Навигация
Дверезнімальний пристрій коксової печі
77552
знака
0
таблиц
10
изображений
Дверезнімальний пристрій з підніманням двері за допомогою похилої площини
Описані рухливі голівки дверезнімальних пристроїв коксовиштовхувача складні у виготовленні й в експлуатації, тому що вони мають велику кількість зубчастих передач і інших тертьових деталей. Нижче приводиться опис дверезнімального пристрою, що забезпечує необхідний підйом дверей за допомогою похилої площини.
Рейковий шлях дверезнімального пристрою виконаний так, що при знятті й установці дверей (переднє положення дверезніма) дверезнімальна штанга працює на прямому від рейкового шляху і, отже, похила площина не працює. Таким чином, умови роботи механізму залишаються такими ж, як і на дверезнімах з рухливими голівками.
Прямий відрізок рейкового шляху штанги також установлений на ділянці, коли штанга знаходиться в крайньому задньому (вихідному) положенні. Це забезпечує необхідну стійкість механізму при пересуванні машини.
Дверезнімальний пристрій з похилою площиною полегшує праця машиніста, тому що підйом дверей виробляється автоматично одночасно з відводом дверезнімальної штанги — і не вимагає особливої уваги і часу.
Для печей з низькими обслуговуючими площадками, де підйом двері не потрібно, похила площина не встановлюється.
У цьому випадку конструкція дверезнімальної штанги ще більш спрощується. Механізми ж цілком залишаються без змін.
Виключення з конструкції дверезнімальних пристроїв рухливих голівок зменшило їхню вагу з 13 до 7,5 т. Досвід роботи дверезнімальних пристроїв з похилою площиною для підйому дверей підтверджує експлуатаційну надійність.
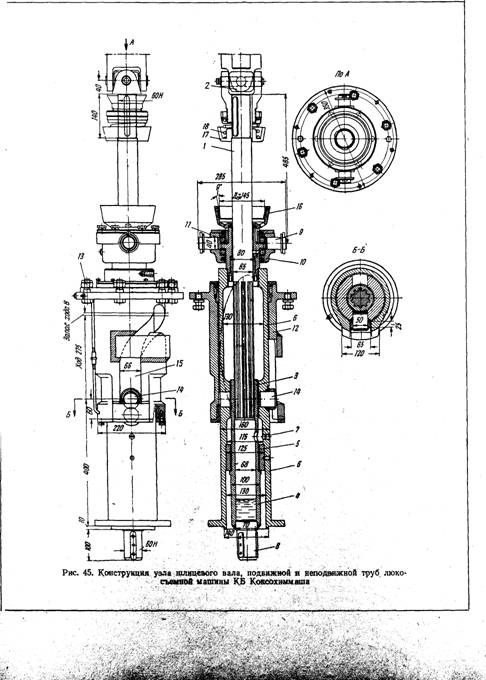
Механізми відгвинчування і загвинчування ригельних гвинтів
На коксовиштовхувачах і дверезнімальних машинах, виготовлених по проектах КБ Коксохіммаша, з метою уніфікації механізми відгвинчування і загвинчування ригельних гвинтів встановлюються однаковими за винятком однієї деталі — склянки голівки, що відгвинчує, що коксовиштовхувач має велику довжину, чим на голівці, що відгвинчує, дверезнімальної машини. Збільшення довжини склянки на 50—100 мм викликається необхідністю грузнути работу механізму відгвинчування з механізмом відкривання планирного люка коксових дверей.
Як відомо, на коксовій стороні батареї, де працює дверезнімальна машина, на двер немає планирних люків.
Докладний опис конструкції і розрахунок окремих деталей механізму відгвинчування і загвинчування ригельних гвинтів приводиться в розділі «Дверезнімальні машини».
Пристрій для виштовхування коксу
Виштовхування коксового пирога з печі в гасильний вагон виробляється за допомогою спеціального пристрою через коксонаправляючу дверезнімальної машини.
При кожнім виштовхуванні коксу, що повторюється через 8—10 хв., що виштовхує штанга близько 2 хв. працює в коксовій печі при температурі більш 1000°. Після видачі коксу штанга прохолоджується при температурі зовнішнього повітря, що у зимових умовах може бути мінус 30° і нижче.
Такий великий температурний інтервал створює в штанзі, що виштовхує, великі термічні напруги. Ці напруги можуть бути зменшені при правильно обраній конструкції штанги.
Слід зазначити, що правильний вибір зусиль для виштовхування коксового пирога в значній мірі визначає довговічність коксової камери. Це питання повинне всебічно розглядатися не тільки конструкторами коксових машин, але і конструкторами коксових печей, що визначають припустимі тиски на одиницю площі стін коксової камери.
Робота механізму для виштовхування коксового пирога повинна строго погоджуватися з операціями: зняття двер, установки коксонаправляючої по осі видаваної печі й установки гасильного вагона. Для попередження можливих аварій на. сучасних машинах передбачені блокування між пристроєм, що виштовхує, дверезнімальною машиною і гасильним вагоном.
Керування механізмом штанги, що виштовхує, здійснюється з кабіни коксовиштовхувача.
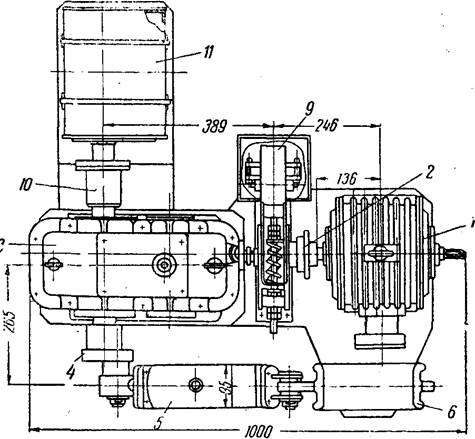
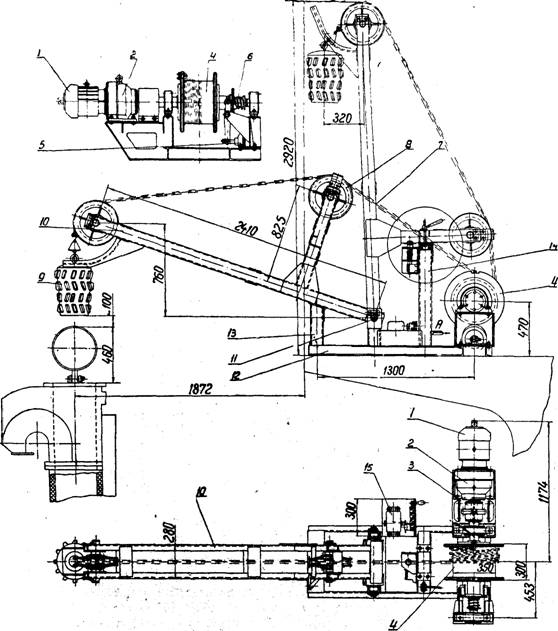
Пристрій для виштовхування коксового пирога (проект КБ Коксохіммаша, рис.9) складається з наступних основних вузлів: штанги, що виштовхує, / із установленими на ній голівкою 2 і опорним що самовстановлюється башмаком 3; стійок 4 і 5 для штанги, що виштовхується, що мають опорні і напрямні ролики; привода механізму, що складає з електродвигуна 6, головного редуктора 7 і ведучої шестірні (на малюнку не показана), з'єднаних між собою проміжним валом 8 і зубцюватими муфтами 9 і 10, установленого на другому кінці вала електродвигуна електромагнітного колодкового гальма 11; аварійного привода для витягу штанги, що виштовхує, з печі, що складає з пневмо-двигуна 12, редуктора 13, ланцюгової передачі 14 і рукоятки 15.
Для обмеження ходу штанги, що виштовхує, установлений шляховий вимикач 16. Дублерами його є два підоймових кінцевих вимикачі — передній 17 і задній 18.
У межах робочої площадки машини штанга, що виштовхує, закрита рознімним кожухом 19.
Опис конструкції штанги, що виштовхує
Штанга, що виштовхує, складається з наступних основних частин: металоконструкції штанги, голівки штанги, зубцюватих рейок, беззубих рейок, опорного башмака, контрольних зубів, пристрою для прийому повітря, що йде на обезграфічування зводу камери.
Металоконструкція штанги являє собою звичайно клепану чи рідше зварену балку прямокутного перетину. Клепана конструкція більш відповідає тяжким умовам роботи. За останні роки на окремих заводах були встановлені штанги звареної конструкції. Досвід роботи деяких заводів показав, що після нетривалої роботи в зварених конструкціях утворяться тріщини на вертикальних аркушах.
Так, на Запорізькому коксохімічному заводі після року роботи звареної штанги, що виштовхує, на відстані 8 м від її голівки утворилися три вертикальні тріщини по усій висоті штанги.
З іншого боку, за даними Магнітогорського металургійного комбінату, зварені штанги, що виштовхують, працюють цілком задовільно. Одна така штанга була встановлена в 1944 р. і проробила близько 10 років, причому були випадки, коли штанга залишалася в печі більш 1 години. Задовільна робота цих штанг порозумівається їхньою правильною конструкцією і добре відпрацьованою технологією зборки і зварювання. На передній частині штанги, що виштовхує, зміцнюється голівка, призначення якої складається в передачі рівномірного тиску, необхідного для виштовхування коксу, на всю площу зіткнення з коксовим пирогом. Голівка штанги виготовлена з литої жаростійкої сталі.
Розміри голівки по висоті і ширині визначаються габаритами коксової камери. У нижній частині голівки встановлюють повзушку, що служить для видалення коксу з полу коксової камери. Наявність подовжнього прорізу в місці кріплення повзушки дозволяє їй самовстановлюватися по висоті на 50—70 мм відповідно нерівностям пола коксової камери. Голівку прикріплюють до металоконструкції штанги, болтами. Цей вузол зміцнюють особливо надійно, з огляду на дуже важкі силові і температурні умови його роботи.
На визначеній відстані від голівки штанги встановлюють опорний, башмак із самоустановлювальною опорою. Опорний башмак під час пересування штанги в печі на велику довжину ходу є другою рухливою опорою штанги, що виштовхує, і всіх встановлених на ній деталей.
Площа підстави самоустановлювальної опори повинна бути такий, щоб питомий тиск на полу печі не перевищувало 5 кг/див2. Башмак установлюють з таким розрахунком, щоб при крайнім переднім положенні штанги вісь самоустановлювальної опори завжди залишалася в межах коксової камери. Це важлива умова повинна обов'язково враховуватися при проектуванні механізму, при ремонтних і інших роботах.
Унаслідок можливих відхилень від заданого теоретичного росту коксових печей конструкцією башмака передбачене регулювання самоустановлювальної опори по висоті в межах. ±50 мм. Це здійснюють за допомогою прокладок. Нижня частина опори швидко зношується, тому що, у процесі роботи майже неприривно сковзає по поду коксової камери. Тому вона виготовляється з окремого знімного листа, прикріпленого до литого корпуса опори на болтах.
Самоустановлювальну опору виготовляють таким чином, щоб її передня частина була піднята на кут 5—7°. Такий нахил дає можливість уникнути удару про поріг арміруючої рами при ході башмака в піч.
До нижнього пояса металоконструкції штанги прикріплюють заклепками з потайною голівкою зубцюваті рейки, за допомогою яких штанга, що виштовхує, приводиться в рух від ведучої шестірні. Рейки вилиті зі сталі марки ХН-2Л чи 40-ГЛ. Довжина кожної рейки 1,5—2 м. При установці окремих рейок на металоконструкцію штанги необхідно перевіряти крок їхньої зубцюватої частини, особливо в місцях стикування. Зуби рейки не обробляють за винятком опорних і бічних її поверхонь, а також місць їхнього стикування. До верхнього пояса металоконструкції штанги прикріплюють заклепками з потайною голівкою литі беззубцюваті рейки.
Установка верхніх рейок необхідна для створення термічної стійкості штанги, що виштовхує. Завдяки їм різко зменшуються деформації штанги, навіть у випадку тривалого змушеного перебування її в печі в умовах високої температури коксової камери.
Довжина і хід штанги, що виштовхує, визначаються головним чином довжиною коксової камери. Так, наприклад, для типових коксових печей системи Гіпрококсу при довжині коксової камери 14280 мм максимально можливий хід штанги, що виштовхує, дорівнює 18950 мм, а загальна довжина штанги 23 880 мм. Довжина і хід штанги, що виштовхує, повинні забезпечити видачу коксового пирога з печі і коксонаправляючої дверезнімальної машини. Однак варто мати на увазі, що необхідна довжина і хід штанги при одній і тій же довжині, коксової камери можуть бути різні в залежності від положення коксовиштовхувача стосовно крайки кладки печі (відстань від кромки кладки до передньої рейки коксовиштовхувача), а також від положення стійки ведучої шестірні на робочій площадці машини.
Привод штанги, що виштовхує
Опорні стійки
Електромеханічного привода штанги, що виштовхує, по проекті КБ Коксохіммаша. Штанга, що виштовхує, приводиться, у рух від ведучої шестірні, з'єднаною зубцюватою муфтою з тихохідним валом редуктора.
Електродвигун з'єднаний зі швидкохідним валом редуктора за допомогою двох зубцюватих муфт і проміжного вала, що проходить під штангою, що виштовхує. Стійка установлюється на спеціальних балок, що складають частину основного каркаса робочої площадки коксовиштовхувача, і кріпиться до них на болтах. Ведуча шестірня заміцнів льону на валу на двох шпонках і пресовій посадці. Вал ведучої шестірні спирається на два роликових підшипники, встановлених у литих сталевих корпусах. Ведуча шестерня знаходиться в постійному зачепленні, із зубцюватими рейками штанги. Ведуча шестірня може бути виготовлена литий із хромонікелевої сталі марки ХН2Л чи з кування стали марки 40ХН. Литі шестірні механічно обробляють з торців, отвору для вала і поверхні катання по діаметрі 540 мм, службовці опорою для зубцюватих рейок штанги, що виштовхує. Опорами для штанги, крім: стійки ведучої шестірні, служать також середня і задня опорні стійки. Металоконструкція задньої опорної стійки, виготовленої з листової сталі. На осі, укріпленої на цій конструкції, установлений нижній опорний ролик. На передній частині стійки по ходу штанги, що виштовхує, установлена нижня напрямна штанги. У верхній частині стійки встановлені два ролики, що служать бічними напрямними штанги. Ролики по висоті можуть бути відрегульовані за допомогою перестановки прокладок.
У випадку відключення електроенергії під час видачі коксу штанга, що виштовхує, повинна бути можливо швидше, витягнута з коксової камери. Тривале перебування штанги в умовах високої температури приводить до виходу з ладу металоконструкції штанги й інших установлених на ній деталей. Для витягу штанги, що виштовхує, з печі на коксовиштовхувачі необхідно передбачити наявність спеціальних аварійних пристроїв. Такими аварійними пристроями є: пневматичний привод; ручний привод і ручна лебідка вантажопідйомністю 5 т. Пневматичний привод працює від пневмодвигуна, з'єднаного еластичною муфтою з двоступінчастим циліндричним редуктором, на тихохідному валу якого встановлена зірочка. Така ж зірочка встановлена на швидкохідному валу редуктора механізму штанги, що виштовхує. Нормально при роботі від електродвигуна ланцюг, що з'єднує дві зірочки, знята.
Для приведення в дію аварійного привода зірочки з'єднуються швидко вдягається ланцюгом, після чого включається пневмодвигун. При цьому до початку роботи необхідно звільнити гальмовий шків від стискальних зусиль, що виходять у результаті спрацьовування електромагнітного гальма.
Для привода пневмодвигуна з повітрозбірника, установленого на коксовиштовхувачі, надходить повітря під тиском 5—7 атм. Ємкість повітрозбірника забезпечує роботу двигуна протягом 7 хв., необхідних для повного витягу штанги з печі. Компресорна станція, установлена на коксовиштовхувачі, автоматично підтримує у повітрозбірнику заданий тиск.
Описаний кінематичний ланцюг механізму аварійного привода може бути приведена в рух за допомогою ручної рукоятки. У випадку аварії механічної частини привода штанги, що виштовхує, (поломка зубів редуктора, вихід з ладу зубцюватої муфти і т.д.), коли не можна використовувати аварійні приводи (пневматичний і ручний), штангу витягають за допомогою ручної лебідки вантажопідємністю 5 т, установлюваної на робочій площадці коксовиштовхувача.
Правила видачі коксу з печей
1. Кокс варто видавати по строго розробленому хвилинному графіку відповідно до встановленої серійності. Рівномірність видачі коксу підраховується у відсотках стосовно затвердженого начальником цеху робочому графіку видачі.
2. Категорично забороняється:
а) залишати пекти відкритої більш ніж на 5 хв. як перед видачею, так і після її;
б) попередньо відгвинчувати ригелі більш ніж в однієї печі, підготовленої до видачі коксу:
в) видавати кокс, що не досяг повної готовності;
г) видавати кокс із печі поруч з порожньою піччю;
д) видавати кокс деформованою штангою, що виштовхує;
е) робити повторне штовхання печей при видачі.
Відступи можуть бути допущені у виняткових випадках, щораз з дозволу й у присутності начальника зміни і газового майстра.
3. При затримці видачі коксу більш 10 хв. необхідно затягти ригелі в підготовленої до видачі печі. .
4. Двері коксових печей після їхнього зняття, а також арміруючої рами, пороги, і планирні люки повинні щораз очищатися від відкладень, смоли і нагару.
Чищення рам роблять до видачі коксу, а до й у процесі видачі коксу.
Шматки розпеченого коксу необхідно негайно забирати від рам і анкерних колон. Якщо на полу печі залишається значна кількість коксу, необхідно вдруге пропустити через лягти що виштовхує штангу.
5. Щоб уникнути нагромадження коксу на полу печі башмак голівки штанги, що виштовхує, необхідно містити завжди в справності.
6. Для запобігання можливих ушкоджень кладки печі при видачі коксу коксовиштовхувач повинний установлюватися так, щоб вісь голівки штанги, що виштовхує, збігалася з віссю коксової камери.
7. Під час видачі коксу силове навантаження електродвигуна штанги, що виштовхує, точно фіксується самореєструючим амперметром, а при відсутності його максимальні показання амперметра записуються машиністом, що обслуговує коксовиштовхувач.
8. Машиніст коксовиштовхувача зобов'язаний точно записувати час видачі і завантаження кожної печі і всі замічені ненормальності, якось: дефекти обігріву, порушення кладки і неправильності завантаження (скоси, неповний завантаження й ін.).
9. Категорично забороняється скидати кокс, шихту і різні предмети, з обслуговуючих площадок на залізничні колії коксовиштовхувача і гасильного вагона.
10. Шляху коксовиштовхувача і дверезнімальної машини необхідно містити в справному стані і частоті. Відхилення від проектного розміру колії рейкового шляху для коксовиштовхувача і дверезнімальної машини не повинне перевищувати ± 15 мм. Шляхи не повинні мати осідань.
Геодезичну перевірку шляху необхідно робити один раз у рік, а на заводах, розташованих на лісоподібних ґрунтах,— один раз у квартал.
11. На кінцях шляхів коксових машин повинні бути встановлені тупики.
12. При раптовому вимиканні електроенергії, під час видачі чи коксу планування шихти необхідно витягти з печі що виштовхує чи планирну штангу аварійним чи приводом вручну, відтягнути дверезнімальну машину від печі, вигребти кокс із направляючої і згасити його. На завантажувальному вагоні необхідно закрити шибери, підняти телескопи і закрити люки кришками.
Похожие работы
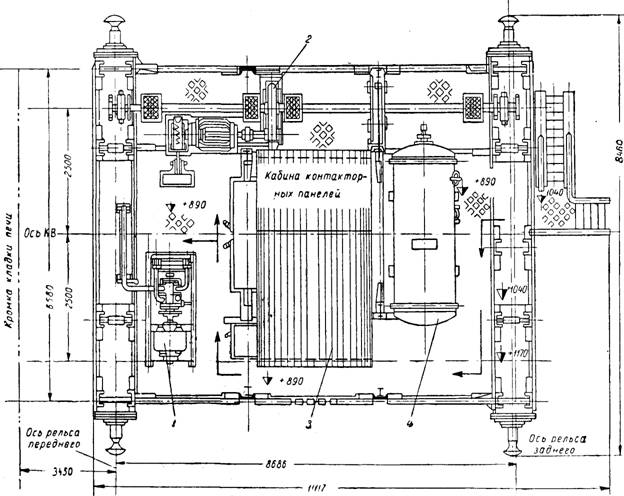

... рейок, різна для машин різних марок. Для типових коксовиштовхувачів вона дорівнює 8686 мм. Найбільша колія з числа діючих коксовиштовхувачів дорівнює 10000 мм. Опис механізмів пересування Ходова частина і приводний механізм коксовиштовхувача виконуються по-різному. На машинах старих конструкцій механізм пересування не має самостійного електропривода і включається від загального привода з ...
... ійного комбінату вуглезавантажувальний вагон виготовлений з нижнім розташуванням, кабіни для машиніста. Дані, необхідні при проектуванні вуглезавантажувального вагона При проектуванні вуглезавантажувальних вагонів необхідно враховувати наступні дані: 1) корисну максимальну ємність бункерів (у кубічних чи метрах у тоннах); 2) кількість бункерів; 3) вологість шихти; 4) насипна вага шихти; 5) ...
0 комментариев