инистерство образования РФ
Тюменский Государственный Нефтегазовый Университет
Кафедра «Материаловедения»
РЕФЕРАТ
По дисциплине: «Материаловедение»
На тему:
Порошковые и композиционные материалы
Выполнил:
студент группы ___________
Relax
Проверил:
Тюмень 2001
Содержание
| I. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ | 3 | ||
| Композиционные материалы | 3 | ||
| Карбоволокниты | 3 | ||
| Бороволокниты | 4 | ||
| Органоволокниты | 4 | ||
| Металлы, армированные волокнами | 4 | ||
| II. ПОРОШКОВЫЕ СПЛАВЫ | 4 | ||
| III. ОСНОВЫ ПРОИЗВОДСТВА ПОРОШКОВЫХ СПЛАВОВ | 5 | ||
| Производство порошков | 5 | ||
| Испытание порошков | 6 | ||
| Прессование | 6 | ||
| Спекание | 7 | ||
| IV. ТВЕРДЫЕ СПЛАВЫ | 8 | ||
| Микроструктура | 8 | ||
| Область применения | 10 | ||
| Схема производства | 11 | ||
| VI. ПРОЧИЕ ПОРОШКОВЫЕ СПЛАВЫ | 12 | ||
| Антифрикционные сплавы | 12 | ||
| Фрикционные материалы | 13 14 | ||
| Пористые фильтры | |||
| Керметы СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ | 15 | ||
| 17 | |||
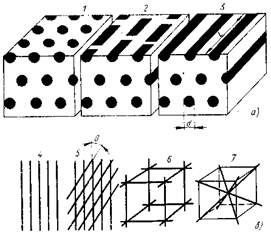
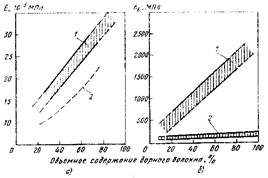
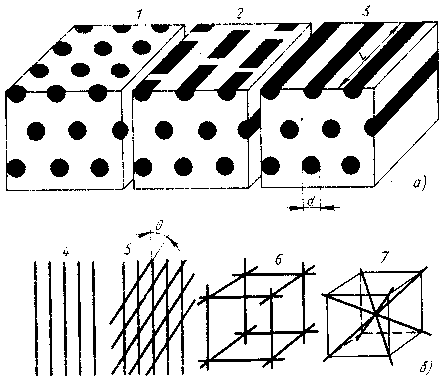
Композиционные материалы — это искусственные материалы, получаемые сочетанием компонентов с различными свойствами. Одним из компонентов является матрица (основа), другим - упрочнители (волокна, частицы). В качестве матриц используют полимерные, металлические, керамические и углеродные материалы. Упрочнителями служат волокна - стеклянные, борные, углеродные, органические, нитевидные кристаллы (карбидов, берилов, нитридов и др.) и металлические проволоки, обладающие высокой прочностью и жесткостью. При составлении композиции эффективно используются индивидуальные свойства составляющих композиций. Свойства композиционных материалов зависят от состава компонентов, количественного соотношения и прочности связи между ними. Комбинируя объемное содержание компонентов, можно, в зависимости от назначения, получать материалы с требуемым и значениями прочности, жаропрочности, модуля упругости или получать композиции с необходимыми специальными свойствами, например магнитными и т. п.
Содержание упрочнителя в композиционных материалах составляет 20-80 % по объему. Свойства матрицы определяют прочность композиционного материала при сжатии и сдвиге. Свойства упрочнителя определяют прочность.
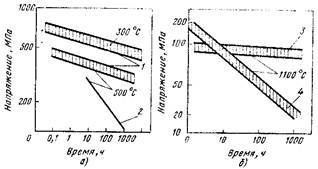
Композиционные материалы имеют высокую прочность, жесткость, жаропрочность и термическую стабильность. Так, для карбоволокнитов d=650-1700 МПа, а для бороволокнитов d=900-1750 МПа. Плотность композиционных материалов 1,35- 1,8 г/см^3 Композиционные материалы являются весьма перспективными конструкционными материалами для многих отраслей машиностроения.
Карбоволокниты (углепласты) - это композиции из полимерной матрицы и упрочнителей в виде углеродных волокон. Для полимерной матрицы используются полиимиды, эпоксидные и фенол формальдегидные смолы. Карбоволокниты КМУ-2 и КМУ-2л на основе полиимидов можно применять при температуре до 300°С Они водо- и химостойки. Карбоволокниты содержат, наряду с угольными, стеклянные волокна, что удешевляет материал. Карбоволокниты используют в химической, судостроительной и авиационной промышленности.
При обработке обычных полимерных карбоволокнитов в инертной или восстановительной атмосфере получают графитированные карбоволокниты или Карбоволокниты на углеродной матрице. Так, карбоволокнит на углеродной матрице типа КУП-ВМ по прочности и ударной вязкости в 5—10 раз превосходит специальные графиты: При нагреве в инертной атмосфере он сохраняет прочность до 2200*C. Карбоволокниты с углеродной матрицей широко применяют при изготовлении химической аппаратуры.
Бороволокниты — это композиции из полимерного связующего и упрочнителя - борных волокон. Для получения бороволокнитов применяют модифицированные эпоксидные и полиимидные связующие. Бороволокниты имеют высокую прочность при сжатии, сдвиге, высокую твердость, тепло- и электропроводность. Бороволокниты водо- и химостойки. Изделия из бороволокнитов применяют в космической и авиационной технике (лопатки и роторы компрессоров, лопасти винтов вертолетов и т. д.).
Органоволокниты - это композиции из полимерного связующего и упрочнителей из синтетических волокон. Упрочнителями служат эластичные волокна, лавсан, капрон, нитрон и др. Связующими служат полиимиды, эпоксидные и фенолформальдегидные смолы. Органоволокниты имеют малую плотность, сравнительно высокую ударную вязкость. Органоволокниты применяют в авиационной технике, электропромышленности, химическом машиностроении и др.
Металлы, армированные волокнами - композиционные материалы с металлической матрицей и упрочнителями в виде волокон. Упрочнителями служат волокна бора, углеродные волокна, нитевидные кристаллы тугоплавких соединений, вольфрамовая или стальная проволока. Матричный материал выбирают из учета назначения композиционного материала (коррозионная стойкость, сопротивление окислению и др.). В качестве матриц используют легкие и пластичные металлы, алюминий, магний и их сплавы. Количество упрочнителя составляет по объему 30-50%. Металлы, армированные волокнами, применяются в авиационной и ракетной технике.
Использование композиционных материалов требует в ряде случаев создания новых методов изготовления деталей и изменения принципов конструирования деталей и узлов машин.
II. ПОРОШКОВЫЕ СПЛАВЫ Сплавы, изготовляемые из металлических порошков путем прессования и спекания без расплавления или с частичным расплавлением наиболее легкоплавкой составляющей их, называются порошковыми.Несмотря на то, что объем производства порошковых сплавов невелик и составляет всего 0,1% от общего объема производства металлов, они имеют очень большое значение в народном хозяйстве и область их применения чрезвычайно широка. При этом изготовление многих сплавов практически возможно только из порошка, например, изготовление твердых металлокерамических сплавов, керметов, сплавов из тугоплавких металлов — вольфрам, молибден, тантал, ниобий — или композиций этих металлов с легкоплавкими металлами, или из металлов с неметаллическими материалами. Многие детали из порошковых сплавов отличаются лучшими качествами и дешевле, чем из обычных металлов.
Области применения и составы порошковых сплавов приведены в табл. 1.
Особенно велико значение порошковой металлургии в новых отраслях техники: атомной и химической промышленности, ракетной технике, реактивных двигателях, радио- и электротехнике, энергетической промышленности и в производстве особо жаропрочных сплавов.
III. ОСНОВЫ ПРОИЗВОДСТВА ПОРОШКОВЫХ СПЛАВОВПроцесс производства порошковых сплавов заключается в получении порошка, составлении шихты, прессовании и спекании.
Производство порошков. Важнейшими методами производства порошков являются:
1) восстановление металлов из окислов;
2) механическое измельчение;
3) электролитическое осаждение;
4) распыление жидкого металла;
5) нагрев и разложение карбонилов.
Наибольшим распространением пользуются первые два метода.
Восстановление металлов из окислов широко применяется в производстве порошков тугоплавких редких металлов, вольфрама и молибдена, а также кобальта, никеля и железа. Руды редких металлов подвергаются сложной переработке и размолу для получения порошков окислов, которые восстанавливаются затем путем нагрева в газовой среде водородом, генераторным газом или твердыми восстановителями—сажей, коксом, графитом. Иногда применяется комбинированное восстановлена путем нагрева вместе с твердым и газовым восстановителем. Восстановление из окислов позволяет получить очень мелкие и чистые порошки.
Таблица 1. Применение и состав порошковых сплавов| Тип порошковых сплавов
| Назначение
| Исходные материалы
|
| Антифрикционные | Для подшипников скольжения | Порошки железа и графита Порошки меди, олова и графита |
| Фрикционные | Для тормозных дисков | Порошки меди, олова, свинца, графита, асбеста и пр. Порошки железа, свинца, графита и асбеста |
| Пористые | Для фильтров | Бронзовая дробь |
| Плотные | Для деталей машин из стали и жаропрочных и окалино-стойких сплавов | Порошки железа и различных металлов |
| Тугоплавкие | ДЛЯ проволоки ДЛЯ ламп контактов и деталей приборов | Порошки вольфрама, молибдена и других туго-плавких металлов |
| Электротехнические | Для контактов н постоянных магнитов | Порошки меди, вольфрама и др. Порошки железа, алюминия, никеля и кобальта. |
| Твердые сплавы | Для режущего инструмента. Волок, буры | Порошки карбида вольфрама, карбида титана, кобальта |
При механическом измельчении — размоле на шаровых, молотковых и особенно на вихревых мельницах — наиболее выгодным является использование металлической стружки. Шаровые мельницы применяются для размола хрупких металлов — чугуна, закаленной стали, бронзы, окислов и др. Молотковые мельницы применяются для получения порошков алюминия и бронзы.
С 1930 г. начали широко применять вихревые мельницы, в которых измельчение производится ударами частиц металла друг о друга под действием воздушных вихрей. Вихревое дробление применяется для производства железных порошков для пористых подшипников, стальных деталей и др. Некоторые металлы, например алюминий и магний, во избежание воспламенения измельчают в защитной атмосфере. Порошки, полученные путем механического измельчения, тверды, плохо прессуются и требуют отжига для снятия наклона.
Электролитическое осаждение применяется для производства порошков электроположительных металлов — меди и некоторых других металлов, например, титана, ванадия я других, а иногда также и железа.
Распыление жидкого металла потоком сжатого воздуха, пара или инертного газа сначала применяли для производства порошков легкоплавких металлов — алюминия, олова и свинца. В настоящее время этим методом распыляют также расплавленные сталь и чугун.
Испытание порошков. Порошковая металлургия предъявляет ряд требований к форме и размерам порошков. Например, для некоторых деталей требуются порошки чешуйчатой формы, полученные на вихревых мельницах, а для фильтров, наоборот, — шарообразной формы, полученные распылением. Прессуются лучше крупные порошки, особенно если среди них есть и мелкие частицы, а спекаются лучше мелкие. Зернистость порошков определяется путем ситового анализа: порошок просеивают через ряд сит со все более мелкими отверстиями и взвешивают остатки с каждого сита. Форму зерен определяют, рассматривая их под микроскопом с сетчатым окуляром. Насыпной вес порошка определяется весом 1 см3 свободно насыпанного порошка. Он зависит от размера, формы и состояния поверхности его частиц и является очень важной его характеристикой.
При конструировании прессформ необходимо знать насыпной вес порошка, который будет в них прессоваться, чтобы определить объем полости матрицы и ход пуансона. Перед прессованием порошки просеивают, подвергают смягчающему или восстановительному отжигу и тщательно (длительно) перемешивают.
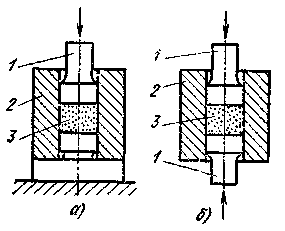
Прессование. Для прессования применяют большей частью быстроходные легко автоматизируемые эксцентриковые (кривошипные) прессы, а иногда и тихоходные гидравлические прессы. Прессование производится в прессформах при давлении от 10 до 100 кГ/мм2 (от 98 до 981 Мн/м2) в зависимости от твердости порошка и формы изделия: чем тверже порошок, тем больше давление прессования, при этом усадка получается от 2:1 до 6:1.
Вследствие трения порошка о стенки прессформы процесс прессования получается прерывистым, ступенчатым, нагрузка и сжатие порошка меняются скачками. Важнейшую роль при сильных давлениях прессования играет пластическая деформация частиц порошка, которая вызывает увеличение поверхности соприкосновения (контактной поверхности) их между собой. Прочность прессования объясняется двумя причинами: атомарным схватыванием на контактной поверхности — «зацеплениями», переплетением неровностей на поверхности частиц порошка.
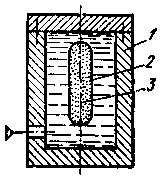
В различных частях сечения порошок уплотняется неодинаково. При последующем спекании усадка может оказаться неоднородной, и недопрессованная часть будет плохо спекаться. Поэтому прессование проходит лучше при наличии деталей небольшой высоты. Вместе с тем порошок не может, подобно жидкости, заполнить очень сложную фасонную форму; следовательно, из порошковых сплавов можно изготовлять детали сравнительно не очень сложной формы.
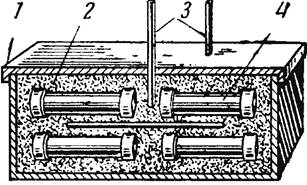
Спекание. Для спекания порошковых сплавов применяют электропечи с металлическим сопротивлением, с угольными сопротивлениями в виде труб и высокочастотные. Спекание производится в защитной атмосфере. Для спекания медных сплавов, железа и фрикционных материалов применяют защитные атмосферы, получаемые при частичном сжигании газа. При спекании вольфрама, молибдена, твердых сплавов, магнитных и электротехнических материалов применяют водород. Температура спекания составляет примерно 2/3 температуры плавления металла, например для меди 800-850° С, для железа — 1050-1150° С. Длительность спекания примерно 2—3 ч. Различаются два основных типа спекания — спекание однокомпонентной системы, спекание многокомпонентной системы с образованием или без образования жидкой фазы. При спекании происходят следующие пиления: повышение температуры увеличивает подвижность атомов, происходит изменение контактной поверхности частиц, которая большей частью увеличивается; происходит снятие напряжений в местах контакта и рекристаллизация, сопровождающаяся ростом зерна через контактные поверхности; восстанавливаются окислы и удаляются адсорбированные газы и жидкости, и результате контакт становится металлическим.
В случае многокомпонентных систем, кроме перечисленных явлений, происходит образование твердых растворов, диффузия и образование химических соединений. При спекании порошков с большой разницей температур плавления, например порошков карбида вольфрама с порошком кобальта, образуется жидкая фаза, которая капиллярными силами стягивает нерасплавившиеся частицы. В результате получаются плотные детали. Иногда, например при производстве медновольфрамовых электродов, сначала прессуют и спекают порошковый вольфрамовый каркас, потом пропитывают его расплавленной медью. Спекание обычно сопровождается усадкой, которая тем больше, чем выше температура спекания и чем ниже давление прессования. Усадка изменяет размеры деталей; поэтому детали, требующие высокой точности, например подшипники н зубчатые колеса, после спекания калибруют путем протягивания через сквозные прессформы. У сплавов, образующих жидкую фазу, усадка и процессе спекания составляет 5 - 25%, а у сплавов, не образующих жидкой фазы, 0,5—2,5%.
Горячее прессование, совмещающее прессование и спекание, благодаря ряду преимуществ начинает распространяется всё шире. При горячем прессовании требуется более низкое давление, которое составляет всего 5—10% давления обычного прессования. Порошок лучше заполняет форму, и горячее прессование позволяет получать детали более сложной формы и более точных размеров, не требующих калибрования. Нагрев порошка производится электрическим током.
IV. ТВЕРДЫЕ СПЛАВЫОпределение и классификация. Порошковым твердым сплавом называется сплав, состоящий из тончайших частиц (зерен) карбидов, например WC, связанных твердым раствором WC в кобальте. В СССР ГОСТ 3882-61 предусматривает две группы металлокерамических (порошковых) твердых сплавов — вольфрамовые, состоящие из карбида вольфрама и кобальта, и титановольфрамовые, состоящие из карбида титана, карбида вольфрама и кобальта.
Металлокерамические или порошковые твердые сплавы применяются при изготовлении пластинок для оснастки инструмента при обработке металлов резанием, волок при волочении проволоки, бурового инструмента и других целей, в том числе для износоустойчивых детален (клапанов насосов, работающих в коррозионной среде, наконечников пескоструйных аппаратов, разных направляющих) и измерительного инструмент.
Микроструктура. Качество и режущие свойства порошковых твердых сплавов зависят от их микроструктуры. Исследование их микроструктуры до травления обнаруживает пористость (рис.1, а; Х 100).
Микроструктура вольфрамокобальтового твердого сплава ВК 15 после травления насыщенным солянокислым раствором хлорного железа (рис.1 б; X 1500) обнаруживает следующие две фазы:
-светлые угловатые и шпалообразные зерна фазы WC;
-протравленные в темный цвет участки фазы твердого раствора WC в кобальте.
Светлые зерна WC являются очень твердыми, в режущем инструменте они служат элементарными режущими частичками, а твердый раствор WC в кобальте— относительно менее твердый, но более вязкий служит связкой (цементом), соединяющей между собой зерна WC. Твердый раствор WC в кобальте лучше протравливается легким окислением на воздухе в электрической печи при 400° С в течение 10 мин (рис.1, в; X 1500), но очертания WC выявляются здесь менее четко.
В общем, чем мельче частички (зерна) и чем равномернее они распределены в микроструктуре, тем лучше режущие свойства и тем выше прочность металлокерамического (порошкового) вольфрамового твердого сплава данной марки. Крупные же зерна WC ухудшают свойства этих сплавов.
Микроструктура титановольфрамокобальтового сплава Т15K6 после травления окислением на воздухе в электропечи при 400° С
Рис.1 Микроструктура твердого сплава ВК15.
в течение 40 мин. (рис.2, а) состоит из трех фаз: угловатых светлых зерен фазы WC, окаймленных темной фазой (твердого раствора карбидов WC и TiС в кобальте и серой титановой фазы), твердого раствора WC в TiC.
Карбид вольфрама WC почти не рястворяет титана, зато карбид титана TiC растворяет очень много вольфрама, например, до 70% при комнатной температуре и до 90% при высокой температуре.
Чем мельче и равномернее распределены светлые зерна фазы WC (рис.2,б), тем лучше режущие свойства и прочность твердого сплава Т15К6.
Зерна титановой фазы имеют округлую форму (рис.2, в);
они выявляются путем травления в щелочном растворе K4Fe(CN)6. Хорошим режущим свойствам сплава Т15К6 отвечает микроструктура из средних или крупных зерен титановой фазы.
Избыток углерода в порошковых твердых сплавах вызывает появление в их микроструктуре графита, а при недостатке углерода
образуется n1-фаза (W4Co4C).
Присутствие графита, n1-фазы и других посторонних включений в микроструктуре порошковых твердых сплавов ухудшает их качество.
Механические и физические свойства. Предел прочности на изгиб и твердость порошкового твердого сплава зависят от содержания в нем кобальта. Чем больше в твердом сплаве кобальта и
Рис.2. Микроструктура твердого сплава Т15К6 (Х1500).
чем крупнее зерна карбидов, тем выше предел прочности на изгиб, но тем ниже твердость. Однако повышение содержания кобальта сверх 15% нарушает сплошной каркас из зерен карбида и резко снижает предел прочности на изгиб.
В случае уменьшения содержания кобальта и применения мелкозернистых карбидов, которые лучше растворяются в кобальте, вязкость и предел прочности на изгиб снижаются, но твердость и износостойкость увеличиваются.
Удельный вес характеризует степень пористости сплава. Высокая теплопроводность способствует отводу тепла от режущей кромки и увеличивает стойкость инструмента.
Красностойкость твердых сплавов, т. е. способность сохранять структуру и режущие свойства при высоких температурах, значительно выше красностойкости быстрорежущей стали. При этом чем меньше кобальта в сплаве и чем он мелкозернистее, тем выше крастостойкость. Титановольфрамовые сплавы обладают большей красностойкостью, чем однокарбидные вольфрамовые, что особенно важно при обработке стали. Кроме того, наличие карбида титана снижает коэффициент трения и увеличивает износостойкость дву-карбидных сплавов.
Слипаемость или сцепление твердого сплава с обрабатываемым материалом резко ухудшает обрабатываемость, особенно стальных деталей. Титановольфрамовые твердые сплавы группы ТК отличаются меньшей слипаемостью, которая начинается у них при более высоких температурах, чем у вольфрамовых ВК. Кроме того, чем меньше в твердом сплаве кобальта, тем меньше слипаемость.
Область применения. При обработке чугуна и цветных сплавов преимущественно применяют однокарбидные вольфрамовые твердые сплавы группы ВК. Сплавы ВК2 и ВКЗМ применяют для снятия легкой стружки на больших скоростях резания и для обработки самых твердых материалов — стекла, фарфора, пластмасс и т. д. Сплав ВКЗМ отличается также высокой износостойкостью за счет мелкозернистости.
Сплав ВК6М применяют для скоростного, полуобдирочного и чистового точения. Сплавы ВК6 и ВК8 применяют для обдирочного точения и для изготовления инструмента, подвергаемого в работе ударам и толчкам. Сплавы ВК6В и ВК15 применяют для бурового инструмента и т. д.
При обработке некоторых марок стали получается непрерывная сливная стружка, которая все время соприкасается с твердым сплавом и передает ему большее количество тепла. Здесь решающее значение приобретает красностойкость, наименьший коэффициент трения и особенно слипаемость. Поэтому для обработки стали преимущественно применяют титановольфрамовые твердые сплавы группы ТК.
Сплав ТЗ0 К4 применяют для снятия легкой стружки при самых больших скоростях резания, сплав Т15К6 — для полуобдирочной и чистовой работы и для скоростной обработки и сплав T5K12B – для тяжелого чернового точения, требующего прочного инструмента.
У титанотанталовольфрамового сплава наивысшая эксплуатационная прочность и сопротивление вибрациям и выкрашиванию, поэтому он применяется для самого тяжелого чернового точения углеродистых и легированных сталей.
В настоящее время почти половина всей обработки металлов однолезвийным инструментом производится с использованием порошковых твердых сплавов. Внедрение твердосплавного инструмента потребовало создания станков новых конструкций, позволяющих осуществлять высокие скорости резания — до 1000—2000 м/мин и выше.
Инструмент из твердых сплавов затачивают на специальных кругах (карборунд «экстра») или на кругах из искусственных (синтетических) алмазов, а доводят на пасте из карбида бора. При доводке твердых сплавов химическое воздействие пасты имеет большее значение, чем механическое.
Препятствие на пути полной замены быстрорежущей стали твердыми сплавами, в которых дефицитный вольфрам используется в 10 раз эффективнее, заключается в том, что по своей природе твердые сплавы пригодны не для всех случаев механической обработки, а также вследствии сложности изготовления из них фасонного инструмента.
Применение порошковых твердых сплавов ограничивается пластинками, которые припаивают медным припоем к стальной державке—так, например, изготовляют резцы.
Схема производства. Технологический процесс производства металлокерамических (порошковых) твердых сплавов состоит из ряда следующих операций:
1. Сначала получают грубый порошок вольфрама путем восстановления вольфрамового ангидрида W03 в потоке водорода при 700—900° С или сажей при 1500° С. Полученный грубый порошок вольфрама измельчают в течение примерно 9 ч на шаровой мельнице и просеивают.
2. Порошок вольфрама перемешивают с ламповой сажей .и карбонизируют в бумажных или угольных патронах в течение 1 ч в электропечи при 1400° С в атмосфере водорода или окиси углерода.
Полученный порошок карбида вольфрама размалывают и просеивают, как и порошок вольфрама.
Для титановольфрамового сплава карбонизации можно подвергнуть шихту из ТiO2+ С + W и получить сразу оба карбида.
3. Полученные порошки карбидов и кобальта перемешивают в течение 24 ч и дольше в шаровой мельнице; затем их замешивают с клеем и подсушивают. В качестве клея применяют или раствор синтетического каучука в бензине или раствор парафина в четыреххлористом углероде.
4. Хорошо замешанная и подсушенная смесь подвергается прессованию при давлении примерно 10—40 кГ/мм2 (98—392 Мн/м2), причем титановольфрамовые смеси требуют большего давления прессования, чем вольфрамовые.
5. Далее производят предварительное спекание смеси при 900° С в течение примерно 1 ч в атмосфере водорода для создания прочности, необходимой при механической обработке. Предварительное спекание применяется не всегда.
6. После предварительного спекания полученный сплав разрезают и механически обрабатывают на обычных металлорежущих , станках—фрезерных, строгальных, токарных и др.
7. Окончательное спекание, в процессе которого образуется твердый сплав, проводят в атмосфере водорода или в засыпке из порошка магнезита или окиси алюминия — для вольфрамовых сплавов в течение 2 ч примерно при 1400° С, а для титановольфрамовых в течение 1—3 ч при 1500° С. Качество спекания зависит от чистоты карбида титана: чем меньше в нем азота и кислорода, тем
лучше идет спекание.
В результате спекания твердый сплав дает линейную усадку до 25%, становится чрезвычайно твердым и не поддается механической обработке; твердые сплавы можно шлифовать зеленым карборундом «экстра» или подвергать электроискровой обработке.
Производство твердых сплавов требует особой чистоты, тщательного лабораторного контроле, соблюдения технологической дисциплины и всех тонкостей процесса. Качество и режущие свойства порошковых твердых сплавов зависят от технологии их производства не менее чем от их состава.
Кроме порошковых твердых сплавов, в машиностроении применяют и литые твердые сплавы, которые применяются или зернистыми или в виде электродов. После наплавки они имеют структуру заэвтектического, легированного, белого чугуна и очень высокую твердость благодаря присутствию большого количества
карбидов и карбидной эвтектики.
Литыми твердыми сплавами наплавляют штампы, токарные центры и сильно истирающиеся детали, что увеличивает в несколько
раз их стойкость.
V. ПРОЧИЕ ПОРОШКОВЫЕ СПЛАВЫАнтифрикционные сплавы. Пористые, пропитываемые маслом подшипники очень удобны в труднодоступных узлах трения и обеспечивают высокую износостойкость при малом коэффициенте трения. Кроме того, они могут заменять бронзу или позволяют более экономно расходовать цветные металлы, но наличие пор снижает их прочность и поэтому для тяжелонагруженных подшипников, например коренных и шатунных двигателей, они не применяются. Пористые подшипники изготовляют из железного или медного порошка. Если нет опасности ржавления, то подшипники изготовляются из смеси железного порошка с графитом, который добавляется в количестве 1—2%.
Пористость в таких подшипниках 20 - 30%. После прессования и спекания они пропитываются маслом, где коррозия возможна, там применяются
бронзовые подшипники.
Пористые бронзовые подшипники изготовляют из смеси порошков 88% Сu, 10% Sn и 2% графита. Пористые подшипники обладают хорошими антифрикционными качествами, но менее прочны, чем сплошные, поэтому их нельзя применять при больших нагрузках, например для шатунных и коренных подшипников двигателя.
Эти материалы отличаются способностью саморегулировать подачу смазки.
На контактной поверхности трущейся нары образуется непрерывная пленка.
этим обеспечивается жидкое трение.
К антифрикционным автомобильным деталям та к же относятся направляющие втулки клапана, шестерни масляного насоса и т. д., которые изготовляются из смеси порошков 96% Fe +2,5% Сu +1,5% графита; после прессования и спекания они отжигаются при температуре 740 и 715° С, т. е. производится отжиг на зернистый перлит. Содержание углерода после спекания не менее 0,8%. Наиболее желательной, обеспечивающей высокое качество пористых железографитных подшипников структурой является перлит с графитными включениями; в случае наличия у чих ферритной структуры они быстро изнашиваются, налипают на шейку вала и имеют высокий коэффициент трения. Цементит в структуре железографнтных подшипников, хотя и повышает их сопротивление износу, но изнашивает и царапает шейку вала и также повышает коэффициент трения.
Фрикционные материалы. К фрикционным материалам предъявляются следующие требования: они должны иметь высокий коэффициент трения, обеспечивающий плавность торможения и минимальную пробуксовку и износостойкость как собственную» так н сопряженной стальной поверхности. Кроме того, они должны иметь хорошую прирабатываемость, не заедать н обладать высокой теплопроводностью. Всем этим требованиям может отвечать только порошковый сплав, представляющий целый комплекс различных материалов с различными свойствами.
По условиям эксплуатации фрикционные материалы могут работать:
1)в масляной ванне, например в автоматических коробках передач современных автомобилей с фрикционными дисками и тормозными лентами:
2) при сухом трении, например тормозные накладки фрикционных механических прессов.
Фрикционные материалы изготовляются из порошков меди, олова, железа
и других, образующих металлическую их основу, куда добавляются в небольшом количестве порошки кремния, двуокиси кремния (SiO2), асбеста и пр. для повышения коэффициента трения, а также порошка графита, талька, свинца и пр. для создания смазки на поверхностях трения,
Изменяя дозировку добавок, увеличивающих коэффициент трения и добавок, его снижающих, можно получить необходимые фрикционные свойства порошкового сплава, т. е. исключить пробуксовку обильно смазанных трущихся поверхностей при очень высокой износостойкости и фрикционного материала
и сопряженной с ним стали.
Например, в автомобильной промышленности для работы в масле применяется фрикционный сплав из следующих порошков; 60% Сu, 10% Sn, 4%
Fe, 7% Pb, 4%; графита, 8% пульвер-бакелита и 7% асбеста.
Фрикционные сплавы отличаются невысокой прочностью, поэтому они применяют» я в виде топкого слоя или на стальном диске, или на стальной ленте. Соединение их со сталью производится двумя способами: спеканием порошкового сплава под давлением со сталью или приклеиванием.
В условиях сухого трения при торможении развивается более высокая температура и поэтому приходится применять вместо медной основы железную,
отличающуюся более высокой температурой плавления.
Пористые фильтры. Из шарообразных порошков бронзы или сплавов никеля с медью или чистого никеля изготовляют металлические фильтры с объемом пор, достигающим 80% от общего объема изделия. Такие фильтры применяют в химической промышленности, а также в качестве топливных фильтров в двигателях.
Конструкционные материалы. Порошковая металлургия в данном случае
должна упрощать технологический процесс, для сокращения расхода металла и снижения трудоемкости производства. Например, детали простейшей формы:
небольшие шестерни, шайбы и т. д. из углеродистой или из легированной стали с успехом изготовляются методами порошковой металлургии. Порошковые сплавы также применяются для производства прецизионных сплавов, т. е. сплавов с очень небольшими колебаниями в химическом составе, биметаллов и комплексных сплавов с разным составом поверхности и сердцевины, а также особо жаропрочных сплавов и материалов для ракет н ядерных реакторов.
Электротехнические сплавы. Особенно широко порошковые сплавы применяются в электротехнике. Постоянные магниты небольшого размера, полученные из порошков Fe—Al—Ni сплавов (альни) или F'e—А1—Ni—Со сплавов (альнико), отличаются мелкозернистостью, в отличие от литых магнитов из этих сплавов, которые крупнозернисты. Кроме того, порошковые сплавы лишены литейных дефектов: раковин, ликвации и т. д. Это позволяет получить однородную плотность магнитного потока. Допуски в размерах постоянных магнитов из порошковых сплавов гораздо уже, что сводит до минимума их механическую обработку, которая ограничивается одним шлифованием.
Порошковые сплавы позволяют соединить жаро- и износостойкость вольфрама, молибдена, никеля и графита с высокой электропроводностью меди и серебра.
Из порошковых сплавов изготовляют электрические контакты. Сопротивление контактов искре повышается при комбинации серебра с окисью кадмия. Высокая электропроводность серебра обеспечивается его чистотой, а также отсутствием элементов, которые могут образовывать с серебром твердые растворы.
Порошковые сплавы применяют при изготовлении ряда электро- и радио-технических деталей из порошков альсифера, ферритона и карбонилььного железа.
Из порошковых сплавов изготавливают электроды для дуговой
сварки, из смеси графита с медным порошком изготовляют износостойкие щетки электродвигателей. Железные порошки применяют для изготовления полюсов электродвигателей постоянного тока.
Тугоплавкие металлы и тяжелые сплавы. Из порошков методом восстановления из окислов получают металлы с очень высокой температурой плавления — вольфрам, молибден, тантал/ниобий и др. Сначала в потоке водорода восстанавливаются из окислов чистые металлы, получаемые в виде порошков. Их прессуют в брикеты и нагревают током. Далее производят ковку и прокатку. Все эти операции с вольфрамом и молибденом производят в атмосфере водорода, а с титаном н танталом—в вакууме, так как последние очень сильно поглощают газы при высоких температурах. Если металл предназначен для нитей электроламп, в него добавляют вещество, препятствующее росту зерна при высоких температурах, например окись тория.
Из порошков изготовляют также «тяжелый сплав» состава 90% W, 7,5 Ni и 2,5% Си, имеющий удельный вес до 17 и высокие механические свойства, применяемый, например, в качестве противовесов там, где по условиям конструирования места для них мало.
Керметы. Керметами называются порошковые сплавы, являющиеся композициями керамических материалов с металлами и предназначаемые для детален, работающих при высоких температурах или в агрессивной коррозионной среде.
Керметы сочетают жаропрочность, коррозионную стойкость и твердость керамических материалов (карбидов, окислов, боридов, нитридов и силицидов) с вязкостью, теплопроводностью и стойкостью при перемене температуры металлов.
Наиболее подходящим керамическим мат риалом дли этих сплавов в настоящее время является карбид титана TiC благодаря его жаропрочности, окалиностойкости и способности противостоять тепловому удару, т. е. не разрушаться при внезапных и сильных изменениях температуры.
Связующим металлом для керметов берут жаропрочный сплав из порошков никеля, кобальта н хрома, иногда с небольшим количеством молибдена. Введение хрома повышает сопротивление ползучести и окалиностойкость керметов.
Рис.3. Микроструктура керметов (Х1000) (В. А. Хавекотт):
а-FS-9 б-FS-27.
Микроструктура этих керметов (рис.3) состоит из светлых участков металлической связки, серых участков карбида титана и черных участков карбида хрома,
До сих пор еще не создано керметов с достаточной вязкостью и теплостойкостью. Возможно, что создание порошковых сплавов, удовлетворяющих всем требованиям конструкторов газовых турбин и реактивных двигателей, в значительной степени будет связано с усовершенствованием микроструктуры сплавов.
Из керметов изготовляются опытные лопатки и другие детали для реактивных двигателей и газовых турбин. Уменьшение количества карбида титана и увеличение металлической связки ведет к повышению вязкости кермета, но понижает его жаропрочность.
Более рациональным не понижающим жаропрочности керметов является создание у них наиболее мелкозернистой структуры.
К числу керметов относится и порошковый алюминиевый сплав САП, состоящий из 20% Аl2Оз и 80% А1, который по прочности при обыкновенной и особенно при повышенных температурах (до 500° С) значительно превосходит литые и деформируемые алюминиевые сплавы.
Тонкие пленки Аl2Оз в микроструктуре САП, не коагулирующие даже при повышенных температурах, препятствуют процессам рекристаллизации и разделяют его структуру на мелкие участки, ограничивающие пути скольжения при пластической деформации.
Легкие, прочные и теплоустойчивые сплавы САП применяются в атомной, авиационной и автомобильной промышленностях.
Преимущества и недостатки порошковых сплавов. К числу особенностей порошковых сплавов относится их чистота, точность дозировки, повторяемость состава, отсутствие литейных дефектов: ликвации, раковин и т. д., а также возможность высокой производительности при изготовлении из них мелких деталей простой формы, узкие пределы допусков и минимальная последующая механическая обработка деталей из них; наконец, в отдельных случаях преимуществами является экономия материалов (малые отходы производства), сокращение трудоемкости процесса изготовления деталей, экономия инструмента. При этом наиболее экономичным является производство деталей из железного порошка, получаемого из руды прямым восстановлением.
Несмотря на все эти достоинства, порошковые сплавы еще не заняли подобающего места в современном машиностроении, так как этому препятствует высокая цена порошков, высокая цена штампов для прессования, особенно для прессования крупных деталей и сложных по форме изделий, меньшая прочность и вязкость металлокерамических сплавов по сравнению с катаными, коваными и литыми, трудность обеспечения безупречной чистоты сплава в условиях массового производства.
При конструировании деталей из порошковых сплавов необходимо учитывать следующие требования, определяемые условиями их прессования: не применять острых углов и пересечений; избегать больших и резких изменений сечений; внешние и внутренние резьбы, купавки, углы, отверстия, перпендикулярные к направлению прессования, выполнять посредством механической обработки после прессования; принимать во внимание, что слишком длинные детали после прессования дают неплотную центральную часть.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ1. Айзенкольб Ф. Порошковая металлургия. М., Металлургиздат 1959.
2. Андриевский Р. А. Пористые металлокерамические материалы. М.,
Металлургия, 1964.
3. Бальшин М. Ю. Порошковое металловедение. М., Металлургиздат 1948.
4. Борок Б. А. и Ольхов И. И, Порошковая металлургия. М.. Металлургиздат,
1948,
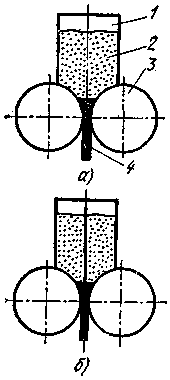
5. Виноградов Г. А. и др. Прессование и прокатка металлокерамнческих
материалов. М., Машгиз, 1963.
6. Вопросы порошковой металлургии и прочности материалов. Вып. I—VI.
Киев, АН УССР, 1956—1959, в настоящее время журнал «Порошковая
металлургия», АН УССР.
7. Киффер Р., Шварцкопф П. Твердые сплавы. М., Металлургиздат, 1957.
8. Порошковая металлургия. М. Металлургиздат, 1954.
9. Раковский В. С. и др. Твердые сплавы в машиностроении. М., Машгиз,
1955.
10.Федорченко И. М., Андриевский Р. Л. Основы порошковой
металлургии. Киев, AИ УССР, 1963.
Похожие работы
... , позволяет сохранить высокую прочность материала до 0,9–0,95Тпл. В связи с этим такие материалы чаще применяют как жаропрочные. Дисперсноупрочненные композиционные материалы могут быть получены на основе большинства применяемых в технике металлов и сплавов. Наиболее широко используют сплавы на основе алюминия – САП (спеченный алюминиевый порошок). САП состоит из алюминия и дисперсных чешуек ...
... в ХХI век и целесообразно рассмотреть требования этого века в технологиям получения материалов. Для развития техники высоких температур необходимы композиционные материалы (КМ) на основе углеродных волокон (УВ), углеродных и карбидо–углеродных матриц. Основные требования к таким КМ в настоящее время и, особенно, в недалеком будущем сведутся к следующему: В двигателях современных и будущих ракет, ...
... (15% Cu, 9% графита, 3% асбеста, 3% SiO2 и 6% барита), фрикционные материалы изготовляют в виде тонких секторов (сегментов, полос) и крепят на стальной основе (для упрочнения). Широко применяют порошковые материалы для фильтрующих изделий. Фильтры в виде втулок, труб, пластин из порошков Ni, Fe, Ti, Al, коррозионно-стойкой стали, бронзы и других материалов g пористостью 45–50% (размер пор 2–20 ...
... являются самыми сильными среди известных, поэтому бездефектные углеродные трубки на два порядка прочнее стали и приблизительно в четыре раза легче ее! Одна из важнейших задач технологии в области новых углеродных материалов заключается в создании нанотрубок "бесконечной" длины. Из таких трубок можно изготовлять легкие композитные материалы предельной прочности для нужд техники нового века. Это ...
0 комментариев