Расчет комбинированной шлицевой протяжки
группового резания.
Исходные данные для варианта 68:
| Номинальный размер отверстия DxdxB | мм | 92x82x18 |
|
| ||
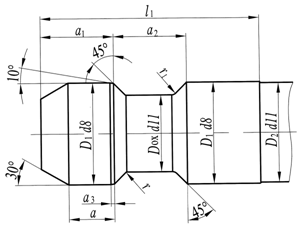
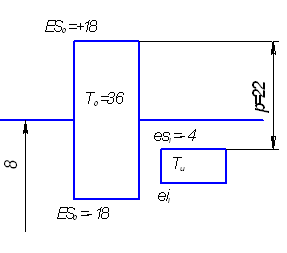
| наружный диаметр D | мм | + 0.05 |
| диаметр впадин d | мм | + 0.04 |
| ширина шлицев B | мм | + 0.06 - 0.03 |
| Фаска f | мм | 0.4 +0.05 |
| Число шлицев z | 8 | |
| Длина протягиваемого отверстия L | мм | 66 |
| Материал детали | 30XH3A |
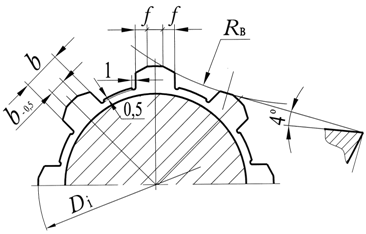
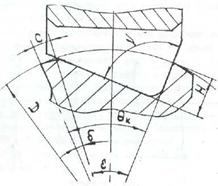
Расчет фасочной части
1. В зависимости от количества нарезаемых зубьев принимаем угол у основания шлицевых канавок: для z = 8; b = 45°
2. Определим диаметр dф
sin qв = bn + 2f / d
где bn - ширина шлицевого выступа на протяжке
bn = bmax - db ,мм
где bmax - максимально допустимая ширина шлицевой канавки на изделии;
db - максимальное разбивание по ширине шлица (0.005 ¸ 0.01 мм) = 0.01
bn = 18.06 - 0.01 = 18.05
qb = sin ( 18.05 + 2 * 0.4 ) / 82 = sin 0.229 = 13°17`23`` ( )
M = 0.5d * sin (qb +b) = 0.5 * 82 * sin (13.289 + 45) = 34.879 ( )
E = M / sin b = 34.879 / sin 45 = 49.327 ( )
C = 0.5bn * ctg b = 0.5 * 18.05 * ctg 45 = 9.025 ( )
tg qф = bn / 2( E-C ) = 18.05 / 2( 49.327 - 9.025 ) = 0.2239 ( )
qф = 12.622
dф = bn / sin qф = 18.05 / 0.22 = 82.6 мм ( )
3. Определим диаметр последнего фасочного зуба.
dф.п. = dф + ( 0.3 ¸ 0.4 ) = 82.6 + 0.4 = 83 мм ( )
4. Определим диаметр последнего размера хвостовика.
l0 = lв + lз + lс + ln + lн ,мм
где lв - длина входа хвостовика в патрон, мм
lз - зазор между патроном и стенкой опорной плиты станка, мм
lс - толщина стенки опорной плиты протяжного станка, мм
ln - высота выступающей части планшайбы, мм
lн - длина передней направляющей, мм.
l0 = 100 + 20 + 26 + 57 + 76 = 270 мм
Lc = 220 + h` = 220 + 66 = 286 мм ( )
5. Определим силу протягивания.
Pzmax = 9.81 * Cp * Szx * D * zmax * kg * kc * kj ( )
Значение всех коэффициентов берем из таблиц (1. табл. 12 и табл. 13)
| Cp | x | kg | kc | kj | Sz |
| 250 | 0.85 | 1 | 1 | 1 | 0.1 |
Zmax = h` / t ( )
Zmax = 66 / 10 = 6.6
Pzmax = 9.81 * 250 * 0.10.85 * 82 * 6.6 * 1 = 213349 H
По паспорту станка, его тяговое усилие составляет 400000H т.е. большее чем Pzmax поэтому
протягивание возможно.
6. Определим величину припуска на фасочную часть.
Aоф = dоф - dо = 83 - 82 = 1 мм
7. Определим диаметр зубьев.
Первого фасочного : dф1 = Dо = 82 мм
Последнего фасочного: dфп = 82 +1 = 83 мм
8. Определим количество секций.
iск = dфп - dф1 / 2Szф = 83 - 82 / 2*0.1 » 5 ( )
9. Определим количество зубьев в фасочной части протяжки.
zф = 2 * iск = 2 * 5 = 10 ( )
10. Определим длину фасочной части.
l5ф = (zф +1) * tф = (10+1) * 10 = 110 мм ( )
11. Определим диаметр впадин между фасочными и шлицевыми зубьями.
Dвп = Dо = 82 мм
Расчет шлицевой части протяжки.
Шлицевая часть протяжки содержит черновые , переходные , чистовые и калибрующие зубья.
1. Определим припуски на шлицевую часть.
dш = Dmax - dш1 ,мм
где Dmax - наибольший диаметр обрабатываемого отверстия, мм
dш1 - диаметр первого шлицевого зуба, мм
dш1 = 83 - 0.05 = 82.95
Aош = 91.1 - 83.95 = 8.95 мм
Припуск на зубья шлицевой части равен:
Aош / 2 = 8.95 / 2 = 4.475 мм
Расчет черновых зубьев
1. Определяем припуск на черновые зубья.
Aочш = Aош - ( Aошп + Aошчп ), мм
где Aошчп = Aошп = 0.1 - величина припуска на переходные зубья и чистовые шлицевой
части. [1. табл.21]
Aочш = 4.475 - (0.1 + 0.1) = 4.275
2. Определим подачу на каждую черновую секцию.
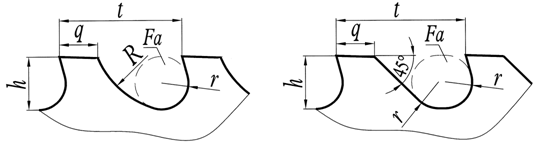
Sz = Fa / h` * Kmin ( )
где Fa = 12.6 мм2 - площадь служебной канавки [1. табл.20]
h` = 66 мм - длина протягиваемого отверстия
Kmin = 2.5 - коэффициент заполнения стружечной канавки стружкой.
Sz = 12.6 / 66 * 2.5 = 0.08
С целью уменьшения количества зубьев принимаем Sz = 0.15
3. Определим количество секций черновых зубьев.
iчш = Aош / 2Szчш = 4.475 / 2 * 0.15 = 14.92 » 15
Принимаем количество зубьев в черновой секции zчсш = 2.
4. Определим количество черновых зубьев.
zчш = 2 * iчш = 2 * 15 = 30
5. Определяем шаг и количество одновременно работающих черновых зубьев.
t = m*Öh` ( )
где m - модуль зубьев = 1.5
t = 1.5 * Ö 66 = 12.2 мм
6. Определим силу протягивания на черновых зубьях.
Pчш = (Cp * Szx * b * n * zчш *kg * kc * kj ) / z ( )
где n - количество шлицев
b - ширина шлица.
Из [1. табл. 12,13] выбираем значения коэффициентов.
| Cp | x | kg | kc | kj |
| 260 | 0.85 | 1.1 | 1 | 1 |
Pчш = ( 260 * 0.150.85 * 18 * 8 * 6 * 1.1 ) / 30 = 1642 H
7. Определим длину черновой части.
lчш = zчш * tчш = 30 * 10 = 340 мм
Расчет переходных зубьев
1. Определяем припуск на переходные зубья.
Aопп =0.06 мм
2. Определим подачу на каждую переходную секцию.
Szпп = 0.5 * Szчш = 0.5 * 0.15 = 0.075
На последней секции она уменьшится до значения Szпш-1 = 0.03
3. Определим количество секций переходных зубьев.
iпш = Aошп / 2Szпш-1 = 0.06 / 2 * 0.03 = 1
4. Определим количество переходных зубьев.
zпш = 2 * iпш = 2 * 1 = 2
5. Определяем шаг и количество одновременно работающих переходных зубьев. t = 12 мм
Pчш = ( 260 * 0.150.85 * 18 * 8 * 6 * 1.1 ) / 30 = 1642 H
7. Определим длину переходной части.
lпш = zпш * tпш = 2 * 10 = 24 мм
Расчет чистовых зубьев
1. Примим припуск на чистовые зубья.
Aочш =0.04 мм
2. Определим подачу на каждую чистовые переходную секцию.
Szчш = 0.01
3. Определим количество секций чистовые зубьев.
iчш = Aочш / 2Szчш = 0.04 / 2 * 0.01 = 2
Принимаем число зубьев в чистовой секции = 2
4. Определим количество чистовых зубьев.
zчш = 2 * iчш = 2 * 2 = 4
5. Определяем шаг чистовых зубьев.
tчш = 0.7 * tпш = 0.7 * 12 = 8. 4
принимаем tчш = 8
6. Определим длину чистовой части.
lчш = zчш * tчш = 4 * 8 = 32 мм
Расчет калибрующих зубьев
1. Определим диаметр калибрующих зубьев.
dкш = Dmax - d = 92.05 - 0.05 = 92 мм
2. По [1. табл. 22] принимаем zкш = 7 шт.
3. Определим шаг калибрующей части
tкш = 0.7 * tчш = 0.7 * 8 = 5.6 мм
Принимаем tкш = 6 мм
4. Определим длину калибрующей части.
lкш = zкш * tкш = 7 * 6 = 44 мм
5. Принимаем ширину боковой ленточки:
f0 = 0.8 мм
6. Принимаем ширину ленточки на вершине зуба:
fn = 0.2 мм
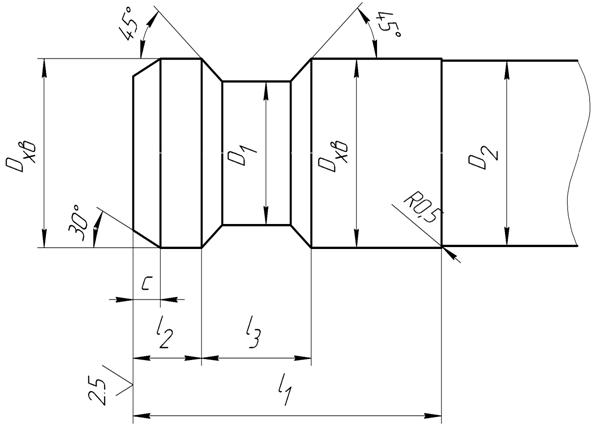
Расчет прочих размеров протяжки
1. Форма и размеры центровых отверстий берем [1. табл. 16] в зависимости от диаметра
хвостовика d = 82мм.
2. Количество выкружек принимаем по числу шлицов Nчф = 8 шт.
3. Ширина и радиус выкружек определяются графически.
4. Общая длина протяжки составит:
Ln = lo + lф + lr + ln + lrc + lk + lз ,мм
Ln = 270 + 110 + 340 + 24 + 32 + 44 + 70 = 890 мм
где lз - длина задней направляющей = 70 мм [1. табл. 25]
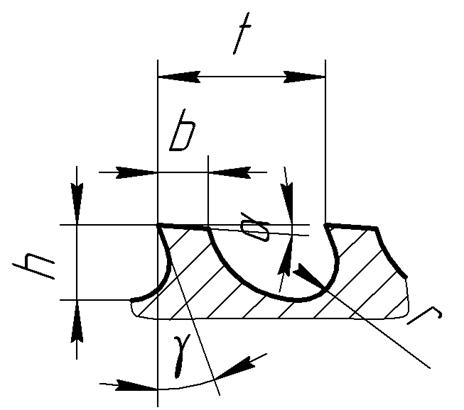
Геометрические параметры протяжки
1. В зависимости от свойств обрабатываемого материала передний угол для всех зубьев
назначается одной величины [1. табл. 6 табл. 7] для 30XH3A выбираем g = 15°
2. В зависимости от типа и назначения протяжки значения задних углов принимают по
[1. табл.7] для
калибрующих зубьев a = 1°
остальные зубья a = 3°
Похожие работы
... инструмента в плавающем патроне, так как у отверстия есть погрешность изготовления, а инструмент надо установить по центру. С помощью конического хвостовика, который закрепляет инструмент жестко, это осуществить невозможно. 3 РАСЧЕТ ДОЛБЯКА 3.1 Исходные данные для проектирования долбяка - модуль колес mк=3.75 мм; - профильный угол aк=; - числа зубьев шестерни Z1=25 и колеса Z2=40; ...





... для крепления сверла на агрегатном станке. ПРИЛОЖЕНИЕ Д – Спецификация на патрон. ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...

... 4 ПЛАВАЮЩИЙ ПАТРОН ЗАКЛЮЧЕНИЕ СПИСОК ИСПОЛЬЗОВАНОЙ ЛИТЕРАТУРЫ ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...





... 6. Расчет длины протяжки Выводы Список использованной литературы Введение Целью курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
0 комментариев