Московский государственный технический университет им Н.Э. Баумана
Калужский филиал
Реферат по разделу курса ТКМ
"Сварочные технологии"
Калуга 2008 г.
Содержание
1. Цель работы
2. Характеристика способа автоматической сварки под флюсом
2.1 Источник энергии сварочного процесса, его энергетическая характеристика. Механизм образования сварного соединения
2.2 Вид и характеристика подводимой энергии к источнику сварочного процесса. Источники питания преобразователей
2.3 Флюсы. Их определения, характеристики, свойства
2.3.1 Керамические неплавленные флюсы
3. Автоматы АДС
4. Мероприятия по устранению вредных факторов
Список использованной литературы
1. Цель работы
Углубленное изучение способа автоматической сварки под флюсом.
Анализ физико-химических и механических процессов при автоматической сварке под флюсом, оказывающих негативное воздействие на организм человека и экологию.
Мероприятия по устранению вредных воздействий процесса автоматической сварки под флюсом.
2. Характеристика способа автоматической сварки под флюсом
Достоинства способа:
Повышенная производительность;
Минимальные потери электродного металла (не более 2%);
Отсутствие брызг;
Максимально надёжная защита зоны сварки;
Минимальная чувствительность к образованию оксидов;
Мелкочешуйчатая поверхность металла шва в связи с высокой стабильностью процесса горения дуги;
Не требуется защитных приспособлений от светового излучения, поскольку дуга горит под слоем флюса;
Низкая скорость охлаждения металла обеспечивает высокие показатели механических свойств металла шва;
Малые затраты на подготовку кадров;
Отсутствует влияния субъективного фактора.
Недостатки способа:
Трудозатраты с производством, хранением и подготовкой сварочных флюсов;
Трудности корректировки положения дуги относительно кромок свариваемого изделия;
Неблагоприятное воздействие на оператора;
Нет возможности выполнять сварку во всех пространственных положениях без специального оборудования.
Области применения:
Сварка в цеховых и монтажных условиях
Сварка металлов от 1,5 до 150 мм и более;
Сварка всех металлов и сплавов, разнородных металлов.
Пути повышения производительности:
Сварка (наплавка) независимой дугой, горящей между двумя электродами (к изделию ток не подводят); при большом расстоянии от дуги до поверхности изделия основной металл вообще не проплавляется.
Сварка трёхфазной дугой, при которой глубина проплавления зависит от соотношения токов в дугах, горящих между электродами и изделием.
Сварка разнородными дугами. Питание дуги между электродами и изделием осуществляется при этом постоянным током, а дуги между электродами - переменным током.
Однофазная двухэлектродная наплавка, основанная на питании электродов и изделия от концов и середины вторичной обмотки сварочного трансформатора.
Наплавка с подачей присадочной проволоки в дугу (к проволоке ток не подводят).
Сварка (наплавка) по подкладке из металла требуемого химического состава и выполняющую функции теплопоглощения сварочной дуги и повышения коэффициента наплавки.
Сварка комбинированной дугой (зависимой и независимой, горящей между основным и дополнительным электродами).
Сварка расщеплённым электродом.
Сварка (наплавка) ленточным электродом.
Сварка многодуговая:
в общую ванну;
в разделённые ванны.
Основные преимущества автоматической сварки под флюсом по сравнению с ручной дуговой сваркой заключаются в повышении производительности процесса сварки До 20-25 раз, повышении качества сварных соединений и уменьшении себестоимости 1 м сварного шва.
Повышение производительности достигается за счет использования больших сварочных токов (до 2000 а) и непрерывности процесса сварки. Применение голой проволоки позволяет приблизить токоподвод на минимально возможное расстояние от дуги и тем самым устранить опасный разогрев электрода при больших значениях тока. Плотная флюсовая защита сварочной ванны предотвращает разбрызгивание и угар расплавленного металла в условиях действия мощной дуги. Увеличение тока сопровождается увеличением глубины проплавления, что позволяет сваривать металл большой толщины (до 20 мм) за один проход без разделки кромок.
Повышение качества сварных швов достигается путем:
а) повышения механических свойств наплавленного металла, благодаря надежной защите сварочной ванны флюсом, интенсивному раскислению и легированию вследствие увеличения объема жидкого шлака и сравнительно медленному охлаждению шва под флюсом и твердой шлаковой коркой;
б) улучшения формы и поверхности сварного шва и обеспечения постоянства его размеров по всей длине вследствие регулирования режима сварки, механизированной подачи и перемещения электрод ной проволоки.
Автоматическая сварка под флюсом применяется в серийном и массовом производстве для выполнения длинных прямолинейных и кольцевых швов на металле толщиной от 2 до 100 мм. Под флюсом сваривают углеродистые и легированные стали, медь, алюминий и их сплавы. Автоматическая сварка широко применяется в котло-строении, судостроении, производстве сварных труб и других отраслях машиностроения и строительства. Она является одним из основных звеньев ряда автоматических линий для сварки автомобильных колес, станов для производства сварных прямошовных и спиральных труб.
2.1 Источник энергии сварочного процесса, его энергетическая характеристика. Механизм образования сварного соединенияПри автоматической дуговой сварке под флюсом используется процесс, принципиально отличающийся от ручной сварки покрытыми электродами. Характерные особенности автоматической сварки заключаются в следующем:
1) сварка ведется непокрытой электродной проволокой;
2) защита дуги и сварочной ванны осуществляется флюсом;
3) подача и перемещение электродной проволоки механизирована.
Указанные особенности автоматической сварки обеспечивают значительное повышение производительности процесса сварки и более высокое качество сварных соединений по сравнению с ручной сваркой.
Дуговая сварка под флюсом производится автоматическими сварочными головками или самоходными тракторами, перемещающимися непосредственно по изделию. Основным назначением сварочных автоматов является подача электродной проволоки в дугу и поддержание постоянного режима сварки в течение всего процесса. Последнее необходимо для обеспечения одинаковых размеров и неизменного качества сварного шва по всей его длине.
При протекании реального процесса сварки всегда имеют место случайные временно действующие причины, отклоняющие режим сварки от нормального. Такими причинами являются: электрические и магнитные возмущения в столбе дуги; нарушения нормальной работы механизма подачи проволоки; неровности на поверхности свариваемого металла и т.п. Все эти причины чаще всего приводят к изменению длины и напряжения дуги.
По принципу регулирования режима горения дуги различают два вида автоматов и сварочных головок:
1) с постоянной скоростью подачи проволоки, использующие процесс саморегулирования длины и напряжения дуги;
2) с регулируемой скоростью подачи проволоки во время сварки, зависящей от изменений напряжения дуги.
2.2 Вид и характеристика подводимой энергии к источнику сварочного процесса. Источники питания преобразователей
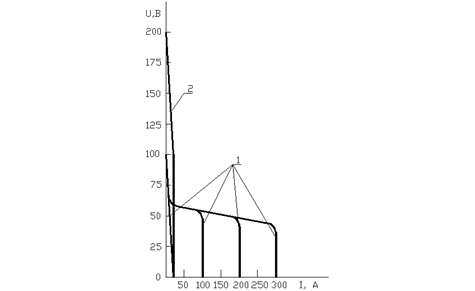
Саморегулирование дуги основано на том, что изменение, напряжения и тока дуги сопровождаются таким изменением скорости плавления проволоки, которое в конечном счете приводит к восстановлению длины дуги и первоначального режима сварки. Процесс саморегулирования дуги для случая, когда отклонение режима связано с неровностями на поверхности свариваемого металла, иллюстрируется рис. 200. При отсутствии саморегулирования
(рис. 200, а) и постоянной подачи проволоки траектория движения ее расплавляемого торца будет прямой 1. При прохождении электрода 2 над выпуклостью или впадиной на поверхности металла 3 дуга соответственно укорачивается или удлиняется, что приводит к изменению режима сварки и ухудшению "качества сварного шва вплоть до образования прожогов или непроваров металла. При саморегулировании укорочение дуги ведет к уменьшению напряжения дуги и увеличению сварочного тока в соответствии с ходом внешней характеристики источника (рис. 200, б, точка ||). С увеличением тока возрастает скорость плавления проволоки, что равносильно более интенсивному оплавлению торца электрода и восстановлению укороченной дуги до нормальной длины, а следовательно, и первоначального режима сварки (рис. 200, б, точка |).
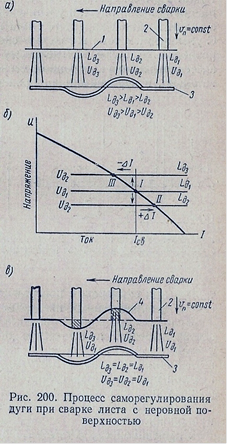
При удлинении дуги изменение всех параметров проходит в обратном направлении (рис. 200, б, точка |||). Если процесс саморегулирования протекает с большой скоростью, то торец плавящейся электродной проволоки имеет траекторию 4, эквидистантную поверхности свариваемого металла, а режим сварки остается постоянным (рис. 200, в). Несомненно, саморегулирование дуги эффективно только при отклонении поверхности свариваемого металла от плоскости в определенных пределах.
Условием протекания процесса саморегулирования со скоростью, обеспечивающей практическое постоянство режима сварки, является применение плотности сварочного тока выше определенного предела (примерно 50 - 100 а/ммг). При плотностях тока ниже этого предела процесс саморегулирования замедляется и восстановление режима при его случайных отклонениях задерживается. В этом случае применяется искусственное регулирование скорости подачи проволоки.
2.3 Флюсы. Их определения, характеристики, свойства
Результаты сварки под флюсом сильно зависят от свойств и качества флюса. К флюсам для автоматической дуговой сварки предъявляются многочисленные и разнообразные требования. Флюс должен обеспечивать хорошее формирование наплавленного металла и сварного шва при высокой производительности сварки, надлежащие химический состав, структуру и высокую прочность наплавленного металла. В наплавленном металле не должно образовываться пор и в особенности трещин, устойчивость дуги должна быть достаточной, шлаковая корка должна легко удаляться с поверхности шва по окончании сварки.
При плавлении флюса не должны выделяться в большом количестве вредные газы и дым, особенно при сварке в тесных помещениях, внутри котлов и резервуаров и т.п. Флюс не должен быть слишком гигроскопичным; зерна его должны иметь достаточную механическую прочность, допускающую многократную подачу флюса к месту сварки и уборку нерасплавившейся части флюса без чрезмерного дробления зерен и образования большого количества пыли, снижающей качество сварки. Флюс засыпается на место сварки толстым слоем, 50-60 мм. В процессе сварки расплавляется лишь 20% флюса, образующего шлаковую корку, остальная, не расплавившаяся часть флюса, должна быть убрана и затем снова использована при сварке.
Современные флюсы для автоматической сварки разнообразны по назначению, составу и свойствам. Прежде всего флюсы можно разделить по способу изготовления на плавленые. и неплавленые.
Плавленые изготовляют сплавлением в печах; они представляют собой обычно более или менее сложные силикаты, по свойствам близкие к стеклам. В состав плавленых флюсов можно вводить лишь вещества, растворяющиеся в расплаве, не разлагающиеся и не улетучивающиеся при температуре выплавки флюсов; это в первую очередь окислы и галоидные соединения металлов. Роль плавленых флюсов ограничивается созданием шлаков, довольно пассивных в металлургическом отношении.
Неплавленные флюсы представляют собой механические смеси порошкообразных и зернистых материалов. В них можно вводить любые вещества, независимо от их взаимной растворимости на устойчивости при высоких температурах: свободные металлы, ферросплавы, углеродистые вещества, карбонаты и т.д. Поэтому неплавленные флюсы позволяют интенсивно проводить различные металлургические процессы легирования, раскисления, модифицирования, создавать защитную газовую атмосферу в зоне сварки и т.д. и являются мощным средством управления металлургическими процессами при сварке и их регулирования.
В настоящее время наша промышленность применяет преимущественно плавленые флюсы. После создания автором настоящей книги принципиально нового вида неплавленных флюсов, получивших название керамических, неплавленные флюсы находят все большее применение. Керамические флюсы начали применятьив других странах, в США они получили название "аггломерированные".
По характеру шлака различают флюсы кислые и основные. По содержанию во флюсах соединений марганца и кремния различают флюсы высоко - и низкомарганцовистые или соответственно кремнистые; по наличию или отсутствию фтора во флюсе - фтористые или бесфтористые и т.д.
По назначению различают флюсы для сварки низкоуглеродистых сталей, легированных спецсталей, цветных металлов, для наплавочных работ и т.п.
Сварка под флюсом отличается следующими металлургическими особенностями. Исходный металл, основной и электродный, обычно отличается достаточной чистотой и вполне удовлетворительным химическим составом. В процессе сварки низкоуглеродистой стали наиболее сильно испаряется и выгорает марганец; наплавленный металл окисляется с образованием закиси железа FeO. Поэтому флюс должен быть хорошо раскислен и совместно с электродной проволокой пополнять содержание марганца в ванне. Но и совершенно раскисленный флюс, т.е. не содержащий высших окислов марганца и окислов железа, в условиях сварки вступает в химическое взаимодействие с расплавленным металлом.
Наиболее важными реакциями являются восстановление окислов марганца и кремния флюса расплавленным железом, так называемый кремне - и марганцевосстановительный процесс:
MnO+Fe=FeO+Mn и SiOa+2Fe=2FeO+Si,
Эти реакции обогащают наплавленный металл кремнием и марганцем, но одновременно и закисью железа FeO, для удаления которой необходимо применять соответствующие меры, например поддерживать кислый характер шлака, что связывает FeO в силикат, нерастворимый в жидком металле. Повышение содержания марганца за счет плавленых флюсов практически никогда не бывает чрезмерным. Увеличение содержания кремния иногда превышает допустимые пределы, и приходится принимать меры к его снижению.
Физические свойства флюса не менее важны, чем его химический состав. Температура плавления флюса, как правило, не должна превышать 1200° С. Вязкость флюса в расплавленном состоянии должна быть незначительной. В большинстве случаев лучшие результаты обеспечивают флюсы, дающие при расплавлении короткий шлак.
Для уменьшения вязкости флюса и снижения его температуры плавления применяют специальные добавки: природный минерал - плавиковый шпат, по химическому составу представляющий собой почти чистый фтористый кальций CaF2. Однако при сварке он образует вредные газы, содержащие фтор, а также снижает устойчивость горения дуги.
Применяемые плавленые флюсы имеют стеклообразный вид, аморфны, частицы их полупрозначны; называются они стекловидными, или "флюс-стекло"; насыпной вес 1,5-1,8 г/см3. Иногда применяется пемзовидный флюс, или "флюс-пемза", имеющий насыпной вес 0,6-0,9 г/см3 и состоящий из непрозрачных мелкопористых частиц. Грануляция флюсов", т.е. размеры зерен, в разных случаях колеблется от 0,5 до 3 мм.
Чаще всего применяемые плавленые флюсы представляют собой искусственные силикаты, выплавляемые в печах, имеют слабо кислый характер и, по содержанию закиси марганца, относятся к высокомарганцовистым. Во флюсе различают основу, добавки, примеси и загрязнения. Основой флюса являются обычно двойной или тройной силикат закиси марганца, окиси кальция, окиси магния, алюминия и т.д.лS. качестве добавки, снижающей температуру плавления и вязкость-, чаще всего используется плавиковый шпат. Из примесей и загрязнений, попадающих во флюс вместе с исходными материалами и топливом, а также из футеровки печей, наиболее важны закись железа, окись алюминия А12О3, сера и фосфор. Все эти примеси и загрязнения вредны для флюса, и их предельное содержание ограничивается техническими условиями. Составы плавленых флюсов в процентах для автоматической дуговой сварки низкоуглеродистой стали электродной проволокой Св-08 или Св-08А по ГОСТу 2246-60. Флюсы производятся нашей промышленностью в больших количествах и являются наиболее распространенными; они относятся к высокомарганцовистым.
Безмарганцовистые флюсы при сварке низкоуглеродистой стали в настоящее время не применяются. Получить удовлетворительные результаты сварки низкоуглеродистой стали под среднемарганцовистыми флюсами можно лишь пользуясь специальной электродной проволокой с повышенным содержанием марганца. Применение среднемарганцовистых флюсов весьма незначительно.
Одним из лучших и широко применяемых в нашей промышленности является высокомарганцовистый флюс ОСЦ-45, разработанный К.В. Любавским. Это силикат марганца MnOSiO2, к которому для снижения температуры плавления и вязкости и для улучшения технологических свойств добавлен при выплавке фтористый кальций (остальное случайные примеси и загрязнения). Флюс обладает высокой жидкотекучестью и малой вязкостью при температуре плавления стали. Вследствие высокого содержания закиси марганца этот флюс можно применять при сварке низкоуглеродистых сталей стандартной низкоуглеродистой электродной проволокой; при этом швы получаются высокого качества. Флюс ОСЦ-45 менее чувствителен, чем другие плавленые флюсы, к отклонениям в химическом составе основного металла, электродной проволоки и самого флюса, а также к ржавчине, содержащейся на поверхности основного металла, что практически очень ценно. * К недостаткам флюса можно отнести высокое содержание фтора, могущее вызвать отравление работающих при сварке в замкнутых пространствах (внутри котлов, резервуаров и т.п.), и также снижающее устойчивость дуги.
Флюс АН-348, разработанный в Институте электросварки им. Е.О. Патона, обеспечивает несколько большую устойчивость дуги по сравнению с флюсом ОСЦ-45. Еще выше устойчивость дуги при сварке под флюсом АН-348-А, выделяющем также меньше вредных газов при работе ввиду пониженного содержания. CaF2. Флюсы ОСЦ-45 и АН-348 производятся промышленностью в больших количествах.
Плавленые флюсы производятся следующим путем. Составные части флюса - марганцевая руда, кварцевый песок, плавиковый шпат и т.д. - смешивают в измельченном состоянии в нужном соотношении и загружают в плавильную печь (электрическую дуговую или стеклоплавильную пламенную). По расплавлении шихты и получении однородности жидкий продукт при температуре около 1400° С впускается тонкой струей в грануляционный бак с проточной водой, где распадается на отдельные зерна и затвердевает в аморфной стекловидной форме без кристаллизации. Затем флюс сушат, дробят на вальцах и пропускают через два сита, имеющие, например, первое 16 отверстий на 1 см2, а второе 600 отверстий на 1 см2. Остаток на втором сите представляет собой готовый продукт; остаток на первом сите поступает на повторное дробление. Материал, прошедший через второе сито, идет в шихту для последующих плавок. Химический состав готового флюса должен соответствовать установленному техническими условиями, что проверяется анализом проб.
2.3.1 Керамические неплавленные флюсыГлавной особенностью керамических флюсов является способ их изготовления, во многом сходный со способом изготовления качественных покрытий электродов для ручной сварки, описанным выше.
Составные части флюса тонко измельчаются, смешиваются в нужных соотношениях и замешиваются на водном растворе жидкого стекла в густую пасту, как для покрытия электродов способом опрессовки. Сырая масса гранулируется, т.е. превращается в зерна размером 1-3 мм, затем подсушивается, прокаливается 2 ч при температуре 300-400° С для удаления остатков влаги и повышения механической прочности зерен за счет реакции схватывания жидкого стекла с частицами флюса. Прокаливанием заканчивается изготовление керамического флюса, не требующего плавильных печей и больших затрат горючего или электроэнергии на процесс плавления Средний насыпной вес керамических флюсов около 1,0 г/см3. Каждое зерно керамического флюса состоит из многих тысяч мелких частиц, смешанных в надлежащих соотношениях и прочно скрепленных.
Керамические флюсы не имеют тех основных недостатков, которые присущи обычным неплавленным флюсам. Механически прочные зерна необходимого размера обеспечивают достаточную газопроницаемость слоя флюса и не выдуваются газами дуги. Прочное склеивание частиц устраняет возможность сепарации и сегрегации отдельных частиц и изменения состава флюса при подаче в зону сварки и уборке, что является одним из главных недостатков неплавленных флюсов. Тонкое измельчение составных частей обеспечивает их полное сплавление и протекание металлургических реакций, как и в электродных покрытиях.
К недостаткам керамических флюсов по сравнению с плавлеными относится меньшая механическая прочность и большая гигроскопичность зерен флюса. Керамические флюсы открыли новые возможности для автоматической дуговой сварки и значительно расширили область ее применения.
Для создания шлака в состав керамических флюсов вводятся различные минеральные вещества. Принципиальным, очень важным преимуществом керамических флюсов является возможность введения в них веществ, разлагающихся при высоких температурах с образованием газов, защищающих зону сварки. Для этой цели вводят карбонат кальция СаСО3 в форме мрамора, разлагающийся при высоких температурах с образованием двуокиси углерода. В процессе сварки особенно важно раскисление металла. Для этой цели в керамические флюсы вводят такие сильные раскислители, как металлические титан, кремний, иногда алюминий. При этом часто попутно удается удалить большую часть серы, снизив ее содержание до нескольких тысячных долей процента, для чего шлаку придается основной характер за счет повышения содержания в нем ![]()
![]() окиси... кальция... СаО.
окиси... кальция... СаО.
Керамические флюсы открывают широкие возможности легирования наплавленного металла через флюс для придания наплавленному металлу особых свойств. Керамические флюсы сокращают потребление дорогой легированной сварочной проволоки; в большинстве случаев достаточно легирования через флюс с применением дешевой низкоуглеродистой проволоки Св-08. Легирование возможно осуществлять всеми элементами, в том числе углеродом, что сложно в других случаях. Керамические флюсы позволяют модифицировать наплавленный металл, т.е. улучшать его структуру. Наплавленный металл при затвердевании в процессе первичной кристаллизации часто приобретает крупнозернистую дендритную структуру, в форме длинных кристаллов, вытянутых в направлении отвода тепла при затвердевании, нормально к поверхностям охлаждения. В область встречи дендритов, растущих от противоположных сторон ванны, вытесняются загрязнения металла, в связи с чем прочность металла здесь снижается, легко образуются горячие трещины; область получила название "зона слабины" а самое явление стыка дендритов называется транскристаллизацией. Наступающая при дальнейшем охлаждении стали вторичная кристаллизация, вызываемая распадом аустенита, часто маскирует и делает малозаметной первичную дендритную структуру, которая может быть выявлена лишь специальным глубоким травлением. В неудовлетворительной первичной структуре часто кроется причина пониженных механических свойств наплавленного металла. Модификацией уничтожается дендритная структура, уже в процессе первичной кристаллизации металл затвердевает с образованием равноосных мелких зерен. Такой металл обладает высокими механическими свойствами. Для модификации пригодны мельчайшие неметаллические включения, служащие центрами кристаллизации, и поверхностно-активные вещества, меняющие поверхностное натяжение металла. Хорошим модификатором в условиях сварки является титан. Модификация осуществляется при сварке электродами с качественным покрытием и под керамическими флюсами. При сварке под плавлеными флюсами модификация обычно выражена слабо, когда модификатор, например титан, вводится в состав электродной проволоки. Интенсивная модификация металла с получением мелкозернистой равноосной структуры при первичной кристаллизации является преимуществом керамических флюсов. Необходимые элементы для раскисления, легирования и модифицирования металла обычно вводят в керамические флюсы, как и в электродные покрытия, в виде ферросплавов.
Преимуществом керамических флюсов для сварки низкоуглеродистых сталей является малая чувствительность к ржавчине и различным загрязнениям поверхности металла, что позволяет снизить требования к очистке поверхности, проводить сварку на открытом воздухе в сырую погоду; при этом получается плотный металл без пор с высокими показателями механических свойств.
Для сварки низко - и среднелегированных конструкционных сталей высокой прочности разработана серия специальных керамических флюсов для производства ответственных изделий. Керамические флюсы также применяются для сварки высоколегированных сталей, например для аустенитных хромоникелевых нержавеющих и жароупорных сталей. В этом случае необходима уже легированная аустенитная проволока. Керамический флюс производит лишь необходимое дополнительное легирование. При сварке нержавеющих сталей достигается высокая стойкость зоны сварки против межкристалической коррозии.
Известно успешное применение керамических флюсов для сварки меди, никеля и их сплавов, для наплавочных работ автоматическая и полуавтоматическая наплавка производится низкоуглеродистой сварочной проволокой с применением легирующих керамических флюсов, содержащих повышенное количество ферросплавов
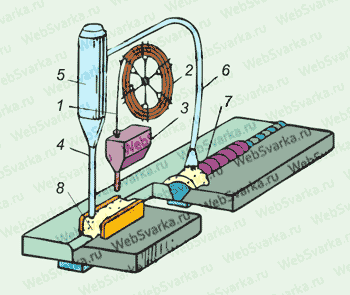
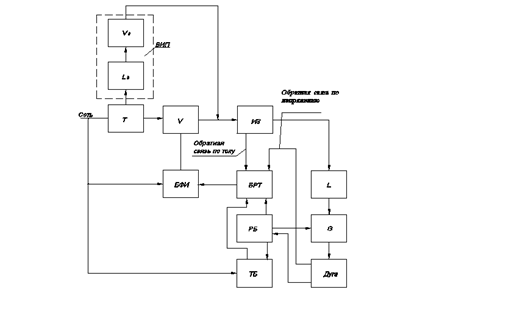
Функциональная схема процесса ультразвуковой сварки
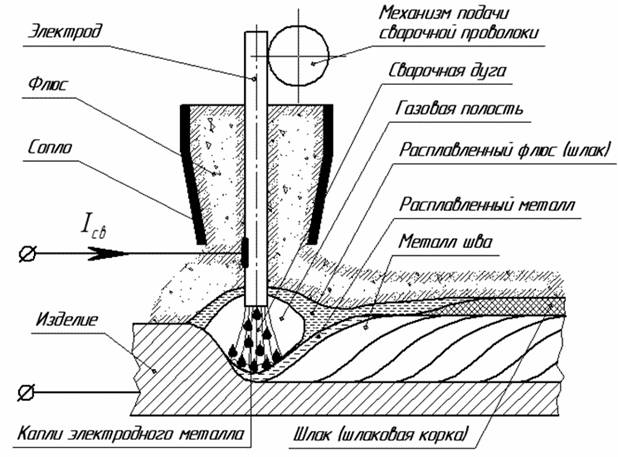
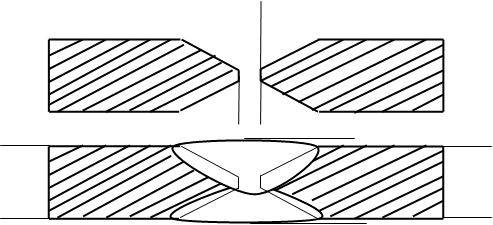
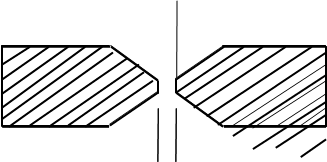
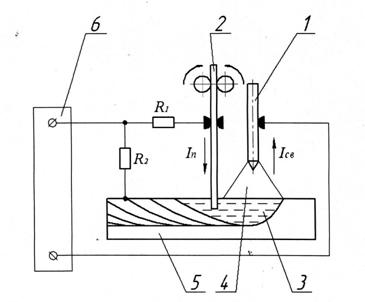
При этом способе сварки электрическая дуга горит под зернистым сыпучим материалом, называемым сварочным флюсом (рисунок 1).
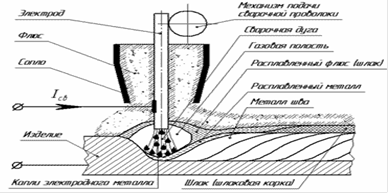
Рисунок 1. Схема сварки под флюсом
Под действием тепла дуги расплавляются электродная проволока и основной металл, а также часть флюса. В зоне сварки образуется полость, заполненная парами металла, флюса и газами. Газовая полость ограничена в верхней части оболочкой расплавленного флюса. Расплавленный флюс, окружая газовую полость, защищает дугу и расплавленный металл в зоне сварки от вредного воздействия окружающей среды, осуществляет металлургическую обработку металла в сварочной ванне. По мере удаления сварочной дуги расплавленный флюс, прореагировавший с расплавленным металлом, затвердевает, образуя на шве шлаковую корку. После прекращения процесса сварки и охлаждения металла шлаковая корка легко отделяется от металла шва. Не израсходованная часть флюса специальным пневматическим устройством собирается во флюсоаппарат и используется в дальнейшем при сварке.
3. Автоматы АДС
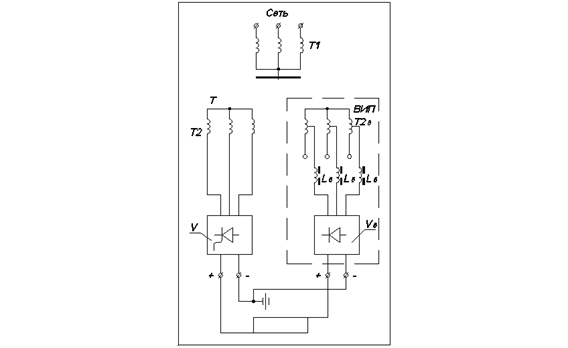
В этом автомате непрерывного действия скорость подачи электродной проволоки плавно изменяется в зависимости от напряжения дуги. Автомат обычно применяется для сварки под флюсом дугой переменного тока. Питание дуги производится от сварочного трансформатора ТС через дроссельный регулятор PC, приводного электродвигателя автомата ДГ постоянного тока от вспомогательного управляющего агрегата, состоящего из электродвигателя трехфазного тока ДА и непосредственно соединенных с ним генераторов постоянного тока ГГ и ГК. Генератор ГГ питает электродвигатель автомата ДГ, а генератор ГК - электродвигатель каретки ДК, служащий для перемещения дуги вдоль шва. Для питания постоянным током обмоток возбуждения генераторов и электродвигателей постоянного тока служат два статических двухполупериодных выпрямителя ВДВ и ВНВ.
Двигатели ДГ и ДК имеют независимое возбуждение; их обмотки возбуждения питаются от сети переменного тока через понижающий трансформатор ТПВ и выпрямитель ВНВ. Якорь двигателя ДГ питается током от вспомогательного генератора автомата ГГ. Обмотки независимого возбуждения генератора ГГ включены дифференциально навстречу друг другу и создают результирующую магнитодвижущую силу, равную разности магнитодвижущих сил обеих обмоток. Обмотка ГГ1 питается от выпрямителя ВНВ через потенциометр РИД постоянным напряжением; ток в этой обмотке и ее магнитодвижущая сила Aw1 постоянны и не зависят от состояния сварочной цепи. Вторая обмотка возбуждения ГГ2 питается от напряжения дуги через выпрямитель ВДВ. Ток в обмотке и ее магнитодвижущая сила Аw2 пропорциональны напряжению сварочной дуги.
Результирующая магнитодвижущая сила обмотки генератора Aw равна Aw=Aw1-Aw2, причем эта разность может быть как больше, гак и меньше нуля, т.е. генератор может перемагничиваться и его электродвижущая сила может менять не только величину, но и знак.
При данной схеме число оборотов двигателя автомата ДГ пропорционально напряжению управляющего генератора, и направление его вращения меняется при изменении полярности зажимов генератора. При нормальном напряжении дуги генератор ГГ развивает напряжение, обеспечивающее подачу электродной проволоки мотором ДГ со скоростью, равной скорости ее плавления; с увеличением или уменьшением напряжения дуги соответственно увеличивается или уменьшается скорость подачи проволоки. При значительном уменьшении напряжения дуги, например при коротком замыкании, происходит реверсирование мотора ДГ и удаление конца электродной проволоки от изделия, так что зажигание дуги производится автоматически.
Кроме двух обмоток независимого возбуждения, управляющий генератор ГГ имеет еще третью, сериесную обмотку самовозбуждения ГГЗ. Третья обмотка создает Аw 3, по величине пропорциональную току генератора, а по направлению совпадающую с результирующей Aw обмоток независимого возбуждения. Наличие третьей сериесной обмотки возбуждения ГГЗ улучшает динамические свойства автомата, ускоряя изменения скорости подачи проволоки при изменениях длины сварочной дуги.
Генератор ГК питает электродвигатель перемещения дуги ДК, работающий с постоянной скоростью, регулируемой потенциометром РСК; направление перемещения меняется переключением направления тока, питающего якорь электродвигателя ДК. Обычно автомат АДС-1000-2 выполняют в виде сварочного трактора с двумя электродвигателями (рис). Электродвигатель ДГ подает проволоку, а электродвигатель ДК перемещает самоходную каретку трактора. Автомат АДС-1000-2 предназначен для сварки под флюсом токами до 1200 а проволокой диаметром 3-6 мм. Трактор без флюса и электродной проволоки весит около 60 кг.
4. Опасные и вредные явления, вызываемые физико-химическими процессами источника энергии и способа автоматической сварки под флюсом.
Автоматическая сварка под флюсом является наиболее безопасной для человека, но допустим мы хорошо защитили лицо и глаза, но почему-то во время работы ощущаете головную боль, боли в горле и общую усталость, которая не проходит даже за выходные дни. Причина в сварочных аэрозолях, которые содержат целый комплекс мельчайших частиц, способных причинить большой вред организму. Заболевание развивается скрытно - неделями, месяцами - и только по прошествии, может быть, нескольких лет становится явным и очевидным.
Правильный выбор защитных средств - это очень важно!
Уровень загрязнения зависит от способа сварки, силы тока при сварке и вентиляции на рабочем месте. Обычно в каждой стране действуют свои нормы и правила, регламентирующие проведение сварочных работ. Выбор защитных средств часто определяется соглашением между работодателем и наемным работником. Если у Вас возникают сомнения по поводу выбора средств защиты или Вам что-то неясно в отношении вредных производственных факторов, обратитесь за разъяснением к инженеру по охране труда или сторонним экспертам. Индивидуальная защита органов дыхания такие как 3М 9925 респиратор сварочный (FFP2 класс 2)
4. Мероприятия по устранению вредных факторов
Сварочное оборудование, предназначенное для сварки под флюсом на стационарных постах, должно иметь:
а) приспособление для механизированной засыпки флюса в сварочную ванну;
б) флюсоотсос с бункером - накопителем и фильтром (при возврате воздуха в помещение) для уборки использованного флюса со шва.
Стационарные установки для электродуговой сварки флюсом должны быть оснащены местными отсосами.
Отсосы должны быть расположены непосредственно у места сварки (на расстоянии не более 40 мм от зоны дуги в сторону формирования шва). Рекомендуется применять отсосы щелевидной формы.
Скорость воздушного потока должна быть 4 - 9 м/сек. в зависимости от требуемого объема отсасываемого воздуха.
Стационарные установки для сварки под слоем флюса должны быть обеспечены механизированными устройствами для очистки шва от шлаковой корки с одновременным его сбором. Ручная уборка флюса (в респираторе) допускается только в случаях, когда применение флюсоотсосов не представляется возможным.
В системе сбора и подачи флюса должна быть предусмотрена очистка выбрасываемого воздуха от пыли и газов.
При засыпке флюса в бункер автомата должны быть приняты меры по защите работающего и окружающих рабочих мест от запыления.
Для предупреждения повышенного выделения аэрозоля газов, применяющихся при механизированной и автоматической сварке, флюс должен быть сухим, не загрязненным посторонними веществами (смазывающими маслами, осколками флюсовой корки и т.д.).
При сварке под флюсом автоматами, передвигающимися по рельсовому пути, должны быть обеспечены надежность и правильность закрепления рельсового пути на изделии или на стенде, а также надежность крепления обратных и боковых роликов ходового механизма.
Рабочие места сварщиков при сварке труб и других крупногабаритных конструкций должны быть оборудованы специальными кабинами с подачей приточного воздуха, тепло - и звукоизоляцией наружных поверхностей и пультом управления сварочным процессом
Список использованной литературы
1. Кабанов Н.С. Сварка на контактных машинах. М. высшая школа. 1985.
2. Банов М.Д. "Технология и оборудование контактной сварки
3. Дубинин Н.П., Н.Н. Лиференко, А.Д. Хренов. Технология металлов и других конструкционных материалов. М. высшая школа. 1999г.
4. Лихачев В.Л. "Электродуговая сварка. Пособие для сварщиков и специалистов сварочного производства", Солон-Пресс, 2006г
5. “Сварка в машиностроении” т.1 под редакцией Н.А. Ольшанского.
Похожие работы
... швами с необходимым смещением электрода с оси шва. Перед наложением последующего шва поверхность предыдущего тщательно зачищают от шлака и осматривают с целью выявления наличия в нем наружных дефектов. В начале автоматической сварки под флюсом, когда основной металл еще не прогрелся, глубина его проплавления уменьшена, в связи с чем эту часть шва обычно выводят на входную планку. По окончании ...
... шва. Для этого процесса следует правильно выбрать напряжение и скорость подачи электрода. Значение этих параметров должно обеспечивать горение дуги под слоем флюса, но в то же время на определенной высоте над основным металлом. При автоматической сварке механизированы все основные рабочие движения и операции: возбуждение и поддержание горения дуги, подача электрода, перемещение электрода вдоль ...
... под давлением будет собираться в специальном сборочно-сварочном цеху. Данную сварную конструкцию будут собирать на роликовом стенде, это поможет при сборке и сварке. Недопустимо что бы система аварийного охлаждения зоны в процессе сборки и сварки находилась в не правильном положении т.к. это повлияет на правильность сборки и сварки. Так как данная сварная конструкция очень ответственная, то ...
... о снижении силы давления дуги на сварочную ванну остается актуальным. 1.4 Цель и задачи исследования Целью настоящей работы является исследование процесса сварки вольфрамовым электродом в аргоне с присадочной проволокой титанового сплава ОТ4 применительно к проблеме повышения качества формирования швов при сварке с повышенной скоростью. Для достижения поставленной цели решались следующие ...
0 комментариев