Московский Государственный Авиационный Институт
(Технический Университет)
кафедра «Конструкционные материалы»
Реферат
на тему:
«Производство никеля»
| Студент: Павлюк Д.В. группа 02-206 | |
| Преподаватель: Тазетдинов Р.Г. |
2000г.
Содержание:
Введение……………………………………………………………………………….3
Общие сведения о производстве никеля на различных предприятиях……………4
Схема обжига флотационного концентрата с полным возвратом пыли…………..5
Схема обжига флотационного концентрата с частичным возвратом пыли……….7
Обогащение никелевых руд………………………………………………….……….9
Флотация……………………………………………………………………………….9
Переработка медно-никелевых штейнов…………………………………………….11
Переработка файнштейна…………………………………………………………….11
Получение металлического никеля………………………………………………….13
Электролитическое рафинирование…………………………………………………14
Список использованной литературы ………………………………………………..16
ВВЕДЕНИЕ
Кобальт и никель как индивидуальные химические элементы открыты лишь в середине XVIII в. Но их минералы были известны с древнейших времен.
Минералы никеля употреблялись в Китае за 235 лет до н. э. для изготовления монет, в которых содержалось 78% меди и до 20% никеля (этот сплав назывался пагфонгом). В Европе аналогичный минерал был открыт в 1094 г. в Саксонии. Но так как извлечь из него металл не умели, то назвали «купферникель», что означает «дьявольская медь».
Никель был открыт шведским ученым А. Ф. Кронштедтом и 1751 г. в минерале николите. Первое практическое применение он обрел в 1824 г., когда в Европе появилась имитация китайского пагфонга, а с 1850 г. в ряде стран началось производство мелких никелевых монет.
В конце XIX и начале XX в. были открыты многие исключительно ценные свойства кобальтовых н никелевых сплавов и с этого времени оба металла приобретают все подрастающее значение. И кобальт, и никель принадлежат к стратегическим металлам, н применяются в очень важных областях играющих первостепенную роль в научно-техническом прогрессе.
Кобальт и никель широко применяются для изготовления магнитных сплавов. Качество постоянных магнитов определяется величиной остаточной индукции (в гауссах) и коэрцитивной силой, т. е. сопротивлением размагничиванию (в эрстедах). Кроме того, магниты должны быть устойчивы к температурным и механическим воздействиям (вибрации) и поддаваться обработке.
Никель и кобальт не принадлежат к числу наиболее распространенных элементов, но они широко распространены в природе. Оба металла обнаружены в солнечной короне и найдены в метеоритах, а на земле встречаются повсеместно: в горных породах, в морской и речной воде, в каменных углях и почве, в растительных и животных организмах. Их абсолютное и относительное количество в каждом случае варьирует в довольно широких пределах, но, как правило, никеля больше, чем кобальта.
В земной коре кобальт и никель находятся преимущественно в виде сульфидов и арсенидов или продуктов их окисления, а также в виде силикатов, образуя самостоятельные минералы и сопровождая аналогичные минералы железа, меди, марганца и некоторых других элементов. По-видимому, близость ионных и атомных радиусов этих металлов допускает взаимное замещение. При этом в никелевых и железных рудах, а также в силикатных горных породах соотношение Со : Ni в ряде случаев примерно такое же, как и в метеоритах, В отдельных месторождениях Сибири и Урала никель был найден в металлическом состоянии.
Полагают, что пo мере охлаждения земной коры различные химические элементы выделялись как бы в три этажа: в более глубоких внутренних слоях тяжелые металлы, за ними сульфиды и, наконец, в самом внешнем поясе — силикаты. В результате дифференциации магмы кобальт и никель концентрируются в основном в ультраосновных горных породах, причем их содержание выше в тех скалах, которые выделились раньше. Так, например, в базальтах относительное количество обоих металлов в 6 раз выше, чем в олигоклазах, а в гранитах совершенно ничтожно.
Если судить по составу метеоритов, то можно полагать, что в недрах земли содержится до 8—10% кобальта и никеля, в сульфидах от 1 до 4%, а в силикатах 0,001% Со и 0,02% Ni. По данным, общее содержание никеля в земной коре 0,02% и соответственно кобальта 0,001%. Однако за последние годы и ряде работ приводятся иные данные: содержание кобальта в них оценивается в 0,004%, никеля 0,01%.
Следы никеля обнаружены в продуктах вулканических извержений и в нефти, в минеральных источниках и в пахотной земле, в растениях и в живых организмах (в частности, он содержится в поджелудочной железе).
В основном минералы никеля и кобальта представляет собой сульфиды, арсениды, арсенаты и силикаты. Они часто образуют соединения с примесью железа, меди или марганца, свинца и некоторых других металлов. При этом кобальта больше в сульфидах и арсенидах, а никеля — в силикатах.
Собственно никелевых минералов и минеральных видов известно около 50. В основном это сульфиды, арсениды и силикаты. Силикаты никеля содержат следы кобальта, a арсениды сопровождаются аналогичными кобальтовыми минералами.
Наиболее важное промышленное значение в настоящее время имеют пентландит, никелин и гарниерит. Никель входит в состав многочисленных минералов других элементов, среди которых особенно важное значение имеет пирротин. Хотя содержание никеля здесь не превышает 0,6%, но распространенность пирротина, мощность его месторождений и сравнительная доступность никелевых включений делает извлечение этого металла из руд практически целесообразным.
Никелевые и медно-никелевые руды часто сопровождаются минералами не только кобальта, но и некоторых других ценных металлов, в том число платины и ее аналогов.
ОБЩИЕ СВЕДЕНИЯ О ПРОИЗВОДСТВЕ НИКЕЛЯ НА РАЗНЫХ ПРЕДПРИЯТИЯХ.
Производство никеля из руд включает несколько стадий переработки сырья с получением на каждой из них соответствующего полупродукта. В мировой практике на большинстве предприятий, производящих никель, такими полупродуктами являются никелевый концентрат или никелевый (медно-никелевый) файнштейн. Они направляются на окислительный обжиг для возможно более полного удаления серы из материала перед последующей переработкой его на анодный металл.
Содержание серы в закиси никеля перед ее плавкой на аноды должно быть в пределах 0,01-0,5 %. Такое низкое содержание можно получать окислительным обжигом сульфидного материала лишь при 1100—1250 С. Нагрев никелевого сульфидного материала до такой температуры сопровождается спеканием и оплавлением его зерен уже при 650—750 С, что и явилось тем барьером, который долго не могли преодолеть во время испытаний обжига этих материалов в печах кипящего слоя.
До внедрения окислительного обжига никелевых сульфидных полупродуктов в промышленных печах кипящего слоя(КС) его подготовку к высокотемпературной обработке осуществляли в две стадии: первую — в многоподовых печах при температурах до 840-860°С с механическим перегреванием материала на 12 подах и пересыпанием его с пода на под и вторую — в трубчатой вращающейся печи с нагревом закиси никеля до 1100—1250°С. На первой стадии обжига зерна сульфидного материала медленно нагревались до 840-860°С, окисляясь с поверхности, что предотвращало их спекание в интервале температур 650-750°С. Процесс осуществляли в сложных по конструкции, громоздких и трудно управляемых печах, занимавших большую площадь, требовавших большого расхода углеродистого топлива и тяжелого физического труда.
Вторую стадию окислительного обжига осуществляли без каких-либо трудностей в трубчатых вращающихся печах, получение высокой температуры в которых достигалось за счет сжигания углеродистого топлива.
Освоение процесса окислительного обжига в печах позволило устранить крупные недостатки прежней технологии и перевести ее на автогенный режим. Появилась возможность механизировать и автоматизировать отдельные операции и весь процесс.
Получаемые при обжиге отходящие газы содержат повышенную концентрацию сернистого ангидрида, что позволяет производить из него серную кислоту. Избыточное тепло процесса можно отводить и использовать для технологических нужд.
В настоящее время окислительный обжиг никелевых сульфидных материалов и полупродуктов широко применяют в производстве никеля. В связи с тем, что объемы производства никеля во всем мире непрерывно возрастают, дальнейшее совершенствование технологии этого вида обжига имеет большое значение. Необходимо изыскивать резервы для дальнейшего улучшения технико-экономических показателей и повышения эффективности производства.
На никелевых предприятиях исходным материалом для обжига в кипящем слое являются никелевые файнштейны и никелевые концентраты, получаемые при разделении медно-никелевых файнштейнов методом флотации.
Никелевый файнштейн получают из окисленных никелевых руд. содержащих мало меди, путем восстановительно-сульфидирующей плавки на штейн с последующей продувкой его в конверторах. Так получают файнштейн на Уфалейском никелевом заводе, комбинате "Южуралникель" в Советском Союзе, заводе "Дониамбо" в Новой Каледонии, заводе "Сисакаима" в Японии и на других предприятиях. Полученный из окисленных никелевых руд файнштейн содержит 77-82 % Ni, до 2 % Сu и 16-22 % S.
Из медно-никелевых руд также получают никелевый файнштейн. По этой технологии осуществляют селективное разделение компонентов руды методом флотации с высокой степенью отделения меди от никеля и получают раздельные рудные концентраты: никелевый медный и пирротиновый. На заводе "Томпсон" в Канаде в процессе переработки такого концентрата получают никелевый файнштейн с 75 % Ni, 3 % Си и 20 % S, который направляют на переплавку и отливку сульфидных анодов с последующим выделением никеля электролизом.
Необходимо отметить, что из-за очень сложного химического и минералогического состава медно-никелевых руд операциями обогащения трудно получить селективные никелевые концентраты с низким содержанием меди. Поэтому в результате переработки таких концентратов получают медно-никелевый файнштейн (Норильский горно-металлургический комбинат, завод "Коппер Клифф" в Канаде, завод "Харьявалта" в Финляндии) .
На некоторых отечественных предприятиях, а также на заводе "Конистон" (Канада) богатые медно-никелевые сульфидные руды подвергают плавке без предварительного обогащения. Бедные никелевые сульфидные руды обогащают с получением медно-никелевого концентрата (комбинат "Печенганикель", завод "Фолконбридж" в Канаде). В обоих случаях в процессе переработки рудного сырья получают медно-никелевый файнштейн. в котором содержится 35—65 % Ni, 20—50 % Сu, примеси благородных и редких металлов.
Большую часть металлического никеля в мире — электролитного, карбонильного, восстановленного порошкообразного никеля, закиси никеля и других продуктов— получают из медно-никелевых файнштейнов путем их предварительного флотационного разделения на медный и .никелевый сульфидные концентраты с последующим окислительным обжигом никелевого концентрата.
Флотационный метод разделения медно-никелевого файнштейна в Советском Союзе был разработан в 40-х годах в Ленинградском горном институте под руководством проф. И.Н.Масленицкого. В 1951 г. этот способ был внедрен на НГМК, а в 1956 г. — на "Североникеле". За рубежом флотационное разделение файнштейна было внедрено впервые на заводе "Коппер Клифф".
Современный процесс разделения медно-никелевого файнштейна состоит из медленного охлаждения, дробления, измельчения и разделения на медный и никелевый концентраты методом флотации. При этом медь концентрируется в пенном продукте, а никель — в нижнем сливе. Никелевый концентрат содержит 67-73 % Ni. 0,6-4.0 % Сu. 22—25 % S. а также благородные и редкие металлы.
Процесс окислительного обжига флотационного никелевого концентрата осуществлен на НГМК и "Североникеле", на заводах "Коппер Клифф" и "Мацусако".
Никелевый концентрат получают также из окисленной латеритовой руды в процессе ее автоклавного сернокислотного выщелачивания и осаждения сероводородом никеля вместе с кобальтом. Этот концентрат содержит до 53 % Ni и 35 % S. На Буруктальском никелевом заводе его обжигают в печи с максимальным удалением серы и получением закиси никеля, которую направляют на дальнейшую переработку.
Таким образом, на большинстве отечественных и зарубежных никелевых предприятий применяют окислительный обжиг богатых сульфидных никелевых полупродуктов — файнштейнов, флотационных концентратов и концентратов гидрометаллургической переработки окисленных никелевых руд.
Практическое осуществление процесса обжига сульфидных никелевых материалов определяется их физико-химическими свойствами, термодинамикой и кинетикой окислительных процессов. Знание этих процессов и их термодинамических характеристик имеет большое значение для расчетов оптимальных режимов окислительного обжига никелевых сульфидных материалов в кипящем слое перед их последующей переработкой на металл.
ОБЖИГ ФЛОТАЦИОННОГО КОНЦЕНТРАТА С ПОЛНЫМ ВОЗВРАТОМ ПЫЛИ
На Норильском горно-металлургическом комбинате никелевый концентрат получают путем, флотационного разделения медно-никелевого файнштейна, содержащего, %: 35-45 Ni; 30-40 Сu; 1,5-3,0 Fe; 21-23,7 S. После медленного охлаждения и последующих операций дробления, измельчения и флотации получают два основных и один промежуточный продукт.
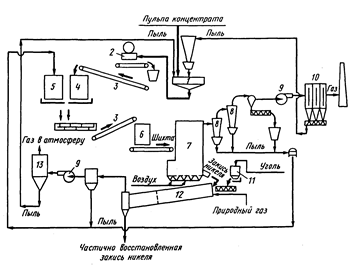
Рис. 1. Технологическая схема обжига никелевого концентрата на НГМК:
1 - сгуститель; 2 - барабанный вакуум-фильтр; 3 - ленточный транспортер; 4 -бункер для кека; 5 — бункер для пыли; 6 — бункер для шихты; 7 - печь КС; 8-циклон; 9 — дымосос; 10 — электрофильтр; 11 — бункер для угля; 12 — трубчатая печь; 13 — скруббер
К основным продуктам относятся никелевый и медный концентраты, промежуточным является магнитная фракция. Никелевый концентрат и магнитную фракцию направляют для последующей переработки окислительным обжигом в печах КС. В никелевом концентрате содержится 65,5 % Ni и 24 % S; в магнитной фракции 68,7 % Ni и 4,2 % S. Содержание класса крупности частиц меньше 53 мкм в концентрате составляет 88—95 %, в магнитной фракции 10—15%.
После сгущения и фильтрации пульпы кек транспортером подается в бункер шихтарника печей КС. Совместно с никелевым концентратом эти операции проходит часть оборотной пыли, подаваемой в сгуститель пневмотранспортом из электрофильтров и в мокром виде из скрубберов. Доля пыли, подаваемой в оборот, составляет 15—20 % от общего ее количества.
Из бункера кек влажностью 7—8 % тарельчатым питателем выгружается в лопастный двухвальный смеситель. Сюда же из параллельного бункера поступает сухая оборотная пыль из циклонов и газоходов. За счет добавки сухой пыли шихта после смесителя имеет влажность не более б%. .
Пройдя двухвальный смеситель, шихта приобретает однородную и хорошо сыпучую структуру. Ленточным транспортером ее подают в бункер, откуда ленточным питателем загружают через свод загрузочной камеры в печь КС.
Готовый продукт с уровня пода печи по наклонной течке самотеком непрерывно поступает в трубчатую вращающуюся печь. Часть закиси никеля отгружается для приготовления активного никелевого порошка и на доводку анодного никеля при его выплавке.
Газы из обжиговой печи проходят грубую очистку в циклонах и газоходах. На печи параллельно работают два газохода. Газоходные отверстия расположены в стенке печи под сводом. Отсос газов из печи осуществляется дымососом ВГД-20, который направляет газы в электрофильтры. После электрофильтров газы выбрасываются через 160-м трубу в атмосферу. Пыль из циклонов и газоходов подается в кюбелях на шихтарник с помощью мостовых кранов.
Схема обжига в целом характеризуется полным возвратом пыли на обжиг. Причем, кроме собственной (обжиговой пыли), в печь КС подается пыль из трубчатых и анодных печей. Следует, однако, заметить, что выход пыли трубчатых и анодных печей сравнительно мал. Схема обжига характеризуется также отсутствием утилизации тепла и серы газов и отсутствием охлаждения слоя. Обогащение кислородом дутья не применяют. На обжиг подается неокатанная шихта.
Основные технологические показатели обжига на отдельных печах несколько отличаются, что объясняется их конструктивными особенностями. В целом эти показатели можно характеризовать следующими данными:
Удельная производительность по концентрату:
на площадь пода, т/(м2 ·сут) .…………………………...................... 13
на внутренний объем печи, т/ (м2·сут) ...............……………………. 1,1
Удельный расход воздуха на 1 т концентрата, м3/т .......…………... 1800
Температура в слое, °С. ........................……………………………... 1140
Пылевынос, %:
от загрузки .....………………………………………........................... 30—35
от концентрата. ...........................…………………………………….. 40—45
Высота слоя в насыпном состоянии, м ...............………………….... 1,5
Давление воздуха в дутьевой камере (под подиной печи), кгс/см2…. 0,45
Содержание SO, в газах после электрофильтров, % ....………….... 4,5
В совокупности с характеристикой продуктов обжига приведенные технологические показатели дают достаточно «полное представление о результатах обжига никелевого концентрата на Норильском комбинате.
Обращает на себя внимание очень высокая температура обжига. Ранее высокая температура обжига была недостижима из-за чрезмерного укрупнения материалов в слое. Существенное повышение температуры обжига объясняется увеличением давления дутья, что позволило увеличить массу (высоту) слоя. Если раньше давление воздуха под подиной было 0,14 кгс/см2, то теперь оно составляет 0,4—0,5 кгс/см2. Большая масса слоя воспринимает и в значительной мере гасит резкие колебания изменения содержания серы в шихте, позволяя поддерживать высокий средний температурный уровень без резкого укрупнения частиц. Кроме того, увеличение высоты слоя позволяет увеличивать поток концентрата, не уменьшая среднего времени пребывания материала в слое. Соответственно загрузке изменяется и поток воздуха, т.е. увеличение загрузки концентрата на единицу площади пода печи приводит и к увеличению скорости дутья. Увеличение же скорости дутья позволяет поддерживать безаварийную работу печи на более крупном материале (более крупной закиси никеля).
Таким образом, увеличение давления дутья под подиной (увеличение высоты слоя) объективно приводит к возможности работы на повышенных температурах обжига. Увеличение температуры обжига, в свою очередь, обеспечивается интенсификацией загрузки, а также снижением коэффициента расхода дутья. При небольшой удельной производительности невозможно обеспечить низкий коэффициент расхода дутья по гидродинамическим условиям, так как скорость дутья при прочих равных условиях прямо пропорциональна удельной производительности по загрузке и удельному расходу дутья:
![]() ,
,
WК.С. — скорость дутья на площадь пода, м/с (при нормальных условиях);
![]() ¾ удельная производительность печи по сырью (концентрату), т/(м2·сут);
¾ удельная производительность печи по сырью (концентрату), т/(м2·сут);
![]() — удельный расход воздуха, м3/т концентрата; Т— температура в слое. К;
— удельный расход воздуха, м3/т концентрата; Т— температура в слое. К;
К — коэффициент, учитывающий размерность параметров и температуру в слое.
При указанных размерностях ![]()
![]() и К == 1,157 • 10-5 при определении скорости дутья, приведенного к нормальным условиям, и К = 4,239 • 10-8 при определении скорости дутья, приведенного к температуре в слое. и нормальному давлению (избыточное давление отсутствует).
и К == 1,157 • 10-5 при определении скорости дутья, приведенного к нормальным условиям, и К = 4,239 • 10-8 при определении скорости дутья, приведенного к температуре в слое. и нормальному давлению (избыточное давление отсутствует).
Следует отметить, что наличие магнитной фракции как отдельного вида сырья для обжиговых печей сопряжено с усложнением обжигового передела в целом. Магнитную фракцию надо либо точно дозировать к основному потоку никелевого концентрата, что затруднительно, либо обжигать в отдельной печи.
Как показала практика НГМК, обжиг одной магнитной фракции характеризуется показателями, значительно отличающимися от показателей обжига никелевого концентрата. Резкие колебания химического состава и физической структуры частиц магнитной фракции определяют и нестабильность технологии ее обжига.
В заключение можно отметить, что схему обжига никелевого концентрата на НГМК нельзя отнести к сложным, однако она обладает ограниченными возможностями по существенному повышению удельной производительности из-за увеличения пылевыноса. К недостаткам следует отнести также отсутствие утилизации тепла и серы обжиговых газов.
ОБЖИГ ФЛОТАЦИОННОГО КОНЦЕНТРАТА С ЧАСТИЧНЫМ ВОЗВРАТОМ ПЫЛИ
На комбинате "Североникель", как и на НГМК. никелевый концентрат выделяют при разделении медно-никелевого файнштейна методом флотации. Концентрата среднем содержит, %: 67,3 Ni; 3,0 Сu; 1,7 Fe; 0,5 SiO; 24 S. Степень измельчения концентрата характеризуется содержанием фракции менее 0,044 мм в количестве 92 %.

Рис. 2. Технологическая схема обжига никелевого концентрата на комбинате "Североникель":
1 - сгуститель; 2 - барабанный вакуум-фильтр; 3 -.бункер с тарельчатым питателем; 4 - печь КС; 5 - котел-утилизатор; 6 - циклон; 7 - эксгаустер; 8-электрофильтр; 9 — трубчатая печь; 10 — холодильник
Действующая в настоящее время технологическая схема переработки никелевого концентрата приведена на рис.2. В соответствии с этой схемой пульпа никелевого концентрата после флотационного разделения файнштейна поступает в сгуститель. Туда же подают пневмотранспортом оборотную пыль в количестве около 10 % от массы концентрата. После сгущения и фильтрации на барабанных вакуум-фильтрах кек влажностью 8—9 % поступает в бункер, куда подают также влажные обороты цеха электролиза никеля. Из бункера материалы ленточным транспортером передаются в лопастный двухвальный смеситель, куда поступает также оборотная пыль в количестве 5—10 % от массы концентрата. Далее шихту загружают через свод загрузочной камеры. Горячая закись никеля с температурой 1080—1150 °С из печи КС с помощью двухсекторного регулируемого затвора самотеков поступает в трубчатую печь.
Газы от обжига никелевого концентрата попадают сначала в котел-утилизатор и параллельно ему работающий водоохлаждаемый газоход, где охлаждаются до 400 °С, проходят грубую очистку в батарейных циклонах и эксгаустером направляются в электрофильтры УГТ-40/з и затем — на производство серной кислоты.
Часть пыли на "Североникеле" является готовой продукцией печи КС. Это в значительной мере ухудшает качество закиси никеля, выходящей из печи КС. Ниже приведен ее наиболее характерный гранулометрический состав,%:
Крупность фракции,
мм ............ +1 -1+0,63 -0,63+0,4 -0,4+0,31 -0,31
Выход, % .....7 15 50 18 10
Закись никеля получается при "жестких" условиях обжига: температуре выше 1100 °С, содержании серы в шихте 21,5-22,5 %. Однако добавка пыли делает ее значительно мельче: средневзвешенное содержание мелочи меньше 0,20 мм в смеси закиси из слоя и пыли вместо 3—6 % составляет 20—30 %. Смесь закиси никеля и пыли представляет собой пылящий материал. Это заметно и по материальным балансам последующего передела закиси КС в трубчатых печах: чем больше загружают в трубчатую печь такой шихты, тем больше получают пыли в котлах-утилизаторах за трубчатыми печами. При загрузке одной пыли в трубчатую течь пылевынос из нее достигает 50—60 %.
Кроме того, подача пыли в готовую продукцию значительно повышает содержание серы в ней. Если закись никеля, выгружаемая из слоя, имеет содержание серы 0.1—0,2 %, то в смеси этой закиси и пыли оно достигает 0.5%.
Таким образом, подача части пыли в готовую продукцию, уменьшая общую циркуляционную нагрузку на обжиг, приводит к существенному ухудшению качества продукта по крупности и содержанию серы.
Важной особенностью технологической схемы комбината "Североникель" является утилизация серы и тепла отходящих газов.
Основные технологические показатели обжига характеризуются следующими данными:
Удельная производительность по концентрату:
на площадь пода, т/(м2 ·сут)..........………………….......... 15
внутренний объем печи, т/(м3. сут) ...........……………... 0,8
Удельный расход воздуха на 1 т концентрата, m'/t ......... 1900
Коэффициент расхода дутья ...................………………... 1.3
Температура в слое, С. ............….......…………………...... 1120
Пылевынос, %:
от загрузки............................……………………………...... 30
от концентрата........................…………………………….. 40
Высота слоя в насыпном состоянии, м .………................. 1,7
Давление воздуха в дутьевой камере (под подиной печи), кгс/см2 0,47
Содержание SO2 в газах после электрофильтров, % .......... 5,5
В целом значения показателей близки к таковым на НГМК. И в том и в другом случаях отмечается большой пылевынос. При обжиге никелевого концентрата на "Североникеле" прямой выход закиси никеля, выгружаемой из печи КС, меньше, чем на НГМК, что соответствует балансу кругооборота пыли:
ФП.К. =ФП. – ФП.О.
где ФПК — поток пыли. выделяющейся непосредственно от загруженного концентрата;
ФП. — общий поток пыли из печи КС;
ФП.О. — поток оборотной пыли в печь КС.
При ФП. = ФП.О., выход закиси никеля ФЗ.Н. по массе соответствует загрузке концентрата ФК
ФЗН = ФК βЗН /100
Этот случай отвечает схеме обжига с замкнутым циклом пыли — вся пыль обжига возвращается в печь КС.
При ФП < ФПО на обжиг подается большее количество пыли, чем получается в печи КС. В этом случае непосредственный выход закиси никеля, выгружаемой из печи, больше, чем загружается никелевого концентрата.
Схема с таким циклом соответствует норильской: там в печь КС возвращается вся пыль собственная, и к ней добавляется пыль из трубчатых и анодных печей.
Схема комбината "Североникель" характеризуется соотношением ФП > ФПО. В этом случае из печи КС выдается меньше закиси никеля, чем загружено концентрата. Положительной стороной этой схемы является уменьшение грузопотока пыли в цикле печей КС. Кроме того. с уменьшением возврата пыли уменьшается пылевынос из печи, и получается более крупная закись никеля. Крупная закись никеля при достаточно высоких скоростях дутья в меньшей степени подвержена конгломерированию и залеганию, легко выгружается из печи КС даже при очень высоких температурах. В конечном итоге изъятие части пыли из кругооборота позволяет интенсифицировать обжиг усложняющих предварительных операций по окатыванию шихты.
ОБОГАЩЕНИЕ НИКЕЛЕВЫХ РУД
В характеристике никелевых руд была отмечена та особенность, что они обычно содержат минералы — пирротин, пентандит, халькопирит, а также платиновые металлы в основных породах, арсеииды и сульфиды никеля и кобальта в кислых магмах.
В коре выветривания никель находится в значительной части в виде силикатов — гарниерита и других минералов — и методами механического обогащения не извлекается.
Если пирротин содержит изоморфно связанный с ним пентландит, а меди мало, то все сульфиды извлекаются коллективно и дальнейшее разделение производится металлургическим путем. Можно использовать для извлечения пирротина его магнитные свойства. Хвосты магнитной сепарации после дробления измельчаются и флотируются.
Так как пирротин легко окисляется, то его необходимо быстро выводить из процесса. Это дает возможность сразу получить сульфидный концентрат и хвосты.
На фабрике фирмы Inеrnational Nikel Co. (Канада), где перерабатываемая руда содержит 3,4% Сu и 1,7% Ni, проводят селективную флотацию с получением одного медного, а потом железо-никелевого концентратов. Медный концентрат три раза переочищают, что дает концентрат, содержащий 25% Сu и 1% Ni.
Исследована руда, являющаяся оруднением габбро-диабаза с нормальной и тонкой вкрапленностью сульфидов меди и никеля.
Основными рудными минералами являются пирротин, халькопирит, пентландит и магнетит. Руды содержат — 0,34% Ni и — 0,45% Сu. Основная масса породы представлена полевыми шпатами (20%), пироксенами (5—6%), оливином (2—3%) и вторичными минералами. Руда перерабатывалась но двухстадийной коллективно-селективной схеме. Черновой концентрат перед селекцией подвергался перечистке с подачей соды в количество 300 г/т концентрата.
Изучалась возможность депрессии вторичных минералов в кислой среде. Исследования показали, что время флотации, необходимое для достижения извлечения—97%, в случае применения депрессоров и трансформаторного масла в кислой среде, сокращается до 3—5 мин вместо 15 мин, при флотации в содовой среде. При расходе 367 г/т Na2SiF6 и 184 г/т Na2CO3 содержание Ni увеличивалось в 2 раза при высоком извлечении металла в концентрат.
Другая схема предусматривает коллективную флотацию халькопирита и никеленосного пирротина со свободным пентландитом с последующей селективной флотацией коллективного концентрата в содовой среде и с депрессией пентландита и пирротина.
В институте «Гинроникель» приведены опыты по восстановительному селективному обжигу никелевых руд в кипящем слое.
В никелевых рудах часто находятся легко флотируомые шламы магнезиальных силикатов, которые загрязняют концентрат. Для депрессии шламов пустой породы применяют органические депрессоры, например щелочной раствор крахмала, сульфонаты и сульфаты органических веществ, получающихся в целлюлозной промышленности и др. Особенно эффективна карбоксилметилцеллюлоза.
Этиловый ксантогенат можно с успехом применять для извлечения Ni и Со из различных растворов методом ионной флотации. Разработанный метод заключается в осаждении металлов и флотации их ксантогенатных осадков в обычных флотационных аппаратах с небольшими добавками вспенивателя. Присутствующие в водах шламы не ухудшают процесс ионной флотации.
Прогресс регенерации этилового ксантогената из соответствующих солей никеля заключается в обработке ионного продукта водным раствором, щелочи. Степень регенерации зависит от времени перемешивания, температуры процесса и расхода щелочи и при оптимальном режиме составляет 70—80 %.
За последнее время для ряда сульфидных руд нашло применение бактериальное выщелачивание, хотя выполнение процесса оказалось довольно трудной операцией. Приготовление чистой суспензии бактерий с помощью центрифугирования требует много времени и малоэффективно. Поэтому предприняты попытки флотационного выделения бактерий из раствора.
ФЛОТАЦИЯ
Ионная флотация. В настоящее время известны три разновидности флотации: собственно ионная флотация, ионное фракционирование и флотоэкстракция. Пенное фракционирование представляет собой такую разновидность ионной флотации, при которой образуется устойчивая пена. Ее собирают но фракциям, содержащим преимущественно один из извлекаемых компонентов, достигая таким образом селекции различных компонентов раствора или пульпы.
Флотоэкстракцией предлагается называть такую разновидность флотации ионов молекул или коллоидно-дисперсных частиц, при которой извлекаемые компоненты выносятся из объема на поверхность с помощью воздушных пузырьков, а затем последние приходят через слой экстрагента (обычно органические вещества), в которых растворяются извлекаемые из водного раствора соединения.
Сущность ионной флотации в наиболее типичном случае состоит в том, что раствор (или суспензия), содержащий полезный компонент, в значительной мере в диссоциированном на ионы виде выводят реагентом (собирателем), также диссоциированным на ионы. Ионы собирателя должны быть противоположны по знаку ионам, содержащим полезный компонент. В результате их взаимодействия должно образоваться малодиссоциированное соединение, обладающее поверхностной активностью. При таких условиях пропускание воздуха представляет собой такую разновидность ионной флотации, при которой образуется устойчивая пена. Ее собирают но фракциям, содержащим преимущественно одни из извлекаемых компонентов, достигая таким образом селекции различных компонентов раствора или пульпы
Для практического ознакомления с флотацией приводим описание флотации на двух заграничных фабриках. Фирма Tompson находится в Канаде. Она перерабатывает медно-никелевую сульфидную руду (отношение меди к никелю равно 1 : 15), минералы халькопирит, пентландит и никельсодержащий пирротин (соотношение 1 : 2,2). Флотация проводится по следующей схеме:
Руду дробят в две стадии, а измельчение проводят сначала в стержневой мельнице, а затем в галечных мельницах в замкнутом цикле с гидроциклоном. Халькопирит и пентландит переходят в концентрат медно-никелевой флотации, а никельсодержащий пирротин флотируется в процессе никелевой флотации.
Реагентами для медно-никелевой флотации служат амиловый ксантогенат и спиртовой пенообразователь. Для депрессии пентландита при селекции модно-никелевого концентрата используется известь. Медный концентрат переочищают 4 раза в присутствии реагента депрессора (органический коллоид, готовится на основе декстрина). В никелевую флотацию для активации пирротина кроме дополнительного количества собирателя и пенообразователя подают медный купорос.
руду, добываемую подземным способом, подвергают дроблению в две стадии, а затем измельчают также в две стадии; первую стадию измельчения осуществляют в стержневой мельнице, работающей в открытом цикле, а вторую — в галечных мельницах в замкнутом цикле с гидроциклонами. В качестве дробящей среды в галечных мельницах служат куски размером 150 мм.
В концентрат медно-никелевой флотации переходят халькопирит и пентландит, а никельсодержащий пирротин флотнруется и процессе никелевой флотации.
Медно-никелевую флотацию осуществляют с помощью только двух реагентов — амилового ксантогената и спиртового пенообразователя. Известь используется для депрессии пентландита при селекции медно-никелевого концентрата. Медный концентрат переочищают 4 раза в присутствии реагента депрессора, являющегося органическим коллоидом, изготовленным на основе декстрина. Для активации пирротина при флотации никелевых руд кроме дополнительного количества собирателя и пенообразователя подают медный купорос. Всего для флотации на фабрике установлено 139 флотационных камер механического типа размером 1250 Х 1600 мм па трех уступах и предусмотрено место для установки еще 170 таких же камер. Реагенты, применяемые для флотации на фабрике Томпсона, и их расход приведены ниже:
Реагент Расход кг/м:
Амиловый ксантогенат калия 0,08
Спиртовой пенообразователь 0,025
Известь 0,75
Депрессор 0,04
Медный купорос 0,125
Финская медно-никелевая фабрика Каталахта имеет схему флотации, близкую к схеме фабрики Томпсона. Ее производительность 1000 т/сутки. На фабрике перерабатывают медно-никелевую руду, содержащую пентландит, халькопирит и пирротин. Пустая порода состоит из амфибола, плагиоклаза, слюды и кварца. Руду подвергают измельчению до крупности 74—210 мк. Из хвостов коллективной флотации флотируют пирротин, активируя его медным купоросом.
Халькопирит и большую часть пентландита флотируют за 10—20 мин, но пирротин значительно медленнее (30 мил). Применяемые реагенты и их расход, принятые па фабрике Каталахта, приведены ниже:
Реагент Расход, кг/т
СаО 1,7
Амиловый ксантогенат калия 0,105
Флотол (сосновое масло) 0,07
Медный купорос 0,11
Декстрин 0,21
За последние годы проведены работы но флотации медно-никелевых руд, в которых установлено, что с применением. сульфидов из нефти со вспенивателями можно получить отвальные хвосты с более низким содержанием никеля, чем в случае применения ксантогената.
ПЕРЕРАБОТКА МЕДНО-НИКЕЛЕВЫХ ШТЕЙНОВ
Штейны, получаемые при первой стадии переработки медно-никелевых сульфидных руд, представляют собой в основном сплавы сернистых соединений никеля, меди и железа.
Физико-химическая природа этих сплавов определяется характером взаимодействия компонентов в четверной системе Ni—Cu—Fe—S. До настоящего времени диаграмма состояния этой четверной системы еще не изучена.
Для понимания физико-химической природы сульфидных штейнов существенно важна частичная тройная система, состоящая из трех сульфидов, Ni3S2, Cu2S и FeS. Она составляет один из триангулярных разрезов в четверной системе Ni—Сu—Fe—S.
В последнее время в Англии используется способ переработки медно-никелевых и медно-кобальтовых штейнов, содержащих железо. По этому методу путем обжига или присадки железа или меди штейны доводят до пониженного содержания серы и получают обогащенный сплав никеля с железом, который вместе с сульфидами меди и железа охлаждают с определенной скоростью (~5 град/ час). При этих условиях образуются крупные кристаллы сплава никеля с железом (в виде твердых растворов) и сульфиды меди и железа с размерами частиц ~100 мк. Такой штейн после охлаждения подвергают дроблению и размельчению (до размера 150 мк) и магнитной сепарации. При этом отделяется сплав никеля с железом (магнитная фракция). Сульфиды меди и сульфиды железа разделяются методом флотации.
Выделенный из штейна сплав никеля с железом перерабатывается карбонильным методом на чистый никель или непосредственно применяется для производства стали и сплавов, содержащих никель. При применении этого способа переработки медно-никелевого штейна исключается сложная операция получения файнштейна и последующего его передела на никель.
ПЕРЕРАБОТКА ФАЙНШТЕЙНА
Известными методами переработки файнштейна являются: 1) метод Орфорда, основанный на расслаивании меди никелевого файнштейна и расплаве с сульфидом натрия и разделении двух слоев, обогащенных медью, с одной стороны, и никелем — с другой; 2) метод Хибинетта, основанный на избирательном выщелачивании меди серной кислотой из обожженного медно-никелевого файнштейна; 3) метод Монда, состоящий из операции отделения никеля от меди и других примесей путем образования легколетучего карбонила никеля; 4) метод совместного окисления файнштейна н соответствующих окислов никеля и меди с последующим их восстановлением н получением промышленного сплава типа монель.
Теоретической основой процесса Орфорда является различное поведение сульфидов никеля н меди но отношению к сульфиду натрия. Тройная система этих сульфидов Na2S—Ni3S2—Cu2S . характеризуется расслаиванием. При кристаллизации сплавов подобной системы образуется два слоя: одни более легкий (так называемый «топ»), обогащенный сульфидами меди н натрия (с примесью сульфида никеля), и другой более тяжелый (так называемый «боттом»), состоящий из сульфида никеля с некоторым количеством сульфидов меди и натрия.
В верхнем слое (в топе) концентрируется около 90% меди, а в нижнем слое (в боттоме) остается около 96% никеля. Это разделение на два слоя — обогащенный сульфидом меди (верхний слой) и обогащенный сульфидом никеля (нижний слои)— вытекает из характера диаграммы состояния двойных систем сульфидов Ni3S2—Na2S, Ni3S2—Cu2S, Cu2S—Na2S и составленной из этих двойных систем тройной системы Ni3S2—Cu2S¾Na2S. Благодаря ограниченной смешиваемости в двойной системе Ni3S2—Na2S в тройной системе появляется значительная область существования двух несмешивающихся слоев.
В практике применения процесса Орфорда вместо сернистого натрия применяют смесь более дешевых сульфата и бисульфата натрия с углем. При разделительной плавке сульфидов никеля и меди в шахтных печах эта смесь восстанавливается до сульфида натрия, вступающего во взаимодействие с файл штейном. В медно-никелевых рудах часто присутствует значительное количество железа, которое, переходя в шлак, увлекает до 80% исходного кобальта. Поэтому такие шлаки не направляются в отвал, а используются в качестве исходного сырья для извлечения из них этого ценного металла. Степень извлечения никеля в файнштейн составляет 85—87%; в шлаке его остается от 0,6 до 1,2%.
Кобальт и никель в конверторных шлаках увлекаются главным образом магнетитом, файялитом и сульфидами, а медь — преимущественно сульфидами. В магнетите медь почти отсутствует; в файялите ее примерно в 2—3 раза меньше по сравнению с содержанием никеля и кобальта; больше всего содержится меди в сульфидной составляющей шлака. Сульфиды представлены в шлаках в виде обогащенной медно-никелевой сульфидной составляющей (с незначительным содержанием в них железа).
Знание химического и минерального состава и физико-химической природы шлаков имеет большое значение для характеристики распределения кобальта, никеля и меди и выбора рациональных путей их извлечения из шлаков.
В медно-никелевой промышленности широко используется кислород как в пиро-, так и в гидрометаллургии.
Описано применение электрохимической технологии для очистки сточных вод, содержащих никель. На комбинате «Североникель» применяется электролитическая флотация.
Отработан автоматический метод разливки файнштейна в тонкие слитки с последующей термической обработкой но заданному режиму охлаждения. Внедрение этого метода на комбинате «Североникель» позволило улучшить качество файнштейна.
Драгоценные металлы — серебро и частично золото — переходят в топ, так как серебро, золото и сульфид серебра легко растворяются в сульфиде и металлической меди. Металлы платиновой группы благодаря хорошей растворимости в никеле в основном концентрируются в боттоме. Серебро и золото при бессемеровании топа переходят в черновую медь и при рафировании меди электролизом переходят в шлаки, а металлы платиновой группы также переходят в шлам при электрической рафинировке никеля. Эти шламы подвергаются аффинажу с целью извлечения из них всех ценных металлов. В шламе содержится ~42—43% никеля и меди; в нем же сосредоточены основные металлы платиновой группы, серебро и золото. Схема переработки таких шламов разработана Звягинцевым.
Второй боттом разделительной плавки, в котором сконцентрирован главным образом никель после надлежащего выщелачивания для удаления сульфида натрия и железа подвергается обжигу с получением закиси никеля, а закись никеля потом восстанавливается с коксом или древесным углем в отражательной печи или электропечи.
Восстановленный никель имеет состав (%): 95 Ni; 2—2,5 Сu, 0,75 Fe, 0,75 S. Жидкий черновой металл отливается в виде анодов, которые поступают на электролиз для получения рафинированного катодного никеля.
Метод Хибипетта основан па избирательном выщелачивании раствором серной кислоты значительной части меди из обожженного медно-никелевого файнштейна. Этот процесс разработан и нашел наибольшее применение в Норвегии.
Первая операция по этому методу заключается в обжиге файнштейна для перевода сульфидов меди н никеля в окислы. Обжиг измельченного файнштейна производится в многоподовой печи до содержания серы ~1%. После размельчения обожженный продукт подвергается выщелачиванию отработанным электролитом медного электролизного процесса с содержанием 60 г/л Н2SO4 и 20 г/л Сu. При выщелачивании в раствор переходит значительная часть меди (от 30 до 70 %) и в остатке медь составляет около 1/3 от содержания никеля.
Для объяснения неполного выщелачивания меди при условий различной растворимости окислов меди и никеля в данной концентрации серной кислоты Уразов исследовал взаимодействие системы CuO—NiO при высоких температурах. В результате исследования установлено, что в системе CuO—NiO образуются ограниченные твердые растворы этих окислов. Точные пределы их взаимной растворимости в работе не установлены; авторы считают, что этот предел должен отвечать молекулярному отно-шению CuO : NiO == 1 : 4, т. с. примерно тому, что отвечает предельному содержанию окиси меди, ниже которого смесь NiO с CuO не подвергается выщелачиванию в 10%-ном растворе Н2SO4.
Остаток от выщелачивания с примерным содержанием 55—56%-Ni и 15—20% Сu подвергается переплавке с древесным углем в электропечи; получается сплав, содержащий 80% Ni, 18% Сu, 0,2—0,3% Fе н немного меньше 1% S. Из этого сплава отливают аноды, которые поступают на дальнейшую рафинировку методом электролиза для получения катодного никеля.
Отделение никеля от меди и других примесей карбонильным методом основано на образовании легколетучего карбонила никеля. Это соединение легко образуется при взаимодействии порошка никеля с окисью углерода, оно летуче при температуре 43° С, а при температуре выше 180—200° С разлагается на никель и окись углерода.
В отличие от никеля, медь не образует карбонила меди, а карбонил железа Fe(CO)5 образуется только при 150—200° С; он устойчив при более высоких температурах, чем карбонил никеля. Карбонилы кобальта Со(СО)з и Сo(СО)4 образуются только при большом давлении, а в нормальных условиях неустойчивы.
Таким образом, замечательная реакция образования легколетучего карбонила никеля, впервые открытая в 1889 г. Мондом и Лангером, легла в основу карбонильного метода разделения и получения никеля, названного методом Монда—Лангера. Первоначально этим методом перерабатывался непосредственно медно-никелевый файнштейн, для чего он обжигался и подвергался выщелачиванию меди сернокислотным раствором. Остаток от этого выщелачивания восстанавливался водяным газом при температуре 350—400° С, и получаемый порошкообразный никель подвергался в особой башне при температуре 50—80° С взаимодействию с окисью углерода. Образовавшийся при этом карбонил никеля отгонялся в другую башню для разложения карбонила. Сейчас этим методом перерабатывается второй боттом разделительной плавки файнштейна.
Измельченный боттом подвергается вначале выщелачиванию для отмывки от сульфида натрия, а затем обжигается до содержания серы ~1%. Обожженный продукт поступает на восстановлен ние. Восстановительная башня напоминает высокую многоподовую обжиговую печь, состоящую из 21 секции. Восстановление осуществляется генераторным газом при 350—400° С. Окись углерода, получаемая путем соответствующей очистки отработанных восстановительных газов, используется для реакции образования карбонила никеля. Для этого служит так называемая реакционная башня. Полученный карбонил никеля, проходя через фильтры, очищается и поступает в башню для разложения; там он разлагается и образуется порошкообразный никель.
Получаемый этим методом металл имеет следующий состав (вес.%): 99,4-99,8 Ni; 0,01-0,1 Fe; 0,02-0,1 Со; 0,01-0,3 Cu; 0,01—0,1 Si; 0,03—0,2 С и 0,002 S. Этот метод позволяет получить
чистый никель с незначительным содержанием примесей (кроме углерода), присутствующих в металле в количестве до 0,20%. Металл такого состава применяется для получения сплавов никеля.
Метод совместного окисления файнштейна и восстановления окислов никеля и меди обеспечивает получение стандартного сплава, называемого монель-металлом, нашедшего широкое применение в промышленности. Монель-металл — это сплав ~67% Ni с 28% Сu, содержащего ~5% примесей. Для получения подобных сплавов специально подбирают составы файнштейнов, примерно отвечающие составам получаемого сплава. Такой файнштейн в измельченном виде предварительно подвергается окислительному обжигу до полного удаления серы.
Обожженный материал смешивают с древесным углем и проводят восстановительную плавку в отражательной печи или в электропечи. После полного расплавления сплав выпускают их печи в ковш, где его раскисляют металлическим магнием и разливают в изложницы. Метод весьма прост и дешев.
ПОЛУЧЕНИЕ МЕТАЛЛИЧЕСКОГО НИКЕЛЯ
Металлический никель получают различными способами в зависимости от того, для какой цели предназначается, этот металл. Существует ряд методов, основанных на переработке его окислов или солей при высоких температурах: восстановление водородом, окисью углерода или углеродом или электролиз расплавов. Этим путем получают основную массу никеля, которая потребляется в металлургии.
Для получения особо чистого металла используется реакция, основанная на диссоциации карбонила никеля, который испаряется и разлагается на никель и окись углерода при сравнительно невысоких температурах.
В данном реферате рассмотрю лишь выделения металлического никеля электролизом из расплавов и, особенно, из растворов его солей.
Если же требуется провести никелировку других металлов для защиты от коррозии или с целью украшения, никель выделяют преимущественно электролизом растворов хлорида, сульфата, нитрата или других солей.
При электролизе расплавов применяют окись никеля, но в основном хлористый никель с различными добавками. Найдено, что при электролизе хлорида никеля можно получить блестящий никелевый порошок, если вести процесс в присутствии, хлористого калия или его смеси с хлористым натрием. При этом реакция идет при 600° С. Если же добавить в расплав хлориды лития и калия, то температура реакции понижается до 450° С. Найдено, что в случае эвтектической смеси этих хлоридов и при несколько повышенной температуре, наряду с крупными кристаллами металлического никеля появляются очень мелкие кристаллики. Их число особенно сильно возрастает начиная с 540° С, а при 600° С — все кристаллики очень мелкие.
При 700° С и плотности тока в 0,03 а/дм2 никель можно выделить из расплава, в котором имеется 30 мол.% фтористого натрия и 70 мол.% йодистого натрия. При этой же плотности тока для извлечения никеля электролизом были использованы расплавы его хлорида в смесях фторидов натрия и калия, фтористого и йодистого калия, фторидов натрия и алюминия, наконец, фторидов натрия и бария. Никель выделялся из этих расплавов при температурах порядка 730—800° С. Однако присутствие солей алюминия приводит к образованию серых, а иногда и черных осадков.
Для никелировки применяется в основном электролиз никеля из растворов его солей, чаще всего хлорида или сульфата в смеси с другими солями. Хлористый никель давно применяется для этой цели. Он особенно хорош в тех случаях, когда нужно быстро провести никелировку. Оптимальная концентрация никеля ~23% при температуре ~15° С; остальные примеси не должны превышать 2%. Большая растворимость в воде и высокая электропроводность раствора приводят к меньшему расходу электрической энергии: экономия на токе достигает 50% по сравнению с другими солями.
Осажденный никель легко полируется и по цвету похож на серебро. Недостатком этого метода является коррозионное действие раствора. При осаждении никеля на катоде одновременно выделяется водород, и в результате в прикатодном слое растет рН. Водород разрыхляет выделяющийся осадок никеля, и он чернеет, так как повышение щелочности раствора приводит к выделению гидроокиси никеля или основных солей.
В ванну с хлористьм никелем добавляют другие соли для улучшения условий электролиза. Так, если помимо хлорида никеля ввести его нитрат и некоторые другие добавки, то общее течение процесса можно улучшить. Рекомендуется следующий состав ванны в (г/л): 8,5 NiCl2·6H2О, 20Ni(NO3)2, 7,5Na2SO4, 5NaHS04, 66 лимоннокислого натрия, 40 этилендиамина и 40 мл/л триэтаноламина. Если поддерживать рН на уровне 7,5, а температуру ~60° С и плотность тока в 4,4 а/дм2 то можно получить, блестящий осадок никеля. Для улучшения качества осадка предложено также добавлять перхлорат никеля, селенистую кислоту, тиосульфат или тиоцианат натрия.
Сульфат никеля также довольно хорошо растворим в воде. Его преимущество перед хлоридом в том, что раствор обладает меньшим корродирующим действием. Найдено, что блестящие осадки никеля получаются из аммиачных растворов сульфата никеля с добавкой фторидов, формалина и нафталиндисульфокислоты.
Осаждение никеля электролизом проводилось не только из водных растворов, но также из растворов в жидком аммиаке, гидразине, спиртах, формамиде, фурфуроле, ацетамиде, этиленгликоле и пиридине. Помимо хлорида и сульфата исследованы и некоторые другие соли никеля, особенно селениды, теллуриды, арсениды и фосфаты. Найдено, что в случае селенидов и теллуридов повышается блеск никелевого осадка, а в случае фосфатов — его твердость. Что касается арсенидов, то они делают осадок более матовым. Никелю сообщает блеск также добавка в электролит солей бериллия и кадмия. Соли кальция и цинка, напротив, вредны. Оптимальная рН среды 6,5. При повышении щелочности начинается осаждение Ni(OH)2; в более кислой среде растворяется анод.
При повышении рН улучшается качество никелевого осадка, но он становится мелкозернистым. Выделению мелкозернистого никеля благоприятствует повышение плотности тока. С повышением температуры увеличивается выход по току, но никелевый анод становится более растворим. Ультразвук повышает скорость осаждения никеля, а под действием ультрафиолетовых лучей осадок становится черным и порошкообразным.
ЭЛЕКТРОЛИТИЧЕСКОЕ РАФИНИРОВАНИЕ
Из всех рассмотренных методов только карбонильный способ и способ совместного передела файнштейна на окислы никеля и меди с последующим их восстановлением позволяют получать никель или сплав монель-металла в готовом виде для дальнейшего применения.
Процессом Орфорда и Хигинетта получают только сырой никель различного химического состава, называемый анодным никелем. Вследствие высокого содержания примесей анодный никель не находит практического применения и подлежит дальнейшему переделу на чистый никель. Это осуществляется методом электролиза.
На электролитическое рафинирование поступает анодный никель, получаемый при переработке боттома разделительных плавок (по процессу Орфорда) или при переработке остатка от выщелачивания меди в гидрометаллургическом процессе Хигинетта.
Наиболее чистый анодный никель для рафинирования получается в результате процесса Орфорда. Состав его следующий (вес.%): 93,1-95,6 Ni; 2-2,6 Сu; 0,3-0,9 Со; 0,1-0.3 Fe; 0,1-0,3 Si; 0,04—0,06 С; 0,1—0,6 S и 0,1—0,4 прочих примесей. В нем содержатся также драгоценные металлы.
Полученный в результате рафинирования никель имеет следующий состав (вес.%): 99,82—99,86 Ni; 0,02-0,09 Со; 0,04— 0,05 Сu; 0,03—0,09 Fe; 0,01—0,02 С. В ном вовсе отсутствуют примеси серы и кремния.
Электролитическое рафинирование никеля широко применялось и применяется на многих крупнейших заводах бывшего СССР, Канады, Норвегии и некоторых других стран. Установлено, что при электрическом рафинировании происходят значительные потери никеля и кобальта с отвальным шлаком.
Отмечается влияние кислотности раствора и температуры электролита на величину внутреннего напряжения электролитного никеля. Оптимальные условия — при pН 4,7 н температуре 60— 70° С.
Экспериментально изучено также влияние добавок магния, титана, кремния, марганца и алюминия на текучесть и газонасыщенность никеля, а также на структуру слитков. Найдено, что кремний и титан повышают текучесть расплавленного никеля, алюминий в количестве до 0,07% повышает, а выше — снижает текучесть; ее резко уменьшают добавки магния и марганца. Наилучший слиток получается, если магния в нем 0,07%, алюминия 0,2% и углерода 0,05% по отношению к никелю.
Используемая литература:
1. Ю.Н. Матвеев, В.С. Стритко «Технология металлургического производства» М., Металлургия, 1986г.
2. Цейдлер А.А. «Металлургия никеля» М., «Металлургиздат», 1986г.
3. Ф.М. Перельман, А.Я. Зворыкин «Кобальт и никель» «Наука», М., 1975 г.
Похожие работы
... с другом. Методика разведки месторождений никеля. Группировка месторождений по сложности строения. Плотность сетей при разведке никелевых месторождений. В соответствии с Классификацией ГКЗ месторождения никеля по природным геологическим особенностям и сложности разведки разделяются на четыре группы (пять подгрупп). Для разведки месторождений каждой из подгрупп требуются свои методические ...
... никеля и металлов платиновой группы. В 1995 году рост товарной продукции в сопоставимых ценах к уровню предыдущего года составил 6%. Показатели по РАО «Норильский никель», в миллионах рублей. Показатели 1994 г. 1995 г. Итого: балансовая прибыль 2 107 865 4 999 132 чистая прибыль 1 542 960 3 ...
... ), выполненных за последние годы, отмечены новые области применения никеля и приводится большой список литературы. Ряд справочников и статей посвящен применению никеля в качестве легирующего элемента в сталях и сплавах с особыми физическими, химическими и механическими свойствами; много работ посвящено разработке новых никелевых жаропрочных сплавов и их применению в реактивной, газотурбинной ...
... при 800о. Если над сплавом, полученным восстановлением оксидов меди и никеля водяным газом (56% Н2 и 25% СО) при 350 – 400оС пропускать оксид углерода (ІІ), нагретый до 50 – 60оС, при атмосферном давлении, образуется тетракарбонил никеля Ni(CO)4. Его отгоняют, и при 180 – 200оС разлагают на металлический никель и оксид углерода (ІІ) . Последний снова вводится в процесс. Никель, полученный по ...
0 комментариев