Санкт-Петербургский государственный политехнический университет
Кафедра физики полупроводников и наноэлектроники
Курсовой проект
Дисциплина: Организация и планирование производства
Тема: Изготовление копий ключей
Выполнил студент гр. 3096/1 А.Н.Гордиенко
Руководитель, М.П.Синявина
"___"_______________ 2003 г.
Санкт-Петербург
2003
ВведениеДанная курсовая работа выполнена в рамках дисциплины "Организация и планирование производства". Целью этой работы является ознакомление с общими принципами планирования производства, организацией его хозяйственных и трудовых ресурсов.
Выбор темы основывался исходя из нескольких соображений. Во-первых, сам процесс производства является легкодоступным для наблюдения за ним и исследования его параметров. Во-вторых, легко разобраться в его основных этапах, не имея при этом специального образования.
Этот вид производства изготавливает копии практически всех типов ключей, за исключением ключей с электронной начинкой, производимых крупной промышленностью. С продуктами этого производства, так или иначе, сталкивается практически каждый человек хотя бы раз в своей жизни.
1.Описание предприятияВыбранная сфера деятельности представляет собой кустарное производство. Суть деятельности заключается в производстве копий ключей на заказ. Образец-оригинал ключа предоставляет на время изготовление непосредственно сам заказчик. В штате предприятия работает 1 мастер. Этот мастер выполняет все основные функции: приём заказа, выполнение заказа, передача выполненного заказа непосредственно самому заказчику. Мастер так же несёт ответственность за качество выполняемого им заказа. Большее количество мастеров не является оптимальным для выбранной сферы деятельности.
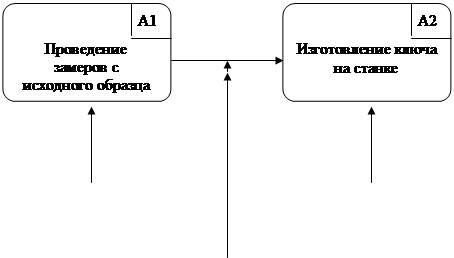
2.Описание технологического процессаВ представленном проекте описывается изготовление дверных и сейфовых ключей. Для производства этих ключей используется токарно-фрезерный станок OPERA IV. На первой стадии визуально, в сравнении с ключом-оригиналом, выбирается наиболее подходящая заготовка ключа. Потом, с помощью штангенциркуля измеряются и записываются все параметры ключа-оригинала. После измерений начинается непосредственное изготовление ключа на станке. Весь процесс можно разделить на две глобальные стадии: черновая и чистовая обработки заготовки. На первой стадии происходит срез лишнего материала фрезой для грубой обработки по измеренным размерам с небольшим запасом материала, учитывающем будущую чистовую обработку. На второй стадии с помощью чистовой фрезы происходит срез всего оставшегося лишнего материала, таким образом обеспечивая точное соответствие размеров изготовленного ключа размерам ключа-образца. На первой и второй стадии происходит постоянный контроль размеров с помощью штангенциркуля. После обеих стадий образец является готовым продуктом.
3.Расчет времени изготовления одного ключа| Номер заказа | Время измерения всех параметров |
| 1 | 1 мин 55 с |
| 2 | 1 мин 50 с |
| 3 | 2 мин 2 с |
| 4 | 2 мин 5 с |
| 5 | 1 мин 58 с |
| 6 | 2 мин10 с |
Таблица 3.1: Время измерения параметров ключа-образца
| Номер заготовки | Время выполнения черновой обработки |
| 1 | 4 мин 35 с |
| 2 | 5 мин 15 с |
| 3 | 5 мин 20 с |
| 4 | 5 мин 25 с |
| 5 | 4 мин 40 с |
| 6 | 4 мин 45 с |
Таблица 3.2: Время выполнения черновой обработки ключа-заготовки
| Номер заготовки | Время выполнения чистовой обработки |
| 1 | 4 мин 5 с |
| 2 | 4 мин 45 с |
| 3 | 4 мин 50 с |
| 4 | 4 мин 55 с |
| 5 | 4 мин 10 с |
| 6 | 4 мин 15 с |
Таблица 3.3: Время выполнения чистовой обработки ключа-заготовки
Среднее время измерения всех параметров ключа-образца Tи = (1/6)åtиi*) = =12 мин /6= =2 мин
Среднее время черновой обработки ключа-заготовки Tчер = (1/6)åtчерi =30 мин /6= =5 мин
Среднее время чистовой обработки ключа-заготовки Tчис = (1/6)åtчисi =27 мин /6= =4 мин 30 с
Среднее время, необходимое для установки ключа-заготовки в станок и смены фрезы Tдоп = 30 с
Суммарное время, необходимое для изготовление одного ключа Tå = Tи + Tчер + +Tчис + Tдоп = 2 мин + 5 мин + 4 мин 30 с + 30 с = 12 мин = Tå
4.Расчет мощности производства
В данном случае расчет мощности производства осуществляется исходя из восьми часового рабочего дня.
На подготовку к работе мастера и технический осмотр им рабочего оборудования выделяется 30 мин. На осмотр оборудования в конце рабочего дня выделяется 18 мин. Итого, время не включённое в производство Tнвк = 48 мин.
Оставшееся время на производство Tпр = 8 ч - Tнвк = 7 ч 12 мин
Мощность производства M = Tпр / Tå = 36 ключ/день
5.Заключение
Данный вид производства не является технологичным с точки зрения крупно-партийного производства. Такое производство является оптимальным лишь в рассматриваемом случае, когда заказ поступает в единичном экземпляре от частного лица, и этих заказчиков не более нескольких десятков в день.
*) В.П.Чистяков, "Курс теории вероятности", Москва "Наука" 1987, стр. 170
6.Приложение Блок-схема производственного процесса

![]()
![]()
![]() форма-заготовка ключа копия ключа образца
форма-заготовка ключа копия ключа образца
А0
штангенциркуль токарно-фрезерный
станок Opera IV
форма-заготовка ключа
А2

фреза для черновой фреза для чистовой
обработки обработки
Содержание
Введение…………………………………………………………………………………...1
1.Описание предприятия...………………………………………………………………..2
2.Описание технологического процесса………………………………………………....2
3.Расчет времени изготовления одного ключа……………………………………..…....3
4.Расчет мощности производства………………………………………………………...4
5.Заключение…………………………………………………………………………….…4
6.Приложние……………………………………………………………………………….5
Похожие работы
... с применением полиграфических компьютерных технологий? 10. Охарактеризуйте преступные деяния, предусмотренные главой 28 УК РФ «Преступления в сфере компьютерной информации». РАЗДЕЛ 2. БОРЬБА С ПРЕСТУПЛЕНИЯМИ В СФЕРЕ КОМПЬЮТЕРНОЙ ИНФОРМАЦИИ ГЛАВА 5. КОНТРОЛЬ НАД ПРЕСТУПНОСТЬЮВ СФЕРЕ ВЫСОКИХ ТЕХНОЛОГИЙ 5.1 Контроль над компьютерной преступностью в России Меры контроля над ...
... по соответствующему полю). В окне Конструктора таблиц созданные связи отображаются визуально, их легко изменить, установить новые, удалить (клавиша Del). 1 Многозвенные информационные системы. Модель распределённого приложения БД называется многозвенной и её наиболее простой вариант – трёхзвенное распределённое приложение. Тремя частями такого приложения являются: ...
... , порчи, и комиссия во главе с директором предприятия принимает решение по результатам инвентаризации (акты утверждает директор). В соответствии с рядом постановлений Правительства Республики Беларусь и Законом «О бухгалтерском учете и отчетности» стоимость обнаруженных излишков имущества зачисляется на счет 92 «Внереализационные доходы и расходы». В случаях недостач, порчи имущества в пределах ...
... договора, утвержденного протокола и др.)...»; «В порядке оказания (содействия, помощи и др.)...»; «В целях (совершенствования контроля, использования полномочий и др.)...»; благодарность: «Министерство юстиции Российской Федерации благодарит Вас за своевременный ответ на запрос от (дата)...№...»; «Мы благодарны Вам за содействие в организации профессионального обучения работников»; «Заранее ...
0 комментариев