Навигация
Заготовки и процесс обработки оптических деталей
21061
знак
8
таблиц
5
изображений
Министерство образования Республики Беларусь
Учреждение образования
«БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ»
Кафедра электронной техники и технологии
РЕФЕРАТ
На тему:
«Заготовки и процесс обработки оптических деталей»
МИНСК, 2008
1. ЗАГОТОВКИ ОПТИЧЕСКИХ ДЕТАЛЕЙ
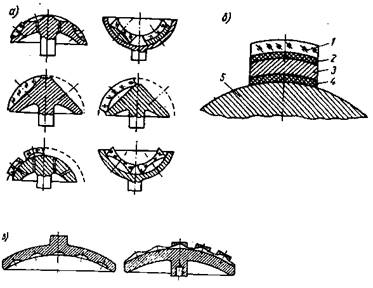
Заготовки оптических деталей из оптического стекла получают в виде прямоугольных или круглых пластин, плиток, штабиков и прессовок (рис.1). На обработку заготовки поступают партиями, состоящими из заготовок одного наименования и размера. К партии прикладывают сопроводительный паспорт, в котором указывают фактические значения оптических характеристик стекла, показатели качества, номера варок и отжига. При обработке нельзя смешивать заготовки разных партий, так как в ряде случаев при сборке изделия оптических детали комплектуют с учетом фактических значений показателя преломления и дисперсии.
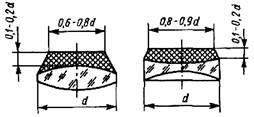
Наиболее рациональной заготовкой деталей типа линз и призм является прессовка (рис.1.1, д), повторяющая конфигурацию готовой детали. Для изготовления прессовок необходима технологическая оснастка: пресс-форма, шаблоны и др. Стоимость оснастки окупается только при прессовании определенного числа заготовок. Поэтому ГОСТ 13240 “Заготовка оптического стекла” установлен минимальный объем партии заготовок, поставляемых в виде прессовок.
| Масса заготовки, г | Объем при заказе, шт., не менее |
| 1,5-10 | 2000 |
| 10-15 | 1000 |
| 50-100 | 250 |
| 100-250 | 150 |
| 250-500 | 100 |
При заказе меньшего числа заготовок их изготовляют в виде плитки, штабиков с размерами, кратными размерам единичной заготовки (см. рис.1.1, а-г).
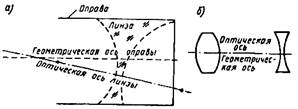
Технические условия (ТУ) на заготовку составляют на основе чертежа оптической детали. В ТУ приводится эскиз заготовки с необходимыми для изготовления и контроля размерами и допусками, указывается марка стекла, технические требования к стеклу и заготовке, масса и число заказываемых заготовок в штуках (рис.1.2).
На эскизе рядом с размерами заготовки в скобках проставляют как справочные соответствующие размеры готовой детали. Для деталей с размерами более 150 мм на заготовке указывают также световой диаметр или расположение рабочей зоны. Вне рабочей зоны дефекты типа одиночных пузырей и узловых свилей не нормируются.
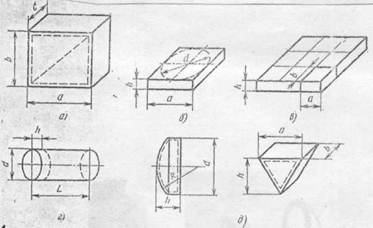
Рис. 1.1 Заготовки оптических деталей:
а - прямоугольная пластина; б - плитка для круглых деталей; в - плитка с размерами, кратными размерам единичной заготовки; г - штабик с круглым сечением; д - прессовки линзы и призмы
Маршрутную технологию (МТ) изготовления заготовки технолог разрабатывает с учетом требований к стеклу, размерам партии и габаритным размерам детали. Выбирается метод и последовательность операций на основе типовых технологических процессов. Номер маршрутной технологии указывают в ТУ на заготовку.
Коэффициент запуска (КЗ), равный отношению массы сырьевого стекла, необходимого для изготовления заготовки, к теоретической массе заготовки, устанавливают на основе имеющихся нормативов и выбранной МТ. Коэффициент запуска зависит от требований к показателям качества стекла.
Размеры заготовки рассчитывают с учетом необходимого припуска на обработку и предельных отклонений размеров. Значение припуска зависит от выбранной технологии, метода базирования детали при обработке и толщины дефектного слоя поверхности заготовки. Дефектный слой образуется при термических процессах формообразования ввиду включения в поверхность стекла мелкодисперсных частичек порошка подсыпки (“шамота”), появления вмятин, складок и поверхностный посечек. При механических методах разделки стекла: распиливании, сверлении и др. – образуется трещиноватый поверхностный слой, сколы и царапины.
Глубина залегания дефектов на поверхности прессованной заготовки размером до 50 мм с нижней (“зашамоченной”) стороны не должна превышать 0,8 мм, а с верхней (“светлой”) стороны – 0,5 мм. У заготовок диаметром 50-150 мм соответственно 1,5 и 0,8 мм. Существуют оговоренные стандартом оговоренные стандартом ограничения размеров заготовок.
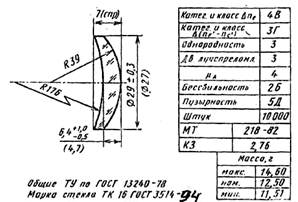
Рис.1.2 Образец, оформления технических условии на заготовку линзы
Для заготовок – прессовок размером до 150мм толщина заготовок не должна быть менее 3 мм для линз и 4 мм для плоских деталей, отношение диаметра или диагонали заготовки и ее толщине должна быть в пределах от 15:1 до 1,25:1.
Значения и расположение полей допусков на размеры заготовок установлены на основе анализа точностных возможностей существующих технологических процессов.
Предельные отклонения размеров заготовки регламентируют ГОСТ 13240-78 в зависимости от ее диаметра или наибольшей стороны.
Таблица 1.1
| Диаметр или наибольшая сторона заготовки, мм | Допуск заготовки, мм | Просвет в середине сферической поверхности при контроле радиусным шаблоном, мм, не более | Отклонение от плоскостности плоских поверхностей, мм, не более | ||
| диаметра | стороны заготовки прямоугольного сечения | толщины по оси | |||
| До 20 | ±0,3 | ±0,5 | +1,5 -0,5 | 0,5 | 0,4 |
| 20-50 | ±0,3 | ±0,5 | +1,0 -0,5 | 0,8 | 0,5 |
| 50-80 | ±0,5 | ±0,5 | +1,0 -0,5 | 1,0 | 0,6 |
| 80-120 | ±0,8 | ±0,8 | +1,5 -0,5 | 1,2 | 0,8 |
| 120-150 | ±1,0 | ±1,0 | +1,5 -0,5 | 1,5 | 1,0 |
| 150-250 | ±1,5 | ±1,5 | +2,0 -1,0 | - | 1,2 |
| 250-360 | ±2,0 | ±2,0 | ±2,0 | - | 1,5 |
| 360-500 | +5,0 -2,0 | +5,0 -2,0 | +5,0 -2,0 | - | 2,0 |
Минусовый допуск должен быть приплюсован к номинальному размеру соответствующего параметра заготовки, который рассчитывается из номинального размера ОД плюс припуска на операции, выполнение которых необходимо для его получения.
Последовательно порядок припусков следующий:
- на распиливание кратных заготовок пилами (табл.1.2)
Таблица 1.2
| Глубина распиливания, мм | Расчетная ширина выемки при распиливании, мм |
| До 10 | 1,5 |
| Свыше 10 до 65 | 2,0 |
| 65 | 2,5 |
Толщина диска пилы принята равной 1 мм. При применении дисков иной толщины ширина выемки определяется по формуле ![]() , где
, где ![]() - толщина диска пилы и
- толщина диска пилы и ![]() - расчетная толщина ширины выемки (табл.2).
- расчетная толщина ширины выемки (табл.2).
- на обдирку заготовок (табл.1.3)
Таблица 1.3
Припуски на обдирку (в миллиметрах)
| Форма детали | Вид заготовки | Профиль обрабатываемой поверхности | Размер диска линзы или наибольшей стороны прямоугольной детали | ||||||||
| до 10 | свыше 10 до 25 | свыше 25 до 40 | свыше 40 до 65 | свыше 65 | |||||||
| величины припуска на одну поверхность | |||||||||||
| на любую сторону | 1-я поверх ность | 2-я поверх ность | 1-я поверх ность | 2-я поверх ность | 1-я поверх ность | 2-я поверх ность | 1-я поверх ность | 2-я поверх ность | |||
| Сферические линзы | Прессовки со сферическими поверхностями | Выпуклый и вогнутый | - | 0,2 | 0,3 | 0,3 | 0,4 | 0,4 | 0,6 | 0,6 | 0,9 |
| Прессовка с плоской поверхностью | Выпуклый | 0,4 | 0,5 | ||||||||
| Плоский | 0,2+h | 0,3+h | 0,2+h | 0,3+h | 0,3+h | 0,4+h | 0,4+h | 0,6+h | |||
| вогнутый | 0 | 0 | 0 | 0 | |||||||
| Предварительно плоскошлифовальные | Выпуклый | h | h | h | h | ||||||
| Вогнутый | |||||||||||
| Призмы и детали, ограниченные плоскостями | Любые, кроме обколотых | Плоский | 0,4 | 0,5 | 0,5 | 0,6 | 0,6 | 0,7 | 0,7 | 0,9 | 0,9 |
| Обколотые | 1,5 | 1 | 1 | 1,25 | 1,25 | 1,5 | 1,5 | 1,75 | 1,75 | ||
- на грубое шлифование (табл. 1.4)
Таблица 1.4
Припуски на грубое шлифование
| Размер диаметра или наибольшей стороны | Величина припуска на 1-ю поверхность |
| До 10 | До 0,1 |
| Свыше 10 | Свыше 0,16 |
- на мелкое (тонкое) шлифование и полирование (табл. 1.5)
- на кругление (табл. 1.6)
Таблица 1.5
Припуски на мелкое шлифование и полирование
| Диаметр или размер наибольшей стороны, мм | Заданная точность изготовления | Величина припуска на одну сторону, мм | |
| Линейных размеров (толщина или высота), мм | Углов призм, мин | ||
| До 10 | До 0,1 | Любая | 0,1 |
| Свыше 0,1 | До 6 | ||
| Свыше 6 | 0,06-0,07 | ||
| Свыше 10 до 65 | До 0,3 | Любая | 0,15 |
| Свыше 0,3 | До 4 | ||
| Свыше 4 | 0,07-0,08 | ||
| Свыше 65 | До 0,3 | Любая | 0,2 |
| Свыше 0,3 | До 3 | ||
| Свыше 3 | 0,07-0,08 | ||
Таблица 1.6
Припуски на кругление
| Заготовки | Толщина | Диаметр заготовки линз | |||||
| Припуски на диаметр | |||||||
| До 10 | Свыше 10 до 25 | Свыше 25 до 40 | Свыше 40 до 65 | Свыше 65 до 100 | Свыше 100 | ||
| Прессовки, предварительно шлифованные | любая | 1 | 1,5 | 2 | 2,5 | 3 | 3,5 |
| До 5 | 2 | 2,5 | 3 | 3,5 | 4 | 5 | |
| Свыше 5 до 10 | 3 | 3,5 | 4 | 4,5 | 5 | 6 | |
| Обколотые | Свыше 10 до 15 | - | - | 5 | 6 | 7 | 8 |
- на центрировку линз (табл. 1.7)
Таблица 1.7
Припуски на центрировку
| Диаметр линз | Свыше 1,5 до 2,5 | Свыше 2,5 до 4 | Свыше 4 до 6 | Свыше 6 до 10 | Свыше 10 до 15 | Свыше 15 до 25 | Свыше 25 до 40 | Свыше 40 до 65 | Свыше 65 до 100 | Свыше 100 |
| Величина припуска на диаметр | 0,4 | 0,6 | 0,8 | 1 | 1,2 | 1,5 | 2 | 2 | 2,5 | 3 |
Похожие работы
... блоком. От правильного выбора способа блокировки, в зависимости от размеров и формы деталей, заданной точности зависит в большой степени качество изделия и экономичность технологического процесса. Блокировка должна обеспечить: 1) закрепление максимально большого числа заготовок; 2) удобство обработки на данной операции (например: шлифовке, полировке); 3) удобство производить в процессе ...
... пятью категориями качества со следующими допустимыми отклонениями и : Таблица 3: Категория 104 105 1 ±2 ±2 2 ±3 ±3 3 ±5 ±5 4 ±10 ±10 5 ±20 ±20 Стекло обычного качества, используемое для изготовления оптических деталей кинофотооптики, относится к 4-й категории по и . Допуски на и могут быть расширены по сравнению с расчетными при условии ограничения отклонений ...
... управляющая программа УЧПУ устройство числового программного управления ЧПУ числовое программное управление ВВЕДЕНИЕ Цикл лабораторно- практических занятий основан на материалах курса "Технология обработки на станках с ЧПУ" является общим для всех форм обучения- дневной и заочной. Цикл рассчитан на 34 часа лабораторно- практических занятий и включает следующие работы: ...
... о высоком техническом уровне создаваемого изделия. 6. Охрана труда и экология 6.1 Описание прибора Разрабатываемый прибор представляет собой систему круглосуточного видеонаблюдения за морскими судами и имеет в своем составе два основных узла: 1) Телевизионная система (ночная видеокамера). Является системой на основе ПЗС видеокамеры, в оптическую схему которой встроен электронно- ...
0 комментариев