Саратовский государственный технический университет
Кафедра СИН
Курсовая работа
по курсу: Основы конструирования
Выполнил студент группы РТС-51
Грачев Д.В.
Проверил доцент кафедры СИН
Кузмиченко Б.М.
1998
Содержание
| Задание | 3 |
| 1.Оценка технологичности детали | 3 |
| 2. Выбор и обоснование способа ориентации | 3 |
| 3. Расчет параметров виброзагрузочного устройства | 4 |
| 4. Обоснование баз и расчет на собираемость | 4 |
| 4.1 Эскиз калибра для настройки сборочного автомата | 5 |
| 4.2 Эскиз захватного устройства | 6 |
| 5. Технологическая схема сборки сборочной единицы | 7 |
| 6. Структурная схема маршрутного техпроцесса автоматической сборки сборочной единицы | 7 |
| 7. Алгоритм работы сборочной машины | 9 |
| 8. Циклограмма работы сборочной машины | 10 |
| 9. Условия срабатывания механизмов сборочной машины | 11 |
| 10. Компоновка сборочной машины | 12 |
| 11. Расчет технологической характеристики РТК | 13 |
| 12. Построение схемы круговой сборочной машины | 16 |
| Литература | 19 |
Задание
Спроектировать сборочное приспособление для сборки трех деталей и с помощью РТК
Оценка технологичности детали
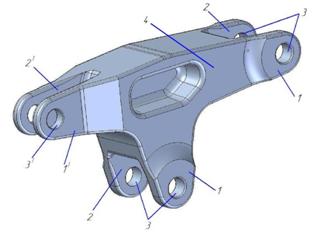
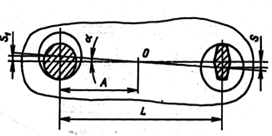
Деталь - пластина контактная (см. чертеж) - изготавливается на закрытых штампах для сталей и сплавов с пониженной пластичностью. Для достижения требуемой точности детали и улучшения качества поверхности применяется плоскостная калибровка повышенной точности, которая позволяет обеспечить точность 8 12-го квалитета и параметр шероховатости Ra = 2,5 ё 0,32 мкм.
Плоскостную калибровку выполняют в холодном состоянии на кривошипно-колесных прессах для получения точных вертикальных размеров на одном или нескольких участках поковки.
Выбор и обоснование способа ориентации
Деталь - пластина контактная требует двойной ориентации, с этой целью выбрана схема ориентации, позволяющая дважды ориентировать деталь. Сначала ориентация происходит вдоль длины благодаря смещению центра тяжести, затем деталь ориентируется при использовании выступа (см. рис. 1).
Расчет параметров виброзагрузочного устройства
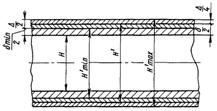
Для загрузки детали контакт вибробункер диаметром 55 мм. Для загрузки детали контактная пластина используем вибробункер диаметром 40 ґ 10 = 400 мм. Размеры полки вибробункера:
t = 6 мм.
B = 8 +2 = 10 мм.
Н = 0,3 ґ 400 = 120 мм.
Обоснование баз и расчет на собираемость
Исходя из требований сборки необходимо в отверстие детали вставить контакт, для этого определить базу относительно которой будет произведен расчет на собираемость. В связи с тем что с конструктивно нет необходимости в увеличении точности геометрических размеров детали, в качестве базы принимается отверстия в которые нужно вставить контакты. Выбор в качестве базы отверстий накладывает ограничения на точность и взаимное расположение отверстий, но исходя из оценки технологичности такое ограничение не влечет за собой изменение способа изготовления детали.
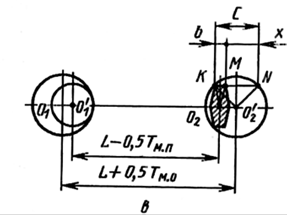
Для обеспечения сборки проведем расчет допуска на собираемость. Воспользуемся выражением расчета допуска при сопряжении по двум цилиндрическим поверхностям
![]() ,
,
где Dmin минимальный диаметр отверстия;
dmax максимальный диаметр вала;
dl допуск на межосевое расстояние.
С учетом
выбранной
посадки
![]() ,
Dmin
= 1,5
мм;
dmax
= 1,16
мм и допуска
на межосевое
расстояние
dl
= 0,029 мм.
,
Dmin
= 1,5
мм;
dmax
= 1,16
мм и допуска
на межосевое
расстояние
dl
= 0,029 мм.
![]()
Значения допусков размерной цепи:
![]() точность робота;
точность робота;
![]() соосность
детали контакт;
соосность
детали контакт;
![]() допуск на диаметр
контакта;
допуск на диаметр
контакта;
![]() допуск
на посадочное
отверстие в
приспособлении;
допуск
на посадочное
отверстие в
приспособлении;
![]() неточность
расположения
в захвате.
неточность
расположения
в захвате.
Исходя из выше приведенных данных определяем допуск на калибр:
![]()
![]()
Принимаем допуск на калибр по 5 кв. для наружного и внутреннего размеров ѕ 0,004
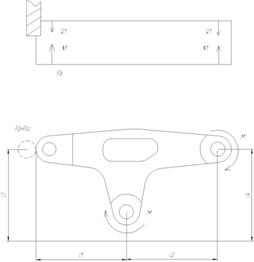
4.1. Эскиз калибра для настройки сборочного автомата
Похожие работы
... в левое положение; 7 - Рабочая головка в исходном положении; 8 - Запуск рабочей головки; 9 - Манипулятор в исходном положении; 10 - Перевести сборочное приспособление в правое положение; 11 - Подтверждение сборки; 12 - Удаление несобранных деталей; 13 - Удаление собранных деталей; Расчет технологической характеристики РТК Ручная сборка - Т1 = 8 с. = 0,133 мин. Автоматическая сборка - Т2 = 7 с. = ...
... заготовки в рабочей зоне при помощи контрольно-измерительных щупов для задания нуля управляющей программы. Таким образом, используемое оборудование отвечает всем условиям и техническим требованиям изготовления детали. Этап №1, обработка производится в тисках. Переход №1 Черновая обработка поверхности. Используем фрезу ø20мм: Корпус HP E90AN D20-4-C20-07-С Держатель HSK A63 ER ...





... -4002; 5) пинцет ППМ 120 РД 107.290.600.034-89; 6) тара АЮР 7877-4048. Суммарное оперативное время Топ = 2 мин. Комплект технологической документации на технологический процесс сборки и монтажа блока стробоскопического прибора приведен в приложении. 5. ПРОЕКТИРОВАНИЕ УЧАСТКА СБОРКИ И МОНТАЖА Внедрение на предприятии механизированных, автоматизированных и автоматических поточных линий ...
... может быть снято и термообработкой. Процесс ремонта повреждения посадочных поверхностей металлизацией аналогичен описанному выше способу ремонта электронаплавкой металла. Искривление и поломка валов чаще всего происходят у реверсивных машин и электродвигателей с короткозамкнутым ротором. Это объясняется большими нагрузками, воспринимаемыми валом « момент резкого изменения направления вращения ...
0 комментариев