Навигация
1.5 Вади деревини
Вади деревини - недоліки окремих її ділянок, що знижують якість і обмежують можливість використання. Розрізняють їх по групах, видах та різновидах.
Для оцінки якості деревини всі її вади підлягають точному обліку і кількісному вимірюванню.
Сучки - частини гілок, замкнені в деревині стовбура. Затрудняють обробку матеріалу, викликають затуплення і пошкодження інструменту.
Тріщини - розриви деревини вздовж волокон. Порушують цілісність деревини, знижують її. Тріщини розрізняють по положенні в сортименті (бокові, торцеві); по глибині ( не скрізні, скрізні); по ширині (замкнуті, розходженні).
Вади форми стовбура являють собою різні відхилення розмірів стовбура (зменшення або збільшення діаметру, викривлення по довжині, різке місцеве потовщення та ін.). Вони збільшують кількість відходів при обробці деревини, затрудняють використання по призначенню круглих лісоматеріалів.
Вади структури деревини являють собою різні відхилення в напрямку волокон від повздовжньої осі матеріалів, у зміні річних шарів, заростаючі рани, заглиблення, накопичення смоли та ін.
Грибкові пошкодження являють собою ненормальну забарвлення ділянки деревини. Плями, забарвлення та буруватість підвищують водопроникність деревини, гнилі та дупла роблять її технічно непридатною.
Біологічні пошкодження являють собою отвори і ходи, що виникають в результаті життєдіяльності комах, паразитуючих рослин, птахів.
По в здутті можна визначити наявність у деревині інородних включень (дроту, цвяхів та ін.). У випадку їх наявності вони можуть бути причиною аварії.
1.6 Основні види і властивості лісоматеріалів
Круглі лісоматеріали. Зрубане і очищене від сучків дерево називається хлистом. Окремі види лісового матеріалу, що мають однакові геометричні ознаки, називаються сортиментами. Оброблення хлиста на стандартні сортименти круглих лісоматеріалів називається розкряжуванням. Розкряжований хлист дає колоди і кряжі. Колодою прийнято називати довгі (понад 4 м) відрізки хлиста. Кряжем називають короткі товсті відрізки хлиста, що мають довжину меншу, ніж 4 м. Кряжі поділяють на фанерні, паркетні, бондарні, лижні та ін. На круглі лісоматеріали листяних порід затверджено ГОСТ 9462-60, хвойних порід – ГОСТ 9463-60. Цими стандартами передбачено розміри і технічні умови на всі круглі лісоматеріали, що використовуються в промисловості і будівництві. Довжина круглих лісоматеріалів встановлена стандартом залежно від призначення сортименту. Будівельні колоди хвойних порід заготовляють переважно завдовжки 4 – 7 м, при цьому основна довжина колоди – 6,5 м.
Для довжини круглого будівельного лісоматеріалу прийнято градацію 0,5 м. Залежно від розміру поперечного перерізу круглі лісоматеріали поділяють на три групи: дрібні, діаметром від 8 до 13 см з градацією через 1 см; середні, діаметром від 14 до 24 см з градацією через 2 см; великі, діаметром від 26 см і більше з градацією через 2 см.
Розмір поперечного перерізу круглих лісоматеріалів визначається як середній діаметр верхнього торця без кори. При цьому для градації через 1 см частки в половину і більше половини сантиметра приймають за цілий сантиметр, наприклад, діаметри від 12,5 см до 13 см приймаються за 13 см. Частки, менші від 0,5 см, не враховуються.
За якістю деревини круглі лісоматеріали поділяють на чотири сорти, при цьому окремо виділяють так званий без сортний матеріал. Сортність матеріалу визначається якістю деревини, відсутністю вад і розмірами поперечного перерізу колод. Дрібні матеріали належать до без сортних, але за якістю деревини вони повинні відповідати лісоматеріалам 2 і 3-го сортів.
Стругані пиломатеріали. На лісопильних заводах поряд із звичайними пиломатеріалами виробляють певну кількість струганих матеріалів (заготовок), які на місці вимагають лише припилювання за розміром та остаточної обробки. До таких матеріалів належать дошки і бруски, обстругані з одного, двох, трьох і чотирьох боків, що мають у перерізі стандартний профіль. Стругані дошки роблять пазованими і фальцьованими.
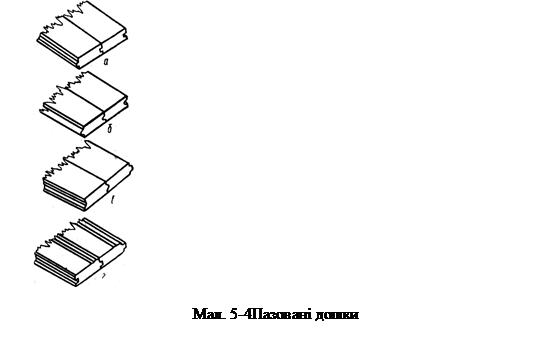
Пазована дошка обстругана з чотирьох боків і має на одному ребрі паз, а на другому — гребінь, які забезпечують щільне з'єднання дощок між собою. Паз і гребінь можуть мати прямокутну а, трикутну б або овальну в форму. Різновидністю пазованих дощок є вагонна обшивка (мал. 5-4). Вона являє собою стругані дошки перерізом 22 × 99 і 40 × 110 мм з пазом і гребенем на ребрах. Крім того, на одній площині вона має ускладнену форму у вигляді невеликого поздовжнього валика і заглибин.
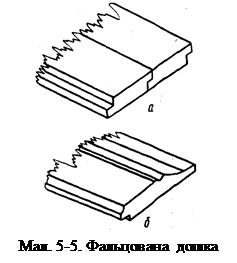
Фальцьовані дошки замість гребеня і паза на обох ребрах мають фальці, які забезпечують щільне з'єднання (мал. 5-5, а). Рустик також являє собою фальцьовану обрізну дошку, але профіль її дещо складніший, ніж звичайних дощок (мал. 5-5, б). Застосовується рустик для обшивання стін.
Коли виготовляють стругані пиломатеріали, з кожної площини знімають шар деревини завтовшки 2мм, а з ребер — 3мм. Розміри струганих дощок і брусків позначають за стандартними розмірами тих пиломатеріалів, з яких вони зроблені. Тому дошка, обстругана з двох боків, що має фактично товщину 21 мм, вважається 25 – міліметровою. До струганих матеріалів належать також бруски, що в поперечному перерізі мають не прямокутний, а складніший обрис — так званий струганий погонаж (наличники, плінтуси, галтелі, розкладки, карнизи, поручні, віконні бруски та ін.). Залежно від якості деревини і чистоти обробки погонажні вироби поділяють на три сорти: 1, 2 і 3-й. До струганих пиломатеріалів належить також паркет.
Фанера — листовий деревний матеріал, який виготовляють з кряжів струганням, лущенням або пилянням. Фанерою називається також шаруватий деревний матеріал у вигляді тонких листів, склеєних між собою (клеєна фанера).
Стругану фанеру виробляють на фанеростругальних верстатах. Вона використовується для фанерування — обклеювання столярних виробів з деревини малоцінних порід, які не мають гарної текстури. Перед подачею на фанеростругальний верстат кряжі певним чином обробляють: окантовують і пропарюють у спеціальних котлах для розм'якшення деревини. Стругану фанеру роблять з деревини дуба, бука, горіха, клена, ясена та ін. Випускається стругана фанера у вигляді довгих вузьких листів завтовшки 0,7, 0,8, 0,9, 1,0 і 1,2 мм. Стругана фанера буває трьох сортів.
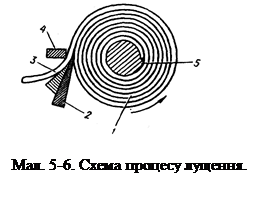
Лущена фанера називається шпоном. Шпон виготовляють розлущуванням відрізків колод на лущильному верстаті, що являє собою потужний токарний верстат, у центрах якого затискують попередньо розпарений чубак. На мал. 5-6 подано схему процесу лущення. Широкий різець 2 під час обертання чубака 1 знімає з нього тонку суцільну стружку 3 по всій довжині.
Для ущільнення деревини і утворення більш гладенької поверхні шпона над різальним ребром різця встановлено притискну лінійку 4. Автоматичні ножиці весь час відрізують листи шпона встановленого розміру. На малюнку умовно показано фанерну зону чурбака, тобто ту частину, яка розгортається в шпон, і центральну (заштриховану) — олівець 5, що являє собою відходи фанерного виробництва.
Пиляну фанеру дістають розпилюванням кряжів на листи завтовшки від 0,8 до 4 мм і завдовжки до 7 м на спеціальних фанеропильних верстатах. Щоб зменшити втрати деревини, використовують тонкі пилки з незначним розводом, але й за цих умов втрати досягають 60%. Тому виробництво пиляної фанери обмежене і застосовується лише в тих випадках, коли вихідний матеріал (нарости, напливи, сильно завилькувата деревина) втрачає свої художні і фізичні якості при іншій технології. З пиляної фанери виготовляють високоякісні вироби і музичні інструменти.
Клеєну фанеру виготовляють з непарної кількості листів шпона, склеєних білковими або синтетичними клеями. Клеєну фанеру виготовляють з березового, букового, вільхового і соснового шпона. Фанера на білкових клеях має марку ФБ, фанера середньої водостійкості на карбамідних або альбуміно-казеїнових клеях— марки ФК і ФБА; фанера з підвищеною вологостійкістю, склеєна фенолформальдегідними клеями,— ФСФ. За кількістю шарів фанеру поділяють на тришарову, п'ятишарову та багатошарову. Зовнішні шари фанери називаються сорочками, а внутрішні — серединними. Сорочки поділяють на лицьову, що має кращий зовнішній вигляд, меншу кількість вад деревини та дефектів виробництва, і зворотну. За товщиною листів фанеру поділяють на тонку — зовтовшки 1,5—2 мм, середню — 2,5; 3,0; 4,0; 5,0 і 6,0 мм та товсту — 8, 9, 10 і 12 мм. Товщі листи клеєної фанери називаються фанерними плитами. Товщину листа фанери вимірюють біля кантів посередині кожного боку листа; середнє значення цих вимірювань вважається номінальною товщиною.
Завдяки міцності, пружності, малій схильності до жолоблення і розтріскування, добрій гнучкості і відносній легкості фанера широко застосовується в столярній справі, меблевому і тарному виробництві як будівельний матеріал. Тепер промисловість випускає багато видів високоякісної і спеціалізованої фанери, що має ті чи інші додаткові якості та властивості.
Лицювальна фанера являє собою звичайну клеєну фанеру, що має одну або дві сорочки з деревини цінних порід, наприклад, дуба, горіха, груші. Лицювальну фанеру випускають двох марок: ФОБ і ФОС, з них перша виконана на білкових клеях, а друга — на смоляних. За якістю деревини і виготовлення лицювальна фанера ділиться на три сорти— 1, 2 і 3-й.
Лакована фанера — березова, вкрита нітролаком за спеціальною технологією, що забезпечує створення гарної, водостійкої і значною мірою вогнестійкої плівки. Застосовується в електроприладах, радіоапаратурі, для внутрішнього оздоблення залізничних вагонів та пароплавних кают.
Бакелізована фанера — листовий матеріал, утворений з кількох шарів березового шпона, вкритих тонким шаром термореактивної смоли і склеєних між собою. Така фанера дуже міцна, водо- і вогнестійка, має високі діелектричні властивості. Промисловість випускає бакелізовану фанеру трьох марок: ВФС, БФВ-1, і БФВ-2.
До спеціальних сортів належать тепла фанера, яка має низьку тепло- і звукопровідність завдяки наявності спеціального заповнювача між листами; дахова фанера, обклеєна з одного або двох боків толем; вогнестійка фанера, просочена антипіринами; ксилотек — фанера, вкрита з одного або двох боків асбоцементом, що надає їй високої вогнестійкості, водо- і кислотостійкості; армована фанера, обклеєна з одного або двох боків металевими листами, тощо.

Деревні плити та інші матеріали на основі деревини. У практиці столярної справи часто доводиться виготовляти плоскі щитовидні деталі типу кришок столів, бічних стінок, дверей і полиць шаф, кімнатних дверей, легких перегородок тощо.
Заготовки для таких деталей доцільно робити промисловим способом на заводах у вигляді особливих щитів — деревних плит. На місцях такі плити треба лише розкроїти, припасувати та остаточно обробити деталі з них.
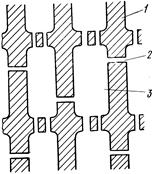
Столярна плита (мал. 5-7) — досить великий щит, склеєний з вузьких рейок і обклеєний з обох боків 1 – 2 шарами шпона. Щит з рейок називається серединкою, наклеєний шпон — сорочкою. Серединки столярних плит роблять з хвойних і м'яких листяних порід дерев. Для сорочок застосовують шпон сортом не нижче ВВ з берези, бука, вільхи, сосни. Обидві сорочки роблять однакової товщини. Промисловість випускає також лицювальні столярні плити. Для облицювання застосовують дубовий шпон, з одного або з обох боків.
Фанерні плити відрізняються від клеєної фанери товщиною, яка становить від 13 до 45 мм. Набирають їх з лущеного шпона, склеєного фенол формальдегідними, сечовино формальдегідними і сечовиномеламіновими смолами. Фанерні плити випускають трьох марок: ПФ-А, ПФ-Б і ПФ-В, якими позначають головним чином взаємне розміщення листів шпона. Вони бувають однобічні і двобічні, облицьовані струганою фанерою і необлицьовані.
На столярні і фанерні плити йде багато ділової деревини, тим часом у лісопильному і деревообробному виробництві є значні відходи у вигляді стружки, тирси та обрізків, які можна успішно використати у виробництві деревостружкових, деревоволокнистих та інших матеріалів, які за міцністю та іншими властивостями не поступаються перед матеріалами, виготовленими на основі ділової деревини.
Деревостружкові плити — це суцільні щити завтовшки від 5 до 100 мм, завширшки від 1200 до 2400 мм та завдовжки до 5,5 м. Сировиною для таких плит є стружка, тирса, обрізки дощок, обривки шпона тощо. Усі ці відходи подрібнюють і сортують за розмірами деревостружкової основи, перемішують у змішувачах із в'яжучою речовиною і пресують при певній температурі та тиску. Як в'яжучу речовину застосовують розчин синтетичних смол у кількості від 6 до 12% від ваги сухої стружки. З підготовленої маси формують рівномірний пласт (килим) і підпресовують його без підігрівання, потім цей килим подають у гарячий прес і обробляють під тиском 5—20 кГ/см2 та температурі 135—140° С. Готові плити витримують на складі 5—10 діб і потім остаточно обробляють: обрізують за розмірами, шліфують, обклеюють шпоном тощо.
Крім плоскопресованих, промисловість випускає деревостружкові плити екструзійного пресування з розміщенням стружок перпендикулярно до площини плити.
Виробляють і якісно нові матеріали — деревоволокнисті плити з деревини, подрібленої до волокон. Волокно під дією великого тиску і високої температури спресовують в однорідний міцний матеріал. Для виготовлення деревоволокнистих плит використовують не тільки відходи, а й лляну кострицю, очерет, відходи гідролізного виробництва тощо. За щільністю матеріалу деревоволокнисті плити поділяються на надтверді, тверді, напівтверді, ізоляційно-обробні та ізоляційні. Відповідно до цього об'ємна вага матеріалу плит коливається від 0,95 до 0,25 Г/см3.
Склеюючи шари шпона, просоченого синтетичними смолами і спресованого під тиском від 40 до 200 кГ/см2 при температурі 125—150° С, дістають облагороджену деревину (дельта-деревину, лігнофоль, балініт). Випускають ці матеріали у вигляді дощок, плит і брусків. Об'ємна вага облагородженої деревини досягає 1,2 — 1,45 Г/см3, така деревина має високу міцність, вологостійкість, майже не піддається усушуванню та розбуханню. Штучна деревина на відміну від облагородженої не має волокнистої будови. Це пластична маса, добута глибокою переробкою деревини та її відходів. До таких матеріалів належать фіброліт, ксилоліт, меноніт і ін.
Похожие работы
... званого середнього учня; об'єкти мають бути такими, щоб їх міг зробити кожний. По-друге, введення школярів до основ обробки матеріалів має здійснюватися через фронтальну форму організації праці, оскільки, проведення вступних, поточних та заключних інструктажів, аналіз і оцінювання трудових дій п'ятикласників, впровадження елементів само- та взаємоконтролю будуть ефективними саме при такій органі ...
... ій місцевості дозволяє істотно здешевіти процес агропромислового виробництва. Висновок В результаті вищеописаного можна сказати що, безумовно, раціональне використовування природно – ресурсного потенціалу і своєчасне його відновлювання, використання нових, екологічних та ресурсозберігаючих технологій, підтримки виробництва державою, національної свідомості кожного громаднина, який думає і ...
... і а з економічної — засобом виробництва компонентів середовища і регенерую чого впливу на навколишнє середовище, тобто ліс є товаром, має вартість, належить до відновлюваних природних ресурсів а тому повинен використовуватися в обсягах згідно з лісівничими принципами безперервності та невиснажливості. Користування деревними ресурсами в Україні в цілому має тенденцію до зменшення загальних обсягів ...
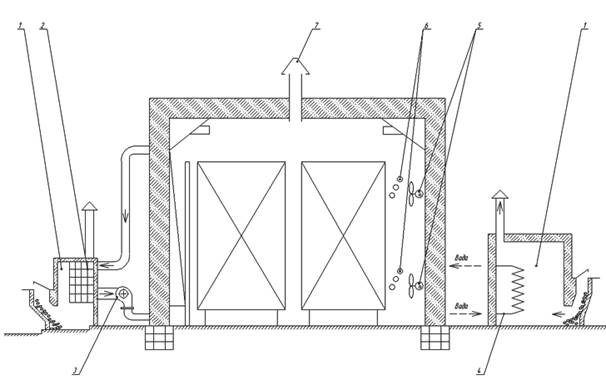
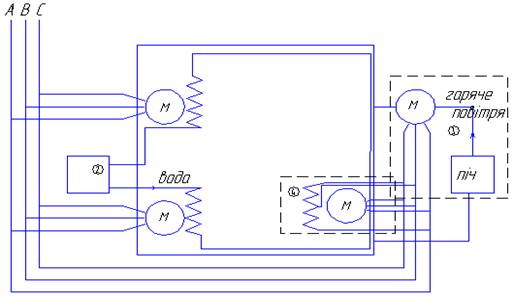
... Вологість дошки в точці 2 Аналоговий % 5…100 – 4. Функціональна структура системи управління Функціональна схема автоматизації є основним документом, який визначає функціонально-блокову організацію структури керування. Для процесу вакуумної сушки деревини функціональна схема приведена в графічній частині проекту (лист 6). Система складається з лісосушильної камери, вентиляторів, насос ...
0 комментариев