Оценка уровней механизации и автоматизации операций технологических процессов, участков и цехов (на примере цеха №29 ААК "Прогресс")
Лабораторно-практическая работа №1
"Оценка уровня механизации и автоматизации отдельных операций, технологических процессов, участков, цехов и предприятия в целом."
1. Цель работы: Практическое закрепление темы "Механизация и автоматизация производственных процессов", изучение средств механизации и автоматизации в ц.29 ААК "Прогресс".
2. Принадлежности: Паспортные данные средств механизации и автоматизации ц.29 ААК "Прогресс".
3. Общее положение.
Данная лабораторно-практическая работа выполняется после изучения темы "Механизация и автоматизация производственных процессов".
Работа рассчитана на 4 академических часа. Первая половина лабораторно-практическая работы (ЛПР) проводится в аудитории института.
На этом этапе закрепляются этапы механизации и автоматизации производственных процессов вообще и слесарно-фрезерных в частности.
При этом раскрываются и уточняются понятия частичной и полной механизации и автоматизации, ее цели, количественная оценка.
Рассчитываются конкретные примеры, направления на механизацию и автоматизацию производственных процессов.
Вторая часть ЛПР №1 проводится в цехе №29 ААК "Прогресс", где студенты знакомятся с конкретными решениями по механизации и автоматизации слесарно-фрезерных работ в цехе.
Выполнение работы.
Механизация установки и снятия со станка приспособлений и объектов производства массой свыше 16 кг. с помощью спаренных манипуляторов и кран-балок.
Использование координатных накладных столов для координации УПТО и системы гидравлических приспособлений.
Механизация зажима деталей с помощью встроенных в станок гидроприводов (Разработка, получила серебряную медаль на ВДНХ в 70-х годах).
Пневмогидравлический усилитель КОН-2136.
Гидростанция КОН-2137 и схема гидроразводки на вертикально-фрезерном станке с ЧПУ модели ФП 17МН для подключения гидрооснастки.
Автоматизация технологических процессов обработки деталей на базе фрезерных станков с ЧПУ. Пятикоординатная обработка.
Механизация и автоматизация слесарных работ в цехе.
Применение слесарных тисков с пневмозажимом.
Механизация за счет применения вращающихся напильников (бор-фрез) и кругов с абразивными лентами (диски Дюрикса).
Виброабразивная обработка деталей. Конструкция установок ВУД-500, ВУД-1000, ВУД-2000 для автоматизации снятия заусенцев и зачистки поверхностей деталей.
Ультразвуковой метод снятия заусенцев в труднодоступных полостях деталей.
Студенты проводят исследование режимов работы одного из способов механизации и автоматизации снятия заусенцев и зачистки поверхностей и результаты полученной шероховатости отражают в отчете.
Исследуются способы регулирования усилия зажима детали с помощью универсальных пневматических приспособлений, встраиваемых во фрезерные станки.
Форма представления отчета.
В отчете студенты описывают методы механизации и автоматизации вспомогательных (грузоподъемных) операций, операций координации установки и зажима изделий на фрезерных станках и слесарных верстаках, процессы механизации и автоматизации, применяемые при снятии заусенцев в цехах ААК "Прогресс". Результаты исследований режимов работы установок и их влияние на шероховатость обрабатываемых поверхностей представляются в виде таблиц.
Описание, назначение и принцип действия выбранной установки ВУД -500 в приложении 1.
Описание, назначение и принцип действия механизированной системы зажима деталей с помощью встроенных во фрезерные станки гидроприводов приведены в приложении 2.
Численное значение уровня механизации и автоматизации операции, технологического процесса, участка, цеха, предприятия определяется отношением трудоемкости обработки деталей механизированными и автоматизированными путями к общей трудоемкости соответственно операции, технологического процесса на участке, в цехе, на предприятии в целом.
Уровни механизации и автоматизации являются количественной оценкой труда механизированного и автоматизированного труда.
При оформлении отчета:
Привести эскиз одного из гидроцилиндров, гидроприхватов, гидротисков, координатного стола, эскиз конструкции виброустановки.
2. Рассчитать уровень механизации, уровень автоматизации и уровень механизации и автоматизации изготовления изделия А, используя исходные данные:
- общая трудоемкость изготовления изделия А Тоб = 18 час ;
- трудоемкость операций выполняемых с помощью механизмов и машин Тм = 10 час;
- трудоемкость операций выполняемых на автоматах и полуавтоматах Та = 6 час.
3. Привести описание, назначение и область применения устройств, повышающих уровень механизации и автоматизации производства, указанных в приложениях 1и 2.
Приложение 1.
Установка вибрационная ВУД - 500.
Установка разработана специалистами Воронежского филиала НИАТ в 1970г.
Назначение и область применения.
Вибрационная установка ВУД-500 (-1000, -2000, -2500, -4000) предназначена для выполнения шлифования, полирования, упрочнения поверхностного слоя деталей, а также снятия заусенцев, для деталей из стали, алюминиевых сплавов, а также других материалов.
Обработка мелких и неответственных деталей производится в навал в контейнере. Обработка крупногабаритных и ответственных деталей производится в специальных приспособлениях.
Техническая характеристика.
а) частота колебаний 24 герц;
б) максимальная амплитуда колебания при максимальной нагрузке 5 мм;
в) грузоподъемность установки 500 кг (детали и наполнитель);
г) рабочее давление в пневмобалонах 1,5 атм (0,15 Мпа);
д) мощность электродвигателя 10 квт;
е) габариты установки 1700´ 1100´ 1000 (длина, ширина, высота);
ж) вес установки 1800 кг.
Принцип работы установки.
Обработка деталей производится за счет относительного движения обрабатываемых деталей и наполнителя. В связи с тем, что обрабатываемые детали и наполнитель имеют разные массы, они перемещаются с разной скоростью. В результате относительного движения происходит трения наполнителя о поверхность детали и, следовательно, съем поверхностного слоя металла.
При виброобработке вся масса в контейнере находится в непрерывном движении в каждом участке объема, благодаря чему этот метод имеет ряд преимуществ по сравнению с другими видами обработки на тех же операциях.
Возбудителем колебаний является двухвальный инерционный вибратор. Траектория движения наполнителя может представлять собой круг, эллипс, или прямую перпендикулярную к горизонтали. Изменение формы траектории движения наполнителя осуществляется за счет изменения направления движения валов вибратора. Изменение амплитуды колебаний производится за счет разворотов дебалансов относительно друг друга на каждом вале вибратора.
Описание конструкции установки.
Установка состоит из следующих узлов:
подвижной верхней рамы с вибратором;
четырех пневматических резинокордных балансов;
двух редукторов;
рамы нижней;
пульта управления.
Подвижная верхняя рама, является основанием для крепления оснастки, представляет собой сварную конструкцию из швеллеров, в кронштейнах которой установлены на четырех самоустанавливающихся роликоподшипниках № 3612 два вала. На валах установлены неуравновешенные дебалансы, которые вращаясь вместе с валами, являются возбудителями вибрации. Вращение валов на вибратор от редуктора передается через две резиновые гибкие муфты, а от двигателя на редуктор через клиноременную передачу.
В качестве поддерживающих амортизирующих связей верхней рамы установки с основанием являются четыре резинокордных баллона И-15.
Редуктор представляет собой устройство, позволяющее изменять направление вращения вала вибратора со встречного (при упрочнении) на одностороннее (при шлифовании или полировании с круговой траекторией вращения массы) при помощи переключающего устройства.
Основание представляет собой сварную конструкцию из швеллеров. Вся установка устанавливается на бетонном фундаменте.
Методика регулирования амплитуды колебаний.
Возбудителями колебаний являются дебалансы. Изменение амплитуды колебаний находится в зависимости от взаимного расположения дебалансов на каждом валу вибратора и нагрузки на установку.
В зависимости от разворотов дебалансов относительно друг друга изменяется амплитуда колебания от 0 до 5 мм. Настройка амплитуды колебания производится в каждом конкретном случае в зависимости от технологических требований на обработку деталей а также массы загрузки установки.
Ограничения применения.
Данный процесс автоматизации снятия заусенцев и шлифования поверхностного слоя деталей можно применить для деталей, точностные размеры элементы которых не превышают 12 квалитета точности и шероховатость Rz = 20 мкм.
Детали не должны иметь резьбовые поверхности а также отверстия, выполненные по IT9 IT6 квалитетам, т.к. в процессе вибрационной обработки форма и размеры данных элементов детали будет непоправимо нарушены.
Также виброабразивной обработке, когда в состав наполнителя входит бой абразивных камней, нельзя подвергать детали, имеющие высокие показатели шероховатости (выше Rz = 20 мкм), т.к. при этом на подобных поверхностях будут иметь место риски, царапины и др. эффекты.
Вывод: 1. Виброабразивная обработка применяется для автоматизации технологического процесса снятия заусенцев и зачистки поверхностей деталей после черновых и получистовых механообрабатывающих операций.
Показатель величины шероховатости поверхностей детали после их обработке на виброабразивной полуавтоматической установке зависит от амплитуды колебаний, состава наполнителя и величины размеров составляющих элементов наполнителя.
Для отделочных операций размеры элементов наполнителя минимальны, для режима снятия заусенцев максимальные (до 10 мм)
Приложение 2.
Механизация зажима деталей с помощью встроенных в станок гидроприводов.
Системы встроенных в станок гидроприводов призваны механизировать операции зажима деталей при их обработке на универсально-фрезерных станках и фрезерных станках с ЧПУ, размеры стола которых не превышают 1200 ´ 400 мм ( модели 6Н13, 6М13СН, 6Н12, 6Н12Ф3 и др.).
Гидропривод состоит из масленого насоса плунжерного типа, приводимого в действие кулачками, установленными расточенном валу двигателя главного движения. Гидропривод помещен внутри корпуса основания станка. На боковую панель вынесено четыре штуцера позволяющие подсоединить четыре гидравлических шланга с гидроцилиндрами тянущими марки КОН - 2999А или КОН - 3883А или толкающими одностороннего действия КОН - 3837А и двухстороннего действия КОН - 2380Б.
Регулятор давления, расположен рядом со штуцерами, позволяет регулировать усилие на штоке гидроцилиндров от 0 до 38000Н при давлении в сети 8МПа ( 80атм.).
Гидроцилиндры могут применяться как для механизации зажима деталей в прихватах универсальных КОН 21336 - 0 и КОН 3007А - 0, так и в гидравлических тисках КОН - 2134А со сменными губками. Управление зажимом-разжимом ножное, с помощью педали.
Пневмогидравлический усилитель КОН - 2136 предназначен для механизации зажима детали на вертикально-фрезерных станках с ЧПУ модели ФП - 17МН, ФП - 7МН в качестве индивидуальных приводов. Присоединяются к цеховой пневмомагистрали с давлением 0,6МПа ( 6 атм.). Диапазон воздушного регулирования Р = 0,01 - 0,6МПа ( 0,1 - 6 атм.).
Для механизации зажима деталей на тяжелых станках типа ФП-17МН применяется гидростанция КОН - 3147 ( для двух и более станков ) системой гидроразводки КОН - 3150 для подключения гидрооснастки
Похожие работы
... обучении и переподготовке. Решив все эти вопросы, руководство может разработать график подготовки конкретных лиц, намечаемых к возможному продвижению по службе или переводу на другие должности. 2. Оценка уровня развития персонала ООО «Алькон-М» 2.1 Характеристика предприятия Общество с ограниченной ответственностью «Алькон-М» создано в марте 2001 года. Данное предприятие входит в концерн ...
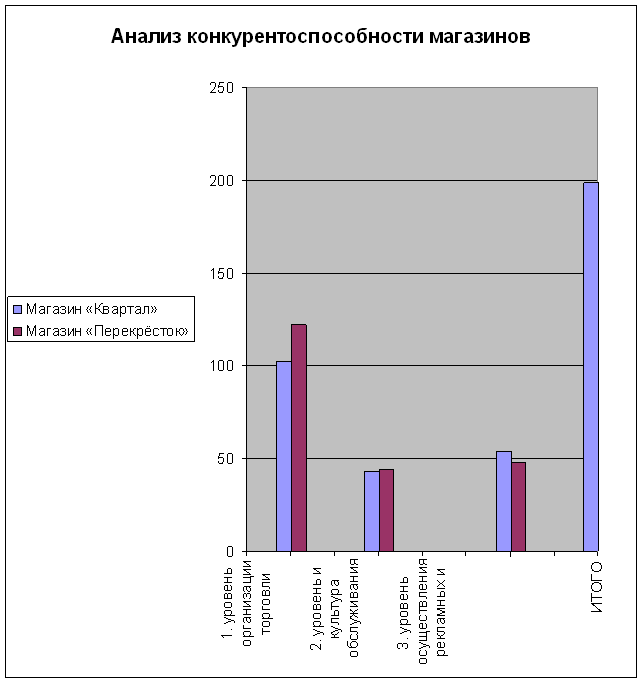
... структуры. Далее необходимо, адекватно оценив внешнюю и внутреннюю среду предприятия, но отношению к сложившейся ситуации в экономике республики, используя прогнозы и информацию внешних пользователей, произвести управление этими факторами.[4] 2 Оценка уровня конкурентоспособности магазинов «Квартал» и «Перекрёсток» 2.1 Краткая характеристика магазина «Квартал» Магазин «Квартал» ( ...

... Белянский И.М. - Краснодар, 1971. - 33 с. К вопросу моделирования виноградникового укрывочного плуга ПРВН - 2,5А // Состояние и перспективы развития машин для механизации садоводства и виноградарства. ВИСХОМ, вып. 71. - М., 1972 - с. 200 ... 203. Теория лозоукладывающей поверхности // Пути повышения продуктивности плодовых культур и винограда. - Краснодар, 1972. - с. ...
... комплектовочных площадок, участков эстакад, потоков. Формирование структурных подразделений УПТК всех строительных организаций должно строиться в зависимости от параметров, характеризующих материалопотоки. Итак, принципиальное отличие органов комплектации (УПТК) от контор (отделов) материально-технического снабжения в строительно-монтажных трестах (комбинат, объединение и.т.д.) состоит в том, что ...
0 комментариев