Соединение деталей пайкой, благодаря доступной и недорогой технологии, известно очень давно и по сей день широко применяется, несмотря на появление синтетических клеев и шпатлевок. В этом обзоре речь пойдет о пайке так называемыми мягкими припоями на основе олова, позволяющими ограничить нагрев деталей температурой около +250°С. Итак, что же нужно для пайки? Начнем с припоев. По поводу температуры: для припоя 63/37 с температурой плавления 183°С рекомендуемый режим пайки 230°С. Припой нужно не только расплавить, но и обеспечить растекаемость и смачиваемость, отсюда небольшое превышение температуры плавления. Кстати, не надо путать температуру припоя с температурой жала паяльника, для которого рекомендуется в среднем 315°С. Дело в том, что тепло в соединение передается не мгновенно, поэтому для поддержания 230°С в течение нужного времени в точке пайки необходим контакт с паяльником, нагретым до 315°С длительностью 1-1.5 сек. Уменьшение температуры и времени может привести к неполной смачиваемости паяемой поверхности, увеличение - способствует процессу диффузии меди в припой и образования интерметаллического слоя CuPbSn. Это уже новое вещество с низкой проводимостью и механически хрупкое. По всем стандартам этот слой не должен превышать 0.5 мкм, иначе соединение считается не прочным. Дозировка припоя, конечно, необходима для образования соединения правильной формы, что обеспечивает с одной стороны прочность, с другой - возможность визуального контроля. Общее правило можно сформулировать примерно так: все мениски должны иметь вогнутый, но максимально приближенный к прямому контур. Если мениск выпуклый невозможно будет визуально отличить надежное соединение от не пропаянного, на котором припой принял выпуклую форму за счет поверхностного натяжения. Однако сам процесс дозировки проблемой не является. Для монтажа различных компонентов существую несколько приемов оптимизации количества подаваемого припоя. Вот несколько характерных примеров.
1. Монтаж DIP корпусов и всех компонентов, устанавливаемых в отверстия. Клиновидный наконечник паяльника, слегка обложенный (только для того чтобы обеспечить надежный тепловой контакт) устанавливается на контактактную площадку печатной платы, одновременно контактируя с выводом компонента. Другой рукой подается флюсосодержащий проволочный припой, который плавится о нагретую контактную площадку. Расплавленный флюс и припой стекает в металлизированное отверстие, заполняя его. Подача прекращается сразу после образования мениска
между торчащим из платы выводом и контактной площадкой. Высота мениска должна быть равна половине диаметра контактной площадки.
2. Пайка поверхностных микросхем. В этом случае применяется так называемая "мини волна". Это наконечник паяльника, срезанный под углом. Срез имеет углубление для увеличение сил поверхностного натяжения. Компонент устанавливают на плату, флюсуют, заполняют "мини волну" каплей припоя и проводят ей сразу по всем выводам. При движении наконечника каждый контакт "погружается" в волну примерно на 1 секунду, забирая из нее оптимальное количество припоя. Лишний припой втягивается в наконечник за счет поверхностного натяжения. Т.е. дозировка припоя происходит автоматически. Таким приемом можно выполнять монтаж любых поверхностных компонентов кроме керамических CHIP конденсаторов ну и, конечно, BGA.
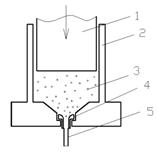
3. Монтаж CHIP компонентов горячим воздухом (термофеном) на паяльную пасту. При этой операции требования к дозировке самые высокие. Можно, конечно, наносить пасту с помощью шприца, но это требует действительно "искусство оператора", так как после нанесения каждой капли паста продолжает выделяться за счет остаточного в шприце давления. Профессиональный метод - это применение пневмодозатора с вакуумной отсечкой.
Несколько секретов производственных технологий.
О блестящей поверхности.
Такая поверхность достигается достаточным количеством флюса, минимальным перегревом места пайки, свежим припоем эвтектического состава 63/37, как и было сказано выше. Минимизируя время прогрева, можно избежать заметного растворения меди в припое и образования кристаллов интерметаллида SnPbCu, при наличии которых, естественно, не получить блеска. Как добиться этого? Нужно достаточно массивное медное, в идеале - серебряное (обуславливает значительную теплоемкость), с многослойным NiCrFe покрытием (гарантирует от растворения материала жала в припое), жало, достаточно мощный нагреватель (легко компенсирует потери тепловой энергии на расплавление припоя и нагрев места пайки) и система термостатирования (стабилизирует температуру жала). Нужен чистый трубчатый припой и хорошо подготовленные поверхности. Нагрев должен осуществляться минимально необходимое время. Любые отступления от этих условий ведут к необходимости длительных тренировок. При ручной пайке качество "достигается упражнением".
Холодная спайка.
Некоторые предметы, как известно, нельзя спаять при высокой температуре, не подвергнув порче. Для таких предметов рекомендуется следующий состав. Осажденная в порошкообразном состоянии медь перемешивается в фарфоровой ступке с концентрированной серной кислотой до получения некрутой тестообразной массы, к общему весовому количеству которой добавляют постепенно, при постоянном размешивании, 70 частей ртути. Когда таким образом получится однородная амальгама, ее хорошо промывают в горячей воде для удаления кислоты и затем дают ей остыть. Спустя 10-12часов амальгама становится настолько твердой, что режет олово. В таком виде состав уже вполне готов к употреблению, для чего его нагревают до консистенции размягченного воска и спаивают предметы; остыв, эта амальгама очень крепко держит спаянные части.
Простой способ лужения.
Берут 10 весовых частей поваренной соли, распускают в 20 частях азотной кислоты, после чего к этому раствору добавляют 10 частей хлористого олова (оловянной соли) и 2,5 части хлористого аммония (нашатыря). К полученной смеси добавляют еще 40 весовых частей соляной кислоты и затем разбавляют ее небольшим количеством воды. Приготовленная таким образом смесь вполне готова к употреблению. Подлежащий лужению предмет должен быть предварительно очищен самым тщательным образом, затем все части его, которые не должны быть покрыты полудой, старательно натираются салом, после чего предмет погружают в приготовленную вышеуказанным способом смесь, в которой и оставляют, пока слой полуды не достигнет надлежащей толщины. Тогда, вынув предмет, остается только тщательно вымыть его, чтобы он был вполне годен к употреблению. Помимо исправления или обновления полуды на посуде указанным способом можно покрывать оловом для предохранения от ржавчины разного рода мелкие металлические предметы: рыболовные крючки, капканы, проволоки и т.д.
Сообщение оловянному припою медного цвета.
Как известно, для припоя медных частей чаще всего употребляется олово, но такой припой отличается одним недостатком: в местах спайки олово некрасиво выделяется белым пятном или белой полосой на медном фоне спаянных частей. Для устранения такого недостатка рекомендуется следующий несложный прием: места припоя покрываются насыщенным раствором медного купороса, для чего 10 частей купороса растворяют в 35 частях воды и покрытые части припоя растирают, затем железной проволокой и этим способом омедняют спайку, после чего вторично покрывают спайку раствором из 1 части насыщенной купоросной меди и 2 частей насыщенного цинкового купороса и растирают такое покрытие цинковой палочкой. Обработанные таким образом места спайки могут быть отполированы и тогда выступающие части оловянного припоя совершенно сливаются с медным тоном спаянных частей.
Канифоль, флюс - чем они отличаются, когда и что применять?
Канифоль: неочищенная канифоль - есть материал кустаря времен Северной войны. Использовать его в современной электронике крайне нежелательно. Однако, это допустимо для пайки электротехнических изделий или плат с крупными проводниками, и где плотность монтаж стремиться к 0 компонентов на кв. м. платы. Проблемы в том, что она (то есть канифоль) содержит кучу натуральных примесей, которые после модификации под воздействием тепла и кислоты становятся опасными с точки зрения коррозии и электрической проводимости.
Раствор канифоли в спирте или бензине: ничего не меняет от вышеописанного случая. Вся та же гадость, + грязь привнесенная с бензином и спиртом. Такие платы надо мыть всем, что попадает под руку, поскольку не мы видим только меньшую часть примесей, и они смываются далеко не всем.
Одно замечание, мы говорим о разных канифолях. Есть канифоль, которая лежит у каждого дома на антресолях, есть канифоль, которой маэстро Растрапович канифолит смычок, есть канифоль, производимая гигантами типа Multicore или Alpha Metalls для нужд электронного капитала. Это три большие разницы. Даже в отечестве существовало разделение канифоли на марки: А, Б, может, и далее. Для монтажа РЭА допускалось применение канифоли марки А.
Как определить? - Визуально! Наилучшая имеет светло - желтый свет, прозрачна, без включений. Мы упомянули Multicore, их припой самый "крутой" потому, что он содержит не одну, а целых 5 или 6 жил флюса в проволочном припое. Полагаю, что наличие большого количества каналов с флюсом обеспечивает лучшее распределение флюса по поверхности расплавленного припоя, а это ведет к лучшей очистке поверхности от окислов меньшим количеством флюса, что, в свою очередь, минимизирует количество золы и шлама
Флюсы электронного класса: Основное их отличие заключается в степени кислотности. Чем старее паяемый вами контакт, чем больше на нём окислов, чем эти окислы устойчивее к кислоте, тем выше должна быть кислотность флюса. МЫТЬ ИЗДЕЛЕЕ ПОСЛЕ ПАЙКИ НУЖНО ВСЕГДА. Вы никогда не можете быть уверенным, что осталось на плате после вашего ковыряния её паяльником, и как это повлияет на дальнейшую работоспособность изделия. Количество флюса должно быть минимально, но достаточно для осуществления своих функций: удаления грязи, окислов, обеспечение растекания и формообразования припоя.
Маркировки припоев.
Всё что я буду писать, ниже переписано из ОСТа 4 ГО.033.200, то есть описание того, как это должно быть, если бы эти припои производились под контролем ГосТехНадзора на заводе указанном в ОСТе - "РязЦветМет". Как есть на самом деле не знаю. Все припои содержат 59-61% олова, остальное свинец. Буква "П" в конце означает, что припой повышенной чистоты. Буква "М" означаем, что в припое должна быть медь в диапазоне 1.2-2.0%. Температура плавления, Liquidus (окончание полного плавления):
ПОС61; ПОС61-П - 190 град.°С
ПОС61М - 192 град. С
Временное сопротивление разрыву при 20 град.°С
ПОС61; ПОС61-П - 42.18 Х 10^6 н/кв. м
ПОС61М - 44.18 Х 10^6 н/кв. м
Теплопроводность:
ПОС61; ПОС61-П - 50.24 Вт/(м*К)
ПОС61М - 48.98 Вт/(м*К)
Удельное электрическое сопротивление:
ПОС61; ПОС61-П - 0.139 х 10^-6 (Om*m)
ПОС61М - 0.143 х 10^-6 (Om*m)
ПОС61М не разрешен к лужению и пайке в тиглях и ваннах из-за повышенной склонности к зернистости сплава при затвердевании, и густоты расплава, что ухудшает его технологические свойства.
Паяльник
Керамический нагреватель напоминает печатную плату, но не на стеклотекстолите, а на керамике и все это скручено в трубу. Наконечник устанавливается либо снаружи либо внутри этой трубы. Достоинство такой конструкции (на мой взгляд, сомнительное) в малой тепловой инерционности, т.е. паяльник после включения может выйти на рабочую температуру за 10 сек. Однако при работе на многослойных платах или в иных условиях сильного тепло отвода начинает сказываться относительно низкая теплопроводность керамики (по сравнению с медью) и система не успевает компенсировать тепло потери и температура падает.
Нихромовый нагреватель интересен только, если он выполнен на медном сердечнике. Нагревается он относительно медленно, на 300 градусов за 1 минуту, зато никаких проблем с компенсацией теплопотерь. Т.е. нет необходимости делать запас в задание температуры. Различие в теплопроводности усиливается из-за разной системы крепления наконечника. У паяльников РАСЕ, например, наконечник прижимается боковым винтом по всей длине к медному сердечнику нагревателя. Площадь теплового контакта очень большая. В случае с керамикой сильный прижим использовать нельзя вследствие хрупкости материала, т.о. наконечник одевается или вставляется в нагреватель с воздушным зазором, препятствующим теплопередаче. И, наконец, надежность! Известно, что керамика, выдерживает высочайшие температуры, но при этом плохо переносит быстрый нагрев и охлаждение, образуя микротрещины. Современная технология ручной пайки предполагает, что на рабочем месте имеется влажная губка для снятия припоя и иных наслоений с рабочей поверхности жала. Набрав некоторое количество припоя с флюсом, оператор совокупляет спаиваемые детали, жало с припоем и, если надо, дополнительное количество припоя. Вся масса припоя переходит в жидкое состояние, припой растекается по месту пайки. Оператор ждет немного (неопределенное время - вот оно, искусство оператора!), затем удаляет жало, место пайки остывает, припой затвердевает. Что дальше? Дальше, скорее всего, оператор кладет паяльник на подставку. Некоторое количество материала спаиваемых деталей перешло в припой, который остался на жале. Паяльник лежит, интерметаллиды растут... Оператор снова берет паяльник, процесс повторяется. Как правило, жало начинают чистить, когда зола флюса начинает мешать работе. Очищайте жало перед предварительным набором припоя!!! Тогда припой в месте пайки будет свежим, без интерметаллидов и окислов припоя, - именно это я имел в виду. Многие юго-восточные производители стали применять для очистки жала вместо губки клубок металлической стружки. Очищает жало очень эффективно + более безвредно.
Техника безопасности
Чтобы ответить точно на вопрос, чем вы дышите, нужно точно знать, чем и что вы паяете. Все перечисленные материалы выделяют одно и тоже, поскольку состоят из одних и тех же составляющих: олова, свинца, иногда кадмия, сурьмы, канифоли, всевозможных натуральных и синтетических растворителей и имульгатовор.
Таким образом вы, я так подозреваю, дышите парами всех, или одного из, перечисленных металлов и их окислами. Канифоль и синтетические добавки модифицируются и вступают в реакцию. Чаще всего в ваши трохеи, бронхи и прочие альвиоллы попадают как пары компонентов флюсов (смотри техпаспорт на припой и флюс, и пасту) так и их модификанты, в основном фенолы и альдегиды всего перечисленного выше. Добавим сюда букет органических кислот и солей (в том числе и свинца) и получим в итоге дивный букет алергентов.
Аллергия - это самое приятное, что можно получить в итоге многодневного вдыхания предложенного "меню". Следующее по мере приятности - повышенное раздражение слизистой оболочки и слабая сопротивляемость к распираторным заболеваниям. Людям, чьи предки страдали от астмы, мы не рекомендуем долго находиться рядом с паяльником. И на конец, не хочу вас пугать, но при определенном стечении обстоятельств, и предрасположенности или врожденной склонности, или просто случайно... Я не видел сам, но говорят, что и... ну вообще и раком.
Ваше здоровье дорого для нас, поэтому применяйте все что можно. Но самое эффективное средство - это вечерние прогулки на свежем воздухе, и дымоулавители PACE. В заключение сделаем важное замечание. Любые работы с переносным электроинструментом, если он не снабжен корпусом с двойной изоляцией (а паяльник не снабжен!), допускаются вне помещений с изолирующим полом только при напряжении питания не более 36 В. К сожалению, мощных паяльников с таким рабочим напряжением вы не найдете. Поэтому, чтобы обезопасить себя, насколько возможно, от поражения током, следует предпринять определенные меры.
Не пренебрегайте правилами электробезопасности, ведь ваша жизнь дороже!
Похожие работы
... поверхностей деталей, также как и к их точности, должны являться основными исходными пунктами при разработке любого варианта технологического процесса. Основными этапами изготовления деталей из керамики являются: – химический анализ и подготовка исходного керамического сырья; – тонкий помол и смешивание компонентов; – формование заготовки изделия; – механическая обработка необожженных ...
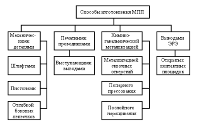
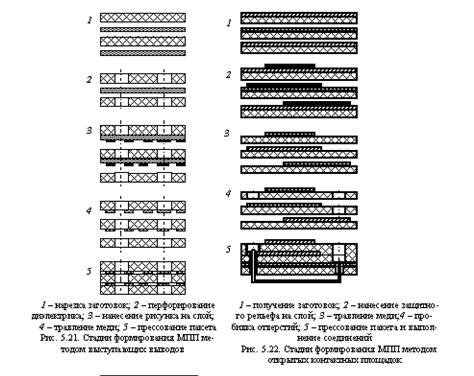
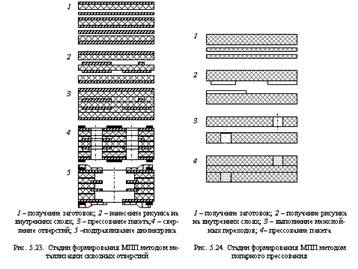
... наружных сторонах платы выполняется комбинированным позитивным методом. В конструкции МПП нет прямой электрической связи между внутренними слоями многослойной структуры, она осуществляется через внешние слои. Сложность переходов не дает возможности получить высокую плотность печатного монтажа. Число слоев МПП — не более четырех. Технологический процесс включает следующие операции (рис. 5.24): ...
... тех случаях, когда специфические условия эксплуатации или обработки оправдывают повышение стоимости материала. Алюминиевые волноводы отличаются малой массой и более простой технологией изготовления, чем латунные и медные. Процесс изготовления волноводных звеньев складывается из следующих этапов: – нарезка заготовок; – изгибание и скручивание (по мере надобности) заготовок; – изготовление ...

... формуле: Y= (a–b)/b∙100%, (1) где а – размер гнезда пресс-формы при температуре прессования; b – размер изделия при температуре равной 20ºС. Технологические процессы изготовления деталей из пластмасс В настоящее время известно значительно число способов формирования пластмассовых изделий, которые применяют в зависимости от их конструкций, типа и размеров, технически требований, ...
0 комментариев