Навигация
Гибкие производственные системы (ГПС) металлообработки деталей
39038
знаков
0
таблиц
8
изображений
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ

ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО
ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
НОВГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ИМЕНИ ЯРОСЛАВА МУДРОГО
Кафедра технологии машиностроения
Реферат
по дисциплине «Автоматизация производственных процессов
в машиностроении »
Гибкие производственные системы (ГПС) металлообработки деталей.
Выполнил:
Студент 3 курса
Группы 2233
Новиков О. М.
Проверил:
Преподаватель
Никуленков О.В.
Великий Новгород
2008
Содержание
Введение 3
1.1 Основные понятия и определения 5
1.2 Классификация производственных систем 6
2.1. Основные характеристики гибкого автоматизированного производства 9
2.1.1. Производительность ГПС 9
2.1.2. Понятие о гибкости автоматизированного производства 9
2.1.2.1. Характерные элементы гибкости 10
2.1.2.2. Виды гибкости 11
2.1.3. Эффективность работы ГПС 11
3. Станочная система ГПС 13
3.1. Классификация и основные определения 13
3.2. Оборудование, применяемое в ГПС 13
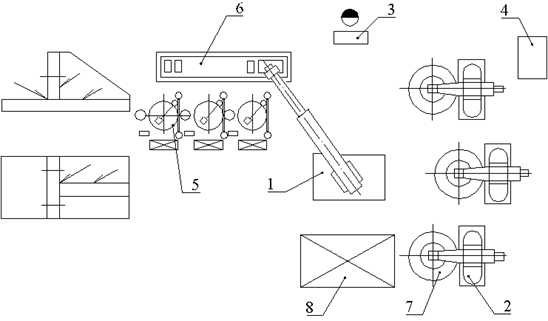
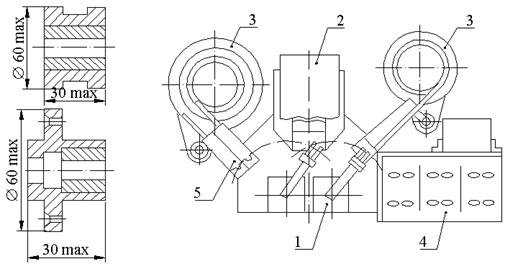
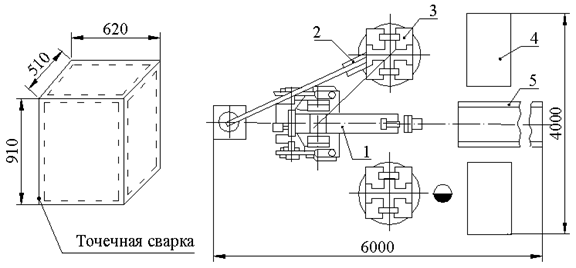
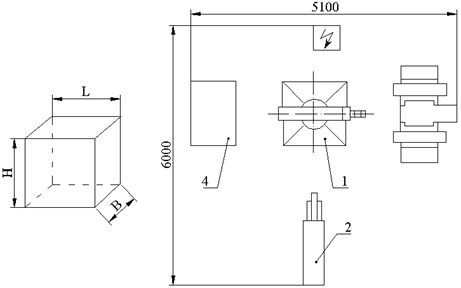
3.2.1. Оборудование для изготовления заготовок 13
3.2.2. Станки токарной группы 16
3.2.3. Станки для обработки корпусных и плоскостных деталей 17
Список использованной литературы 19
Введение
В нашей стране широкое распространение получили автоматические поточные линии, объединяющие комплексы автоматически работающих агрегатных станков и станков-автоматов.
Недостаток – узкая ориентация на изготовление определенного вида изделий. В связи с этим подобные средства можно использовать только там, где производство носит массовый, устойчивый характер.
В промышленно развитых странах крупносерийное и массовое производство составляет лишь 20%, а единичное, мелкосерийное и серийное производство – 80 %.
В целях разрешения противоречий, обусловленных, с одной стороны, мелкосерийностью объектов производства, а с другой, крупными масштабами самого производства, были разработаны методы групповой технологии.
Следующим шагом на пути автоматизации производства является разработка программируемых и за счет этого перенастраиваемых средств, то есть гибкого оборудования. К ним относятся станки с ЧПУ, в том числе обрабатывающие центры, промышленные роботы и другое оборудование. Еще большей гибкостью обладают системы, управляемые от ЭВМ. Подобные системы называют по разному:
В Японии – гибкой автоматизацией, гибким производственным комплексом.
В США – гибкой производственной системой (FMS). (ГПС).
В нашей стране такого рода комплексы называют гибким автоматическим производством (ГАП).
ГАП функционирует на основе программного управления и групповой ориентации производства. На первом этапе ГАП может быть автоматизированным, то есть включать операции, выполняемые с участием человека.
ГАП включает исполнительную систему, состоящую из технологической, транспортной, складской систем и систему управления.
Анализ ГПС позволяет сделать некоторые выводы:
· управление транспортными системами и работой станков осуществляется одной или несколькими отдельными ЭВМ;
· число станков в ГПС колеблется от 2 до 50. Однако 80% ГПС составлено из 4-5 станков и 15% из 8 – 10;
· реже встречаются системы из 30-50 станков (2-3%);
· наибольший экономический эффект от использования ГПС достигается при обработке корпусных деталей, нежели от их использования при обработке других деталей, например деталей типа тел вращения. Например в Германии их 60%, в Японии – более 70, в США – около 90%;
· различна и степень гибкости ГПС. Например в США преобладают системы для обработки изделий в пределах 4-10 наименований, в Германии – от 50 до 200;
· нормативный срок окупаемости ГПС в различных странах 2 - 4,5 года.
Проблемы, возникшие при применении гибких систем
· ГПС не достигла поставленных целей по рентабельности; она оказалась слишком дорогостоящей по сравнению с преимуществами, достигнутыми с ней. Обнаружено, что причиной высокой стоимости оборудования были несоразмерные расходы на приспособления и транспортную систему;
· разработка и введение в эксплуатацию комплексной ГПС оказалось трудным, а также дорогостоящим;
· из-за недостатка опыта было трудно выбирать подходящие типы систем и оборудование для нее;
· имеется мало поставщиков систем, которые могут поставлять сложные системы.
· в некоторых случаях эксплуатационники получили опыт о фактически слабой гибкости;
· конструктивные элементы ГАПС, например, станки, системы управления и периферийные устройства часто оказывались неподходящими к системе и вызывали лишние проблемы по стыковке.
· Эксплуатационники часто не имеют достаточной готовности к эксплуатации сложной системы;
· Длительный срок выполнения проекта от конструирования до запуска системы.
Перспективы применения гибких систем
· одновременное повышение эффективности и гибкости;
· повышение степени автоматизации не уменьшая гибкости;
· усовершенствование таких измерительно-контрольных методов, которые контролируют в процессе обработки состояние инструмента и обрабатываемых деталей, необходимое для соответствующей автоматической подналадки;
· уменьшение количества приспособлений и палет за счет автоматизации крепления деталей;
· введение в ГПС таких операций, как промывка, покрытие, термообработка, сборка и т.д.;
· развитие профилактического техобслуживания.
Значение ГПС
· более высокий коэффициент использования станков (в 2-4 раза больше по сравнению с применением отдельных станков);
· более короткое время прохода производства;
· уменьшается доля незаконченного производства, т.е. уменьшается количество запасов деталей на складах, которое означает уменьшение продукции, привязанного к производству;
· более ясный поток материала, меньше перетранспортировок и меньше точек управления производством;
· уменьшаются расходы на заработную плату;
· более ровное качество продукции;
· более удобная и благоприятная обстановка и условия работы для работающих.
Похожие работы
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
... , комплексными или локальными; стратегическими, тактическими (как правило, годовыми) или оперативными. Распространенными методами организации работ по планированию являются сетевые методы и построение оперограмм. Рассмотрим кратко эти методы. Сетевое планирование и управление (СПУ) — это графоаналитический метод управления процессами создания (проектирования) любых систем. Сетевой график — ...
... станы, турбины и т. д.), специальной оснастки, в опытном производстве, при выполнении отдельных видов ремонтных работ и т. п. Отличительными особенностями индивидуального метода организации производства являются: неповторяемость номенклатуры изделий в течение года; использование универсального оборудования и специальной оснастки; расположение оборудования по однотипным группам; разработка ...
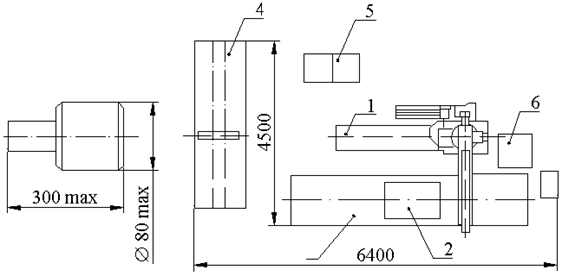
... и контроля. Обслуживание ковочных агрегатов с программным управлением (гидравлического пресса, ковочного автоматического манипулятора) для автоматизации ковки деталей с вытянутой осью (круглого, квадратного и прямоугольного сечений) массой 0,4—2,0 т. 2 Гибкие производственные модули (ГПМ) 2.1 Общее представление о гибких производственных модулях Гибкие производственные модули (ГПМ), ...
0 комментариев