Ивченко Т. Г., Бобырь Н. (ДонНТУ, Донецк, Украина)
Температура - один из главных параметров процесса резания. Это определяет как эксплуатационную надежность режущего инструмента, так и качество обрабатываемых поверхностей деталей. Сейчас наряду с экспериментальными методами исследований, важность теоретических методов существенно увеличивается. Они, позволяют не только, прогнозировать уровень температур на поверхностях контактирующих тел, но также определить температурные поля внутри. Эксплуатационная надежность режущего инструмента значительно определяется температурой резания. При исследовании законов процесса изнашивания лезвия инструмента скорее важно знать не только среднюю температуру на его площадках контакта, но также значение температур в каждой точке кромки. В настоящей работе исследования законов распределения температур на передней поверхности кромки осуществляются в зависимости от параметров инструмента
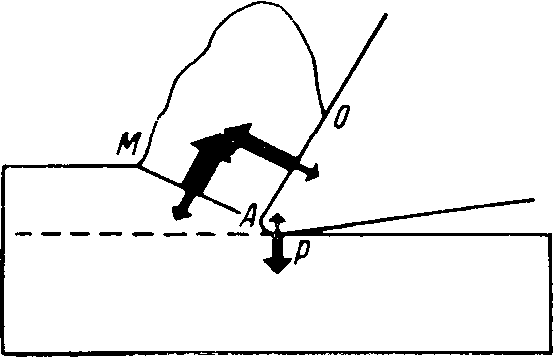
Для решения указанной задачи используется один из самых широко распространенных аналитических методов - метод источников тепла [1]. В схематизации компонентов исследуемой системы инструмент представлен как неограниченный клин . Источник тепла на передней поверхности кромки инструмента представлен, как плоско прямоугольный с размерами bхl, равный площадке контакта лезвия с передней поверхностью и с одинаковой плотностью распределения теплового потока. Преимущество метода источников - возможность достичь решения в аналитическом виде. Температурное поле на передней поверхности кромки возникает под действием прямоугольного источника тепла в регулярных интервалах, распространяемых на площадке контакта лезвия с передней поверхностью bxl при установившемся теплообмене, описано выражением:


Безразмерная функция показана на рис. 1 как поверхность, сконструированная для источника ширина которого b в 2 раза больше, чем длина l. Ширина источника b представляет глубину резания, длина l характеризует длину контакта лезвия с передней поверхностью кромки.Представленные диаграммы, очевидно иллюстрируют характер распределения температур на передней поверхности кромки инструмента.
Безразмерное распределение температур на передней поверхности кромки инструмента в перпендикулярном сечении к главной режущей кромке определено, как указано ниже (z = 0):
Температура передней поверхности кромки зависит от геометрических параметров инструмента и в первую очередь от переднего угла ,оказывающего влияние на длину контакта лезвия с передней поверхностью l на плотность теплового поток q:
![]()
![]()
где V - скорость резания; PZ0 = Pz - Ffr - разность силы резания и силы трения на задней поверхности кромки; PN0 = Py - Ffr - разность нормальной силы резания и силы трения на передней поверхности кромки; s - подача, t - глубина резания.
Распределение температур на передней поверхности твердосплавной пластины с различными геометрическими параметрами представлен на рис. 2 .
Рисунок 1-Распределение температур на передней поверхности твердосплавной пластины
На температуру передней поверхности кромки скорее существенное влияние оказывают свойства инструментального материала и, в первую очередь, коэффициент теплопроводности. Расчет температур для резцов, оснащенных твердосплавными пластинами, выполняется для следующих условий: обрабатываемый материал - сталь 45, k=2,0; режимы резания: глубина резания t = 2мм, подача s = 0,4мм/об, скорость резания v = 120 м/мин., износ на задней поверхности кромки h = 0,9мм.
Расчет температур для резцов из других инструментальных материалов выполняется для следующих условий: обрабатываемый материал - сталь 45, режимы резания: глубина резания t = 1мм, подача s = 0,1мм/об, скорость резания v = 120 м/мин., износ на задней поверхности кромки h = 0,4ММ.
Результаты расчета температур резцов представлены в таблице 1.
Таблица 1. Температура передней поверхности кромки резцовиз различных инструментальных материалов
Результаты расчетов температур на передней поверхности кромки для резцов из различных инструментальных материалов свидетельствуют о существенном различии температур в зависимости от свойств материала инструмента. Резцы, оснащенные минералокерамикой, имеют самую большую температуру. Алмазные резцы имеют наименьшую температуру. Даже для одной группы инструментальных материалов – из карбидных твёрдых различие в температурах более существенно (более чем в 2 раза) это может быть принято во внимание при анализе условий работы инструмента. Развиваемая техника применима для определения температурных полей различных инструментов. Установленные на примере резцов, законы влияния геометрических параметров на распределение температур на передней поверхности кромки могут применяться для любых инструментов. Особенности различных видов обработки взяты из расчета плотности теплового потока и длины контакта лезвия с передней поверхностью кромки. На основании общепринятых результатов развиваются рекомендации при выборе материала инструмента и рациональных параметров инструмента.
Список литературы1. Резников А.Н., Резников Л.А. Тепловые процессы в технологических системах. - М.: Машиностроение, 1990. – 2
Похожие работы

... и тем ближе к режущей кромке располагается ее максимум. С уменьшением длины контакта стружки с передней поверхностью средняя температура также снижается, но максимум температуры удаляется от режущей кромки. При скоростной обработке температура в зоне резания доходит до 800° С, а на поверхности трения по передней грани достигает даже 1200° Си выше. Низкая теплопроводность твердых сплавов и ...


... классификация многослойных покрытий, наносимых на инструментальный материал, приведена в табл.4. Таблица 4 Классификация многослойных покрытий для режущего инструмента. Многослойные Одноэлементные Многоэлементные Многокомпонентные Композиционные На основе Соединения одного Тугоплавкого металла Пример: ...





... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
0 комментариев