Технология горячего тиснения, применявшаяся издревле, активно используется и по сей день. При чем сейчас этот способ нанесения нашел свое применение как в рекламно-сувенирном бизнесе, так и в других отраслях человеческой деятельности. К этому эффектному декоративному приему сегодня обращаются очень часто, поскольку он может придать обычным изделиям неповторимый индивидуальный вид при достаточно небольших материальных затратах.
Вглубь времен...Истоки возникновения тиснения, наверное, следует искать еще на заре человеческой цивилизации, когда начали изготавливаться первые печатки-штампы. Такие штампы появлялись одновременно в разных уголках земли. С их помощью оттискивали рисунки, а в последствии тексты на влажной глине или коже. Эти рельефные изображения были знаками, удостоверяющими личность человека или его имущество, собственность.
Принцип тиснения также применялся издавна при изготовлении монет, которые чеканили из сплавов серебра и золота.
Тиснение использовалось для футляров древнейших рукописных свитков, а затем для книжных переплетов, которые начали появляться в 1-11 веках нашей эры. Тогда же переплеты стали украшать орнаментальными узорами, которые вырезали на коже. Уже в VIII веке для украшения переплетов начали применять слепое тиснение. А в XIV веке, кроме орнаментов, на книжном переплете появлялись надписи, оттиснутые штампами. В конце XVI века для тиснения стали использовать натуральное золото.
Позже рельефные тисненые изображения появляются на бумажных деньгах и ассигнациях. В XIX веке эта технология широко используется для украшения визиток в Европе и России.
Если до конца XIX - начала XX века тиснение производилось красками и золотом, то в начале XX века в технологии уже применяется фольга.
Определимся с понятиямиВообще, тиснение - это вид нанесения, при котором с помощью клише и фольги (или краски) на изделие наносится изображение. Основу технологии составляет обработка поверхности температурой и давлением. В данной статье мы решили рассмотреть горячее тиснение - отделочный процесс, который характеризуется тем, что изображение или текст наносится при высокой температуре.
Горячее тиснение используется в основном для персонализации сувенирной продукции, нанесения логотипа на изделия из кожи, кожзаменителя, ткани, бумаги, картона, дерева, пленки и пластика. Горячее тиснение применимо для ежедневников, планнингов, визитниц, записных книжек, открыток, этикеток, переплетов дорогих изданий и так далее.
Спектр применения горячего тиснения очень широкий. С его помощью тиснят верх обуви, нумеруют артикулы галантерейных товаров (для этого есть специальные станки-автонумераторы с нагревательными нумерирующими оснастками), декорируют деревянные и пластиковые профили, даже кожу для салонов некоторых автомобилей перед обтяжкой тиснят конгревом для установки лого производителя.
Преимущества и недостаткиГорячее тиснение имеет, как и каждый вид нанесения, свои плюсы и минусы. Преимуществом этой технологии является то, что она может передать металлический блеск, придать логотипу рельеф, причём как вогнутый, так и выпуклый, существенно изменить внешний вид изделия.
Правда, горячее тиснение не дает возможности печатать полноцветные изображения, передавать полутона и оттенки и отображать плавные переходы цветов. К тому же при тиснении очень мелкие детали и тонкие линии могут плохо воспроизводиться.
Горячее тиснение может быть плоским с использованием фольги - или объемным. При этом объемное тиснение может быть вдавленным, то есть ниже уровня носителя, и выпуклым.
Тиснение фольгойПри тиснении фольгой используется клише, которое передает наносимой пове-рхности свою форму в зеркальном виде через фольгу. Красочный слой полиграфической фольги под действием горячего штампа легко отделяется и закрепляется на деформированной поверхности. При этом изображение получается рельефным и блестящим.
Фольгированное тиснение применимо для бумаги, картона, пластика, переплетных материалов, кожи и т.п.
Существуют материалы, на которые тяжело нанести фольгу. Как правило, такие материалы, имеют прорезиненную основу. Например, некоторые виды кожзаменителя с фольгой не сочетаются.
Для тиснения фольгой используется специальная красочная переплетная фольга. В зависимости от получаемого оттиска, различают несколько типов фольги.
Первый, и, пожалуй, самый популярный тип - метализированная фольга. Используется, в основном, золотая, серебряная или бронзовая.
Текстурная фольга чаще всего имеет орнамент, внешне напоминающий различные поверхности, например камня или дерева.
На голографической (дифракционной) фольге под определенным углом видны узоры, рисунки или надписи. Тиснение при помощи голографической фольги часто используется для защиты документов от подделки.
Пигментная фольга выглядит как краска и выпускается в белом, черном и цветных вариантах. Она бывает глянцевой или матовой. Матовая пигментная фольга позволяет делать цветные эффекты на блестящем фоне, который создается за счет отделки лаком или припрессованием пленки.
Прозрачная лаковая фольга для тиснения представляет собой бесцветный, блестящий фольговый слой, с помощью которого, прежде всего на матовых запечатываемых материалах, могут быть достигнуты весьма выразительные глянцевые эффекты.
Кроме того, фольгу различают по типу клеевого слоя, в зависимости от которого определяется температурный режим работы.
Слепое или блинтовое (от немецкого "blint" - "слепой") тиснение обычно используется для получения рельефного бескрасочного изображения. Полученный оттиск выглядит вдавленным и часто имеет более темный оттенок, чем сам материал. Это объясняется чувствительностью материала к температуре.
Слепое тиснение обычно подходит ко всем материалам. Но иногда материал бывает слишком твердым (некоторые виды пластика, например), и выполнить на нем тиснение может быть проблематично. В этом случае больше подойдет фольгирование.
Конгрев - многоуровневое выпуклое тиснение (названное так в честь свого разработчика Уильяма Конгрева), при котором применяется матрица (верхнее зеркальное клише) и контрматрица (пуансон), так называемая прессовая пара "male"/ "female". Таким методом тиснится только листовой материал, который способен изменять свою форму. Материал, на некоторое время зажатый между штампом и матрицей, принимает форму клише и остаётся в таком положении. В результате получается красивый объемный трехмерный оттиск. Недостатком конгрева, по словам Дениса Рыжих, "Это К", является то, что толстый материал, формируемый между штампом и матрицей не передаёт тонких деталей, а тонкий материал не держит объёмную форму достаточно долго.
КлишеМатериал и тип клише зависит от носителя, тиража и вида тиснения. Технологии, применяемые в производстве клише, весьма разнообразны.
Наиболее простой и дешевой является форма для тиснения, сделанная из фотополимера. Для изготовления такого клише нужен макет изображения на пленке, источник УФ-излучения и раствор для промывки. Клише из фотополимера обычно используют для простых работ, например, тиснения золотом по бумаге. Достоинство такой формы - возможность быстрого изготовления. Однако годится оно только для небольших тиражей, причем повторное использование полимерного клише не гарантирует качества.
Для переплетных материалов используются, как правило, цинковое или магниевое клише. Изготовление цинкового клише происходит следующим образом: на лист цинка наносится фотослой, после чего происходит экспонирование через негатив, затем -травление кислотой для получения необходимых промежутков, между буквами, например. Тиражестойкость цинкового клише составляет несколько тысяч оттисков. При бережном хранении возможно повторное использование такой формы.
Операторы рынка утверждают, что наиболее распространенными являются магниевое и фотополимерное клише, цинковое же в последнее время используется совсем редко.
Для получения наиболее качественных отпечатков, с подробной проработкой деталей, используется самый дорогой вид форм - латунные. Изготовление латунного клише - процесс длительный и сложный.
Высокая прочность латунного сплава не позволяет травить пластины кислотой с удовлетворительным качеством и скоростью. Поэтому необходима механическая обработка на специальных станках-граверах. Затем, этот процесс может продолжаться вручную для получения высокохудожественных клише с тонкой проработкой деталей. Тиражестойкость латунного клише может быть практически неограниченной. Такая форма применима для изделий из натуральной и искусственной кожи, а также для изделий из дерева. Латунные формы используют, в основном, для конгревного тиснения.
Проблемы качестваОсновной причиной некачественно выполненного тиснения является спешка. Если заказчик торопит исполнителя, или исполнитель торопится сдать работу (для получения вознаграждения или выполнения другого заказа), всегда возникают какие-то ошибки. В большинстве случаев, их удаётся исправить ещё в процессе работы, но не всегда.
В любом производстве нельзя не учитывать человеческий фактор: люди есть люди, и не допускает ошибок тот, кто ничего не делает. Поэтому брак чаще всего возникает по причинам невнимательности. Допустим, заказчик выбрал материал, на котором слишком тонкие линии будут выглядеть размыто (на некоторых видах кожзаменителя, например). Менеджер не учел этого момента, принял этот заказ, а потом на производстве возникают проблемы из-за того, что выполнить заказ качественно очень сложно".
Рассмотрим несколько примеров возникновения брака при фольгированном тиснении.
Вообще, качественное тиснение фольгой должно иметь следующие характеристики: проработка всех линий, четкие контуры оттиска, отсутствие продавленное™ на обороте бумаги. Почему же качество тиснения не всегда отвечает этим требованиям?
Например, нечеткое тиснение по краям может возникать при неправильно выставленной температуре или слишком высоком давлении.
Непропечатывание фольги по краям оттисков возникает в результате того, что фольга была преждевременно отделена от носителя. Для того чтобы устранить этот брак, необходимо увеличить давление в непропечатанных местах.
Иногда фольга может осыпаться. Это объясняется тем, что она не соответствует используемому материалу по техническим характеристикам (например, слишком мягкая фольга). В этом случае надо выбрать более подходящий тип фольги.
Это лишь некоторые примеры проблем, возникающих в процессе горячего тиснения фольгой. Все они появляются в основном из-за недостатка знаний тонкостей технологии или просто по ошибке.
Чтобы таких проблем не возникало, многие моменты нужно учитывать еще при разработке макета под тиснение. Например, нужно знать, что фольга будет целиком заполнять протисненные углубления и линии и, в результате, будут выглядеть немного толще, чем на макете.
Некоторые вещи должен также учитывать сам клиент при подготовке макета. То есть, по сути дела, грамотный заказчик принимает активное участие в процессе производства. Он интересуется параметрами при создании макета, следит за качеством печати, работает с дизайнером, если это необходимо.
Кроме того, заказчику стоит знать, что качество тиснения очень часто зависит от стоимости материала, то есть, на дорогом материале качество тиснения в
Похожие работы
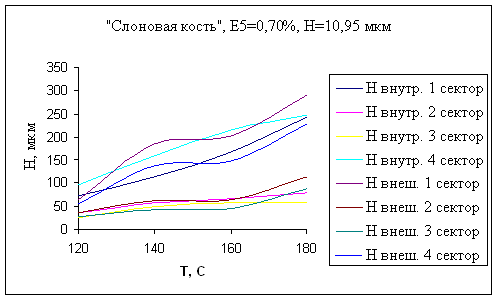
... 1,63 89,6 78,7 84,2 276 281 278,5 Рис. 4.13. График зависимости укрывистости оттиска от температуры Рис. 4.14. График зависимости прочности к истиранию от деформации 5. Анализ результатов исследования процесса тиснения Исследования процесса тиснения фольгой на дизайнерском картоне для косметической продукции показали, что для каждого вида дизайнерской бумаги необходимо





... приписку. Если цветы посылают по случаю похорон, никакой приписки делать не надо. Карточку в конверте прикрепляют к бумаге, в которую упакованы цветы. В некоторых случаях визитная карточка служит рекомендацией. Например, если у делового человека нет времени для составления рекомендательного письма, он может просто передать свою визитную карточку по назначению, написав на ней фамилию человека, ...
... вручную, тампоном или щеткой, с помощью смывочных жидкостей. 4. Экспертиза обуви Сложность комплекса требований, предъявляемых к обуви различного назначения, большой ассортимент материалов, а также разнообразие и сложность воздействия на них в обувном производстве и в период носки предопределяют необходимость постоянного проведения работ по созданию и совершенствованию системы оценки их качества. ...
... . Процесс фольгирования равномерный, скорость высокая (до 0,95м/мин), качество без дополнительных улучшенных условий — до 100%. Наконец, существуют профессиональные аппараты для фольгирования – фольгираторы рулонного типа. Их отличает: многотиражность, безупречное качество, надежность. ВНИМАНИЕ! Абсолютно неприменима для данной технологии фольга для горячего тиснения термопрессами. Недорогая ...
0 комментариев