по предмету «Трудовое воспитание»
ученика 9-а класса средней школы №7
Мосеева Ильи
ТЕМА:
«Методы обработки резаньем».
СВЕРЛЕНИЕ
Обработку отверстий на токарном станке производят различными режущими инструментами в зависимости от вида заготовки. Наиболее распространенным методом получения отверстия в сплошном материале является сверление.
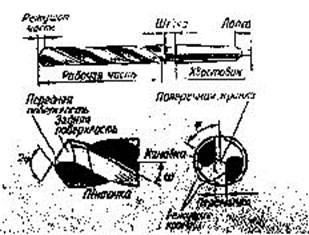 |
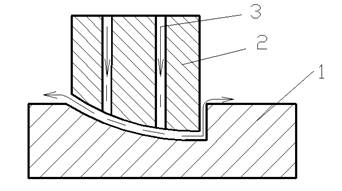
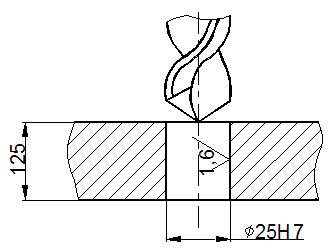
Спиральное сверло состоит из рабочей части, шейки и хвостика (рис.1).
Рис.1
Хвостик сверла служит для закрепления его в пиноли задней бабки или в специальной держалке суппорта.
Рабочая часть состоит из двух спиральных перьев, связанных перемычкой. По наружной поверхности перьев прошлифованы узкие направляющие ленточки. Между перьями расположены две спиральные канавки: одна из стенок канавки образует переднею поверхность режущего клина сверла. По канавкам охлаждающая жидкость подается к режущим кромкам, а стружка выводится из отверстия.
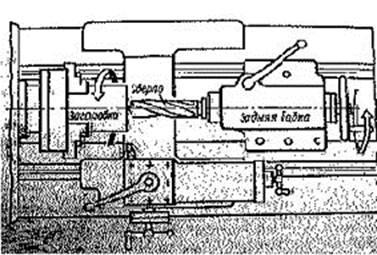 |
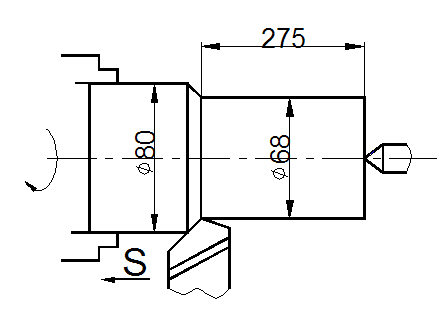
При сверлении на токарном станке сверло, установленное в пиноли задней бабки, подают к детали вручную - вращением маховичка (рис.2).
Рис.2
Применение каких-либо дополнительных рычагов не допускается. Обрабатываемая деталь должна быть прочно закреплена в патроне, иначе при сверлении она будет вибрировать или смещаться, что может повлечь за собой поломку сверла.
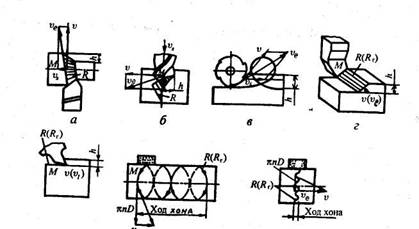
ШЛИФОВАНИЕ
Шлифование позволяет получить малую шероховатость поверхности. Эту операцию выполняют на токарном станке шлифовальной шкуркой. Шкурку закрепляют между жамками–двумя шарнирно связанными деревянными колодками. При внутреннем шлифовании шкурку обматывают на деревянную оправку и закрепляют ее конец в прорези оправки. Как при внешнем, так и при внутреннем полировании не допускается прижимать шкурку к детали вручную. Скорость при полировании шкуркой 60-70 м / мин.ФРЕЗЕРОВАНИЕ
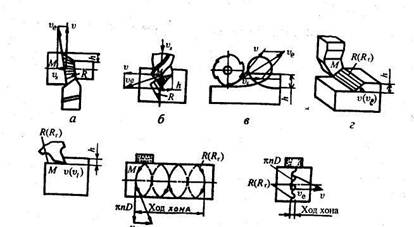
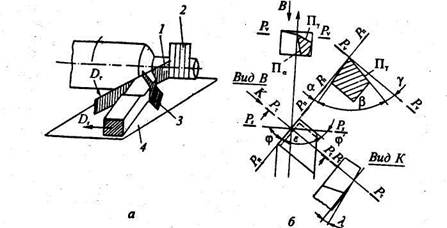
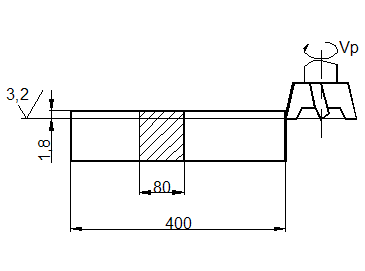
Фрезерование применяется для получения поверхностей таких деталей, как гравюры штампов и пресс-форм (для литья под давлением, изготовление изделия из пластмассы), крепление типа “ласточкин хвост”, и сложные направляющие, шпоночные пазы, резьбы и зубчаты колеса. С помощью фрезирования производят также разрезание металла.
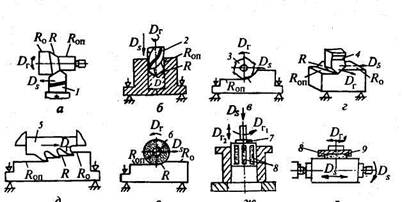
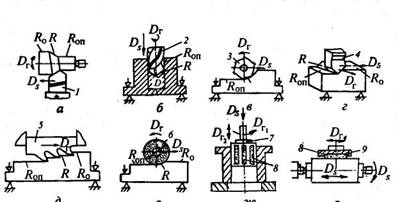
Фрезы–многолезвийный инструмент. Каждый зуб представляет собой резец, снимающий стружку, имеющий форму запятой. В работе одновременно участвует один или несколько зубьев, остальные зубья в это время успевают несколько охладиться. Таким образом, процесс резанья при фрезеровании отличается от непрерывного резанья, точения и сверления тем, что зубья – фрезы работают периодически. Это повышает стойкость фрез. Основные операции, выполняются на фрезерных станках. Фрезерные работы, включающие основные операции, можно производить на различных станах разных конструкций.
Станки:
Вертикально–фрезерные консольные станки;
Горизонтально–фрезерные консольные станки;
Широкоуниверсальные фрезерные станки;
Станки непрерывного фрезерования;
Копировально-фрезерные станки;
Продольно-фрезерные станки;
Вертикально-фрезерные бесконсольные станки.
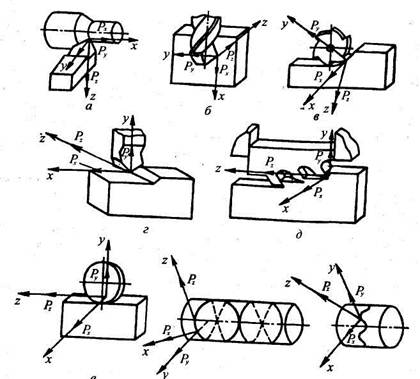
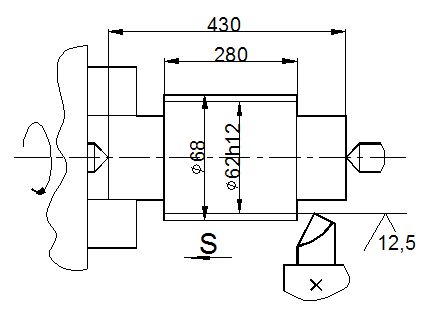
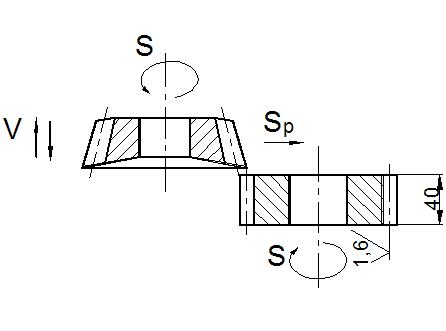
ОБТАЧИВАНИЕ И ПОДРЕЗАНИЕ ДРЕВЕСИНЫ
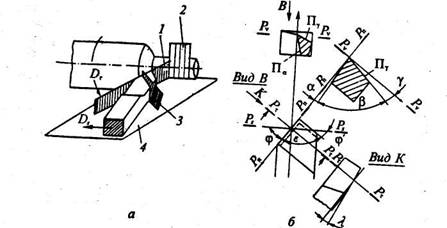
Обтачиванием можно получить гладкие и ступенчатые цилиндрические, а также конические и фасонные наружные поверхности.
При обтачивании цилиндрических поверхностей заготовка крепиться либо в патрон, либо в центрах и получает вращательные движения. На деталь, установленную в центрах, надевается хомутик, вращаемый поводковой планшайбой. Чтобы заготовка большой длины не прогибалась под силой резанья, применяются люнеты: подвижный, устанавливаемый на каретке суппорта и движущийся вместе с ней, и неподвижный, крепящийся на направляющих станины станка.
Подрезанием обрабатывают торцовые поверхности валов и втулок, плоскости в корпусных деталях. Оно выполняется подрезными резцами, получающими поперечную подачу. Прорезание канавок и отрезание заготовок (или готовых изделий) от прутка, трубы производится также только при поперечной подаче.
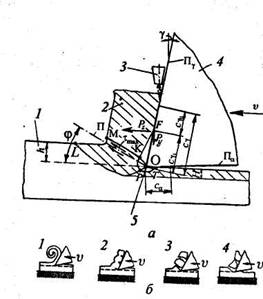
Резцы для наружных и торцевых поверхностей. Прямые с прямолинейным стержнем и отогнутым вправо или влево стержнем. Проходные резцы предназначены для обточки, образования фасок, проходные упорные резцы–для обточки и обработки образуемого торца ступени. Подрезные резцы служат для образования ступени на торце обрабатываемой заготовки, для обработки плоскости торца. Канавки могут быть получены с помощью канавочных резцов. Аналогичные по конструкции резцы применяются для отрезки и называются отрезными
Похожие работы
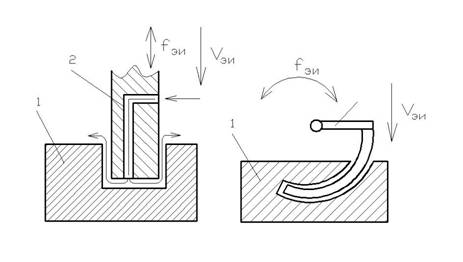
... с плоскопараллельными поверхностями перед ультразвуковой, электронно-лучевой и световой обработками приклеивают к стеклянной подложке и крепят с ее помощью к столу. Электроэрозионные методы обработки. Общая характеристика процессов ЭЭО. Электроэрозионные методы обработки основаны на законах эрозии (разрушения) электродов из токопроводящих материалов при пропускании между ними импульсного или ...
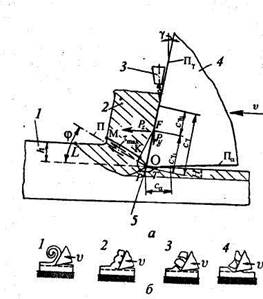
... резания ν, снижением переднего угла γ режущего инструмента. Поэтому расчет усилия резания производится по эмпирическим формулам, установленным для каждого способа обработки (см. справочники по обработке резанием). Например, для строгания эта формула имеет вид Р = СphXpsYpXn где коэффициенты Ср, Хр, Yp, n характеризуют материал заготовки, резца и вид обработки. Мощность процесса резания ...
... по таблицам нормативов [4] или по эмпирической формуле где Сv - коэффициент, учитывающий условия обработки; m, x, y - показатели степени; T - период стойкости инструмента; t - глубина резания, мм; S - подача, мм/об; Kv- обобщенный поправочный коэффициент, учитывающий изменения условий обработки по отношению к табличным , где Kmv - коэффициент, учитывающий ...
... при сохранении требуемого качества поверхности и стойкости инструмента[5]. Глава 2. Технологические методы лезвийной обработки 2.1. Поступательная обработка К поступательным видам обработки относятся строгальные, долбежные и протяжные виды обработки. Строгание и долбление - обработка резанием осуществляемая однолезвийным инструментом с возвратно-поступательным главным движением ...
0 комментариев