялар түрінде байланысты мамандырылады.
Тасқындық тәсіл келесідей орындалады: өндірістік процестер біркелкі ырғақтылықта және әрбір жұмыс орнында операциялардың орындалу ұзақтығы өзара бірдей, қалыпталынатын бұйымдар бір орыннан екінші орынға үзіліссіз беріліп отырады да ең соңында қалыпталынған, термиялық өңдеуге дайын бұйымы шығып отырады. Демек тасқын тәсілі бойынша барлық технологиялық процесс орындалу ұзақтығы бойынша бірдей жеке операцияларға жіктелінеді. Бұл операциялар қатаң бірізділікпен және синхрондықпен жабдықталынған жұмысшы орындарда орындалады.
Бұйымдарды өндіру оларды бір жерден екінші бір жерге көшірілумен немесе бір орында қозғалтпай жасап шығарылуы ұйымдастырылады. Бірінші жағдай агрегаттық, агрегаттық – тасқындық тәсілге, ал екінші жағдай стендалық тәсілге тән.
Стендті тәсілде жиналушы темірбетон бұйымдарын өндіру бойынша басты технологиялық процестер қозғалмайтын қалыптарда – стендыларда орындалады. Бұйымдар бетон қажетті мықтылығына ие болғанша сол орынында қалады, ал технологиялық жабдықтар жеке жұмысшы операцияларды бірінен кейін бірін кезекпен орындау үшін стендыда бір қалыптан екінші қалыпқа көшіріліп отырады. Стендылық тәсіл көпшілігінде полигондарда – ашық аспан астында – темірбетон бұйымдарымен конструкцияларын өндіруге әдейі жабдықталынған алаңдарда қолданады. Көпшілік жағдайларда бұйымдарды қалыптау және негізгі, қосымша операциялары тікелей булау камераларында жүргізіледі: жылы ылғалдылықта бұйымдарды өңдеуді қалып қуысына берілетін бу жылуы есебінде іске асырылады. Стендылық тәсілді жоғарымеханикаландырылған зауыттық өндірісінде де көбінесе ірімөлшерлі және массалық конструкцияларды жасау үшін қолданады. Сондай-ақ стендауда алдын-ала кернеуленген темірбетон бұйымдарын да жасайды.
Стендының көп түрінің бірі болып кассеталық тәсіл саналады. Бұл тәсіл бойынша, тік қалыптарда – кассеталарда бір мезетте бірнеше бұйым жасалынады.
Ол үшін көпқатарлы тік қалыптарға – кассеталарға жылжымалы жұмсақ немесе шалақатты бетон араласын құйып, аспалы дірілдеткіштермен, дірілдететығыздап қалыптаған бұйымдарды сол орындарында кассеталар аралықтарындағы қуыс кеңістіктерге ыстық бу жіберумен қыздыру арқылы термоөңдеу өткізеді. Бұл тәсіл бойынша арнаулы булау камерасының, дірілдетпе алабының қажеттері жоқ. Кассеталарда жасалынған бұйымдар беттері теп-тегіс болып шығады.
Кассета қабырғаларын құрыштан, армацементтен, пластмассадан, темірбетоннан жасауға болады. Кассеталық қалыптарын, жинауды және қайтадан ажыратуды механикалық және гидравликалық қимылдату жолымен орындайды. Бетон араласын кассеталар сыртына асылдыра бекітілген дірілдетпелерімен және тереңдік дірілдетпелерімен, қуыстар құраушыларын дірілдетумен нығыздайды.
Жасалынатын бұйымдар түрлеріне байланысты кассеталық қалыптар қабырға панельдері үшін, жабынды панельдері мен баспалдақ басқыштары үшін және желдеткіш блоктары және т.б. бұйымдары түрлері үшін арналған болып жіктелінеді.
Кассеталарда – қалыптарда бумен термоөңдеуді электрмен қыздыруға ауыстыруға болады.
Бұйымдарды кассеталық қалыптау және термоөңдеу бойынша жалпы цикл 8 – 10 сағатқа созылады, оның 6 сағаты 100С дейін жылы ылғалдылықпен өңдеуге кетеді.
Бұйымдарды агрегатты-ағымды әдіспен жасау мынандай технологиялық процестерден тұрады: жеке операциялар немесе топтар; әмбебап жабдықтарда әр түрлі типтегі операциялардың орындалуы; ағымдағы еркін серпін ; бұйымның бір постыдан екінші постыға ауысуы; қалыптар мен бұйымдар бір посттан екінші постқа белгілі бір уақыт аралығында өтеді, ол жұмыс орынында орындалып жатқан операцияның ұзақтығына тәуелді.
Агрегатты-ағымды тәсілдің тағы бір ерекшелігі, қалыптар мен бұйымдар ағымдағы тізбектің барлық посттарында тоқтамайды, тек осы жағдайға керекті посттарда. Өндірісте агрегатты-ағымды ұйымдастыру бір ағым тізбегінің артынан бұйымның өлшемі бойынша ғана емес, конструкциясы бойынша да тіркеумен сипатталады. Бұл ағымдағы тізбекте әмбебап жабдықтың болу мүмкіндігін тудырады.
Мұндай тізбекте операция аралық бұйымның жіберілуі көтерме-тасымалдау арқылы және басқа тасымал құралдарымен жүзеге асады. Агрегатты ағымды тәсілде бетонның тез қатаюы үшін периодты және үздіксіз жұмыс істейтін камераны пайдаланады.
Әр камераның аз көлемді секциялары бұйымды түсіріп, қайта жүктеуге аз уақыт жұмсауға мүмкіндік береді. Мұндай секциялардың көп болуы қалыпталған бұйымдардың қатаю камерасына үздіксіз жіберілуіне жағдай жасайды.
Өндірістік цехтың технологиялық схемасын таңдағанда қалыптау және бумен өңдеу кезінде шығарылатын өнімнің номенклатурасын, яғни өлшемдерін ескеру қажет. Аз және орташа қуатты зауыттардың аз сериялы темірбетон бұйымдарын өндіру үшін тиімдісі – агрегатты-ағымды тәсіл. Бұл тәсілді құрылымы қарапайым техниканы қолдана отырып жылдам әрі үлкен емес құрылыс алаңдарында аз қаражат жұмсалады. Қалыптау жабдығының өнімділгі қалыптанатын бұйымдардың өлшеміне байланысты, әрі қалыптау циклінің ұзақтығына (диапазон 5-40 минут) байланысты өзгеріп отырады.
Агрегатты-ағымды әдіс қазіргі құрама темірбетон технологиясында кең таралған.
1.5 Бетонды ерітінді араласпа, арматуралық элементтер, материалдар және жартылай өнімдерінің технологиялық сипаттамасы
Варияцияның нормалды коэффициенті v = 13,5 % болғандағы, беріктілік бойынша бетон класы мен маркасы арасындағы қатынас
| Бетон класы | Берілген кластың орташа беріклігі, кг•с/ | Бетон маркасы | Жылжымалығы, П | Аязға төзімділігі, F | Ылғалдылығы, W |
| В25 | 327 | М350 | П3(10 см) | F200 | W8 |
Бетон М350 (В25). М350 (В25) маркалы бетон негізінен монолитті фундамент, жабын плиталары, бағаналар, ПРГ прогондары, балкілер, монолитті қабырғалар және басқа да конструкцияларды жасауда пайдаланады. Темірбетон бұйымдарын жасауда көп қолданылатын материал. Көпқуысты жабын плиталары да осы бетоннан жасалады. М350 (В25) – қазіргі құрылыс саласындағы ең танымал маркалардың бірі. БСТ М350 (В25) маркалы бетонды шағыл немесе гранитті қосып жасайды.
Цемент ПЦ 400–Д20. 28 тәулік ішіндегі сығылуға беріктігі жоғары (стандартқа сай минималды сығылуға беріктіліктен жоғары, яғни 45 МПа – 6 МПа). Құрамындағы сілтінің мөлшері аз (0,75 %). Бумен өңдегеннен кейінгі белсенділігі жоғары (беріктілік шегі 32 МПа). 28 күндегі алынған жоғары беріктілігі бетон араласпасының 1 ![]() кететін цемент шығынын азайтып, өз бағасын түсіреді. Цементті бумен өңдеу кезіндегі жоғары беріктілігі жылу-ылғалды өңдеудің уақытын және жылу шығынын азайтады.
кететін цемент шығынын азайтып, өз бағасын түсіреді. Цементті бумен өңдеу кезіндегі жоғары беріктілігі жылу-ылғалды өңдеудің уақытын және жылу шығынын азайтады.
Тас. Ұсақ фракциялы (5-20 мм) гранит тасы. Бетон өндірісінде жиі қолданады. Гранитті тас іргетас , прогон жасауда, жолдарды салу кезінде, ғимараттарды және зауыт құрылысында пайдаланады.
Құм. Ірілік модулі – 2,5,γқ – 2580 кг/м3,ρқ – 1485 кг/м3.
| Құмның топтары | Ситада қалған қалдық № 0,63 | Мірі |
| Орташа | 30...50 | 2,5...2 |
\Су. Су-бетон араласпасын дайындағанда су құбырындағы және кез-келген судың су көрсеткіші 4-тен кем емес көрсететін қышқыл емес, лакмус қағазын қызыл түске боямайтын болу қажет. Су құрамында 2700 кг/л астам сульфат және барлық тұздар 500 кг/л. Судың жарамдылығын күдікті жағдайда бетон араласпасын дайындауда оны салыстыру тәжірибесінде тексеріп көру керек.
Егер жоғарыда көрсетілген талаптартарға сай келсе, бетон араласпасын дайындауда теңіз және басқа тұздарды қолдануға болады.
Ерекшелік, тұрғын және қоғамдық ғимараттардың ішкі конструкцияларынның бетондауы және темірбетонды ғимараттары ыстық және құрғақ климатқа сонымен қатар теңіз сулары бетон бетіне шығуы мүмкін және арматураны коррозияға ұшыратуын ескермеуге болады. Бетонды суландырғанда бетон араласпасын дайындауға қолданатын суды қолданған жөн.
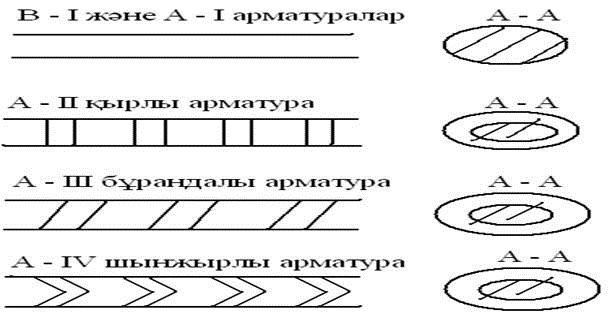
Арматура. Темiрбетон конструкцияларың арматуралау үшiн тегiс және класстарды А-І А-ІІ А-ІІІ мерзiмдiк кескiндi ыстықтай соғылған дөңгелек болат қолданылады, - МемСТ 5781-82 III, тиiстi талаптарға. Кернеуленетiн арматуралар ретiнде МемСТ 10884-94 бойынша аталған мерзiмдiк кескiндi өзектi ыстықтай соғылған болат қолданылады.
Класстарды сырықтар А-I А-II және 12 мм, сыныпқа дейiн диаметрiмен - 10 мм-ге дейiн А-III диаметрiмен орамдар немесе сырықтардағыдан қоса өндiрiледi, үлкен диаметрлер - сырықтардағы. Сырықтар (келiсуде өндiрушiмен сырықтардың үлкенiрек ұзындығының жасау мүмкiн) ұзындықпен 6 мен 12мен аралығындағы өндiрiледi. Арматураның түзетулерi үшiн дұрыс кесілген орам қабылдаймыз - тазартуларды бiр уақытта өндiрiп алады болатын кесiлетiн қоюлар. Дұрыс қабылдаймыз - Смж кесiлетiн станок - 357 келесi мiнездеме болатын:
- тегіс арматура диаметрі 4-10 мм, мерзімдік кескін диаметрі 6-8 мм;
- шыбықтың ұзындығы 1000-9000 мм;
Дәлдік +3; -2;
- арматураны беру және түзетуi жылдамдығы 31 м/мин;
- электродвигательдін қуаты 12,6 кВт.
Дүрыс кесілген станок И-6118:
- тегіс арматуранын диаметрі 2,5 - 6,3 мм;
- дәлдік ±2;
- - арматураны беру және түзетуi жылдамдығы 25 м/мин; *
- электродвигательдін қуаты 6,9 кВт
Эмульсия майламдары. Қышқыл синтетикалық эмульсия ЭКС негізінде дайындалған су майлы, эмульсиялық майламдар ең төзімді және тиімді. Эмульсол – кубтық қалдық (5 %) түріндегі ұршық біліктің майы (95 %) мен жоғары молекулярлы синтетикалық қышқылдардың қоспасынан алынған күңгірт – қоңыр түсті сұйықтық.
Эмульсиялық майламдарды ЭКС эмульсолы майламның 100 литріне 10 л шамадағы құраммен «судағы май» (тура эмульсия) түрдегі және ең суға төзімді және жабысқақ – майламның 100 литріне 20 л ЭКС құрамдағы ЭО – 2 түрдегі «майдағы су» (кері эмульсия) деп айырады. 100 литрге тура эмульсиялық майламның құрамы: жұмсақ, конденсациялық су – 90 л, калцийленген сода – 0,7 кг және ЭКС эмульсолы – 10 л. Кері эмульсияның құрамы: әктің сулы, қаныққан ерітіндісі (1 л. суға 1 кг әк тас). 53 л, су – 27 л және эмульсол – 20 л.
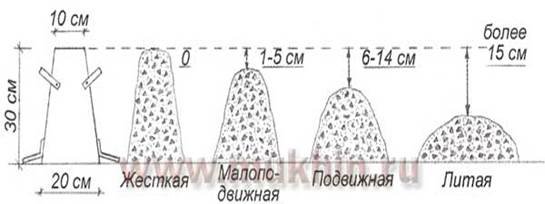
Бетон араласпасының жылжымалығын (конус шөгуінің шамасы) анықтау сұлбасы.
Бетон араласпасының құрамын жобалау
Бетон құрамын анықтаған кезде бастапқы шығынын 1м3 бетонға бетон араласпасына берілген ыңғайлы қалыптығы және бетонның қажетті беріктігі, ал кей кезде берілген аязға төзімділігі, су өткізгіштігі және басқа қасиеттері қолданылады. Яғни бастапқы материалдың 1м3 бетондағы абсолют көлемі (V) 1-ге жуық болуы керек:
Ц /γц + Су + Қ/γқ + Т/γт =1 (1.2)
Мбетон = 350 – R28
Мцемент =400 – Rц
Ең ірі тас – 20 мм
γт – 2710 кг/м3
ρт – 1458 кг/м3
Мірі – 2,5
γқ – 2580 кг/м3
ρқ – 1485 кг/м3
Бетон жылжымалылығы –10 см
Тастың қуыстылығы :
Қт = ( 1 - ρт / γт) 9 100 % (1.3)
Қ = ( 1 - 1458 / 2710) 9 100% = 46 %
А = 0,6
Су = 200 кг
α = 1,46
С / Ц = А 9 Rц / R28 + 0,5 9 А 9 Rц (1.4)
С / Ц = 0,6 9 400 / 350 + 0,5 9 0,6 9 400 = 0,5
Ц = Су / (С / Ц) (1.5)
Ц = 200 / 0,5 = 400
Т = 1000 /(Қ / ρт 9 α + 1 / γт) (1.6)
Т = 1000 / 0,46 / 1,458 9 1,46 + 1 / 2,710 = 1000 / 0,807 = 1239 кг/м3
Қ = [ 1000 – (Ц / γц + Су + Т / γт ) ] 9 γқ (1.7)
Қ = [ 1000 – ( 400 / 3,1 + 200 + 1239 / 2,710) ] 9 2,580 = 552 кг/м3
Ц /γц + Су + Қ/γқ + Т/γт =1 (1.8)
400 /3100 + 0,2 + 552 / 2580 + 1239 / 2710 =1
2 Өндірістің технологиялық сипаттамасы
2.1 Тізбек жұмысының графикалық схемасы және оның сипаттамасы
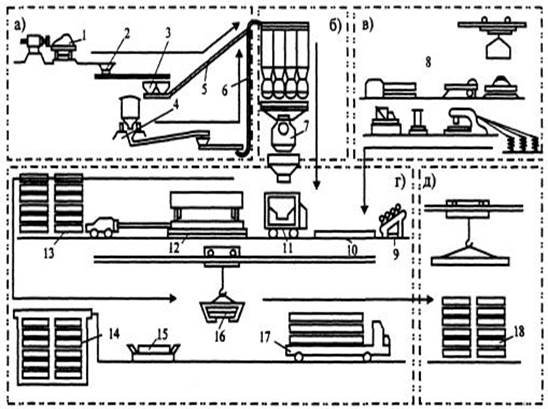
2.1-сурет. Темірбетон бұйымдарын агрегатты-ағымды әдіспен өндірудің технологиялық сұлбасы
а – бетон араласпасы толтырғыштарының сақтау қоймасының зонасы; б – бетон араласпасын дайындау зонасы; в – арматурадан қаңқа жасау зонасы; г – темірбетон бұйымдарын қалыптау және өңдеу зонасы; д – дайын бұйымды сақтау және шығару зонасы; 1 – толтырғыштарды түсіру посты; 2 – қабылдау бункері; 3 – жинағыш бункерлері; 4 – түсіру посты; 5 – тасымалдау галериясы; 6 – цементті ауа арқылы жіберу; 7 – бетон араластырғыш цех; 8 – арматуралық қаңқа және элементтер өндіруге қажетті жабдық; 9 – кернеуленген арматураны термиялық өңдеуге арналған жабдық; 10 – арматуралау посты; 11 – жылжымалы бетон төсегіш; 12 – бұйымдарды қалыптауға арналған жабдық; 13 – бұйымдарды ұстау зонасы; 14 – аралық қойма; 15 – темірбетон бұйымдарын тасымалдау; 16 – бұйымдарды көтеріп тасымалдау; 17 – жылжымалы арба; 18 – дайын темірбетон бұйымдарының қоймасы.
Технологиялық процесс келесі кезектілікпен орындалады. Цемент, құм, қиыршық тас, суды белгіленген мөлшерде алынып, бетон араластырғыш түйінге жіберіледі. Алынған бетон араласпасын қалыптауға жіберіледі. Ал қалыптарды белгілі стандартқа оларды тазартып, майлайды. Осы мезетте арматурадан каркас дайындап, қалыпқа орнатады. Қалыпталынған бұйымдарды виброөңдеу алаңына барады. Ол жерде бұйым нығыздалынады. Одан соң жылумен өңдеу процесі басталады. Ол жерде шұңқырлы камерада қалыпталынған бұйымдарды жылумен өңдейді. Өңделген бұйымды қалыптан босатады. Сосын бұйымдарды қалыптан босатады. Босаған бұйымдарды дайын өнім қоймасына жібереді. Кейін тұтынушыларға ұсынады.
2.2 Қалыптау жабдығының технологиялық сипаттамасы
Қалыптау бетон және темібетон бұйымдары мен конструкциялары өндірісінде ең маңызды технологиялық қайта жасау болып табылады. Қалыптаудың қабылданған тәсілі тұтастай бұйым жасау әдісі де болып келеді. Қалыптау процесі мына операциялардан тұрады: қалыпты бетондарға дайындау (тазалау, құрастыру, майлау), арматура қаңқасын қалыпта орнату және бекіту, алдын ала темірбетон конструкцияларын жасау кезінде қалып тіректеріне созу; тікелей қалыптау – бетон қоспаны төсеу, оны қалыпта тарату және нығыздау, бұйымның ашық бетін тегістеу; жылумен өңдеу және дайын бұйымды қалыптан алу (расформовка, распалубка), алдын-ала кернеуленетін бұйымдар үшін распалубка (қалпын бұзу) алдында арматура кернеуін бетонға беру қажет.
Қалыптау нәтижесінде берілген геометриялық пішін мен өлшемдегі, бұйым қимасы, бетон құрылысы бойынша біртекті, арматура мен салатын бөлшектері жобада көрсетілгендей орналасқан, бет жақтарының сапасы жақсы бұйымдар алыну керек.
Қалыптау сапасы және онымен тікелей байланысты дайын өнімнің сипаттамалары негізінен екі фактормен анықталады:
- қалыптау өлшемдерінің дәлдігімен, жұмыс бетінің жайымен және майлау сапасымен;
- қалыптау жабдығы мен оның өңдеуінің қабылданған тәртібі бойынша бетон қоспалардың реологиялық қасиеттерінің толық сәйкестігі.
Қалыптың басты міндеті – түзу қырлы және тегіс жұмыс бетті берілген қалып пен өлшемдегі бұйымдарды қамтамасыз ету. Қалыптарды мына белгілері бойынша бірнеше түрлерге бөлуге болады.
Жұмыс шартына байланысты қалыптарды бөледі: бұйымдарды жасау кезінде кранның көмегімен немесе рельс жолы, рольгангалар бойынша жылжитын және т.б.; қалыптау стендтарында жиналатын тұрақты. Стендтарда орнатылатын қалып зат табақтары көбінесе күш беретін болып табылады. Оларды жасау алдында арматура кернеуленеді.
Бетон тасығыш эстакада бетондалған жастықшаларда орналасқан металдан жасалған тіректерден құралған. Эстакаданың тіректері арматураны ұстап тұруға және құрушы кондукторлар үшін қолданады.
Эстакадаға немесе оның шетіне вибробункерлерді орналастырады. Кейін оларға бетон араласпасын жіберушіні жалғайды. Тастарды (изюм) төсеу үшін қайықтар орнатылады. Бетон араласпасы және тастары бар автомашина жүріп жатқан эстакада тізбегіне жіберу арқылы бетон араласпасын вибробункердің қабылдауына түседі, ал тастар қайықтарға.
Массивті іргетастарды бетондағанда, мысалы прокатты стандар үшін бетонтасығыш қозғалмалы көпірлерді пайдаланады. Олар балкаларға төселген рельстер арқылы қозғалады. Көпірлер сонымен бірге котлованның түбіне төселген рельстер арқылы жүреді.
Тасымал құралдарының түрі мен санын тасымалдау ұзақтығын, жолдың түрін, ауа райы жағдайын, араласпаның құрамы мен жылжымалығын ескере отырып таңдайды.
Виброқоректендіруші 5...10° бұрышпен орнатылады. Құрылғыда вибраторлар орнатылған. Құрылғының өнімділігі – 10-30 ![]() /сағ.
/сағ.
Бетон таратушы БР-1 ені 1200 мм-ге дейін түрлі формадағы конструкциялар жасаған кездегі пайдаланатын бетонтөсегіш.
Техникалық параметрлері: Бетон таратушы БР-1 бетон араласпасын ені 1200 мм-ге дейінгі әр түрлі қалыптарға төсейді. Техникалық параметрлері: 1) қалыптанатын бұйымдардың ені м, 1,2 дейін; 2) бункерлер саны, 1; 3) бункердің сыйымдылығы, м, 2,0; 4) қалыптаудың жоғарғы бөлігі, мм, 500; 5) қалыптаудың төменгі бөлігі, мм, 200; 6) белгіленген қуаттылық, кВт, 4,5; 7) колеясы, мм, 1840; 8) ұзындығы, мм, 3300; ені, мм, 2100; 9) массасы, кг, 2100.
Бетон төсегіш СМЖ-69А ені 2 м-ге дейінгі тұрғыг үйлердің жабын плиталарын және басқа да бірқабатты темірбетон бұйымдарын қалыптау кезіндегі бетон араласпасын қалыптауға жіберіп бетін тегістейді.
Дәнекерленген, портал түрiнiң бетонтөсегiшiнiң рамасы. Асты оны өзара раманың жоғарғы бөлiгiнiң екi жағалауға таяу жер және екi жүрiс доңғалақтары ұзына бойына және арқалықтардан тұруға жүк көтергiш жұп бойынша сабақтас төрт ұзына бойына швеллерлерден тұрады. Рамалар жоғарғы байламға су үшiн бункер және бак орнатылған. Жоғарғы бөлiкте орын ауыстыруды ерiксiз келтiру, қоректендiргiштi ерiксiз келтiру және жапқыштың көтеруiн тетiк құрастырған.
Орын ауыстыруды ерiксiз келтiру екi жылдамдықты электр қозғағышы, редуктор, тежеуiштен және екi тiзбектi берiлiстер тұрады. Қоректендiргiштi ерiксiз келтiру электр қозғағышы, редуктор, тiстi бу және тiзбектi берiлiстен құрастырған.

2.2-сурет. Бетон төсегіш
Ленталық қоректендіргіші бар СМЖ-69А бетон төсегішінің техникалық сипаттамасы
| Көрсеткіш | Бетон төсегіш СМЖ-69А |
| Бункерлердің жалпы көлемі, | 2 |
| Төсеудің ені, мм | 2000 |
| Бункердің қоректендіруші ленталардың қозғалыс жылдамдығы, м/мин | 9 |
| Бетон төсегіштің қозғалу жылдамдығы , м/мин | 12,4-18 |
| Қуаттылығы, кВт | 7,1 |
| Рельс колеясының ені, мм | 2810 |
| Ұзындығы | 3175 |
| Ені | 4000 |
| Биіктігі | 2785 |
| Масса, кг | 3700 |
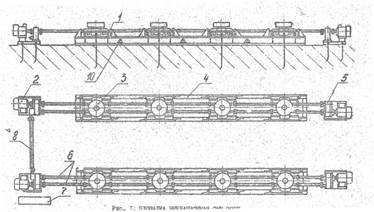
2.3-сурет. Виброалаң СМЖ-200Б-02
1 – әкелу; 2, 8 – карданды біліктер; 3 – вибросекция; 5 – кожух; 7 – виброблок;
9 – сымды электр үшiн тұрба ; 10 – шкаф-пульт.
СМЖ дiрiл алаңы - 200Б - 02 өлшемдері 6500х3000х450 мм, қалыппен бірге салмағы 15 тонна болатын темірбетон бұйымдарын қалыптау кезіндегі бетон араласпасын нығыздауға арналған жабдық. Және конвейірлі немесе агрегатты-ағымды тәсіл кезінде пайдаланады.
Дiрiл алаңы 2-шi секциялар және кардан белдiктерiмен және iргеге орнатылған бiрлескен 4-шi ерiксiз келтiрулер және электр жабдықтан тұрады.
Әрбiр секция кардан белдiктерiмен тiрек жақтау қойылған бiрлескен болып төрт виброблогi болады. Виброблоктi тiк қыздырмалайды - бетон қоспасы бар формаларға берiлген бағытталған тербелiстер. Ол (әсiресе аз масса болған жағдайда) форманың бағдарсыз қозғалысының сақтап қалулары үшiн электромагнитпен алаңға басады. Виброблокте параллел бiлiктерi бар корпус болатын дiрiл туғызушы екi бiлiктi дебалансныйы подшипниктерге орнатылған қолданған. Валахқа қосымша күшейтiлген қосымша жүктер бола алатын теңдестiктер болады.
| Көрсеткіштің аталуы | Норма |
| Жүк көтергіштігі, тн | 15 |
| Ауытқу сипаттамасы | Тік бағытталған |
| Жиіліктің ауытқуы, Гц | 45÷50 |
| Ауытқу амплитудасы, мм | 0,2÷0,5 |
| Цикл уақыты, сек | 90 |
| Дебаланстың статикалық моменті, Нм | 3,7; 4,5; 6,0 |
| Қалыптың нығайтылуы | электромагнитті |
| Габариттік өлшемдері, мм Ұзындығы Ені Биіктігі | 6500 3000 450 |
| Қуаттылғы, кВт | 88 |
| Кернеу, В | 380 |
| Габариттік өлшемдері Ұзындығы Ені Биіктігі | 10260 2990 685 |
| Масса, кг | 6600 |
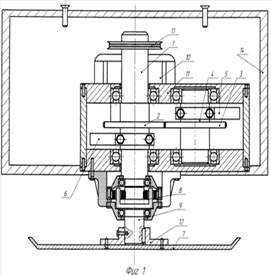
2.4-сурет. Тік көлденең тербелістері бар дискті тегістегіш
Өнертабыс құрылыс индустриясының облысы жатады және азаматтық және өнеркәсiптiк өндiрiс үшiн қатты бетон қоспа қалыпталған темiрбетон бұйымдардың былшырақ беттерiнiң сапалы өңдеуi үшiн бола алады. (1, 2) құрама темiрбетон бұйымдардың былшырақ бетон беттерiнiң өңдеуi үшiн белгiлi әр түрлi тегiстелетiн машиналар. Белгiлi тегiстелетiн машиналармен өңдеу бұйымның былшырақ жұмыстанылатын бетi бар жұмыс органының өзара әрекеттесуi жолымен iске асады.
Өте жақын ұсынылатын өнертабысқа диск, аяғында жұдырықша тетiк және серiппеде болатын айдаушы белдiк тегiстелетiн корпус тұратын тегiстелетiн машиналар өзiмен ұсынатын екi массалы жұмыс органының (RU 2204479 С2, 20.05.2003, 11/08-шi В28в) бетон беттерiнiң өңдеуi үшiн машина болып табылады.
Өнертабыс болатын техникалық есеп бұйымдардың беттiң өңдеуiнiң биiк сапасының алуы және металл қажеттiлiгiнiң төмендетуi болып табылады. Дiрiлдi - тегiстелетiн қою төмендегiше жұмыс iстейдi: 10нен рамада қозғалмай порталда бекiнетiн 14 айдаушы белдiкке 2-шi 3-шi теңдестiктiң бiлiгiнде 4 орналасқан шестерняға айналу тiстi iлiктiру арқылы жiберушi шестерня орналастырған 1 кеңiстiктегi жұмыс органының орын ауыстыруы үшiн 13 айналу белдiктi берiлiс арқылы берiлуге бекiтiлген электр қозғағышының қосындысында. Теңдестiктердiң бiлiктерi 5, 6 көлденең тура тербелiстер дiрiлдi құратын әртүрлi бағыттарда айналады - қоюды тегiстелетiн органға. Демек, 1-шi айдаушы белдiктiң айналуы 9-шы шығатын белдiктiң айналуын 8 жылдамдық планетарлық бiр сатылы редукторға бұрау моментiн алып бередi азаяды, 8-шi 9 планетарлық бiр сатылы редукторды шығатын белдiкте бұрау моментi үлкеедi. Бiлiкте 9 өз өсi туралы айналуды жасайтын 7-шi тегiстелетiн диск сонымен бiрге тiстi берiлiс - айналма траектория бойынша тура тербелiстердi жасайды 12-шi ернемектiк қосылыс арқылы бекiткен.
2.3 Жылу агрегаттарының сипаттамасы
Агрегатты-ағымды тәсіл кезіндегі жылумен өңдегенде периодты түрде жұмыс істейтін камералар мен автоклавты қолданады. Жылумен өңдеу кезіндегі камераларда қалыпты қысымда және 80-90°С, ал автоклавта – 8-10 атм қысымда 180°С жүргізіледі.
Темірбетон бұйымдарын өндірудің технологиялық процесі бумен өңдеу операциясымен аяқталады. Бұйымдарды қалыптардан босатады, техникалық бақылаудан өткізеді. Дайын бұйымдарды сақтау қоймасына жібереді, сол жерден тұтынушыларға таратады.
Агрегаттық-ағымды тәсіл үшін көбіне шұңқырлы камера қолданылады. Ол жерге толығымен немесе жартылай тереңдетілген және бұйымды алып, шығару үшін қақпағы ашық болады.
Камераға бу түбіне жақын төменде орналасқан диаметрі 50-60 мм труба арқылы енеді.
Шұңқырлы камера кран көмегімен орнатылатын үлкен көлемді бұйымдарды жылумен өңдеу үшін қолданылады.
Камераға төменнен берілетін өткір бу ауамен араласып булы-ауа араласпасын құрады, ол бұндай конструкциялы камераның жылу негізі болып табылады. Булы-ауа араласпасының температурасы таза будың температурасынан төмен болады. Темірбетон бұйымына кететін орташа бу шығыны 1м3 бетонға 250 ден 450 кг-ға дейін.
3 Технологиялық режимдер
3.1 Бетон араласпасын құю
Бетон араласпасын құруға 10 минут уақыт қажет етіледі.
3.2 Виброөңдеу режимі
Виброөңдеу режиміне 2 минут уақыт қажет етіледі.
3.3 Арматуралау режимі
Арматуралау режиміне 2 минут уақыт қажет етіледі.
3.4 Бұйымда бетонның қатаю режимі
Бұйымда бетонның қатаю режиміне 13 сағат 2 минут уақыт қажет етіледі. Температураны көтеру: 1,5 сағ.
Ұстап тұру: 8 сағ.
Суыту: 1,5 сағ
Барлығы: 11 сағ.
3.5 Жылумен өңдегеннен кейін бұйымды ұстау режимі
Жылумен өңдегеннен кейінгі бұйымды ұстау режиміне қысқы уақытта 12-14 сағат, жазғы уақытта 2 сағат уақыт қажет етіледі.
3.6 Қалыпты босату және дайындау
Қалыпты босату және дайындауға 14 минут қажет етіледі.
3.7 Қалыптайтын бұйымды өңдеу режимі
Қалыпталған бұйымдарды өңдеу, әрлеу жұмыстарына 5 минут қажет етіледі.
3.8 Технологиялық цикл. Операциялық график
3.1-кесте
Технологиялық цикл операциялық график
| Процесстер | Операция | Құрал- жабдық | Жұмыс маман дықтары, жұмысшы саны, разряд | Еңбек көлем, адам/ мин | |||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 |
| 1 | 1.1 Қалыптау постына орнату | Көпірлі кран | Бетоншы, 3-ші разряд, 2 | 2 | 1 | ||||||||||||||
| 1.2 Бұйымды қалыптау | Дірілді алаң | Бетоншы, 3-ші разряд, 2 | 4 | 2 | |||||||||||||||
| 1.3 Бұйымды жеткізу посты | Көпірлі кран | Такелажник, 3-ші разряд, 1 | 1 | 1 | |||||||||||||||
| 1.4 Қалыпты тазалау және майлау постына орнату | Рольганг | Бетоншы, 4-ші разряд, 1 | 2 | 2 | |||||||||||||||
| 2 | 2.1Қалыпты тазалау және майлау | Темір қыл сүрткілер | Бетоншы, 3-ші разряд, 2 | 7 | 3,5 | ||||||||||||||
| 2.2Армирлеу постына орнату | Рольганг | Бетоншы, 4-ші разряд, 1 | 2 | 2 | |||||||||||||||
| 3 | 3.1 Каркас жинау | Кондуктор | Арматурашы 4-ші разряд, 2 | 20 | 10 | ||||||||||||||
| 3.2 Каркасты қалыпқа орнату | Көпірлі кран | Арматурашы 4-ші разряд, 2 | 4 | 2 | |||||||||||||||
| 3.3 Қалыпты жинау | Қалып жинаушылар | Бетоншы, 3-ші разряд, 2 | 4 | 2 | |||||||||||||||
| 3.4 Қалыпты дірілдеткіш алаңына орнату | Рольганг | Бетоншы, 4-ші | 2 | 2 | |||||||||||||||
| 4 | 4.1Бетонқұйғышты дайындау | Бетонқұйғыш | Бетоншы, 4-ші разряд, 2 | 6 | 3 | ||||||||||||||
| 4.2Бетон араласпасын құю және нығыздау | Бетонқұйғыш, дірілді алаң | Бетоншы, 4-ші разряд, 2 | 8 | 4 | |||||||||||||||
| 4.3Тегістеу және қалып шетін тазалау | Темір қыл сүрткілер | Бетоншы, 4-ші разряд, 2 | 4 | 2 | |||||||||||||||
| 4.4 Қалыпты дірілдеткіш алаңнан алу | Көпірлі кран | Бетоншы, 4-ші разряд, 2 | 2 | 1 | |||||||||||||||
| 5 | 5.1 Қалыпты камераға орнату | Көпірлі кран | Такелажник, 3-ші разряд, 1 | 1,5 | 1,5 | ||||||||||||||
| 5.2 Қалыпты камерадан алу | Көпірлі кран | Такелажник, 3-ші разряд, 1 | 0,5 | 0,5 | |||||||||||||||
| 5.3 Қалыптау постына жеткізу | Көпірлі кран | Такелажник, 3-ші разряд, 1 | 1 | 1 | |||||||||||||||
| 5.4 Қақпақты ашып жабу | Көпірлі кран | Такелажник, 3-ші разряд, 1 | 2 | 2 | |||||||||||||||
| 6 | 6.1 Бұйымды жеткізу постына орнату | Көпірлі кран | Такелажник, 3-ші разряд, 1 | 0,5 | 0,5 | ||||||||||||||
| 6.2 Бұйымды босату | Кельма | Бетоншы, 3-ші разряд, 2 | 3 | 1,5 | |||||||||||||||
| 6.3 Арбашаға бұйымды орнату | Көпірлі кран | Такелажник, 3-ші разряд, 1 | 5 | 5 | |||||||||||||||
| Жұмыс ритмі шегіндегі жұмысы | Бетоншы, 4-ші разряд, 2 | 10 | |||||||||||||||||
| Бетоншы, 4-ші разряд, 1 | 6 | ||||||||||||||||||
| Бетоншы, 3-ші разряд, 2 | 10 | ||||||||||||||||||
| Арматурашы 4-ші разряд, 2 | 12 | ||||||||||||||||||
| Такелажник, 3-ші разряд, 1 | 11,5 | ||||||||||||||||||
| Көпірлі кран | 15,5 | ||||||||||||||||||
4 Өндірістік техногиялық есептеулер
4.1 Қалыптау орны (тізбек) саны. Бекітілген өндірістік өнімділік
Қалыптау посттарының тізбек санын мына формула бойынша есептейміз
n = Өж\Өж.ө. (4.1)
мұндағы Өж - орнатылған өндірістік өнімділік;
Өж.ө. - жылдық өнімділік.
n = 48960 м3\48960 м3= 1 дана
Қалыптау посттарының тізбек саны – 1 дана.
Орнатылған өндірістік өнімділік – 48960 м3.
4.2 Қалып арматура дайындау орын саны
Көрсетілген посттардың бар болуы тек қана ағымды технологияларға қатысты. Технологиялық схема бойынша пост түрлері анықталады, ал олардың жұмыс уақыты операция бойынша графикпен қабылданады. Посттар санының әрбір түріне мынандай формулаларды қолдану арқылы анықтаймыз:
Тазалау, майлау пост саны:
Nпост ≥ Nқ · tпост \ tқ.ц (4.2)
мұндағы Nқ- қалыптау посты;
tпост - тазалау, майлау және арматуралау уақытының ұзақтылығы;
tқ.ц. – қалыптау циклі.
Nпост ≥ 1· 14 \ 20 = 0,7 ![]() 1 дана
1 дана
Арматуралау пост саны
Nпост ≥ Nқ · tпост \ tқ.ц. (4.3)
Nпост ≥ 1·10\15 = 0,6 ![]() 1 дана
1 дана
4.3 Жылу агрегат саны
Шұңқырлы камераны толтыруға кеткен уақыт
![]() =
= ![]() ·
· ![]() = 15 · 10 = 150 мин (4.4)
= 15 · 10 = 150 мин (4.4)
мұндағы ![]() - қалыптау циклі.
- қалыптау циклі.
![]() – бір камерадағы бұйым саны
– бір камерадағы бұйым саны
Жылу ылғалды өңдеу циклі 11 сағат, алдын ала өңдеу 2 сағат, барлығы 13 сағат.
![]() = 22,3 сағ
= 22,3 сағ
![]() = 24/
= 24/![]() = 24/22,3 = 1,07
= 24/22,3 = 1,07
1 камера жылына неше бұйымды жылумен өңдеп шығаратынын мына формуламен анықтаймыз.
![]() =
= ![]() · c ·
· c · ![]() = 10 · 255 · 1,07 = 2729
= 10 · 255 · 1,07 = 2729 ![]() (4.5)
(4.5)
мұндағы ![]() - 1 камерадағы бұйым саны.
- 1 камерадағы бұйым саны.
с – 1 жылдағы жұмыс тәулігінің есептік саны.
![]() – камераның 1 күндегі саны.
– камераның 1 күндегі саны.
Камера санын мына формула бойынша есептейміз.
![]() =
= ![]() /
/![]() = 48960/2729 = 18 (4.6)
= 48960/2729 = 18 (4.6)
4.4 Бұйымды цехта ұстау орындарының саны
Бұйымды ұстау орнының өлшемі – 55 х 1,7 х 20 м
Цехта бұйымды ұстау орындарының санын - 152 дана
Жалпы сыйымдылығы – 2280 дана
4.5 Қажетті қалып саны
Қалыптың қажетті санын мына формула бойынша есептейміз:
Қ = Nж.ө. · nж.ө. + Nқ + Nпост (4.8)
мұндағы Nпост – қалыпты дайындау пост саны;
Nқ – қалыптау пост саны;
Nж.ө – камера саны;
nж.ө – 1 камерадағы бұйым саны.
Қ = 18 · 10 +1 + 2 = 183 дана
Қалыптың жалпы қажеттілік саны:
N=1,05 9 Қ (4.9)
мұндағы 1,05 – жөндеудегі 5% қалыпты ескеретін көэфицент;
Қ – қалыптың қажетті саны.
N=1,05 9 183 = 192 дана
4.6 Кран мөлшерін есептеу
Есептеу үшін барлық крандармен жасалатын операциалардын толық тізімін жасуым тиіс.
Онда қызмет көорсететін постар және жабдықтардың орналасуына тиіс, орын ауысатын жүктердін ұзындығы , ені ,биіктігі бойынша максималды операция келтіріледі.
Қалыптарды камера үстіне немесе дірілді аландардан көтеру үшін есептік биіктігі 1,5 м тең деп аламыз. Жүктерді ауыстыру уақытын кранын тех. Сипаттамасын байланысты келесі каефиентермен анықталады.
1. Ауысу ұзақтығы кезінде кран көтеру жылдамдығын пайдалану коэфиценті
а) 10 дейін 0,5 дейін
б) 30м дейін 0,8
в) 30 м жоғары 1,0
2. Ауысу ұзындығы кезінде кран арбасынан пайдалану коэфиценті
а) 10 дейін 5 дейін
б) 30м дейін 15м
в) 30 м жоғары 15 жоғары
Краның көпірі мен арбасынын жұмыс уақытын қосуға болмайды операция уақыты келесі нормалар бойынша қабылдауға болады.
1) Ілуді қоса бұйымды қалыптан алу б-60 сек
2) Бұйымды штабел, стелаж немесе арбада ілмектен қоса орнату 40 сек.
3) Автаматы травасы мен операциалар уақыты: а) дірілді аланға орнату және одан алу 10 сек б) Жылу камерасына орнату немесе одан шығару камера аумағына 30 сек
4) Бұйымды қолмен ілмекке ілу (бұйымды еденге немесе еденге алу)
5) Бір такелаждан 30 сек екеуіне 15 сек
Кран операциясын уақыт сомасын қалыптау тізбегінің сасанын және қалыптаудын сәйкес режимін қосу уақытын анықтайды. Кранның қажетті саны мына формула арқылы анықталады:  (4.10)
(4.10)
P1 - цех бойының бекітілген тәуліктік өнімділігі
P1 = 48960 / 255 = 192 (4.11)
Nk = 192 9 153 /8 960 9 60 9 0,7 = 1,4 ![]() 2
2
4.7 Өндірістік жабдықтың жинақтама кестесі
| № | Аты | Тип, марка | Сал-мағы,т | Қозғалтқыш | Техн.сипаттамасы | Қажетті саны, дана | Қосымша | |
| Тип | Қуаттылығы, кВт | |||||||
| 1 | Бетон араластыр-ғыш | СБ-138А | 3,5 | электрлі | 37 | Ұзындығы-2850 мм Ені-2700 мм Биіктігі- 1850 мм | 1 | |
| 2 | Бетон төсегіш | СМЖ-69А | 3,7 | электрлі | 7,1 | Ұзындығы- 3175 мм Ені- 4000 мм Биіктігі-2080 мм | 1 | |
| 3 | Дiрiл алаңы | СМЖ 200Б - 02 | 15 | 88 | Ұзындығы- 10260 мм Ені- 2990 мм Биіктігі- 685мм | 1 | ||
| 4 | Арбаша-прицеп | СМЖ-154-Б | 1,7 | - | - | Ұзындығы-6900 мм Ені-2500 мм Биіктігі- 780 мм | 1 | |
| 5 | Бетон таратушы | БР-1 | 2,1 | электрлі | 4,5 | Ұзындығы 3300; ені, 2100 мм; | 1 | |
| 6 | Кран | ТК-202 | 10 | электрлі | 39 | 18 м өндірістік цехқа арналған | 2 | |
| 7 | Қалып | 192 | ||||||
4.8 Бетонды ерітінді араласпа және материалдардың қажеттілігі
4.2-кесте
Бетонды ерітінді араласпа немесе материалдың қажеттілігі
| № | Материал атауы | Шығын, т | |
| 1м3 | Өж | ||
| 1 | Тас | 1,239 | 61571 |
| 2 | Құм | 0,552 | 27431 |
| 3 | Цемент | 0,400 | 198878 |
| 4 | Су | 0,200 | 9939 |
| 5 | Арматура | 0,74 | 36774 |
4.9 Технологиялық будың шығыны
Жылу ылғалды бу шығынының жөнделуін стандарт бойынша анықтаймыз. Технико экономикалық шығынын алдын ала бу шығынымен анықтайды. Агрегатты ағымды технология үшін 170 кг/м3.
Бу = 170 9 Өж. (4.11)
Бу = 170 кг/м3 9 48960 м3 = 8323200 кг.
4.10 Өндірістік бригаданың құрамы және квалификациясы
4.3 – кесте
Өндірістік бригада құрамы және квалификациясы
| Мамандығы | Бетоншы | Такелажник | Арматурашы | ||
| Квалификация | 3-ші разрядты | 4-ші разрядты | 3-ші разрядты | 4-ші разряд | |
| Бригада құрамы | 1 ауысымда | 4 адам | 3 адам | 4 адам | 2 адам |
| 2 ауысымда | 4 адам | 3 адам | 4 адам | 2 адам | |
| Барлығы | 5 адам | 4 адам | 8 адам | 4 адам | |
5 Құрылыстық технологиялық шешім
5.1 Өндірістік ғимараттың типі
Бейiмдеу - ғимараттар және зауытта әзiрлелетiн олардың құрастырымдық элементтерiнiң көлемдi-орналастыру параметрлерiнiң өлшемдерiнiң бiркелкiсiне келтiру. Бейiмдеу көлемдi-орналастыру параметрлердiң саны және (формаға және конструкция бойынша) бұйымдардың өлшемдi түрлерiнiң санының шектеуi мақсатқа ие болады. Сәулеттiк, техникалық және экономикалық талаптар бойынша өте мүлтiксiз шешiмдердiң таңдауы ол жолымен жүзеге асырады.
Типтелу - жобалау және құрылыстағы техникалық бағыт, мүмкiндiк беретiн үлгi жобалар және конструкциялардың бекiтудi кезеңiне дейiн жеткен қолданудың арқасында бiр iзге салған көлемдi-орналастыру және конструктивтiк шешiмдердiң түрлi объекттерiнiң құрылысын дүркiн-дүркiн жүзеге асыру.
Бiр үлгiдегi конструкциялар және қолдану үшiн сөзсiз бiр үлгiдегi бұйымдардың тiзбелерiнде сөзсiз қосылған пайдалануларда өз жақсы кепiлдеме берген бөлшектер.
Ұтымды көлемдi-орналастыру параметрлердiң iздеулерiнен тысқары (аралық, адым және биiктiк) және (құрылыс бұйымдарының сортаментi) конструктивтiк, бейiмдеу және типтелу функционалдық параметрлердiң градациясы орнатуы керек: жеке конструкциялар және ғимараттардың ұзақ уақытқа жарамдылықтары негiзiнен, температура - влажвостных және технологиялық тәртiптер тағы сол сияқтылар.
Бiр үлгiдегi көлемдi-орналастыру және конструктивтiк шешiмдер озық норма және өндiрiстiң әдiстерiн енгiзуi және дамыту және өндiрiс технологиясының әбден жетiлдiруiн мүмкiндiк ескеруге мүмкiндiк беруi керек. Бұл жерде орын ауыстыру және технологиялық жабдықты алмастырудың мерзiмдерi тiптi әр түрлi болатынын айтып тұруы керек: тең 3-4 жылдар бiр өндiрiстердiң олары үшiн, басқалар үшiн - 10 жылдарға және көп.
Типтелулер және бейiмдеудi сұрақтардың өңдеуiнiң жанында көрсеткiштер (әсiресе үлкен аралығы бар ғимараттар) көтерушi құралымдарды дамытуды перспектива, модулдiк жүйенiң талабы, ғимараттардың айқын сәулетшiлiк - көркем әлпеттiң қамтамасыз етуiн мүмкiндiк және техникалық-экономикалықты сонымен бiрге есепке алады.
Сайып келгенде, бiр iзге салған көлемдi-орналастыру және конструктивтiк шешiмдер мұздап кеткен бiрдеңелерi болып табылмайды; олар жобалаудың нормалары және қала құрылыс талаптардың құрылыс өндiрiсiнiң технологиясындағы өрлеуi, өзгерiсiмен байланысты үнемi мiнсiздiкке жетедi.
Элементтердiң алмастырмалығымен қамтамасыз етсiн олардың құрастыруына кешендi жолында мүмкiн. Алмастырмалықтар керектi шарт олардың материалдарынан тәуелдiлiк жасау және конструкциялардың құрастыруының кiру рұқсаттарының бiрыңғай жүйесiн өндiру тыс болып табылады.
Өзара алмасатын конструкциялардың мысалдарымен өзара алмасатын ауылы үлкен өлшемдi панелдердiң жолсыз, қабырғалық блоктерiнiң жолдары және өйткенiмен темiрбетон немесе ағаш, жамылғының металлдық ригелдердiң алмастыруы қызмет көрсете алады сыртқы ғимараттың қабырғаларының панелi, бiрдей шақталар болуы керек, теплотехникалық және басқа сапалар бойынша, бiрақ iстелiнген әр түрлi материалдардан.
Мысалы, бейiмдеулер жоғарғы форма әмбебап конструкциялар және бөлшектердi жасау болып табылады, қабырғалар және жамылғылар үшiн әр түрлi аралықтары бар ғимараттардағы әр түрлi объекттер және конструктивтiк схемалардың бiр өлшемдi түрдiң қолдану бағаналары, ылғи бiр панелдердiң қолдануы үшiн жарамды тағы сол сияқтылар.
Әмбебап орналастыру шешiмдерi, iстеушi ғимараттар солқылдақ технологиялық қатынастарда, әмбебап конструкциялар және бөлшек тәрiздi олардың қолдануының облыстарын кеңейтедi. Сонымен, бейiмдеулер және типтелудiң негiзгi есептерiмен болып табылады: олардың кең одақтасуы үшiн өнеркәсiп ғимараттарының түрлерiнiң санының кiшiрейтуi және ғимарат және шарттардың жасауы; сериялылықтың жоғарылатуы және олардың Зауыт жасауын құнның төмендетуiн мақсатпен құранды конструкциялар және бөлшектердiң өлшемдi түрлерiнiң санының қысқартуы; олардың түйiндесi және бекiткiштiң оңай қабылдауларының монтаждық бiрлiктер және өңдеуге конструкцияларының тиiмдi мүшелеуi; озық техникалық шешiмдердiң қолдануы үшiн жақсы шарттардың жасауы.
5.2 Технологиялық жабдықтар мен құрылыстардың орналасу принципі
Технологиялық схемаға сәйкес өндіріс жабдықтары орналастырылған. Бетон тасығыш 5 арматура орнату 5 бетон төсегіш 5 діріліді алаң 5 алдын-ала ұстау посты 5 қалыпты тазалау 5 ЖЫӨ камерасы 5 қалыптан босату посты 5 цехта ұстау посты 5 өздігінен жүретін арба.
5.3 Өндірістік алаңдар
Кіру есігінен бетон құйғышқа дейінгі аралық - 5000 мм
Бетон құйғыш өлшемдері – 5200 х 6300 мм
Бетон құйғыштан дірілді алаңға дейінгі аралық – 2000 ![]()
Дірілді алаң өлшемдері – 10260 х 2940 мм
Дірілді алаңнан шұңқырлы бумен өңдеу камерасына дейінгі аралық – 3 м
Шұңқырлы бумен өңдеу камерасы өлшемдері – 49500 ![]()
Шұңқырлы бумен өңдеу камерасынан бұйымды ұстау постына дейінгі аралық – 7000 мм
Бұйымды ұстау посты өлшемдері – 15000 х 10000 мм
Бұйымды ұстау постынан арбашаға дейінгі аралық – 2000 мм
Арбашадан шығу есігіне дейінгі аралық – 4000 мм
Майлау, тазалау посты өлшемдері - 10260 х 2940 мм
Арматуралау посты өлшемдері – 10260 х 2940 мм
Қалыпқа арналған аудан – 10260 х 2940 мм
Жалпы цех бойынша жабдықтардың орналасу ұзындығы – 99060 мм, ені – 18000 мм
6 Өндірістік процестерді ұйымдастыру
6.1 Технологиялық транспортты жабдықтардың жұмысының циклограммасы
10 т екі арқалықты көпірлі кран шеткі арқалықта орналасқан жүргіш дөңгекпен кран жолымен қозғалатын көпір. Кран жолы цех бағаналарының жоғарғы шығыңқы жерлеріне сүйенетін кранасты арқалықта орналасады
Кранның қозғалыс механизмі кран көпірінде орналасқан.
Екі арқалықты көпірлі кранның көтеру механизмін жүкті кран арбаша атқарады.
Екі арқалықты көпірлі кран құрылыс индустриясы кәсiпорындардың өндiрiстiк цехтарында қолданылады.
Екі арқалықты көпірлі кранның жүкті бекітуші ретін iлмек салпыншағы орындайды.
Көпірлі кранның жұмыс механизмін басқаруды оператор-краншы атқарады.
Приводтармен басқару электроаппаратурасы және резистор қораптары көпірлі кранда орналасқан тартпаларда орналасады.
Электр қозғалтқыштар цехтық троллей арқылы қоректенеді.
Электр энергиясын жүргізу үшін кран конструкциясына бекітілген токосъем қолданылады.
Көпірлі кран цехтың жоғарғы жағында орналасуына байланысты өте қолайлы және де ешбір орын алмайды.
6.2 Өндірісті техникалық бақылау
Бетон және темiрбетон бұйымдардың өндiрiстiк сапасын бақылауы барлық технологиялық үдерiстердi орындауды операциялық бақылаудың түсетiн материалдар және комплект жасайтын элементтерiнiң енгiзу бақылауының өткiзуi және жасалған тауарлық өнiмнiң сапасының қабылдап алу бақылауы сапа жүйесiмен сәйкес кәсiпорын-жасап шығарушыны техникалық бақылауды бөлiмнiң лабораториясымен жолымен iске асуы керек.
Бетон, темiрбетон бұйымдардан басқа тауарлық өнiмге сонымен бiрге бетон және ерiтiндi жатады араластыр, элементтер арматуралық бұйымдар және кепiлдеме қағаздар.
Кiру бақылауы материалдар және комплект жасайтын элементтерiнiң кәсiпорынында материалдар және элементтер және олардың сырттай қарауының нәтижелерi келтiрiлген төлқұжаттар немесе сертификаттардың мәлiметтерiнiң салыстыруы бұл жолымен өндiрiп алуға түсетiн, сонымен бiрге мерзiмдiлiгi және көлемi материалдар стандарттар және техникалық шарттардағы бұл iске асатын түрдiң iрiктеу сыналатын бақылау сынаулары. Ережелердi сақтауға және материалдар және комплект жасайтын элементтердiң сақтау мерзiмдерiнiң периодты бақылауы сонымен бiрге iске асады.
Орындаудың жанында әрбiр технологиялық үдерiс келесi бақылау операциялары өндiрiп алу тиiстi: қолданылатын материалдар және кешендi элементтердiң кiру бақылауы; жабдықтың күйiн бақылау, формалар, құрал-саймандар, аспаптар, құралдар; технологиялық операцияларды орындауды операциялық сапаны бақылау.
Бұдан басқа, дайын бетон және ерiтiндiсi араластыр, элементтер арматуралық бұйымдар және кепiлдеме қағаздар Г және Дтiң айтылған қосымшаларымен Дбн А3.1-7-96, талаптарымен сәйкес сапаның қабылдап алу бақылауы өте алуы керек.
Және операциялық бақылау дайын бетон және темiрбетон бұйымдарының сапаны бақылауын Дбн А3.1-7-96.
Қабылдау кезеңін өндiрiстiң құжаттамасының технологияларымен әзiрлелетiн бұйымдардың түрi және қабылданған технологиясына байланысты орнатады Енiң қосымша айтылған Дбн А3.1.-7-96, талаптарымен сәйкес өндiрiп алу керек болуға кiретiн өткiзуiнiң әдiстерi ұйым, мерзiмдiлiк.
| Беріктілікті бақылау | ||||||
| Прогон маркасы | Жойылудың түрлері мен «С» коэффициентінің шамасы | |||||
| Бетонның сығылыңқы зонасының қирауына жеткенге дейін көлденең арматураның көлбеу қимасын және қалыпты мен көлбеу қимасында бойлық созылған арматурадан болатының сығымдылығы, С=1,4 | Созылған бойлық араматураның үзілуі және сығыңқы зонада бетонның қирауы болаттың ағындылығына жеткенше дейін, С=1,6 | |||||
| Жоюшы жүктеменің шамасы, P кН (кгс) | Жоюшы жүктеменің шамасы, P кН (кгс) | |||||
| Бұйымның жарамдалығының нақтылануы | Қайта сынау қажеттілігі | Бұйымның жарамдалығының нақтылануы | Қайта сынау қажеттілігі | |||
| Бұйымның өз салмағын қосқанда | Бұйымның өз салмағын қоспағанда | Бұйымның өз салмағын қоспағанда | Бұйымның өз салмағын қосқанда | Бұйымның өз салмағын қоспағанда | Бұйымның өз салмағын қоспағанда | |
| ПРГ 60.2.5-4 АтV | 168,0 (17120) | 161,0 (16405) | 136,9 (13945) | 192,0 (19565) | 185,0 (18850) | <185,0 (18850) |
6.3 Қауіпсіздік техникасы
Негiзгi технологиялық жабдықтармен жұмыс iстегенде техника қауiпсiздiгiнiң талабын сақтау керек. Жабдықтың техникалық күйi жұмыстың басталуына дейiн тексеруi керек. Техникалық қауіпсіздік ережесін жоғарыда айтылған темірбетон бұйымдарын өндіретін цехта, зауытта жұмыс жасайтын әр жұмысшы білуі, әрі қатаң сақтауы қажет.
Виброалаңда, бетон төсейтін машинистер және қол вибраторымен жұмыс істейтін адамдар вибрацияға ұшырайды.
Виброалаңның амплитудасы мен жиілігінің ауытқуы қауіпсіздік шамасының шегінен асады, сондықтан жұмыс істеп жатқан виброалаңда жүруге қатаң тыйым салынған.
Дiрiл алаңы маңында рұқсат етiлмейдi: оның жұмыс барысында діріл алаңынын рамасында тұруға; жабдықты сигналдың алдын ала беруiсiз iске қосуға; оның жұмыс барысында тексеру және тетiктердiң реттеуiн жұмыстарын асыруға; жөндеуге жарамсыз құрылғылармен жұмыс істеуге.
Дірілмен шудың қатты болуы да байланысты, оны төмендету үшін дыбыс жұтатын қалқандар мен қаптарды қолданылады. Шудың рұқсат етілген мөлшері нормативтік құжаттарда көрсетілген, инженер-технолог бақылауымен жиі қадағаланып тұруы қажет.
Машиналарды пайдалану барысында егер алаңда адам болса, машинадарды жөндеуге, майлауға және жөндеуге рұқсат етілмейді. Алдын ала дыбыс берусіз машинаны іске қосуға немесе тоқтатуға болмайды.
Өртке қарсы іс-шараларға цех бастығы жауап береді. Цехте өрт қауіпсіздік сигнализациясы болуы шарт, және де өрт болуы барысында эвакуациялық жолдар қарастырылады.
Өрт болудың себептеріне дәнекерлеу және кесу технологиялық операциясында отпен ұқыпсыз пайдалану болуы мүмкін.
Цехте өрт сөндіру құралдары бар: өртсөндіргіштер, қалақтар, балта.
Жұмыс iстейтiн өрт қауiпсiздiгi ережелерiнiң үйренуi – жаңа түскен қызметкерлер iшiнен инженерлiк-техникалық жұмыс өткiзетiн өрт қауiпсiздiгi бойынша алғашқы инструктаж жұмыс орындарында сонымен бiрге өрт қауiпсiздiгi бойынша қайтадан инструктаждарды өтедi өтедi.Жылына бір рет жұмысшылар өрт техникасын өтеді.
Ошақтар жалы пайда болудың нәтижесiнде көбiктi от немесе ұнтақты сөндiргiштердi қолданады.
380 В-тан жоғары емес кернеулi электр қондырғыларды сөндiрулер үшiн тек қана көмiрқышқыл от сөндiргiштер қолдану керек. Өрт шығуын алғаш сезген адам белгi беріп, өрт сөндiру шараларын қолдану қажет.
Өрт қауiпсiздiгiнiң қате жерлерін анықтау үшiн, өрт барысында көмек көрсету үшін цех ішінде ерікті өрт жасағы ұйыдастырылған.
Ондаған реттегi дiрiл алаңшаларының амплитуда және тербелiс жиiлiгi қауiпсiз мәндер асатындығы, оның жұмысы дiрiл алаңшада уақытында болуға рұқсат етiлмеуге үзiлдi-кесiлдi.
Дiрiл алаңшаның бiр бөлiгi бетон қоспасы орташа тегiстеуге болатын төсенiштер кең дiрiл алаңшаларда ұнау керек. Дiрiл алаңшаға адам болып қалыптасатында тетiктердiң қозғаушының сөндiруi үшiн құралдармен орынды тiптi дiрiл алаңшаны да жабдықтаны дау.
Егер дiрiл алаңшадан дiрiлдеу еденге берiледi қасында дәреже,ғана емес,не шақырса, оны кiшiрейту керек әсердiң жұмыс елеулi, кедергi жасайтын жұмыстары керек. Дiрiл алаңшаны ол үшiн жұмсақ серiппеден астамға орнатады немесе солқылдақ серiппелер немесе резеңке тiрек арқа сүйейтiн шомбал тақталардан арнайы алаңдар жұмыс орындарында ұнайды.
Бетонтөсегiштiң машинистының жұмыс орыны дiрiлдеулерден қорғайды: кемiнде 100—150 кг салмақпен солқылдақ серiппе арқа сүйейтiн бетон немесе металлдық тақтаға отыруларға орнатады, немесе аралық серiппелер сыйғызып салатын екi құрыштан жасалған парақтардың отыруы ұнайды. Дiрiлдеу бетонтөсегiштiң штурвалы арқылы жұғыспау үшiнбiлiктiң подшипниктерi амортизациялайтын серiппелерге орнатады.
Болттардың созылуын мұқият тексеру керек дiрiлдеткiштермен ауытқығыш бөлшектерге әсiресе мұқият тексеру керек жабдықталған тағы басқа құрылымдармен дiрiл алаңшалармен, виброштамптармен жұмыс iстегенде.
30 диаметрлерге қалыпталатын бұйымдарда, тереңдiкке кемiнде ненi оларының бетонына батпағының анкер топсалары әсiресе мұқият орнату керек. Топсалар темiрбетон конструкцияларда жұмыс арматураларына от алатын iлмектер аяқтарда алуы керек. Топсаның бұйымдарының көтерудi алдында қарап шығады және олардың сенiмдiлiгiндегi күмәннiң жағдайында 0, 2—0, 3 мнiң биiктiкке элементтерiнiң сыналатын көтерулерi өткiзедi.
ҚОРЫТЫНДЫ
ПРГ темірбетон прогоны ғимараттың көлденең жабын конструкциясы болып табылады. Темірбетон прогоны тікбұрышты немесе таврлы түрде болады. Қазіргі құрылыс саласында да кең қолданысқа ие. Соның қоғамдық ғимараттар, қабырғасы кірпіштен немесе үлкен блоктардан салынған тұрмыстық ғимараттар құрылысында темірбетон прогондарын пайдаланаланады.
Агрегатты – ағымды тәсілмен 5980х500х200 мм өлшемді 1,6 тонналық темірбетон прогондарын өндіру цехын жобаладым. Жоба бойынша цехтың жылдық өнімділігі Өж = 48960 м3/жылына, 1 жылдағы жұмыс тәулігінің есептік саны – 255 күн, қалыптау посттарының тізбек саны – 1 дана, тазалау, майлау пост саны – 1 дана, арматуралау пост саны – 1 дана, камера санын - 18 дана, камераның 1 күндегі айналым саны - 1,07; 1 камера жылына 2729 м3 бұйымды жылумен өңдеп шығарады, цехта бұйымды ұстау орындарының санын - 152 дана, қалыптың жалпы қажеттілік саны- 192 дана, кранның қажетті саны – 2 дана, цехта 2 ауысымда жалпы 26 адам қызмет атқарады. Жалпы цех бойынша жабдықтардың орналасу ұзындығы – 120 000 мм, ені – 18000 мм-ге тең болды.
Пайдаланылған әдебиеттер тізімі
1 Баженов Ю.М., Комар А.Г. Технология бетонных и железобетонных изделий, -М.: Стройиздат, 1984. – 425 с.
2 Комар А.Г., Строительные материалы и изделия, М.: Высшая школа, 1988. – 150 с
3 Комисаренко Б.С., Чикноворьян А.Г. и др., Проектирование предприятий строительной индустрии, Самара, 1999. – 305 с.
4 Королев К.М., Производство бетонной смеси и раствора, М.: Высшая школа, 1973. – 68 с.
5 Николаев С.В., Сборный железобетон. Выбор технологических решений, М.: Стройиздат, 1978. – 94 с.
6 Попов Л.Н.,Технология железобетонных изделий в примерах и задачах, Высшая школа, 1987. – 57 с.
Похожие материалы

... і: СТ-3 А – І стержінді жалпақ d=6÷40 мм СТ-5 А – ІІ стержінді периодты профилімен d=10÷30 мм 25Г-2С А – ІІІ d=6÷40 мм 35ГС А – І/ d=10÷32 мм А - / d=10÷18 мм Құрылыс объектісіне дайын арматура сеткалары және каркастар әкелінуі мүмкін. Арматураны дайындау келесі операциялардан тұрады: 1. дайындау; 2. кесу; 3. арматураны ...
0 комментариев